Результат интеллектуальной деятельности: Электрод-колпачок для контактной точечной сварки
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно в электродах контактной точечной сварки плоских листовых деталей между собой.
Известны охлаждаемые электроды-колпачки одного наружного диаметра с передней сплошной рабочей частью (со сферической формы ее торца) и с задней конической полостью под переднюю часть полого с трубкой держателя (см. ГОСТ 25444-90, с. 2).
Их недостаток: удаление значительного количества металла с рабочего торца при восстановлении его после каждого предельного износа.
Известен и облегченный электрод-колпачок, содержащий переднюю сплошную рабочую часть меньшего диаметра: ее поперечный размер равен сварной точке, длина не менее 2,5 диаметров последней и полое основание, охватывающее боковую поверхность полого с трубкой держателя этого электрода (см патент РФ 2683986 С1 от 13.03.2018).
Его недостатки: применимость с небольшими плотностями рабочего тока и усилиями сжатия свариваемых листовых деталей дверей легковых автомобилей; после предельного износа остаток его рабочей части порядка размера сварной точки.
Задачей предлагаемого решения является полное использование передней рабочей части предлагаемого электрода, упрочнение получаемого сварного соединения и повышение технологичности этого инструмента.
Технический результат от него: повышение прочности сварного листового соединения деталей и снижение затрат на изготовление и использование такого электрода.
Он достигается тем, что у электрода-колпачка для контактной точечной сварки, содержащего переднюю рабочую часть и полое основание, охватывающее боковую поверхность полого с трубкой держателя такого электрода, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО с его переднего торца образована полость, отделенная поперечной стенкой от его задней полости; эта полость выполнена конической с основанием на его переднем торце; его наружная боковая поверхность сформирована конической, основание которой расположено на его заднем торце. Выполнением с переднего торца электрода-колпачка глухой полости создается кольцевая сварная точка большей площади у соединяемых между собой плоских листовых деталей. Образованием такой сварной точки повышается прочность их соединения. Рабочая часть такого электрода используется полностью до дна передней полости, чем также повышается его стойкость. Выполнением по наружной боковой поверхности коническим или цилиндрическим и с коническими полостями такой электрод минимальной массы образуют экономичным методом, например, холодной штамповкой. Практически полым электродом минимальной массы (наличие металла только в его поперечной стенке) повышается эффективность охлаждения и стойкость его рабочей (кольцевой) части с минимальным нагревом ее к началу очередного цикла сварки.
Сравнительный анализ предлагаемого с известными решениями показывает его новизну, существенные отличия, промышленную пригодность и соответствие критериям ИЗОБРЕТЕНИЯ.
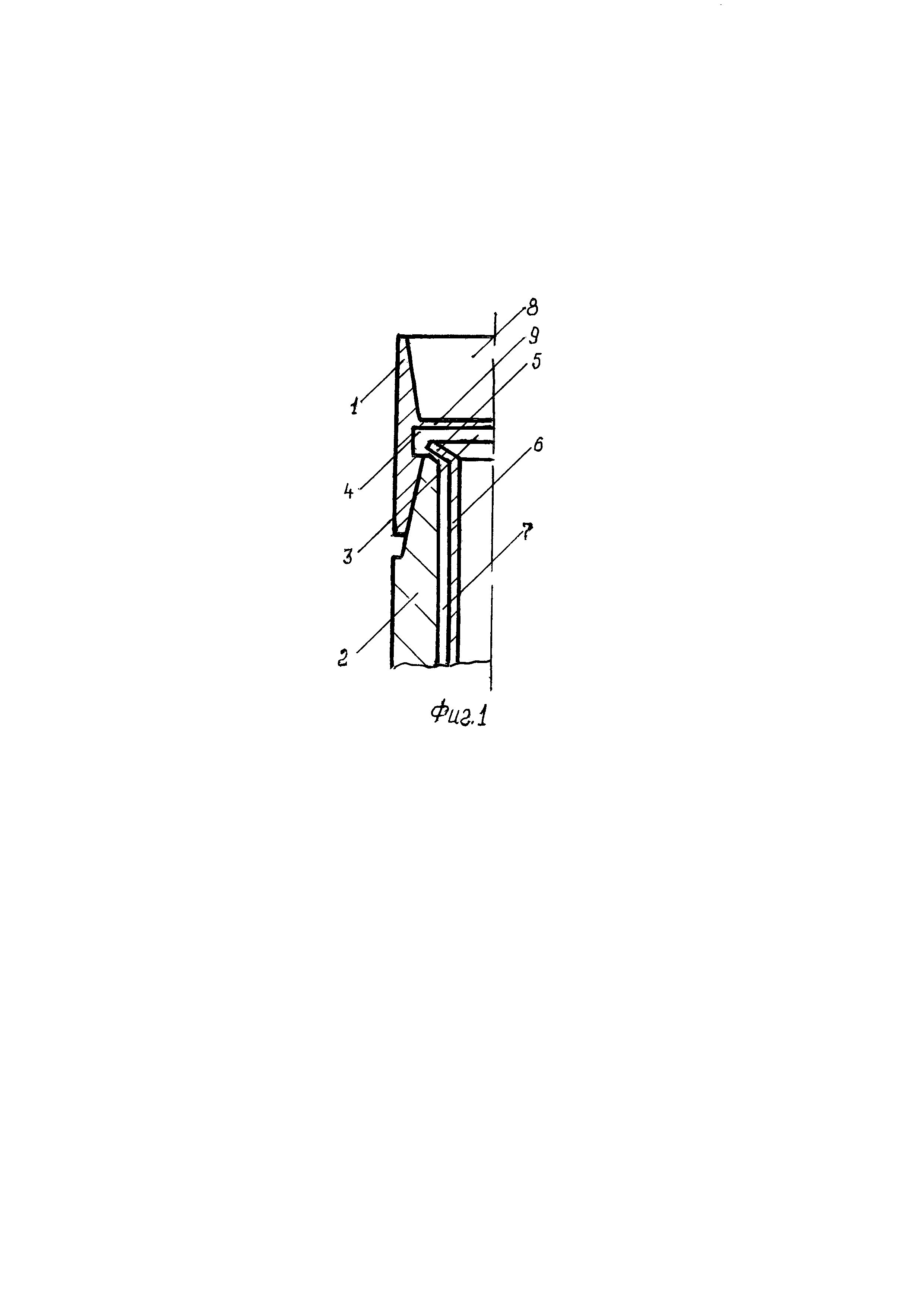
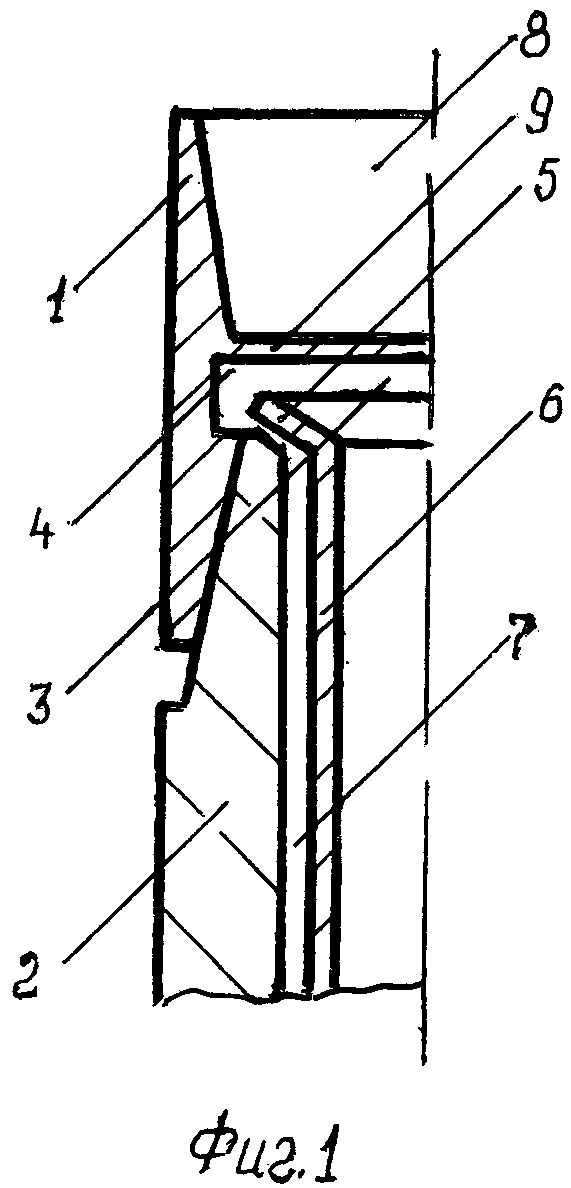
Он представлен чертежом с фиг. 1, на которой показана коническая по наружной боковая поверхность электрода-колпачка 1, размещенного конической поверхностью его задней полости на такой же передней части держателя 2; эта полость переходит вершиной в полость 3, образованную внутренней боковой кольцевой канавкой 4 электрода; в зоне последней с боковым и осевым зазорами размещено уширение 5 переднего конца трубки 6, установленной с кольцевым зазором 7 в полом держателе и закрепленной задним концом в его задней части и с не показанными на чертеже окнами подвода и отвода хладагента; с переднего торца этого электрода 1 выполнена коническая или цилиндрическая полость 8, отделенная от задней полости 3 поперечной (до 1 мм толщины) стенкой 9, на которую воздействует хладагент давлением до 0,5 МПа.
Этот электрод 1 охлаждается так: последний по не показанному поперечному окну держателя 2 и затем по кольцевому зазору 7 поступает в зазор между уширением 5 и передним торцом держателя 2, затем в полость 3 с охлаждением боковой и торцовых поверхностей кольцевой канавки 4 и далее вдоль поверхности дна этой полости до полости трубки 6 с ее уширением 5, по которой отводится за пределы держателя; охлаждением указанных поверхностей канавки и затем остальной части дна полости 3 обеспечивается максимальный теплоотвод от передней рабочей кольцевой части электрода 1, зависящий от скорости циркуляции хладагента, исключающей его кипения на этих поверхностях, а также перепада температур между ними и хладагентом, с созданием минимального уровня нагрева рабочей части его к началу очередного цикла сварки. Рассмотрим ГОСТовский электрод, используемый в нашей автомобильной промышленности, с размерами (в мм): наружный и внутренний диаметры соответственно 16 и 11; длинами 22 и 12 конической задней полости с указанным ее наибольшим диаметром; у боковой кольцевой канавки диаметр 14 и ширина 3; у предлагаемого с переднего торца выполняется коническая полость глубиной 9 и максимальным диаметром 11 с той же конусностью, что и у задней полости. При этом площадь сварной кольцевой точки возросла в 2,1 раза по сравнению со штатной сварной точкой диаметром 8, а при диаметре ее 6 - примерно в 4 раза; следовательно, во столько раз прочнее получаемое такой сваркой листовое соединение. При такой конструкции данного электрода плотность сварочного тока по длине его рабочей части постоянна с цилиндрической полостью и примерно одинакова с конической полостью, причем она больше в 1,6 раза, чем у прототипа и штатного электрода (кроме их передних торцов, где она в 2 раза больше) при одинаковой величине этого тока. Кольцевая рабочая часть его используется полностью и восстанавливается после предельного износа с минимальным съемом с нее металла; поэтому повышается его стойкость, а у других только на половину ее из-за возможности разрушения их рабочих центральных частей от усилия сжатия листовых деталей при сварке. Предлагаемый электрод можно получить из прутка холодной штамповкой с конусностью наружной боковой поверхности, но с последующим лезвийным образованием внутренней боковой кольцевой канавки или без нее, чем уменьшается в 2 раза его стоимость (отечественные электроды для ОАО» ГАЗ» образуют лезвийной обработкой и стоят 50 рублей за штуку, а немецкие для ПАО «АВТОВАЗ» - 2 евро). Таким образом, предлагаемым кольцевым электродом-колпачком повышаются прочность плоского сварного листового соединения деталей как минимум в 2 раза и стойкость в 1,3 раза со снижением стоимости его до 25 рублей.
Пуансон для закрытой матрицы горячего штампа
Устройство для электромагнитной точечной сварки
Устройство для электромагнитной точечной сварки
Поршневой узел машины литья под давлением
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Способ охлаждения горячего штампа
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки

