Результат интеллектуальной деятельности: Способ вакуумной сборки комплектов с нежесткой обечайкой и устройство для его осуществления
Вид РИД
Изобретение
Способ и устройство относятся к области машиностроения и могут быть использованы при неподвижной сборке сопрягаемых металлических деталей с использованием пайки высокотемпературными припоями комплектов деталей, одна из которых выполнена из малопластичного материала, имеет нежесткую конструкцию и замкнутый периметр в форме обечайки. Комплект может быть предназначен, например, для получения локальных охлаждающих каналов в горячей зоне ракетных двигателей.
Наиболее близким способом получения сопрягаемых деталей является способ по книге «Электрофизические и электрохимические методы обработки материалов» в 2 т. Т. 2 / Под ред. В.П. Смоленцева. М: Высшая школа, 1983, стр. 103, в котором деталь выполняют импульсным методом из тонкостенной металлической заготовки путем сопряжения с формой матрицы, служащей оправкой, при воздействии давления рабочей среды. При этом за счет прохождения тока заготовка разогревается, но не достигает уровня пластичного состояния, обеспечивающего повторение контура матрицы.
Недостатками известного способа является утрата контакта между тонкостенной металлической заготовкой и матрицей за счет упругих деформаций после снятия давления импульса, что нарушает плотность соединения заготовки с оправкой при одновременном использовании высокотемпературной пайки из-за инертности остывания припоя, который способен сохранять форму тонкостенной металлической заготовки по форме матрицы (оправки) только после перехода припоя из жидкого в твердое состояние. Это нарушает герметичность охлаждающих каналов и прочность при эксплуатации неподвижного соединения деталей в комплекте.
Наиболее близким устройством для получения сопрягаемых деталей является устройство по книге «Электрофизические и электрохимические методы обработки материалов» в 2 т. Т. 2 / Под ред. В.П. Смоленцева. М: Высшая школа, 1983, стр. 103-104, в котором для удаления газов из полости между сопрягаемыми деталями используют вакуумнасос, а газ перемещают по замкнутым каналам.
Недостатками известного устройства является утрата контакта между тонкостенной металлической заготовкой и матрицей за счет упругих деформаций после снятия давления импульса и нарушение эксплуатационных свойств изделия после неподвижного соединения деталей в комплекте.
Техническим результатом, на достижение которого направлено изобретение, является поддержание эксплуатационных свойств изделия после неподвижного соединения деталей в комплекте.
Данный технический результат достигается тем, что в предлагаемом способе после нагрева обечайки до вязко-пластичного состояния вакуумирование пространства между обечайкой и оправкой, а также давление на наружную поверхность обечайки комплекта одновременно прерывают, после чего первично измеряют наружный диаметр обечайки и выдерживают собранный комплект до стабилизации величины вакуума со стороны вакуумнасоса и давления со стороны его подачи, далее одновременно включают вакуумирование и давление до стабилизации этих показателей, повторно измеряют в том же месте наружный диаметр обечайки и при его изменении относительно первичного значения повторяют вышеописанную операцию до получения стабильного диаметра обечайки.
Устройство для вакуумной сборки комплектов с нежесткой обечайкой, установленной на оправке, отличающееся тем, что на наружной поверхности обечайки установлен датчик измерителя наружного диаметра обечайки, а также датчики температуры и давления, а в пространстве между оправкой и обечайкой - датчик вакуума, при этом в каналах установлены клапаны включения-выключения вакуумнасоса и датчики давления, которые связаны с датчиками температуры, а также с датчиками давления, вакуума, измерителя наружного диаметра обечайки, установленные на поверхности обечайки.
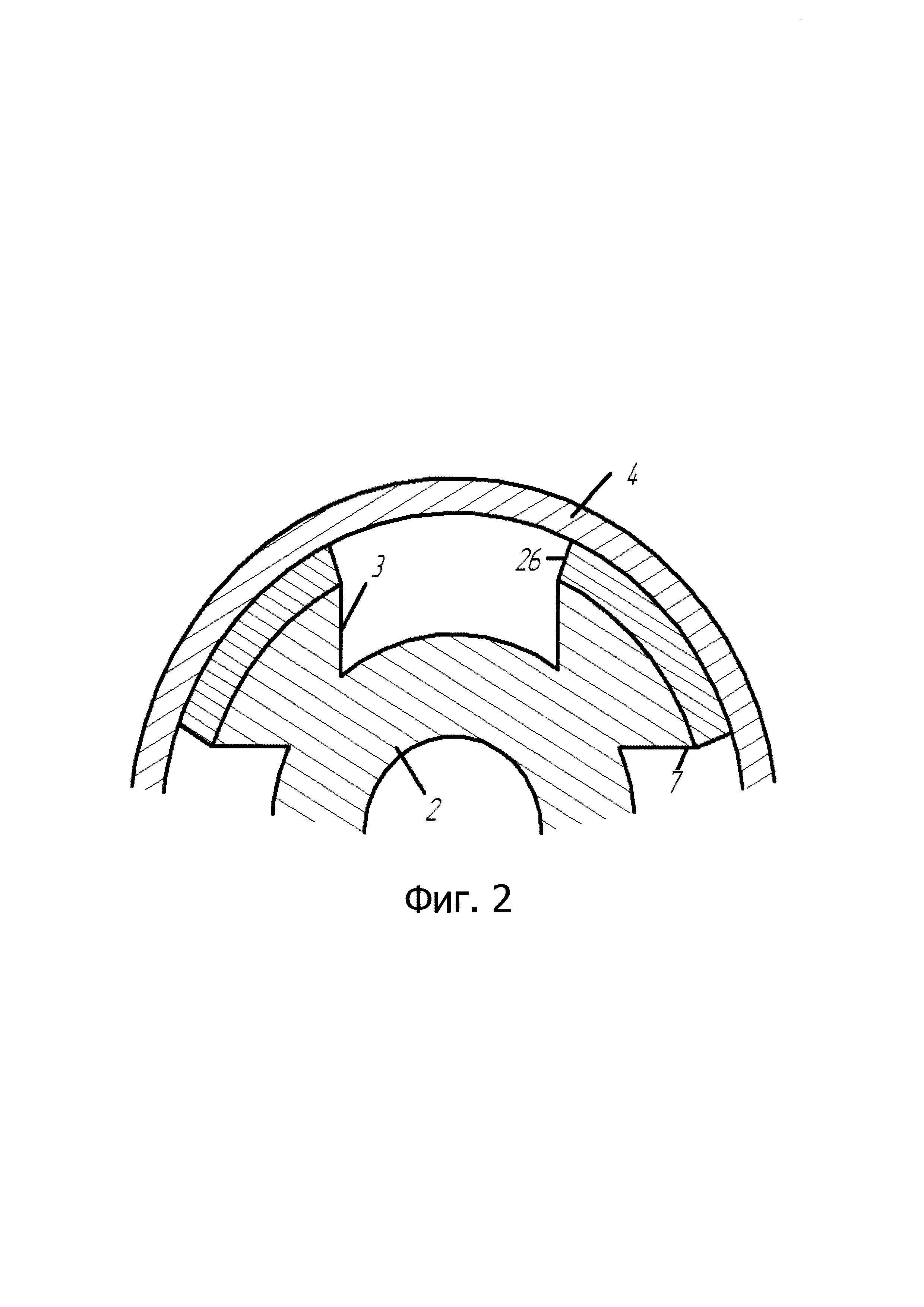
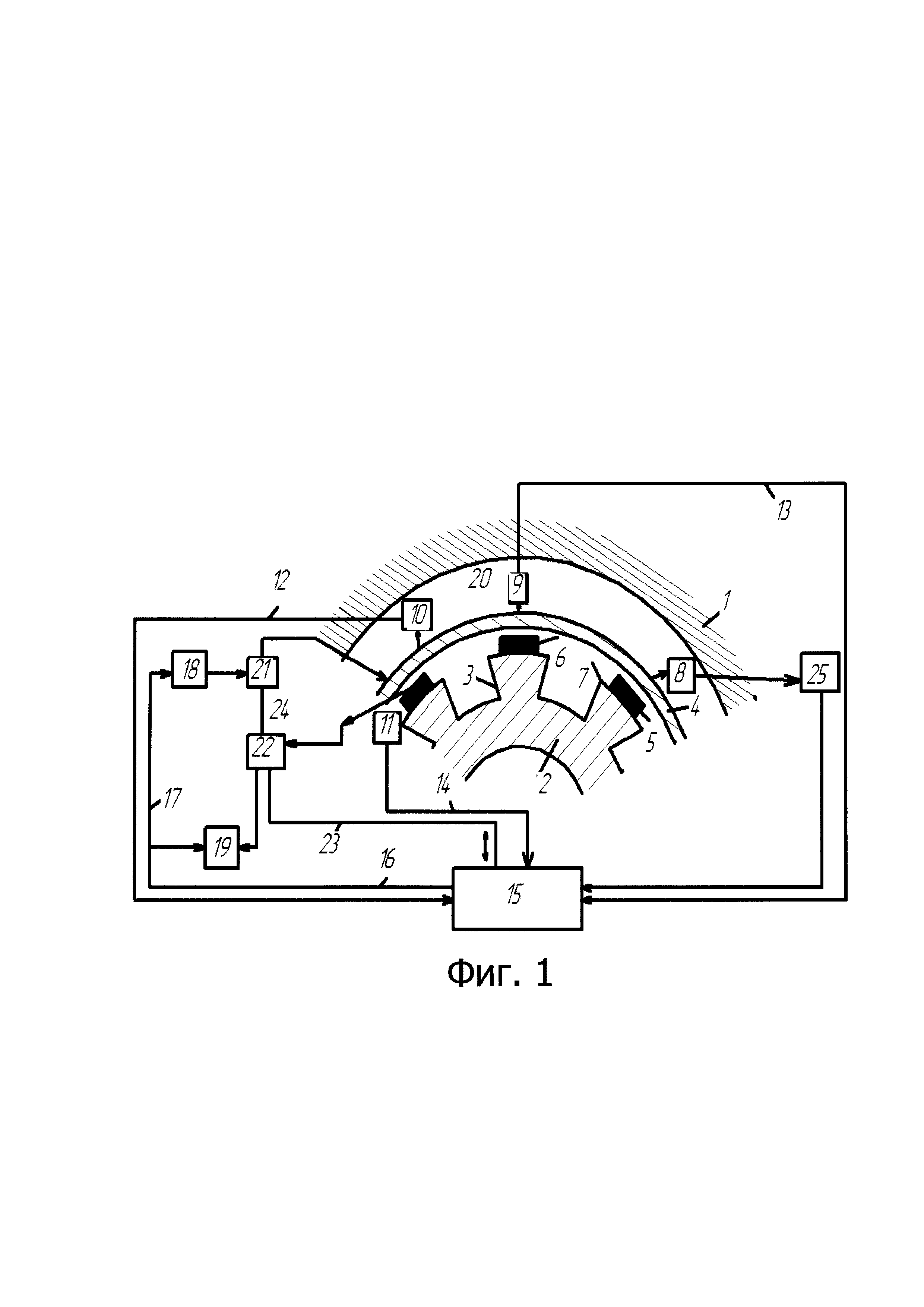
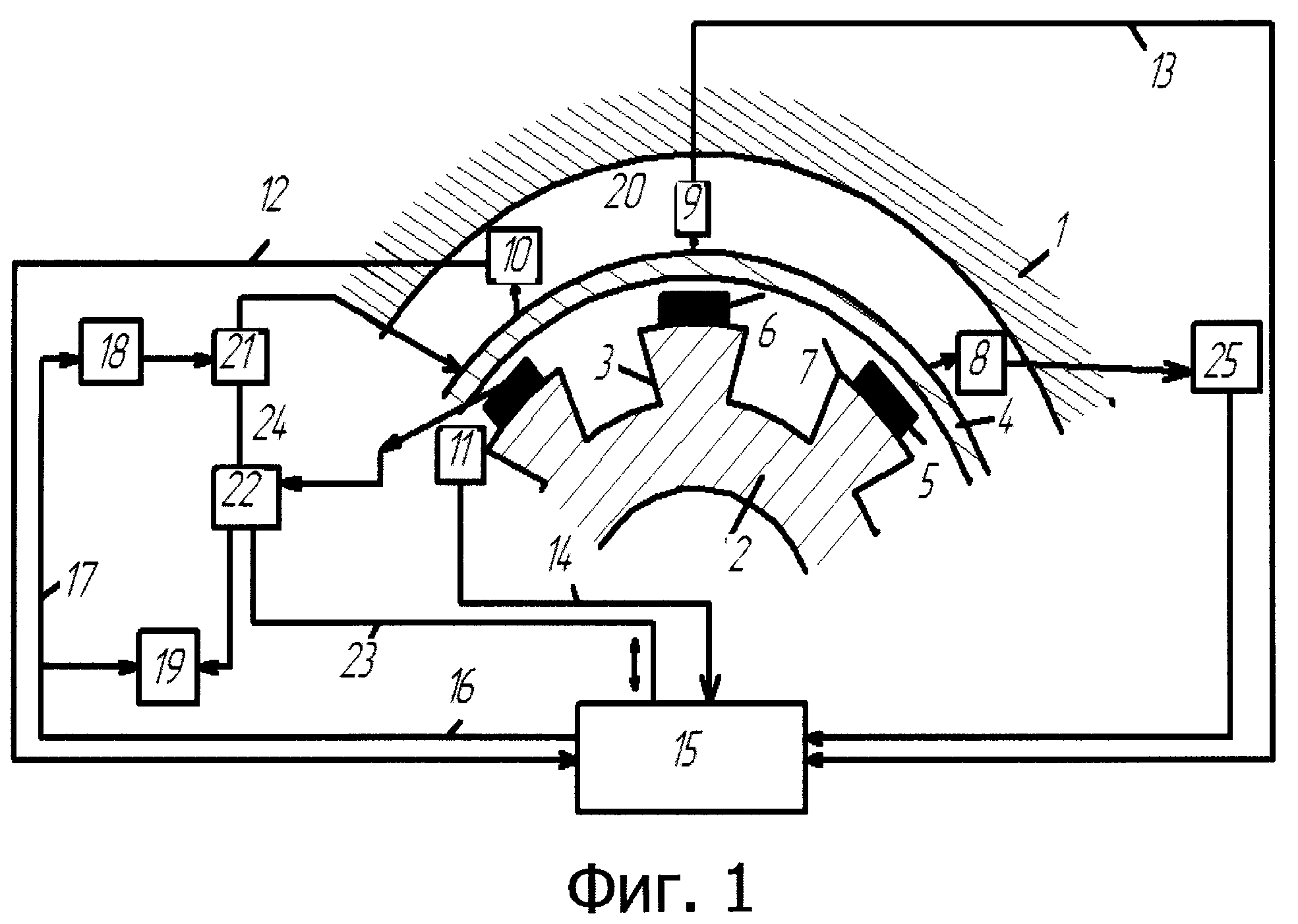
На фиг. 1; 2 раскрыт способ и предлагаемое устройство для его осуществления. На фиг. 1 приведена схема взаимодействия частей устройства перед реализацией способа, на рис. 2 - состояние обечайки и оправки после реализации способа на примере сборки комплекта для изготовления каналов охлаждения горячей зоны ракетного двигателя.
В герметичный корпус 1 (фиг. 1) устанавливают предварительно собранные: металлическая оправка 2 с охлаждающими каналами 3 и нежесткая обечайка 4. При этом на наружную поверхность каналов 3 оправки 2 нанесен слой высокотемпературного припоя 5 с границами 6 на наружной поверхности канала 3 смещенными вовнутрь относительно границ выступов 7 наружной поверхности канала 3. На наружной поверхности обечайки 4 установлены датчики измерителя 8 наружного диаметра обечайки 4, температуры 9, давления 10. В пространстве между обечайкой 4 и оправкой 2 установлен датчик вакуума 11. Сигнал от датчиков температуры 9, давления 10 вакуума 11 по каналам связи 12; 13; 14 поступают в блок управления 15. Сигналы от блока управления 15 по каналам связи 16; 17 поступают на нагнетатель 18 и в вакуумнасос 19. Нагнетатель 18 подает давление горячей рабочей среды 20 через клапан 21 в пространство между корпусом 1 и обечайкой 4. Вакуумирование пространства между обечайкой 4 и оправкой 2 происходит вакуумнасосом 19 через клапан 22. Управление клапанами 21 и 22 производится блоком управления 15 по каналам связи 23 и 24. Датчик измерителя 8 наружного диаметра обечайки 4 связан с блоком управления 15 через измеритель 25 наружного диаметра обечайки 4. После предварительной сборки оправки 2 и обечайки 4 между припоем 6 и внутренней поверхностью обечайки 4 имеется зазор, достаточный для предварительной сборки оправки 2 с обечайкой 4. В конце сборки комплекта из оправки 2 и обечайки 4 (фиг. 2) нагретый припой 26 прижимается силой давления на обечайку 4 и вакуума внутри пространства между обечайкой 4 и оправкой 2, растекается по наружной поверхности канала 3 до границ выступов 7.
Способ осуществляют в следующей последовательности: перед установкой собираемого комплекта в корпус 1 на наружную поверхность оправки 2 (фиг. 1) наносят, например точечным креплением к наружной поверхности, слой высокотемпературного припоя 5 с границами 6 на наружной поверхности канала 3 смещенными вовнутрь относительно границ выступов 7. На наружной поверхности обечайки 4 устанавливают датчик измерителя 8 наружного диаметра обечайки 4, датчик температуры 9, датчик давления 10. Для увеличения зазоров между припоем 5 и оправкой 2 обечайку 4 нагревают до температуры, не вызывающей структурных изменений материала обечайки. Для этой цели в случае малогабаритной оправки 2 возможно использовать охлаждение ее криогенными средами до предельной температуры. В пространстве между обечайкой 4 и оправкой 2 устанавливают датчик вакуума 11. Производят предварительную сборку в герметичном корпусе 1 металлической оправки 2, имеющей охлаждающие каналы 3, с нежесткой обечайкой 4. Датчиком 8 измеряют наружный диаметр обечайки 4 и передают информацию в измеритель 25 наружного диаметра обечайки 4 и далее в блок управления 15. Снимают показания с датчиков 9; 10; 11 и по каналам связи 12; 13; 14 передают информацию в блок управления 15. Из блока управления 15 по каналам связи 16; 17 поступают команды на включение или выключение вакуумнасоса 19, нагнетателя 18 давления горячей рабочей среды 20, температура которой регулируется путем сравнения в блоке управления 15 сигналов от датчиков температуры 9, давления 10, вакуума 11. По командам блока управления 15 через каналы связи 23 и 24 клапаны 21 и 22 одновременно включаются или перекрываются. Одновременно датчиком 8 измеряют наружный диаметр обечайки 4 и передают информацию в измеритель 25 наружного диаметра обечайки 4 и далее в блок управления 15. Измерения с интервалом, необходимым для стабилизации показаний каждого измерения, продолжают до стабилизации соседних показаний после импульсных воздействий давления и вакуума, приводящих к возникновению в обечайке 4 эффекта сверхпластичности малопластичного материала обечайки 4. Дальнейший нагрев материала обечайки 4 повышает вязкопластичность материала. При этом (фиг. 2) припой 26 растекается до полного заполнения наружной поверхности канала 3 до границ выступов 7, повторно измеряют в том же месте наружный диаметр обечайки 4 и при его изменении относительно первичного значения повторяют вышеописанную операцию до получения стабильного диаметра обечайки, после чего осаждение обечайки прекращается и дальнейшего повторения импульсных нагружений не требуется.
Пример использования способа: требуется собрать участок охлаждения камеры сгорания путем установки на нее тонкостенной (0,8 мм) обечайки из материала 1Х18Н10Т. Пазы на камере сгорания имеют размеры: ширина 1,5 мм, глубина 1,8 мм, ширина выступа 1,8 мм, наружный диаметр обечайки 380 мм. Высокотемпературный припой на базе серебра, толщина слоя на поверхности паза 0,3 мм. Зазор между припоем и обечайкой - 0,5 мм. Давление на обечайку 2 МПа, вакуум 10-2 Па. Температура нагрева обечайки 1200 К. Время нагрева 3 минуты. Время выравнивания показателей 3-4 сек. Время сборки - 8 минут. Количество импульсов -3. Комплект после сборки испытывался на герметичность каналов из пазов. Результаты испытаний - перетекания воздуха между пазами не установлено, что соответствует техническим условиям на сборку комплекта
Двухфазная смесь на основе цемента для композитов в технологии строительной 3d-печати
Лопаточный насос
Способ изготовления ленточного фундамента из тонкостенных железобетонных плит с заполнением пазух уплотненным грунтом или грунтобетоном
Криогенный жидкостный ракетный двигатель комбинированной схемы (варианты)
Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали
Способ прошивки глубокого отверстия и устройство для его прошивки
Способ изготовления металлического многослойного фильтра и устройство для его осуществления
Способ электрохимического удаления припуска с поверхности детали и устройство для его реализации
Способ комбинированной многоэлектродной электрохимической и эрозионно-химической прошивки глубоких отверстий малого сечения в металлической детали и устройство для его осуществления
Электрод-щетка и способ ее применения для удаления заусенцев в пазах детали
Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий

