Результат интеллектуальной деятельности: Устройство для роботизированной внутренней изоляции сварного стыка трубопровода
Вид РИД
Изобретение
Изобретение относится к строительству трубопроводов и может использоваться для внутренней изоляции сварного стыка труб с внутренним защитным покрытием.
Известно устройство для осуществления способа Чуйко внутренней монолитной изоляции сварного соединения трубопровода (RU 2667856, опуб. 24.09.18), включающего установку стальной защитной втулки коаксиально внутри соединяемых труб, после сварки стыка труб герметизируют, торцевые кольцевые зазоры между защитной втулкой и соединяемыми трубами с образованием кольцевой полости между наружной поверхностью втулки и внутренней поверхностью сварного соединения и прилегающих к нему поверхностей соединенных труб, откачивают из кольцевой полости воздух и заполняют ее компаундом. Устройство для герметизации торцевых кольцевых зазоров содержит силовой привод, включающий цилиндрический эластичный рабочий орган, и коаксиально расположенную на поверхности рабочего органа оболочку из эластичного антиадгезионного материала. Внутри рабочего органа создают избыточное давление с радиальным расширением рабочего органа и прижатием оболочки к защитной втулке и к поверхностям соединенных труб с обеих сторон от защитной втулки, а после окончания процесса полимеризации компаунда снижают давление внутри рабочего органа с отсоединением оболочки от защитной втулки и внутренних поверхностей соединенных труб и извлекают устройство герметизации из трубопровода. Устройство для герметизации торцевых кольцевых зазоров не включает в себя специального устройства для заполнения кольцевой полости компаундом.
Наиболее близким к предлагаемому техническому решению является устройство для ремонта подземных трубопроводов (US 4861248 А, 29.08.1989), которое состоит из цилиндрической эластичной оболочки, по торцам которой изнутри вставлены жесткие цилиндрические заглушки, образующие совместно с оболочкой замкнутый герметичный контур. Между собой заглушки внутри полости устройства соединены тросом, ограничивающим их перемещение относительно друг друга. В одной из заглушек имеется сквозное отверстие со шланговым соединением для подачи сжатого воздуха во внутреннюю полость устройства. В центральной части эластичной оболочки на ее поверхность жестко смонтирован рукав, либо втулка без возможности их отделения друг от друга. Этим самым достигается повышение жесткости среднего участка оболочки.
Кроме того, по первому варианту устройства, через торцевую заглушку во внутреннюю полость устройства введены две параллельные трубки. Через эти трубки по отдельным каналам могут быть подведены два компонента двухкомпонентного компаунда. В центральной части внутренней полости устройства эти две трубки объединены между собой. К точке объединения двух трубок подведена третья короткая, изогнутая трубка, соединяющая их с соплом. Короткая изогнутая трубка предназначена для выполнения функции статического смесителя. В свою очередь, сопло, смонтированное по середине эластичной оболочки, через свое центральное отверстие выводит канал подсоединенной к нему трубки на внешнюю цилиндрическую поверхность устройства.
Устройство по первому варианту работает следующим образом. Устройство вводится в полость трубопровода. Центр устройства позиционируется по центру участка, подлежащего изоляции. Во внутреннюю полость устройства нагнетается сжатый воздух. Периферийные участки эластичной оболочки раздуваются и упираются во внутреннюю поверхность трубопровода. При этом между наружной поверхностью центрального участка эластичной оболочки устройства и внутренней поверхностью изолируемого участка трубопровода формируется кольцевой зазор. Через две трубки во внутреннюю полость устройства подаются два компонента двухкомпонентного компаунда. В непосредственной близости от центра устройства компоненты компаунда попадают в короткую изогнутую трубку, где они объединяются в один поток. По утверждению автора эта короткая трубка с изгибом работает как статический смеситель. Выходящая смесь заполняет полость кольцевого зазора и полимеризуется. После полимеризации компаунда в полости устройства сбрасывается давление сжатого воздуха, эластичная оболочка сжимается и выходит из зацепления со стенками трубопровода и с поверхностью полимеризованного компаунда. Устройство изымается из полости трубопровода.
Устройство по первому варианту имеет следующие недостатки:
1) Сформированная устройством полость кольцевого зазора имеет только один единственный канал, по которому в нее нагнетается компаунд. По мере заполнения полости кольцевого зазора компаундом, остающийся в ней воздух сжимается и, соответственно, повышается внутреннее давление в полости. При достижении давления воздуха внутри полости кольцевого зазора уровня давления нагнетаемого компаунда заполнение кольцевого зазора прекратится. Полость кольцевого зазора будет заполнена лишь частично. Причем в силу закона всемирного тяготения компаунд заполнит исключительно только нижнюю часть полости. Верхняя часть полости кольцевого зазора останется пустой. Рассматриваемое устройство не позволяет производить изоляцию дефектных участков трубопровода.
2) В устройстве полностью отсутствует возможность эффективного управления качеством смешивания компонентов компаунда. Качество смешивания компонентов компаунда при прохождении через короткую изогнутую трубку устройства кратно хуже качества смешивания компаунда, прошедшего даже через одну секцию статического смесителя практически любого уровня. Поэтому, в полость кольцевого зазора попадает расслоенная смесь компонентов компаунда, заведомо непригодная для изоляции кольцевого зазора.
3) Согласно изобретению, устройство не имеет собственного встроенного дозирующего оборудования. Поэтому для заполнения полости кольцевого зазора компаундом необходимо использовать сторонний дозатор, который, как правило, невозможно разместить в непосредственной близости во внутренней полости трубопровода. Для подвода компонентов компаунда от дозатора к устройству необходимо воспользоваться достаточно длинными шлангами. При включении практически любого дозатора двухкомпонентного компаунда на нем синхронно открываются два клапана подачи компонентов компаунда. Подавляющее большинство двухкомпонентных компаундов имеют объемное пропорциональное соотношение смешивания, отличное от пропорции 1:1. Поэтому при работе дозатора полости подающих шлангов и трубок будут заполняться несинхронно.
Компонент компаунда с большей объемной долей пропорционального смешивания заполнит полость подающего шланга и начнет поступать в короткую изогнутую трубку и в полость кольцевого зазора. По мере повышения давления в кольцевой полости вследствие отсутствия второго канала, первый компонент одновременно начнет заполнять и полость шланга подачи второго компонента компаунда. При полном заполнении полости второго шланга компоненты компаунда начнут перемешиваться внутри шланга, подающего компонент с меньшим значением их объемного соотношения смешивания. В результате во втором шланге начнется полимеризация компаунда, что приведет устройство в неработоспособное состояние. При этом полость кольцевого зазора будет либо полностью заполнена одним компонентом компаунда, либо компаундом с недопустимым значением пропорции смешивания компонентов. Например, при внутренней изоляции сварного стыка трубопровода двухкомпонентным компаундом В9М10+CG9900875MF и подаче материала от дозатора до сварного соединения на расстояние 40 м по шлангам диаметром 9 мм до момента поступления смеси в полость кольцевого зазора будет подано более 4 литров компонента CG9900875MF.
4) Отсутствие в устройстве термостатирования обуславливает невозможность его использования при температурах, отличающихся от заданного производителем диапазона температуры переработки компаунда.
5) Отсутствует контроль полноты заполнения полости кольцевого зазора компаундом.
6) Отсутствует контроль качества состава компаунда, заполняющего кольцевой зазор.
7) Отсутствует возможность удаления некачественного компаунда с контура подачи его в полость кольцевого зазора.
8) Отсутствует возможность промывки подающих шлангов и трубок устройства после окончания процесса заполнения кольцевого зазора компаундом.
По второму варианту устройства, через торцевую заглушку во внутреннюю полость устройства введены две параллельные трубки. Через эти две трубки по отдельным каналам могут быть подведены два компонента двухкомпонентного компаунда. В центральной части внутренней полости устройства эти две трубки радиально выведены в полость специального гидравлического цилиндра с поршнем. Поршень гидравлического цилиндра соединен со штоком пневматического цилиндра. Открытый торец гидравлического цилиндра смонтирован на эластичной цилиндрической оболочке. Полость гидравлического цилиндра сообщена с внешней поверхностью устройства. Полость гидравлического цилиндра выполняет функцию статического смесителя.
Устройство по второму варианту работает следующим образом. Устройство вводится в полость трубопровода. Центр устройства позиционируется по центру участка, подлежащего изоляции. Во внутреннюю полость устройства нагнетается сжатый воздух. Периферийные участки эластичной оболочки раздуваются и упираются во внутреннюю поверхность трубопровода. При этом между наружной поверхностью центрального участка эластичной оболочки устройства и внутренней поверхностью изолируемого участка трубопровода формируется кольцевой зазор. Через две трубки во внутреннюю полость устройства подаются два компонента двухкомпонентного компаунда. В центральной части устройства компоненты компаунда попадают в полость гидравлического цилиндра, где они объединяются в один поток. По утверждению автора в полости гидравлического цилиндра происходит смешивание потоков. Выходящая смесь заполняет полость кольцевого зазора и полимеризуется. После полимеризации компаунда в полости устройства сбрасывается давление сжатого воздуха, эластичная оболочка сжимается и выходит из зацепления со стенками трубопровода и с поверхностью полимеризованного компаунда. Устройство изымается из полости трубопровода.
Устройству по второму варианту присущи все недостатки устройства по первому варианту и добавляются два специфичных недостатка:
1) Полное отсутствие статического смесителя.
2) Необходимость ремонта гидравлического устройства механической прочистки узла подачи герметизирующего материала в полость кольцевого зазора после каждого цикла изоляции вследствие неизбежности полимеризации компаунда в полости гидравлического цилиндра.
Техническая проблема, решаемая изобретением, заключается в создании устройства роботизированной внутренней изоляции сварного стыка трубопровода, обеспечивающего проведение полного цикла работ по высококачественной монолитной изоляции сварного стыка во внутренней полости трубопровода с минимальными материальными затратами.
Техническая проблема решается устройством для внутренней изоляции сварного стыка трубопровода, содержащим уплотнительный узел, включающий цилиндрический корпус и коаксиально закрепленный на нем цилиндрический рабочий орган, выполненный с возможностью радиального расширения при создании в его полости избыточного давления, расположенные в корпусе узел подачи компаунда, дозатор компонентов компаунда и блок пневмоавтоматики, рабочие полости дозатора для каждого компонента компаунда соединены с узлом подачи компаунда, эластичный рабочий орган выполнен с каналом для подачи компаунда в кольцевой зазор в зоне сварного стыка, который соединен с узлом подачи компаунда, и с каналом для откачки газа из указанного кольцевого зазора, при этом блок пневмоавтоматики выполнен с возможностью управления работой дозатора и узла подачи компаунда и созданием избыточного давления воздуха в полости рабочего органа уплотнительного узла.
Кроме того, рабочий орган предпочтительно включает эластичный рукав и расположенную на нем эластичную оболочку из антиадгезионного материала, а канал для подачи компаунда в кольцевой зазор в зоне сварного стыка и канал для откачки газа из указанного кольцевого зазора выполнены в эластичной оболочке.
В предпочтительном варианте выполнения эластичный рукав выполнен с кольцевыми выступами на концевых участках с внутренней стороны, расположенными в кольцевых проточках, выполненных на внешней стороне корпуса уплотнительного узла, а с внешней стороны на каждом концевом участке эластичного рукава установлена фиксирующая втулка, контактирующая одним торцом с торцом эластичной оболочки.
Целесообразно, чтобы на внешней поверхности корпуса уплотнительного узла был расположен пленочный нагреватель.
Кроме того, дозатор включает цилиндрический корпус и установленный в нем поршневой узел, который включает герметично установленные в корпусе два поршня, соединенные штоком, герметично установленным внутри кольцевого разделителя полостей, закрепленного на внутренней поверхности корпуса, шток имеет осевой канал, соединенный с блоком пневмоавтоматики, и соединенные с осевым каналом радиальные каналы, выходы которых расположены вблизи первого поршня, расположенного со стороны узла подачи компаунда.
В предпочтительном варианте корпус дозатора образован корпусом уплотнительного узла.
Кроме того, узел подачи компаунда включает корпус, в котором размещены статический смеситель, блок клапанов, включающий клапаны, встроенные в корпус узла подачи компаунда, и емкость для промывающей жидкости, соединенную с каналами для подачи компонентов компаунда в статический смеситель.
В предпочтительном варианте корпус узла подачи компаунда выполнен из двух частей цилиндрической формы разного диаметра, статический смеситель расположен внутри корпуса соосно ему, клапаны блока клапанов расположены в части корпуса большего диаметра, а емкость для промывающей жидкости представляет собой гидравлический аккумулятор, образованный наружной поверхностью части корпуса меньшего диаметра и закрепленной на корпусе цилиндрической мембраной.
Кроме того, поршневая рабочая полость дозатора расположена между торцевой поверхностью узла подачи компаунда и первым поршнем поршневого узла и соединена с входной полостью первого клапана блока клапанов посредством канала, выполненного в корпусе узла подачи компаунда, штоковая рабочая полость дозатора расположена между вторым поршнем поршневого узла и кольцевым разделителем и соединена с входной полостью второго клапана блока клапанов - посредством каналов, выполненных в корпусе уплотнительного узла и в корпусе узла подачи компаунда, выходные полости первого и второго клапанов блока клапанов соединены с входом статического смесителя посредством каналов, выполненных в корпусе узла подачи компаунда, выход статического смесителя соединен с каналом для подачи компаунда в кольцевой зазор, выполненным в оболочке уплотнительного узла, а емкость для промывочной жидкости соединена через третий клапан блока клапанов с выходными полостями первого и второго клапаном блока клапанов.
Кроме того, блок пневмоавтоматики включает корпус, в котором установлен пневмоостров, по меньшей мере один рабочий канал которого сообщен с поршневой приводной полостью дозатора, расположенной между вторым поршнем и торцевой поверхностью узла пневмоавтоматики, а другие рабочие каналы пневмоострова через каналы в корпусе уплотнительного узла соединены соответственно с полостью рабочего органа уплотнительного узла, с полостью емкости для промывочной жидкости и с приводами клапанов блока клапанов, при этом на торце корпуса блока пневмоавтоматики, обращенном к поршневому узлу, расположен датчик положения поршневого узла, связанный с пневмоостровом.
Кроме того, выход статического смесителя узла подачи компаунда соединен с каналом подачи компаунда рабочего органа уплотнительного узла с помощью гибкой (эластичной) трубки, на которой установлен первый пережимной клапан, также указанный выход статического смесителя соединен с эластичной трубкой удаления некачественного компаунда, на которой установлен второй пережимной клапан, а канал для откачки воздуха из кольцевого зазора рабочего органа уплотнительного узла соединен с эластичной трубкой откачки, на которой установлен третий пережимной клапан, при этом пережимные клапаны расположены в корпусе узла подачи компаунда, и остальные рабочие каналы пневмоострова через каналы в корпусе уплотнительного узла соединены с приводами пережимных клапанов.
В предпочтительном варианте канал для откачки газа из кольцевого зазора эластичного рабочего органа соединен с вакуумной ловушкой.
При этом целесообразно, чтобы эластичные трубки удаления некачественного компаунда и откачки были соединены с вакуумной ловушкой.
В предпочтительном варианте вакуумная ловушка содержит цилиндрический корпус, разделенный перегородкой с отверстием на меньшую и большую камеры, в большей камере расположена емкость, подвешенная в корпусе на тензодатчиках и имеющая отверстие со стороны, обращенной к перегородке, а с противоположной стороны емкость соединена с гибкими трубками выброса и откачки, при этом в меньшей камере между отверстием в перегородке и выходным штуцером установлен воздушный фильтр.
В настоящем изобретении решены следующие проблемы:
1) Автоматизирована операция доставки и монтажа защитной втулки до сварного соединения трубопровода внутри его полости.
2) Автоматизирована операция герметизации торцевых кольцевых зазоров полости кольцевого зазора между защитной втулкой и внутренними стенками трубопровода.
3) Автоматизирована операция откачивания воздуха из полости кольцевого зазора сварного соединения трубопровода.
4) Автоматизирована операция контроля герметичности полости кольцевого зазора между защитной втулкой и внутренними стенками трубопровода.
5) Автоматизирована доставка компонентов компаунда к изолируемому сварному соединению внутри полости трубопровода.
6) В предлагаемое устройство встроена система термостатирования, обеспечивающая поддержание заданной температуры компаунда при температуре окружающей среды от плюс 40 до минус 50 градусов по Цельсию.
7) В предлагаемое устройство встроена высокоточная автоматизированная система дозирования и нагнетания двухкомпонентного компаунда в полость кольцевого зазора между защитной втулкой и внутренними стенками трубопровода.
8) В предлагаемое устройство встроен высокоэффективный статический смеситель двухкомпонентного компаунда, обеспечивающий возможность в широких пределах управлять качеством смешивания.
9) В предлагаемое устройство встроена емкость (гидравлический аккумулятор) для доставки, хранения и нагнетания промывающей жидкости с автоматическим поддержанием внутреннего давления на заданном уровне.
10) В предлагаемое устройство встроена система автоматической промывки статического смесителя и каналов подачи компаунда в полость кольцевого зазора между защитной втулкой и внутренними стенками трубопровода.
11) В предлагаемое устройство встроена распределенная микропроцессорная система управления.
12) В предлагаемое устройство встроена система автоматического контроля заполнения компаундом полости кольцевого зазора между защитной втулкой и внутренними стенками трубопровода.
13) В предлагаемое устройство встроена автоматизированная система удаления некачественного компаунда перед вводом его в полость кольцевого зазора между защитной втулкой и внутренними стенками трубопровода.
14) В предлагаемое устройство встроена автоматизированная система выявления в полости кольцевого зазора компаунда с газовыми включениями и его удаления.
15) В предлагаемое устройство встроена система постоянного мониторинга запасов компонентов компаунда.
16) В предлагаемое устройство встроена система управления потоками компонентов компаунда и промывающей жидкости на входе в статический смеситель.
17) В предлагаемое устройство встроена система управления потоками компаунда и промывающей жидкости на выходе из статического смесителя.
18) Использование предлагаемого устройства исключает влияние человеческого фактора на продолжительность процесса и качество внутренней изоляции сварного соединения трубопровода.
19) Использование предлагаемого устройства исключает влияние погодных и климатических условий на продолжительность процесса и качество внутренней изоляции сварного соединения трубопровода.
20) Предлагаемое устройство позволяет производить внутреннюю изоляция сварных соединений наземных, подземных и подводных трубопроводов.
Изобретение поясняется чертежами.
Фиг. 1. Общий вид предлагаемого устройства.
Фиг. 2. Общий вид предлагаемого устройства с вакуумной ловушкой.
Фиг. 3. Основные узлы предлагаемого устройства.
Фиг. 4. Расположение предлагаемого устройства и основных его узлов в полости трубопровода в процессе внутренней изоляции сварного стыка.
Фиг. 5. Осевое сечение кольцевого зазора в зоне сварного стыка трубопровода, сформированного предлагаемым устройством.
Фиг. 6. Схема сборки/разборки предлагаемого устройства.
Фиг. 7. Осевое сечение уплотнительного узла.
Фиг. 8. Общий вид уплотнительного узла.
Фиг. 9. Конструкция корпуса уплотнительного узла.
Фиг. 10. Осевое сечение корпуса уплотнительного узла по плоскости, проходящей через ось радиального отверстия на его внешней поверхности.
Фиг. 11. Внешний вид эластичной оболочки с постелью под защитную втулку.
Фиг. 12. Местный разрез уплотнительного узла по плоскости, проходящей через ось канала для подачи компаунда в кольцевой зазор сварного стыка и ось канала для откачки газа с указанного зазора
Фиг. 13. Местный осевой разрез уплотнительного узла по плоскости, проходящей через ось радиального отверстия на его внешней поверхности.
Фиг. 14. Осевой разрез предлагаемого устройства в сборе по горизонтальной плоскости.
Фиг. 15. Аксонометрический вид приводной поршневой полости дозатора двухкомпонентного компаунда.
Фиг. 16. Аксонометрический вид поршневого узла дозатора двухкомпонентного компаунда с вырезом.
Фиг. 17. Схема дозатора компонентов компаунда в промежуточном положении поршневого узла в процессе пропитки кольцевого зазора в зоне сварного стыка.
Фиг. 18. Схема дозатора компонентов компаунда в исходном положении поршневого узла в состоянии готовности к процессу пропитки кольцевого зазора в зоне сварного стыка.
Фиг. 19. Схема дозатора компонентов компаунда в состоянии после завершения процесса пропитки кольцевого зазора в зоне сварного стыка.
Фиг. 20. Схема сборки/разборки блока пневмоавтоматики.
Фиг. 21. Осевое сечение блока пневмоавтоматики по плоскости, проходящей через ось обратного клапана 59.
Фиг. 22. Аксонометрический вид блока пневмоавтоматики с вырезом.
Фиг. 23. Фронтальное сечение предлагаемого устройства по плоскости, проходящей через ось канала 62 на фиг. 22.
Фиг. 24. Аксонометрический вид узла подачи компаунда.
Фиг. 25. Схема сборки/разборки узла подачи компаунда.
Фиг. 26. Схема сборки/разборки узла статического смесителя с блоком клапанов на входе.
Фиг. 27. Рабочий элемент статического смесителя.
Фиг. 28. Клапан, управляющий потоком жидкого компонента на входе статического смесителя, в закрытом положении.
Фиг. 29. Клапан, управляющий потоком жидкого компонента на входе статического смесителя, в открытом положении.
Фиг. 30. Аксонометрический вид статического смесителя с блоком клапанов на входе со снятой крышкой.
Фиг. 31. Аксонометрический вид статического смесителя с блоком клапанов на входе с вырезом в двух взаимно перпендикулярных плоскостях.
Фиг. 32. Аксонометрический вид статического смесителя с блоком клапанов на входе с вырезом по плоскости, проходящей через оси продольных каналов 93 и 94, и по плоскости, проходящей через оси радиальных каналов, соединяющихся с надпоршневыми полостями (на фиг. 28 и 29) пневмоприводов клапанов 73, 74 и 75.
Фиг. 33. Аксонометрический вид статического смесителя с блоком клапанов на входе с вырезом по плоскости, проходящей через оси каналов 96 и 97, и по плоскости, проходящей через оси радиальных каналов, соединяющихся с подпоршневыми полостями (на фиг. 28 и 29) пневмоприводов клапанов 73, 74 и 75.
Фиг. 34. Аксонометрический вид статического смесителя с блоком клапанов на входе с вырезом по горизонтальной плоскости, проходящей через ось канала 99, и по плоскости, проходящей через дугообразные оси радиальных каналов, соединяющихся с полостями 87, 88 и 89 нагнетания (на фиг. 28 и 29) клапанов 73, 74 и 75.
Фиг. 35. Сечение статического смесителя с блоком клапанов на входе по плоскости, проходящей через оси клапанов 73, 74.
Фиг. 36. Аксонометрический вид статического смесителя с блоком клапанов на входе с вырезом по горизонтальной плоскости, проходящей через оси клапанов 73, 74 и по плоскости, проходящей через оси каналов 112 и 113 (на фиг. 35).
Фиг. 37. Аксонометрический вид статического смесителя с блоком встроенных клапанов на входе с вырезом по плоскости, проходящей через оси каналов 95 и 101, и по перпендикулярной ей плоскости, проходящей через оси каналов 102 и 107.
Фиг. 38. Конструкция гидравлического аккумулятора.
Фиг. 39. Аксонометрический вид предлагаемого устройства с вырезом по плоскости, проходящей через оси каналов 27 и 120, соединяющих воздушную полость гидравлического аккумулятора с узлом пневмоавтоматики.
Фиг. 40. Аксонометрический вид гидравлического аккумулятора с вырезом по плоскости, проходящей через оси каналов нагнетания в него сжатого воздуха.
Фиг. 41. Аксонометрический вид гидравлического аккумулятора с вырезом и видом на канал 105 в гидравлической полости.
Фиг. 42. Аксонометрический вид предлагаемого устройства со сложным вырезом по плоскостям, проходящим через оси каналов, соединяющих штоковую рабочую полость поршневого дозатора двухкомпонентного компаунда с каналом 101 и быстроразъемным соединением 71.
Фиг. 43. Аксонометрический вид узла подачи компаунда со сложным вырезом по плоскостям, проходящим через оси каналов, соединяющих внутренний контур гидравлического аккумулятора с каналом 100 и быстроразъемным соединением 70.
Фиг. 44. Аксонометрический вид фрагмента узла подачи компаунда со сложным вырезом по плоскостям прохождения каналов от быстроразъемного соединения 69 до канала 103.
Фиг. 45. Аксонометрический вид узла подачи компаунда со стороны фланца без статического смесителя с блоком клапанов и без гидроаккумулятора.
Фиг. 46. Аксонометрический вид узла подачи компаунда со стороны пережимных клапанов без статического смесителя с блоком клапанов и без гидроаккумулятора.
Фиг. 47. Поперечное сечение фланца 126 узла управления потоками на выходе из статического смесителя по плоскости, проходящей через оси каналов, соединяющихся с надпоршневыми и подпоршневыми полостями пневматических приводов пережимных клапанов 129 и 130.
Фиг. 48. Аксонометрический вид узла подачи компаунда со стороны пережимных клапанов без статического смесителя с блоком клапанов и без гидроаккумулятора со сложным вырезом по плоскостям, проходящим через оси каналов, соединяющих надпоршневую полость пневмопривода клапана 132 с отверстием, выходящим на поверхность фланца.
Фиг. 49. Аксонометрический вид узла подачи компаунда со стороны фланца 126 без статического смесителя с блоком клапанов и без гидроаккумулятора со сложным вырезом по плоскостям, проходящим через оси каналов, соединяющих подпоршневую полость пневмопривода клапана 132 с отверстием, выходящим на поверхность фланца.
Фиг. 50. Сечение узла подачи компаунда, проходящей через оси каналов подачи компаунда в кольцевой зазор.
Фиг. 51. Аксонометрический вид узла подачи компаунда со стороны пережимных клапанов без статического смесителя с блоком клапанов и без гидроаккумулятора со сложным вырезом по плоскостям, проходящим через оси каналов обводного контура, соединяющих центральное отверстие сопла 141 подачи компаунда в указанный кольцевой зазор с ниппелем 131 пережимного клапана 132.
Фиг. 52. Местное сечение узла подачи компаунда трубопровода по плоскости, проходящей через оси каналов подачи компаунда - пережимной клапан 130 открыт.
Фиг. 53. Местное сечение узла подачи компаунда по плоскости, проходящей через оси каналов подачи компаунда - пережимной клапан 130 закрыт.
Фиг. 54. Вакуумная ловушка.
Фиг. 55. Принципиальная схема предлагаемого устройства.
Фиг. 56. Расположение сменных трубок и быстроразъемных соединений для заправки предлагаемого устройства.
Фиг. 57. Предлагаемое устройство с вакуумной ловушкой в состоянии подготовки ее к вводу в полость трубопровода для проведения внутренней изоляции сварного стыка.
Фиг. 58. Предлагаемое устройство в состоянии зацепления защитной втулки на постели эластичной оболочки.
Фиг. 59. Предлагаемое устройство с вакуумной ловушкой в полости трубопровода в положении, готовом к проведению изоляции сварного стыка.
Фиг. 60. Вид предлагаемого устройства в полости трубопровода после повышения давления в рабочем органе уплотнительного узла.
Фиг. 61. Вид узла подачи компаунда на этапе откачивания воздуха с кольцевого зазора сварного стыка трубопровода.
Фиг. 62. Локальный продольный разрез устройства внутри полости трубопровода по плоскости, проходящей через оси каналов герметичных вводов 20 и 21 эластичной оболочки в состоянии, подготовленном для старта процесса заполнения компаундом кольцевого зазора в зоне сварного стыка.
Фиг. 63. Локальный продольный разрез устройства внутри полости трубопровода по плоскости, проходящей через оси клапанов 73 и 74, находящихся в открытом состоянии.
Фиг. 64. Вид предлагаемого устройства в полости трубопровода после сброса давления в рабочем органе уплотнительного узла.
Фиг. 65. Вид изолированного изнутри сварного стыка после удаления предлагаемого устройства из полости трубопровода.
На фиг. 1 представлен общий вид предлагаемого устройства 1 с внешними подключениями. В целях излишнего перенасыщения чертежей на всех фигурах не отображаются колеса, подвод электрического силового кабеля и кабелей управления. Предлагаемое устройство предназначено для внутренней изоляции сварного стыка трубопровода. Устройство 1 (фиг. 1) имеет трубку 2 для подключения к источнику сжатого воздуха, эластичную трубку 3 для подключения к системе откачки воздуха и эластичную трубку 4 для удаления некачественного компаунда, образующегося в начальный момент процесса подачи компаунда в кольцевой зазор, а также продуктов промывки системы после завершения процесса заполнения кольцевого зазора компаундом.
На фиг. 2 представлен общий вид предлагаемого устройства 1, оснащенного вакуумной ловушкой 5. К устройству 1 вакуумная ловушка 5 подсоединяется посредством трубок 3 и 4 с помощью штуцеров 6 и 7, расположенных на одном торце вакуумной ловушки 5. С противоположного торца в вакуумную ловушку 5 вмонтирован штуцер 8. С помощью штуцера 8 и трубки 9 вакуумная ловушка подсоединяется к вакуумному насосу. Основной задачей вакуумной ловушки является защита вакуумного насоса от попадания в него загрязнений: компаунда, промывочной жидкости и их паров. Эта задача решается путем улавливания вакуумной ловушкой 5 плохо смешанного компаунда, образующегося в начальный момент его подготовки; улавливания на завершающем этапе заполнения кольцевого зазора в зоне сварного стыка излишков компаунда; улавливания продуктов очистки системы смешивания и подачи компаунда в кольцевой зазор в зоне сварного стыка на завершающем этапе пропитки в процессе промывки статического смесителя и каналов подачи компаунда в полость кольцевого зазора.
На фиг. 3 представлен аксонометрический вид устройства 1 с частичным вырезом без изображения сварного стыка трубопровода. Устройство 1 состоит из четырех основных узлов: уплотнительного узла 10, выполняющего несколько функций, в том числе функцию устройства формирования герметичного кольцевого зазора в зоне сварного стыка; поршневого узла 11 дозатора двухкомпонентного компаунда; узла 12 подачи компаунда в кольцевой зазор в зоне сварного стыка и блока 13 пневмоавтоматики.
На фиг. 4 представлен аксонометрический вид предлагаемого устройства 1 с частичным разрезом в рабочем состоянии с изображением трубопровода 14 и сварного стыка 15. Защитная втулка 16 коаксиально расположена во внутренней полости трубопровода 14 вокруг сварного стыка 15. Уплотнительный узел 10 включает цилиндрический эластичный рабочий орган, который состоит из эластичного рукава 17 и плотно расположенной на нем эластичной оболочки 18. Эластичный рукав 17 за счет давления сжатого воздуха прижат к эластичной оболочке 18, которая в свою очередь фиксируют пространственное положение защитной втулки 16. Защитная втулка 16 ограничивает местное радиальное расширение эластичной оболочки 18 и эластичного рукава 17 рабочего органа, в результате чего обеспечивается гарантированное формирование кольцевого зазора 19 в зоне сварного стыка 15. За пределами защитной втулки 16 со стороны обоих ее торцов эластичный рукав 17 за счет давления сжатого воздуха плотно прижимает эластичную оболочку 18 к внутренним стенкам трубопровода 14. Этим самым обеспечивается герметизация кольцевых зазоров между внутренней поверхностью стенок трубопровода 14 и защитной втулкой 16 по обоим ее торцам. Формирование кольцевого зазора 19 дополнительно поясняется изображением, представленным на фиг. 5. На торцевом участке эластичной оболочки 18 (фиг. 4 и фиг. 5) интегрированы два герметичных ввода 20 и 21. Внутренние каналы герметичных вводов 20 и 21 непосредственно соединены с полостью кольцевого зазора 19 в зоне сварного стыка 15. Герметичный ввод 20 предназначен для откачки воздуха из кольцевого зазора 19. Герметичный ввод 21 предназначен для подачи компаунда в полость кольцевого зазора 19.
На фиг. 6 представлена схема сборки/разборки устройства 1 из ее составных узлов. В процессе сборки на первом этапе во внутренней полости уплотнительного узла 10 в средней его части монтируется поршневой узел 11 дозатора двухкомпонентного компаунда. Затем во внутреннюю полость уплотнительного узла 10 с одного его торца вводят и продвигают до упора узел 12 подачи компаунда. Со второго торца уплотнительного узла 10 вводят и продвигают до упора блок 13 пневмоавтоматики. Узел 12 и блок 13 имеют интегрированные фланцы, с помощью которых они жестко крепятся к уплотнительному узлу 10 на болтовых соединениях.
На фиг. 7 представлен осевой разрез уплотнительного узла 10. Уплотнительный узел 10 включает цилиндрический корпус 22, на котором коаксиально закреплен рабочий орган, включающий эластичный рукав 17 и эластичную оболочку 18 с интегрированными герметичными вводами 20 и 21. Конструкция уплотнительного узла 10 поясняется ее общим видом, представленным на фиг.8. Несущим и уплотнительным элементом уплотнительного узла 10 является корпус 22. Корпус 22 одновременно является главным несущим элементом всего предлагаемого устройства 1. На поверхности корпуса 22 расположен пленочный нагреватель 23, который вне зависимости от условий эксплуатации обеспечивает полностью контролируемое термостатирование всех узлов устройства 1, смонтированных на его уплотнительном узле 10. Эластичный рукав 17 монтируется сверху пленочного нагревателя 23. Спрофилированные специальным образом концевые участки эластичного рукава 17 герметично соединены с корпусом 22 и обжаты фиксирующими втулками 24 и 25, образуя при этом замкнутый герметичный контур между внешней поверхностью корпуса 22 и внутренней поверхностью эластичного рукава 17. Эластичная оболочка 18 по обеим ее торцам плотно прилегает к торцам фиксирующих втулок 24 и 25 (фиг. 7) и тем самым фиксируется от смещения вдоль оси устройства 1.
На фиг. 9 представлен корпус 22 уплотнительного узла 10. Корпус 22 имеет хонингованную цилиндрическую внутреннюю поверхность 26. В теле стенки корпуса 22 выполнены продольные каналы 27. На обоих торцах цилиндрического корпуса 22 вокруг выходов всех каналов 27 имеются кольцевые канавки 28 для уплотнений типа O-Ring. В корпусе 22 со стороны его внешней поверхности имеется несквозное отверстие 29. На обоих торцах корпуса 22 также имеются резьбовые крепежные отверстия 30. На внешней поверхности корпуса 22 с обоих его торцов изготовлены кольцевые проточки 31, предназначенные для фиксации и обеспечения герметичности соединения эластичного рукава 17 с корпусом 22. На внешней поверхности корпуса 22 выполнена цилиндрическая проточка 32, занимающая подавляющую часть ее площади. Эта проточка 32 предназначена для монтажа пленочного нагревателя 23 (фиг. 7). В полости корпуса 22 на его внутренней поверхности 26 методом прессовой посадки с охлаждением обхватываемой детали в жидком азоте смонтирован кольцевой разделитель 33 полостей дозатора компонентов компаунда. На внешней цилиндрической поверхности разделителя 33 полостей выполнена канавка 34. После монтажа разделителя 33 полостей канавка 34 с внутренней поверхностью 26 корпуса образуют замкнутый кольцевой зазор. На этапе изготовления корпуса 22 этот замкнутый кольцевой зазор через технологические отверстия (на чертеже не показаны) заполняется компаундом с последующей полимеризацией. Это обеспечивает гарантированную герметичность соединения разделителя 33 полостей с корпусом 22.
На фиг. 10 представлен продольный разрез корпуса 22 по плоскости, проходящей через его ось и ось радиального отверстия 29 (фиг. 9). С одной стороны радиальное отверстие 29 (фиг. 10) соединено с глухим продольным каналом 35, выполненным в корпусе 22, а с другой стороны оно выходит на внешнюю поверхность корпуса 22. С противоположного конца корпуса 22 в нем выполнен продольный канал 36 соединенный с радиальным каналом 37, выходящим на внутреннюю поверхность корпуса 22 непосредственно у торцевой стенки разделителя 33 полостей дозатора компонентов компаунда. Такая компоновка позволяет наиболее полно использовать стенки корпуса 22 для выполнения в них сквозных продольных каналов 27 (фиг. 9).
На фиг. 11 представлено изображение фрагмента внешней поверхности эластичной оболочки 18 со стороны расположения герметичных вводов 20, 21. На внешней поверхности эластичной оболочки 18 сформирована постель 38, выполненная в виде цилиндрического углубления длиною равной длине защитной втулки 16 с боковыми упорами 39. Постель 38 предназначена для размещения на ней защитной втулки 16 (фиг.5). Боковые упоры 39 (фиг. 11) фиксируют защитную втулку 16 (фиг. 5) от осевого смещения на эластичной оболочке 18. Рядом с постелью 38 непосредственно у кромки упора 39 сформирована дугообразная поперечная канавка 40 (Фиг. 11).
На фиг. 12 представлен фрагмент продольного сечения уплотнительного узла 10 со стороны расположения герметичного ввода 20. Поперечная канавка 40 соединена с каналом герметичного ввода 20. Аналогичную конструкцию эластичная оболочка 18 имеет и со стороны герметичного ввода 21. Конструкция уплотнительного узла 10 обеспечивает надежное соединение каналов герметичных вводов 20 и 21 с полостью кольцевого зазора 19 (фиг. 5) в зоне сварного стыка. Фиг. 12 также поясняет конструктивное решение вопроса уплотнения соединения эластичного рукава 17 с корпусом 22 уплотнительного узла 10. Фиксирующая втулка 24 плотно прижимает эластичный рукав 17 к корпусу 22 устройства 10. Фиксирующая втулка 24 удерживает эластичную оболочку 18 от смещения в осевом направлении в сторону расположения герметичных вводов 20 и 21. Пленочный нагревательный элемент 23 предлагаемого устройства 1 обеспечивает постоянный подогрев до заданной температуры эластичного рукава 17 и эластичной оболочки 18 с интегрированными герметичными вводами 20 и 21.
На фиг. 13 представлен фрагмент продольного сечения уплотнительного узла 10 со стороны, противоположной расположению герметичных вводов 20 и 21, сделанное по плоскости, проходящей через ось радиального отверстия 29 и ось канала 35 (фиг. 10). Фиксация и уплотнение эластичного рукава 17 на корпусе 22 уплотнительного узла 10 производится аналогично противоположной ее стороне. Спрофилированный конец эластичного рукава 17 монтируется в кольцевую проточку 31 корпуса 22. Фиксирующая втулка 25 прижимает эластичный рукав 17 к корпусу 22 уплотнительного узла 10. При этом обеспечивается гарантированная герметичность соединения и фиксация эластичного рукава 17. Фиксирующая втулка 25 предотвращает осевое смещение эластичной оболочки 18 в сторону противоположную расположению герметичных вводов 20 и 21. Пленочный нагревательный элемент 23, смонтированный на корпусе 22, имеет сквозное отверстие 41. Монтаж пленочного нагревательного элемента 23 производится на клею таким образом, чтобы его отверстие 41 располагалось коаксиально радиальному отверстию 29 в корпусе 22 и в процессе эксплуатации оставалось неподвижным. Таким образом, канал 35 с одной стороны выходит на торец корпуса 22 уплотнительного узла 10. С другой стороны канал 35 соединен с радиальным отверстием 29 в корпусе 22 и через отверстие 41 в пленочном нагревательном элементе 23 соединен с замкнутым герметичным контуром, образованным эластичным рукавом 17 и внешней поверхностью корпуса 22.
Предлагаемое устройство снабжено встроенным дозатором компонентов компаунда объемно-поршневого типа. Предлагаемое устройство в его предпочтительном варианте сконфигурировано таким образом, что все основные его узлы одновременно являются составной частью встроенного дозатора компонентов компаунда. Это позволило сократить количество деталей, разъемных соединений и статических уплотнений и тем самым обеспечить снижение веса и компактность как самого дозатора, так и предлагаемого устройства в целом, а также значительно повысить их надежность. Конструктивное исполнение дозатора компонентов компаунда поясняется изображением, представленным на фиг. 14. Корпус 22 (фиг. 14) уплотнительного узла 10 (фиг. 3) одновременно является корпусом дозатора двухкомпонентного компаунда и выполняет функцию цилиндра, в котором размещен поршневой узел 11. Пленочный нагревательный элемент 23 (фиг. 14) обеспечивает непрерывное термостатирование дозатора двухкомпонентного компаунда, что позволяет эксплуатировать предлагаемое устройство практически в любых климатических условиях. В интегрированный в корпус 22 кольцевой разделитель 33 полостей вмонтированы штоковые уплотнения из PTFE производства компании Freudenberg Sealing Technologies GmbH & Co. KG. Разделитель 33 полостей размещен по центру внутренней полости дозатора двухкомпонентного компаунда и делит ее на две равные части. При этом часть внутренней полости дозатора, расположенная с одной стороны разделителя 33 полостей, предназначена для дозирования одного компонента компаунда, а вторая часть внутренней полости дозатора, расположенная с другой стороны от разделителя 33 полостей, предназначена для дозирования другого компонента компаунда. Обе части внутренней полости дозатора герметичны. Торцевая поверхность узла 12 подачи компаунда, обращенная к разделителю 33 полостей, одновременно является передней крышкой дозатора компонентов компаунда. С противоположной стороны внутреннюю полость дозатора двухкомпонентного компаунда ограничивает блок 13 пневмоавтоматики. Торцевая поверхность блока 13 пневмоавтоматики, обращенная в сторону разделителя 33 полостей, одновременно является задней крышкой дозатора компонентов компаунда, на которой жестко смонтирован датчик 42 положения поршневого узла 11. В качестве датчика 42 положения поршневого узла 11 использован высокоточный бесконтактный магнитострикционный датчик линейного положения Temposonics серии МН компании MTS Sensor Technologie GmbH & Co. KG.
Разделенная на две части внутренняя полость дозатора компонентов компаунда соединена с тремя каналами. Первый канал 43 (фиг. 14) соединяет узел 12 подачи компаунда со смежной ему частью внутренней полости дозатора двухкомпонентного компаунда. Второй канал 44 (фиг. 15) соединяет вторую часть внутренней полости дозатора компонентов компаунда, с блоком 13 пневмоавтоматики. Третий канал 37 (фиг. 10) в корпусе 22 (фиг. 14), сделанный непосредственно у торцевой поверхности разделителя 33 полостей, со стороны обращенной в сторону блока 13 пневмоавтоматики, соединяет вторую часть внутренней полости дозатора с каналом 36 (фиг. 10), выходящим на торцевую поверхность корпуса 22 (фиг. 8) уплотнительного узла 10.
Поршневой узел 11 (фиг. 14) имеет два поршня и шток. Конструкция поршневого узла поясняется изображением, представленным на фиг. 16. Первый поршень 45 жестко соединен со вторым поршнем 46 посредством штока 47. При этом первый поршень 45 и шток 47 изготовлены монолитным узлом, что существенно снижает вероятность появления протечек и смешивания двух компонентов компаунда во внутренней полости дозатора. Это упрощает эксплуатацию и значительно повышает надежность дозатора компонентов компаунда. С целью обеспечения возможности монтажа поршневого узла 11 во внутренней полости дозатора второй поршень 46 сделан съемным на болтовых соединениях. В штоке 47 имеется глухой осевой канал 48, соединенный с радиальными каналами 49, выходы которых расположены на поверхности штока 47 непосредственно у боковой поверхности первого поршня 45. На торце штока 47 (фиг. 16) на болтовых соединениях закреплен магнит 50 датчика 42 положения поршневого узла 11 (фиг. 14) производства компании MTS Sensor Technologie GmbH & Co. KG. На поршнях 45 и 46 смонтированы уплотнения из PTFE производства компании Freudenberg Sealing Technologies GmbH & Co. KG.
Монтаж поршневого узла 11 производится в следующем порядке. Перед монтажом поршневого узла 11 (фиг. 14) с корпуса 22 уплотнительного узла 10 снимают узел 12 и блок 13 пневмоавтоматики. С поршневого узла 11 снимают поршень 46 (фиг. 16). На разделитель 33 полостей (фиг. 14) устанавливают штоковые уплотнения. На поршни 45 и 46 (фиг. 16) устанавливают поршневые уплотнения. В полость корпуса 22 (фиг. 14) со стороны крепления узла 12 подачи компаунда вводят поршневой узел 11 штоком 47 вперед. Шток 47 вводят в отверстие разделителя 33 полостей и продвигают до упора первого поршня 45 в боковую поверхность разделителя 33 полостей. Затем со стороны крепления блока 13 пневмоавтоматики во внутреннюю полость корпуса 22 вводят второй поршень 46 и завершают его монтаж. На блок 13 пневмоавтоматики монтируют датчик 42 положения поршневого узла 11. В собранном виде блок 13 пневмоавтоматики вводят в полость корпуса 22, продвигают до упора и фиксируют его с помощью болтового соединения. Производят монтаж узла 12 подачи компаунда.
Принцип действия дозатора компонентов компаунда и основы определения его геометрических параметров поясняется тремя схемами, представленными на фиг. 17, фиг. 18 и фиг. 19.
Основной функцией дозатора является синхронное дозирование двух компонентов компаунда в пропорциях, строго соответствующих пропорциям, заданными производителем компаунда. Второй важнейшей функцией дозатора является доставка компонентов компаунда к месту изоляции сварного стыка трубопровода в количестве, достаточном для проведения полного цикла работ.
Дозирование производится по объему. На фиг. 17 представлена схема дозатора двухкомпонентного компаунда при нахождении поршневого узла 11 в промежуточном рабочем положении. Промежуточное положение поршневого узла 11 дозатора характеризуется двумя параметрами: запасом длины хода L1 и длиной пройденного пути L2 (фиг. 17). Для обеих частей внутренней полости дозатора, разделенных разделителем 33 полостей (фиг. 17), значения параметров запаса длины хода L1 и длины пройденного пути L2 соответствуют друг другу. Полость дозатора, заключенная между узлом 12 подачи компаунда (фиг. 17), первым поршнем 45 и стенками корпуса 22, называется поршневой рабочей полостью 51. Эта полость 51 предназначена для заправки в нее первого компонента компаунда, имеющего большее пропорциональное значение по объему, заданное производителем двухкомпонентного компаунда. В поршневую рабочую полость 51 выходит канал 43 (фиг. 14). Полость дозатора, заключенная между разделителем 33 полостей, вторым поршнем 46, штоком 47 и стенками корпуса 22, называется штоковой рабочей полостью 52. В штоковую рабочую полость 52 дозатора заправляют второй компонент компаунда, имеющий меньшее пропорциональное значение по объему, заданное производителем двухкомпонентного компаунда. В штоковую рабочую полость 52 выходит канал 37 (фиг. 10).
Полость дозатора, заключенная между блоком 13 пневмоавтоматики, вторым поршнем 46 и стенками корпуса 22, называется поршневой приводной полостью 53 дозатора. В эту полость через канал 44 (фиг. 15) нагнетается сжатый воздух. Полость дозатора, заключенная между разделителем 33 полостей, первым поршнем 45, штоком 47 и стенками корпуса 22, называется штоковой приводной полостью дозатора 54. Поршневая приводная полость 53 и штоковая приводная полость 54 соединены между собой осевым каналом 48 и радиальными каналами 49 в штоке 47 (фиг. 16). При нагнетании сжатого воздуха в поршневую приводную полость 53 происходит синхронное повышение давления в штоковой приводной полости 54. Это исключает вероятность создания разрежения в штоковой приводной полости 54 и значительно повышает суммарное силовое воздействие сжатого воздуха на поршневой узел 11 и, соответственно, давление в рабочих полостях 51 и 52 дозатора.
В процессе работы предлагаемого устройства положение поршневого узла 11 дозатора непрерывно отслеживается датчиком 42, снабженного чувствительным элементом, заключенным в нагнетательную трубку 55 (фиг. 17). При перемещении поршневого узла 11 магнит 50 (фиг. 16) датчика 42 (фиг. 17) перемещается коаксиально вдоль оси нагнетательной трубки 55, и находящийся внутри нее чувствительный элемент датчика 42 вырабатывает соответствующий сигнал. Сигнал обрабатывается электронным блоком датчика 42, и таким образом осуществляется определение места положения поршневого узла 11 (фиг. 14). Диаметр и глубина осевого канала 48 в штоке 47 (фиг. 16) сделаны в соответствии с требованиями производителя датчика 42 положения поршневого узла.
Дозатор компонентов компаунда имеет три основополагающих геометрических параметра: диаметр D поршня 45, 46 поршневого узла 11 (фиг. 17, 18, 19); диаметр d штока 47 поршневого узла 11 (фиг. 17, 18, 19); длина L полного рабочего хода поршневого узла 11 (фиг. 18, 19).
Диаметр D поршня 45, 46 принимается равным диаметру внутреннего отверстия корпуса 22 уплотнительного узла 10 (фиг. 7). Диаметр d штока 47 поршневого узла 11 рассчитывается по пропорциям дозирования двух компонентов компаунда. Численное значение объемного пропорционального соотношения дозирования двух компонентов компаунда является главным параметром дозатора. Отклонение от заданного значения данного параметра влечет за собой снижение качества полимеризующегося компаунда вплоть до полной его непригодности к использованию. Пропорциональное соотношение рабочей площади штоковой рабочей полости 52 дозатора к рабочей площади поршневой рабочей полости 51 дозатора должно быть равно соответствующему соотношению объемов компонента компаунда с меньшей объемной долей и компонента компаунда с большей объемной долей, заданному производителем компаунда. Поскольку первый поршень 45 и второй поршень 46 жестко связаны одним штоком 47 (фиг. 17), ход поршневого узла 11 не влияет на пропорциональное объемное соотношение дозатора.
Вторым важнейшим параметром дозатора является его полная емкость или суммарный объем двух компонентов компаунда, вмещаемый в полную поршневую рабочую полость 51 (фиг. 18) и полную штоковую рабочую полость 52 дозатора при полной его заправке. В данном положении поршневого узла 11 запас длины L1 его хода равен длине L полного рабочего хода поршневого узла 11. Минимальная L длина полного рабочего хода (фиг. 19) поршневого узла 11 рассчитывается таким образом, чтобы при достижении полного опорожнения поршневой и штоковой рабочих полостей 51 и 52 дозатора в конце этапа пропитки (при L2=L) по меньшей мере гарантированно произошел частичный выход компаунда из кольцевого зазора 19 через герметичный ввод 20 (фиг. 5) для откачки воздуха из кольцевого зазора 19 в зоне сварного стыка 15. Для расчета минимальной длины полного хода поршневого узла 11 также необходимо учитывать расход компаунда на заполнение полостей и каналов устройства в начале технологического цикла пропитки кольцевого зазора 19 в зоне сварного стыка 15. Кроме того, необходимо учитывать расход компаунда, принудительно удаляемого на начальной стадии пропитки из-за его некачественного состава, вследствие инерционности процесса выхода статического смесителя на установившийся режим смешивания компонентов компаунда.
При изготовлении дозатора компонентов компаунда с длиной L полного рабочего хода поршневого узла 11 меньше минимально допустимой величины качественную изоляцию сварного стыка 15 трубопровода 14 гарантировать невозможно. Вместе с тем, чрезмерно избыточная длина L полного хода поршневого узла 11 приводит к увеличению массогабаритных характеристик дозатора и устройства в целом.
Для проведения экспериментальных работ нами был выбран двухкомпонентный полиуретан компании Covestro, состоящий из двух компонентов:
1) Изоцианат В9 М10 с объемной долей смешивания 38,5;
2) Полиол CG9 9008 75 MF с объемной долей смешивания 100.
Внутренний диаметр корпуса 22 уплотнительного узла 10 принят 90 мм. Диаметр поршня 45, 46 был принят равным внутреннему диаметру корпуса 22. Диаметр штока 47 рассчитывали исходя из требуемого соотношения рабочих площадей штоковой и поршневой рабочих площадей, равного 0,385 (или 38,5:100). Диаметр штока 47 был принят равным 70,58 мм. Штоковые уплотнения были изготовлены по индивидуальному заказу методом точения. Допустимая неточность дозирования компонентов компаунда не должна превышать 1%. Расчетная неточность дозирования предлагаемого устройства составляет менее 0,0012%. Фактическая неточность дозирования предлагаемого устройства зависит исключительно от точности изготовления поршневого узла 11 и составила 0,066%, что более чем на порядок ниже допустимой. Длина L полного рабочего хода экспериментального образца принята равной 85 мм. Полная емкость дозатора составляет 0,748 литра.
На фиг. 20 представлена схема сборки/разборки блока 13 пневмоавтоматики. Блок 13 пневмоавтоматики состоит из пневмоострова 56, например, типа 10CPV от компании Festo, уплотнений 57 рабочих каналов пневмоострова типа O-Ring, корпуса 58, двух обратных пневматических клапанов 59, например, типа H-QS-4 от компании Festo и уплотнений 60 корпуса 58. На торцевой части корпуса 58 смонтирован датчик 42 определения положения поршневого узла 11 с напорной трубкой 55. Конструктивное исполнение блока 13 пневмоавтоматики поясняется изображениями, представленными на фиг. 21 и фиг. 22. На поверхности горизонтальной площадки корпуса 58 выполнены кольцевые канавки в которых размещают уплотнения 57. Уплотнение рабочих каналов пневмоострова 56 достигается путем прижатия пневмоострова 56 крепежными болтами к горизонтальной площадке с установленными кольцевыми уплотнениями 57. Коаксиально кольцевым канавкам в корпусе 58 просверлены вертикальные каналы 61, которые соединены с интегрированными в корпусе 58 горизонтальными каналами 62, проходящими через нижнюю часть корпуса 58 до фланца 63. Во фланце 63 (фиг. 22) имеются глухие отверстия 64 выходящие на его поверхность, обращенную в сторону самого корпуса 58 (фиг. 20). Отверстия 64 расположены по окружности с диаметром, соответствующим диаметру расположения каналов 27 (фиг. 9) на корпусе 22 уплотнительного узла 10. При этом шаг между отверстиями 64 на фланце 63 блока 13 пневмоавтоматики соответствует шагу расположения каналов (отверстий) 27 (фиг. 9) на корпусе 22 уплотнительного узла 10. Выполненные во фланце 63 каналы 65 (фиг. 22) соединяют горизонтальные каналы 62 с глухими отверстиями 64. При монтаже блока 13 пневмоавтоматики в кольцевые канавки 28 (фиг. 9) на торце корпуса 22 уплотнительного узла 10 монтируют уплотнительные кольца. Блок 13 пневмоавтоматики вводят в полость корпуса 22 уплотнительного узла 10 и продвигают до упора. Совмещаются отверстия 64 (фиг. 22) на корпусе 58 блока 13 пневмоавтоматики с каналами 27 (фиг. 9) на корпусе 22 уплотнительного узла 10. Затем фланец 63 (фиг. 22) крепится к корпусу 22 уплотнительного узла 10 болтами в местах расположения крепежных отверстий 30 (фиг. 9) на корпусе 58 блока 13 пневмоавтоматики. На фиг. 23 представлено сечение предлагаемого устройства, по плоскости, проходящей через оси каналов 62. Таким образом, рабочие каналы пневмоострова 56 (фиг. 21) вначале выведены на фланец 63 (фиг. 23) блока 13 пневмоавтоматики, затем через каналы 27 в корпусе 22 уплотнительного узла 10 они подведены к фланцу узла 12 подачи компаунда.
Узел 12 подачи компаунда (фиг. 6), являющийся одной из основных составляющих предлагаемого устройства, представлен на фиг. 24. Узел 12 подачи компаунда состоит из статического смесителя с блоком 66 клапанов на входе (фиг. 24); емкости для промывающей жидкости, предпочтительно, в виде гидравлического аккумулятора 67; узла 68 управления потоками на выходе из статического смесителя; трех быстроразъемных соединений 69, 70 и 71. Схема сборки/разборки узла 12 подачи компаунда представлена на фиг. 25.
Конструктивное исполнение и состав статического смесителя с блоком 66 клапанов на входе поясняется схемой его сборки/разборки (фиг. 26). Статический смеситель с блоком 66 клапанов на входе состоит из: встроенного статического смесителя 72, включающего набор отдельных смесительных элементов, выполненных из антиадгезионного материала (например, фторопласта), три клапана 73, 74 и75 золотникового типа, корпус 76 крышку 77 и интегрированный с корпусом 76 фланец 78. Отдельные смесительные элементы 79 изготовлены в соответствии с техническим решением, описанным в патенте США №US 3583678. Смесительные элементы 79 собраны в полости корпуса 76 и прижаты крышкой 77. Смесительные элементы 79 плотно сопрягаются друг с другом и со стенками корпуса 76. В собранном виде встроенный статический смеситель 72 не имеет мертвых зон. Статический смеситель 72 легко разбирается и легко промывается.
Аксонометрический вид смесительного элемента 79 представлен на фиг. 27. Каждый смесительный элемент 79 имеет по четыре сквозных отверстия 80. Предлагаемое устройство спроектировано с возможностью высокоэффективного управления интенсивностью статического смешивания компонентов компаунда и достижения высочайшего качества смеси. Управление интенсивностью перемешивания компаунда достигается путем изменения количества отдельных смесительных элементов 79 в наборе встроенного статического смесителя 72. С увеличением количества смесительных элементов 79 число смешиваемых потоков возрастает в геометрической прогрессии. При прохождении через каждый смесительный элемент 79 каждый поток разделяется на 4 потока. Две входящие струи компаунда, прошедшие первый смесительный элемент 79 разделяются на восемь потоков; прошедшие второй элемент 79 разделяются на 32 потока; прошедшие третий элемент 79 - на 128 потоков; прошедшие четвертый элемент - на 512 потоков; прошедшие через 16 элементов - на более чем 8,5 миллиардов тончайших потоков. Высокая эффективность встроенного статического смесителя 72 обеспечивается в широком диапазоне вязкости используемых компаундов.
На фиг. 28 представлена конструкция использованных в предлагаемом устройстве встроенных клапанов 73, 74 и 75 золотникового типа с пневмоприводом в закрытом положении. Каждый клапан 73, 74 и 75 имеет золотник 81, 82, 83, который жестко соединен с поршнем 84, 85, 86. Клапаны 73, 74 и 75 имеют соответственно полости 87, 88 и 89 нагнетания и полости 90, 91 и 92 слива. В пневмоприводе клапанов 73, 74 и 75 имеется соответственно надпоршневая полость и подпоршневая полость. Золотниковые клапаны 73, 74 и 75, а также набор смесительных элементов 79 статического смесителя 72 (фиг. 26) объединены в одном общем корпусе 76 и закрываются одной общей крышкой 77. На фиг. 29 представлено сечение золотникового клапана 73, 74 и 75 в открытом положении.
Взаимное расположение в общем корпусе встроенных клапанов 73, 74 и 75 и набора отдельных смесительных элементов 79 встроенного статического смесителя 72 поясняется аксонометрическим видом статического смесителя 72 с блоком 66 клапанов на входе со снятой крышкой, представленным на фиг.30.
Конструктивное исполнение корпуса 76 статического смесителя 72 с блоком 66 клапанов поясняется его аксонометрическим видом с вырезом, представленным на (фиг. 31) в корпусе 76 по его периферии выполнены девять продольных каналов 93-101. Со стороны торцевой поверхности фланца 78 продольные каналы 93-101 имеют выход наружу. Так, выполненный во фланце 78 корпуса 76 канал 102 с одного его конца соединен с продольным каналом 99, а с другого конца - с выходящим на наружную поверхность каналом 103. По оси корпуса 76 имеется специальная полость, в которой размещаются отдельные смесительные элементы 79 встроенного статического смесителя 72.
На фиг. 32 представлен аксонометрический вид статического смесителя 72 с блоком 66 клапанов на входе с вырезом по плоскости, проходящей через оси продольных каналов 93 и 94, и плоскости, проходящей через оси радиальных каналов, соединяющихся с надпоршневыми полостями (фиг. 28 и 29) пневмоприводов клапанов 73, 74, 75. Три продольных канала 93, 94 и 95 корпуса 76 соединены с надпоршневыми полостями пневмоприводов клапанов 73, 74 и 75. Во фланце 78 корпуса 76 продольный канал 93 выведен на наружную поверхность. Продольные каналы 93 и 94 во фланце 78 корпуса 76 соединены между собою скрытым каналом 104. Продольный канал 95 и сквозное отверстие 105 во фланце 78 корпуса 76 соединены между собою скрытым каналом 106.
На фиг. 33 представлен аксонометрический вид статического смесителя 72 с блоком 66 клапанов на входе со сложным вырезом по плоскости, проходящей через оси продольных каналов 96 и 97, и плоскости, проходящей через оси радиальных каналов, соединяющихся с подпоршневыми полостями (фиг. 28 и 29) пневмоприводов встроенных клапанов 73, 74 и 75. Три продольных канала 96, 97 и 98 корпуса 76 соединены с подпоршневыми полостями пневмоприводов клапанов 73, 74 и 75. Во фланце 78 корпуса 76 продольные каналы 96 и 97 соединены между собой каналом 107.
На фиг. 34 представлен аксонометрический вид статического смесителя 72 с блоком 66 клапанов на входе с вырезом по горизонтальной плоскости, проходящей через ось канала 99, и плоскости, проходящей через оси дугообразных каналов, соединяющихся с полостями 87, 88, 89 нагнетания (фиг. 28, 29) клапанов 73, 74 и 75. Продольный канал 99 соединен с полостью нагнетания 87 встроенного клапана 73. Со стороны фланца 78 корпуса 76 канал 99 через внутренний канал соединен с каналом 103, выходящим на поверхность. Продольный канал 101 соединен с полостью нагнетания 88 клапана 74. Продольный канал 100 соединен с полостью нагнетания 89 клапана 75.
На фиг.35 представлено сечение статического смесителя 72 с блоком 66 клапанов на входе по плоскости, проходящей через оси клапанов 73 и 74 (в открытом положении). Сквозной канал 43 в крышке 77 корпуса 76 соединен с полостью 87 нагнетания клапана 73. При этом, сквозной канал 43 через полость 87 нагнетания клапана 73 соединен с продольным каналом 99 (фиг. 34) в корпусе 76.
Полость 91 слива клапана 74 соединена радиальным каналом 108 с каналом 109, входящим в строенный статический смеситель 72, примыкающему к крышке 77.
Полость 90 слива клапана 73 соединена радиальным каналом 110 с каналом 111, входящим в статический смеситель 72, примыкающий к крышке 77. В верхнюю часть полости 91 слива клапана 74 выходит канал 112. В верхнюю часть полости 90 слива клапана 73 выходит канал 113. Во фланце 78 корпуса 76 расположено выходное отверстие 114.
На фиг. 36 представлен аксонометрический вид статического смесителя 72 с блоком 66 клапанов на входе с вырезом по горизонтальной плоскости, проходящей через оси клапанов 73 и 74 и плоскости, проходящей через оси каналов 112 и 113 (фиг. 35). Полости 91, 92 слива клапанов 74 и 75 соединены между собой каналом 112 (фиг. 36). Полости 90, 92 слива клапанов 73 и 75 соединены между собой каналом 113.
Аксонометрический вид статического смесителя 72 с блоком 66 клапанов на входе с вырезом по плоскости, проходящей через оси каналов 95 и 101, и перпендикулярной ей плоскости, проходящей через каналы 102 и 107 во фланце 78 представленный на фиг. 37, поясняет конструктивное выполнение каналов во фланце 78 корпуса 76. Как выше отмечалось, продольные каналы 93 и 94 соединены между собою и имеют один общий выход на внешней поверхности фланца 78 корпуса 76. Продольные каналы 96 и 97 также соединены между собой и имеют один общий выход на внешней поверхности фланца 78 корпуса 76. Остальные пять продольных каналов (95, 98, 99, 101 и 100) проходящие по периферии корпуса 76, изолированы друг от друга и имеют отдельные выходы на внешней поверхности фланца 78 корпуса 76.
Гидравлический аккумулятор 67 (фиг. 24, 25) интегрирован в узел 12 подачи компаунда. На фиг. 38 представлена конструкция гидравлического аккумулятора 67. Основные узлы предлагаемого устройства, расположенные в зоне размещения гидравлического аккумулятора 67, одновременно являются составной его частью. Подвижным рабочим элементом гидравлического аккумулятора 67 является цилиндрическая мембрана 115 (фиг. 38). На обоих торцевых участках мембраны 115 выполнены специальные утолщенные профили, обеспечивающие легкую фиксацию и герметизацию обоих контуров гидравлического аккумулятора 67. Центральной корпусной деталью гидравлического аккумулятора 67 является корпус 76 статического смесителя 72 с блоком 66 клапанов управления потоками на входе. На корпусе 76 спрофилированы два специальных фланца 78 и 116. Мембрана 115 размещена коаксиально корпусу 76. Торцевые утолщенные профили мембраны 115 смонтированы на наружных спрофилированных поверхностях фланцев 78 и 116 корпуса 76. Мембрана 115 и корпус 76 с фланцами 78 и 116 формируют внутренний контур гидравлического аккумулятора 67 Фиксация торцов мембраны 115 осуществляется специальными кольцами 117 и 118, имеющими на внутренней поверхности специальный профиль, соответствующий профилю торцевых участков мембраны 115. Кольцо 117 на болтах крепится к боковой поверхности утолщенной части корпуса 76. Кольцо 118 также на болтах крепится к смежной боковой поверхности узла 68 управления потоками на выходе из статического смесителя 72. При фиксации мембраны 115 осуществляется сжатие ее утолщенных профилей на торцевых участках. Это гарантированно обеспечивает герметизацию соединений. Мембрана 115, кольца 117 и 118 и корпус 22 уплотнительного узла 10 формируют наружный контур гидравлического аккумулятора. На наружной поверхности колец 117 и 118 изготовлены канавки, в которые смонтированы уплотнительные кольца 119 типа O-Ring. Герметичность внутреннего контура обеспечивается исключительно герметичностью соединений мембраны 115 с фланцами 78 и 116 корпуса 76. Герметичность внешнего контура обеспечивается герметичностью соединений мембраны 115 с кольцами 117 и 118, а также двумя уплотнительными кольцами 119, герметизирующими зазор между корпусом 22 уплотнительного узла 10 и кольцами 117, 118.
Полость гидравлического аккумулятора 67, сформированная внутренним герметичным контуром, предназначена для обеспечения предлагаемого устройства промывающей жидкостью. Полость, сформированная наружным герметичным контуром, предназначена для нагнетания в нее сжатого воздуха и тем самым создания и поддержания на требуемом уровне давления промывающей жидкости во внутреннем контуре гидравлического аккумулятора 67.
Подвод сжатого воздуха от блока 13 пневмоавтоматики к внешнему контуру гидравлического аккумулятора 67 осуществляется по одному из продольных каналов 27 (фиг. 39) в корпусе 22 уплотнительного узла 10. В кольце 118 (фиг. 40) сделано сквозное отверстие 120, выходящее во внешний контур гидравлического аккумулятора 67. Отверстие 120 соединено с одним из продольных каналов 27 (фиг. 40) в корпусе 22 уплотнительного узла 10 посредством канала 121 в узле 68 управления потоками на выходе из статического смесителя 72. Во внутренний контур гидравлического аккумулятора выходит сквозное отверстие 105 (фиг. 41), соединенное с продольным каналом 100 (фиг. 37) корпуса 76 статического смесителя 72 с блоком 66 клапанов на входе. Канал 100 (фиг. 41) соединен с полостью 89 нагнетания клапана 75.
Заправка предлагаемого устройства двумя компонентами компаунда и промывающей жидкостью обеспечивается через быстросъемные соединения 69, 70 и 71 (фиг. 24, 25). В качестве быстроразъемных соединений использованы FEM-121-2 FB и FEM-122-2 FB производства компании Parker, оснащенные обратными клапанами, исключающими протечки во время подсоединения к ним, в процессе пропитки и при отсоединении от них после заправки.
Быстроразъемное соединение 71 предназначено для заправки штоковой рабочей полости дозатора компонентов компаунда. На фиг. 42 представлен аксонометрический вид предлагаемого устройства со сложным вырезом по плоскостям, проходящим через оси каналов, соединяющих быстроразъемное соединение 71 со штоковой рабочей полостью дозатора и статический смеситель 72 с блоком 66 клапанов (шток и поршни на фиг. 42 не изображены). Посредством каналов 122, 36 и 37 быстроразъемное соединение 71 соединено со штоковой рабочей полостью дозатора. Быстроразьемное соединение 71 также связано с продольным каналом 101, который соединен с полостью 88 нагнетания клапана 74 (фиг. 34).
Быстроразъемное соединение 70 предназначено для заправки полости внутреннего контура гидравлического аккумулятора 67 промывающей жидкостью. На фиг. 43 представлен аксонометрический вид узла 12 подачи компаунда со сложным вырезом по плоскостям, проходящим через оси каналов, соединяющих внутренний контур гидравлического аккумулятора 67 с каналом 100 и быстроразъемным соединением 70. Быстроразъемное соединение 70 (фиг. 43) посредством канала 123 соединено со сквозным отверстием 105, выходящим во внутренний контур гидравлического аккумулятора 67. В свою очередь отверстие 105 связано с каналом 100, который соединен с полостью 89 нагнетания клапана 75 (фиг. 34).
Быстроразъемное соединение 69 предназначено для заправки поршневой рабочей полости дозатора компонентов компаунда. На фиг. 44 представлен аксонометрический вид фрагмента узла 12 подачи компаунда со сложным вырезом по плоскостям прохождения каналов от быстроразъемного соединения 69 до канала 103. Быстроразъемное соединение 69 посредством каналов 124 и 125 соединено с каналом 103. В свою очередь канал 103 (фиг. 34) через канал 99 соединен с полостью 87 нагнетания клапана 73, которая через канал (отверстие) 43 (фиг. 35, 14, 19) сообщается с поршневой рабочей полостью дозатора. Таким образом, быстроразъемное соединение 69 соединено с поршневой полостью встроенного дозатора.
На выходе из статического смесителя 72 потоком перемешанного двухкомпонентного компаунда необходимо управлять. При этом независимо от фактического расположения поршневого узла 11 дозатора и статического смесителя 72 относительно положения пропитываемого кольцевого зазора 19 в зоне сварного стыка 15 трубопровода крайне важно управление потоком компаунда производить в непосредственной близости от изолируемого сварного стыка 15. Несоблюдение данного условия делает невозможным своевременную промывку системы подачи компаунда в полость кольцевого зазора 19 и приводит к полимеризации компаунда как в шлангах его подачи, так и в самом оборудовании, что выводит их из работоспособного состояния.
При открытии клапанов 73 и 74 (фиг. 35) на входе в статический смеситель 72 оба компонента компаунда вначале заполняют каналы в промежутке от полостей 90 и 91 слива открытых клапанов 73 и 74 до статического смесителя 72. Из-за неравного соотношения объемных доз компонентов первым в статический смеситель 72 поступает компонент, имеющий большую объемную долю смешивания. Поэтому первая доза смешанного материала имеет значительное отклонение от требуемого пропорционального соотношения компонентов компаунда. При попадании этого некачественного материала в кольцевой зазор 19 в зоне сварного стыка 15 вследствие перемещения потоков по полости происходит некоторое увеличение объема компаунда с составом, имеющим недопустимое отклонение от требуемого соотношения дозирования его компонентов. Это приводит к заметному снижению качества изоляции сварного стыка. В начальный момент прохождения компонентов компаунда через встроенный статический смеситель 72 имеет место нестабильность процесса смешивания. Выход на установившийся режим работы статического смесителя 72 процесс инерционный. Кроме того, в статическом смесителе 72 и каналах подачи компаунда в кольцевой зазор 19 в зоне сварного стыка 15, как правило, остаются остатки промывающей жидкости. При прохождении первой дозы компаунда происходи очищение полостей и каналов на всем пути от полостей 90 и 91 слива клапанов 73 и 74 на входе в статический смеситель 72 до полости кольцевого зазора 19 в зоне сварного стыка 15. При этом первая доза проходящего компаунда насыщается инородными жидкостями. По указанным причинам первую дозу компаунда необходимо направлять по другому каналу минуя полость кольцевого зазора 19 в зоне сварного стыка 15. После удаления некачественного компаунда поток материала необходимо перенаправить в полость кольцевого зазора 19 в зоне сварного стыка 15. По окончании процесса заполнения полости кольцевого зазора 19 каналы подачи компаунда и откачивания воздуха необходимо перекрывать. При этом полости и каналы статического смесителя 72 и каналы подачи материала в полость кольцевого зазора 19 в зоне сварного стыка 15 оказываются заполненными качественным компаундом. Несвоевременное удаление оставшегося компаунда из статического смесителя 72 и каналов неизбежно приведет к его полимеризации и выходу из строя предлагаемого устройства. Для постоянного содержания оборудования в работоспособном состоянии статический смеситель 72 и каналы подачи компаунда в полость кольцевого зазора 19 по окончании процесса пропитки необходимо промывать. Для этого на входе в статический смеситель 72 вместо компонентов компаунда требуется подача промывающей жидкости. А перед входом в полость кольцевого зазора 19 в зоне сварного стыка 15 промывающую жидкость и продукты промывки системы необходимо отвести в специальный контур для последующей их утилизации.
Полная рабочая емкость дозатора компонентов компаунда должна превышать объем полости кольцевого зазора 19 в зоне изолируемого сварного стыка 15 как минимум на двукратный рабочий объем статического смесителя 72 и двукратный объем каналов подачи компаунда от статического смесителя 72 к полости кольцевого зазора 19.
Соблюдение данного условия позволяет произвести первоначальное заполнение полостей и каналов статического смесителя 72 и каналов подачи компаунда в кольцевой зазор 19, а также удалить с контура подачи первую партию некачественного компаунда. Объем удаляемого некачественного материала должен быть как минимум равным объему компаунда, вмещаемого статическим смесителем 72 и каналами контура подачи в промежутке от статического смесителя 72 до полости кольцевого зазора 19. После удаления с подающего контура некачественного материала полость кольцевого зазора 19 заполняется компаундом, имеющим состав, соответствующий требованиям производителя. Это гарантирует качество изоляции сварного стыка.
На фиг. 45 представлен аксонометрический вид узла 68 управления потоками на выходе из статического смесителя 72 со стороны вывода каналов на поверхность фланца 126. На поверхность фланца 126 (фиг. 45) выведены: каналы 127, предназначенные для соединения со статическим смесителем 72 с блоком 66 клапанов; канал для подвода сжатого воздуха к наружному контуру гидравлического аккумулятора; каналы, предназначенные для стыковки с уплотнительным узлом 10. В узел 68 управления потоками на выходе из статического смесителя 72 встроены: ниппель 128 подвода компаунда к полости кольцевого зазора 19 в зоне сварного стыка 15; третий пережимной клапан 129 откачки воздуха из полости кольцевого зазора 19; первый пережимной клапан 130 подачи компаунда в полость кольцевого зазора 19; ниппель 131 (фиг. 46) обводного контура; и второй пережимной клапан 132 отводящего контура.
Пережимные клапаны 129, 130 и 132 оснащены пневматическими приводами. На фиг. 47 представлено поперечное сечение фланца 126 узла 68 управления потоками на выходе из статического смесителя 72 по плоскости, проходящей через оси каналов, соединяющихся с надпоршневыми и подпоршневыми полостями пневматических приводов пережимных клапанов 129 и 130. Канал 133 (фиг. 47) соединен с надпоршневой полостью клапана 129. Канал 134 соединен с подпоршневой полостью клапана 129. Канал 135 соединен с надпоршневой полостью клапана 130. Канал 136 соединен с подпоршневой полостью клапана 130.
Канал 137 (фиг. 48), соединенный с каналом, выходящим на поверхность фланца 126 узла 68 управления потоками, выходит в подпоршневую полость клапана 132.
Канал 138 (фиг. 49), соединенный с каналом, выходящим на поверхность фланца 126 узла 68 управления потоками, выходит в надпоршневую полость клапана 132.
Конструктивное исполнение узла 68 управления потоками поясняется фиг. 50. Канал 139 (фиг. 50), расположенный по центру узла 68 управления потоками на выходе из статического смесителя 72 со стороны фланца 126 имеет кольцевую канавку для монтажа уплотнительного кольца типа O-Ring и соединения с каналом 114 (фиг. 35) в корпусе 76 статического смесителя 72 с блоком 66 клапанов на входе. Канал 140 (фиг. 50) соединяет канал 139 с внутренним отверстием сопла 141. Между наружной поверхностью сопла 141 и внутренней поверхностью ниппеля 128 имеется кольцевой зазор, который соединяется с каналами 142 и 143 обводного контура. Рабочим элементом пережимных клапанов 129, 130 и 132 является соответственно шток 144, 145 и 146 со специально спрофилированной торцевой поверхностью. Крышка 147, 148 и 149 каждого пережимного клапана 129, 130 и 132 имеет специальный интегрированный упор. Привод штока 144, 145 и 146 каждого пережимного клапана 129, 130 и 132 осуществляется с помощью поршня 150, 151 и 152 соответственно. Изображение, представленное на фиг.51, иллюстрирует прохождение каналов 153 и 154 обводного контура, соединяющих каналы 142, 143 с каналом ниппеля 131. На фиг.52 представлен фрагмент сечения узла 68 управления потоками с пережимным клапаном 130, находящимся в открытом состоянии. Эластичная трубка 155 для подачи компаунда, соединяющая ниппель 128 с герметичным вводом, размещена между штоком 145 и крышкой 148 пережимного клапана 130 с упором. На фиг. 53 представлен фрагмент сечения узла 68 управления потоками с пережимным клапаном 130, находящимся в закрытом положении.
Пережимные клапаны 129 и 132 имеют аналогичную конструкцию и установлены соответственно на эластичных трубках для откачки газа из кольцевого зазора 19 и для выброса компаунда и промывающей жидкости.
На фиг. 54 представлена конструкция вакуумной ловушки 5 (фиг. 2). В состав вакуумной ловушки 5 входит корпус 156, имеющий цилиндрическую форму. Внутренняя полость корпуса 156 разделена встроенной перегородкой на малую и большую камеры. Большая камера закрыта крышкой 157, а малая крышкой 158. Корпус 156 и крышки 157, 158 образуют герметичный контур. В крышку 157 вмонтированы штуцеры 6 и 7. Через штуцеры 6 и 7 во внутреннюю полость большой камеры введены трубки 3 и 4, соответственно. В крышку 158 вмонтирован штуцер 8. Через штуцер 8 в полость малой камеры введена трубка 9. Во внутренней полости большой камеры коаксиально корпусу 156 размещена тонкостенная обечайка 159. Обечайка 159 подвешена к корпусу 156 на тензодатчиках 160 с помощью шарнирных соединений 161. Во внутренней полости обечайки 159 непосредственно на ее поверхности расположена емкость, состоящая из цилиндрического корпуса 162 и легкосъемных крышек 163, 164, изготовленных из антиадгезионного материала, например, полиэтилена. Через два отверстия в крышке 163 в полость емкости введены трубки 3 и 4. В крышке 164 имеется отверстие 165, которое через отверстие 166 в перегородке корпуса 156 обеспечивает сообщение полости малой камеры с полостью большой камеры и полостью емкости. В полости малой камеры коаксиально корпусу 156 установлен воздушный фильтр 167.
Принципиальная схема предлагаемого устройства, оснащенного вакуумной ловушкой, представлена на фиг. 55. Предлагаемое устройство снабжено распределенной микропроцессорной системой управления (на представленных схемах и чертежах не показано). Распределенная микропроцессорная система управления построена на базе микроконтроллеров серии: TM4C1294NCPDT от компании Texas Instruments и миниатюрных MEMS датчиков.
Компоновка устройства 1 (фиг. 1), представленная выше (фиг. 3, 4, 14) является наиболее универсальной и подходит для внутренней изоляции сварного стыка трубопровода самого широкого диапазона диаметров. При этом указанная компоновка является практически единственной компоновкой, которая может быть использована в устройствах 1, предназначенных для внутренней изоляции сварного стыка трубопровода диаметром, не превышающим 159 мм. При данной компоновке достигается наиболее компактное и плотное размещение всех узлов и блоков устройства 1 во внутренней полости цилиндрического корпуса 22 (фиг. 7 и 14) уплотнительного узла 10 (фиг. 3), одновременно выполняющим функцию корпуса самого устройства 1. Это позволяет обеспечить минимально возможные размеры устройства 1. При использовании рассматриваемой компоновки минимальные размеры устройства 1 определяются габаритами применяемых клапанов 73, 74, 75 (фиг. 26) узла 12 подачи компаунда и пневмоострова 56 (фиг. 20) блока 13 пневмоавтоматики. Применяемые в устройстве 1 изоляции сварного стыка трубопровода малогабаритный пневмоостров 56 (10 CPV производства фирмы FESTO) и клапаны 73, 74, 75 специального исполнения имеют избыточную пропускную способность, многократно превышающую требуемую производительность. Поэтому в конструкциях различных типоразмеров устройства 1 для внутренней изоляции сварного стыка, предназначенных для различных диаметров трубопровода, могут быть использованы одни и те же типоразмеры пневмоострова 56 (фиг. 20) и клапанов (73, 74, 75). При этом, в устройстве 1, предназначенном для внутренней изоляции сварного стыка трубопровода диаметром свыше 159 мм, во внутренней полости корпуса 22 (фиг. 14) в области расположения блока 13 пневмоавтоматики и узла 12 подачи компаунда образуется излишнее пространство. Причем, чем для большего диаметра трубопровода предназначается устройство 1, тем больший диаметр корпуса 22 будет использоваться, тем больший объем будет иметь внутренняя полость корпуса 22, и тем больше свободного пространства образуется в полости корпуса 22. С увеличением диаметра корпуса 22 соответственно увеличивается полная емкость дозатора. С увеличением диаметра трубопровода также увеличивается и объем компаунда, необходимого для заполнения полости кольцевого зазора 19 (фиг. 5). Однако, при увеличении диаметра трубопровода, и соответственно, корпуса 22 темпы роста полной емкости дозатора кратно превышают темпы увеличения объема компаунда, необходимого для заполнения возрастающего объема полости кольцевого зазора 19. По указанным причинам появляется возможность существенного сокращения полной емкости дозатора за счет уменьшения полного рабочего хода L и/или диаметра D поршней 45, 46 поршневого узла (фиг. 17, 18, 19).
Наличие свободного пространства во внутренней полости корпуса 22 предоставляет возможность легко изменить компоновку устройства 1. Например, можно объединить узел 12 подачи компаунда с блоком 13 пневмоавтоматики, или отказаться от последовательного размещения компонентов вдоль одной оси и распределить дозатор, узел 12 подачи компаунда и блок 13 пневмоавтоматики по трем параллельным осям, смещенным по радиусу от оси устройства 1, что позволит уменьшить длину устройства 1 как минимум в два раза. Однако, при сокращении длины устройства 1 уменьшается и длина эластичной оболочки 18 (фиг. 4) уплотнительного узла 10 (фиг. 3). Чрезмерное сокращение длины эластичной оболочки 18 неизбежно приводит к значительному ухудшению качества герметизации кольцевого зазора 19 сварного стыка 15 и ухудшению работоспособности герметизирующего узла 10 устройства 1. Наиболее оптимальная длина эластичной оболочки 18 равна двух-трехкратной длине защитной втулки 16. При этом, эластичная оболочка 18 с минимально допустимой длиной может быть использована для изоляции сварных стыков трубопроводов, имеющих высокое качество внутренней поверхности. На трубопроводах с нестабильным, либо не высоким качеством внутренней поверхности крайне желательно использовать устройство 1 с более длинной эластичной оболочной 18. Соблюдение данных рекомендаций позволяет предотвратить ухудшение работоспособности герметизирующего (уплотнительгного) узла 10 устройства 1. Таким образом, минимально допустимая длина устройства 1 главным образом определяется длиной эластичной оболочки 18 уплотнительного узла 10. Сокращение же длины устройства 1 за счет изменения его компоновки допускается только при соблюдении условия минимальной/оптимальной длины эластичной оболочки 18.
Опытным путем установлено, что наиболее значимыми достоинствами обладает вариант компоновки устройства 1, описанный выше и представленный на фиг. 14. При этом, в устройствах 1, предназначенных для внутренней изоляции сварных соединений трубопровода диаметром свыше 159 мм в корпус блока 13 пневмоавтоматики и/или в корпус узла 12 подачи компаунда могут быть интегрированы дополнительные компоненты и/или устройства (баллон со сжатым воздухом; воздушный редуктор; мини компрессор; вакуумный насос встроенного типа; вакуумная ловушка и др.).
Таким образом, представленная выше (фиг. 14) компоновка устройства 1 не является единственно возможной, но она является наиболее универсальной и предпочтительной практически для всех диаметров трубопровода. При увеличении диаметра устройства 1 предпочтительная компоновка позволяет значительно повысить его функциональность. За счет многофункциональности основных узлов 10, 12 и блока 13 (фиг. 3) достигается существенное сокращение количества деталей и разъемных соединений в устройстве 1, что значительно повышает надежность оборудования и снижает его массогабаритные характеристики.
Внутренняя изоляция сварного стыка 15 трубопровода производилась по двум вариантам:
1) с помощью предлагаемого устройства, оснащенного вакуумной ловушкой (фиг. 2);
2) с помощью предлагаемого устройства без вакуумной ловушки (фиг. 1).
Внутренняя изоляция сварного стыка 15 по обоим вариантам производилась на трубопроводе с наружным диаметром 159 мм и толщиной стенки 6 мм. Для изоляции использовались тонкостенные цилиндрические защитные втулки 16 из нержавеющей стали 304 с наружным диаметром 141 мм и толщиной стенки 0,55 мм. Длина защитных втулок составляла 180 мм.
В качестве компаунда использовалась двухкомпонентная полиуретановая система стойкая к гидролизу с отверждением при комнатной температуре: Полиол CG9 9008 75 MF + Изоцианат В9 М10 от компании Covestro. Соотношение смешивания по объему 38,5:100. Жизнеспособность компаунда после смешивания его компонентов при температуре 23 градуса по Цельсию равна 7…10 мин. В качестве промывочной жидкости использовался сольвент.
Использованное оборудование для внутренней изоляции сварного стыка имело встроенный дозатор двухкомпонентного компаунда со следующими параметрами: диаметр поршней (45 и 46) 90 мм; диаметр штока (47) 70,58 мм; пропорциональное соотношение рабочей площади штоковой полости к рабочей площади поршневой полости 38,5:100; длина полного рабочего хода поршневого узла (11) 85 мм; полная емкость дозатора 0,748 литра. Емкость гидравлического аккумулятора (67) 0,525 литра.
Внутренняя изоляция сварного стыка 15 трубопровода 14 проводилась при температуре окружающей среды минус 26 градусов по Цельсию. В течение всего процесса изоляции сварного стыка 15 трубопровода температура компонентов компаунда внутри дозатора и промывающей жидкости внутри гидравлического аккумулятора 67 поддерживалась в диапазоне от плюс 23 до 25 градусов по Цельсию. Термостатирование предлагаемого устройства производилось с помощью пленочного электрического нагревательного элемента 23 (фиг. 58) мощностью 2,8 кВт. Управление нагревом и работой предлагаемого устройства внутри полости трубопровода 14 осуществлялось встроенной распределенной микропроцессорной системой управления по программе, зашитой во внутреннюю память системы управления. Перед началом процесса внутренней изоляции с наружной стороны трубопровода 14 на изолируемый стык монтировался ленточный электрический обогреватель (на чертежах не показан) с автономным питанием и контроллером температуры. Температура подогрева устанавливалась на плюс 30 градусов по Цельсию. Демонтаж ленточного электрического обогревателя производился через 30 мин после изъятия предлагаемого устройства из полости трубопровода 14.
Первый вариант внутренней изоляции сварного стыка трубопровода с использованием предлагаемого устройства, оснащенного вакуумной ловушкой, осуществлялся следующим образом.
Этап 1. Работы по этапу 1 проводились с участием обслуживающего персонала. Производилась подготовка предлагаемого оборудования к проведению работ по внутренней изоляции сварного стыка 15. В исходном положении устройства 1 клапаны 73, 74, 75 (фиг. 55) находились в закрытом состоянии. Клапаны 129, 130, 132 (фиг. 55) приводились в открытое состояние. На устройство 1 монтировали новые эластичные трубки 3, 4 и 155 (фиг. 56), предназначенные для вакуума и выдерживающее работу при избыточном давлении до 10 бар при температуре в диапазоне от минус 40 до плюс 40 градусов по Цельсию. Производили заправку встроенного дозатора с использованием мобильного заправочного устройства (на схеме не показано). К быстроразъемным соединениям 69 и 71 (фиг. 56, 55) предлагаемого устройства 1 подсоединяли два шланга заправочного устройства с соответствующими быстроразъемными соединениями. При этом к быстроразъемному соединению 69 подсоединяли шланг, подающий полиол CG9 9008 75 MF, а к быстроразъемному соединению 71 подсоединяли шланг, подающий изоцианат В9 М10. Встроенные быстроразъемные соединения 69 и 71 не допускают возможность иного подключения и тем самым исключают вероятность неправильной заправки дозатора. Заправка изоцианата и полиола производилась синхронно до полного заполнения поршневой и штоковой полостей дозатора под давлением заправляемых жидкостей 6 бар. В процессе заправки дозатора поток полиола CG9 9008 75 MF через быстроразъемное соединение 69 последовательно проходил по каналам 125 и 124 (фиг. 44) в узле 68 управления потоками на выходе из статического смесителя 72. С канала 124 поток полиола направлялся в канал 103 в корпусе 76 (фиг. 31, 26) статического смесителя 72 с блоком 66 клапанов. Далее поток полиола проходил по каналам 102 и 99 (фиг. 31) в корпусе 76. Через канал 99 (фиг. 34) полиол проходил в полость 87 нагнетания клапана 73. Из полости 87 нагнетания клапана 73 полиол через канал 43 (фиг. 35, 14) нагнетался в поршневую рабочую полость 51 (фиг. 17) дозатора.
Изоционат В9 М10 через быстроразъемное соединение 71 (фиг. 42) подавался в канал 122, выполненный в узле 68 управления потоками на выходе из статического смесителя 72. Из канала 122 поток изоцианата проходил по продольному каналу 36 вдоль корпуса 22 уплотнительного узла 10 до радиального канала 37. Через канал 37 изоцианат нагнетался в штоковую рабочую полость 52 (фиг. 17) дозатора.
Контроль заполнения полостей дозатора осуществляли по показаниям двух датчиков давления, встроенных в заправочное устройство. При этом стабилизация давления жидкостей на уровне 6 бар свидетельствовала о завершении процесса заправки дозатора. По окончанию заправки дозатора шланги отсоединяли от быстроразъемных соединений 69 и 71 (фиг. 56).
Через быстроразъемное соединение 70 (фиг. 43) производилась заправка гидравлического аккумулятора 67 (фиг. 62) промывающей жидкостью. Промывающая жидкость подавалась во внутреннюю полость гидравлического аккумулятора 67 под избыточным давлением 2 бара. Перед заправкой гидравлического аккумулятора 67 из его наружной пневматической полости по каналам 27, 121, 120 (фиг. 40), сбрасывалось давление сжатого воздуха. В процессе заправки подаваемая промывающая жидкость последовательно проходила через быстроразъемное соединение 70, канал 123 и через канал 105 нагнеталась во внутреннюю полость гидравлического аккумулятора 67 (фиг. 43, 41). Контроль заполнения внутренней полости гидравлического аккумулятора 67 до полного объема производили по показаниям давления в заправочном устройстве промывающей жидкости при атмосферном давлении в пневматической полости гидравлического аккумулятора 67. Общее время заправки дозатора устройства и гидравлического аккумулятора 67 составило около 60 сек.
Производился монтаж защитной втулки 16 на устройство. Монтаж защитной втулки 16 поясняется фиг. 57. Защитную втулку 16 вводили коаксиально поверх устройства и размещали на постели 38 (фиг. 11) эластичной оболочки 18, таким образом, чтобы ее боковые упоры 39 совмещались с торцами защитной втулки 16. С пневмоострова 56 (фиг. 20) блока 13 пневмоавтоматики (фиг. 3) через канал 35 (фиг. 13) в замкнутый герметичный контур, образованный корпусом 22 (фиг. 7) и эластичным рукавом 17 уплотнительного узла 10 (фиг. 3) подавали сжатый воздух. Эластичный рукав 17 (фиг.58) надувался и расширял эластичную оболочку 18. Постель 38 (фиг. 11) входила в контакт с защитной втулкой 16 (фиг. 58). При этом боковые упоры 39 (фиг. 11) эластичной оболочки 18 вошли в контакт с торцами защитной втулки 16 (фиг. 58) и фиксировали ее. В момент завершения фиксации защитной втулки 16 на эластичной оболочке 18 (фиг. 58) подача сжатого воздуха в герметичный контур, образованный корпусом 22 (фиг. 7) и эластичным рукавом 17 уплотнительного узла 10 (фиг. 3) прекращалась, а давление фиксировалось с помощью пневмоострова 56 (фиг. 20). Дальнейшее расширение эластичного рукава 17 (фиг. 58) и эластичной оболочки 18 приостанавливалось. Подготовка предлагаемого устройства к проведению работ по внутренней изоляции сварного стыка была завершена. Общее время подготовки устройства составило 2 мин. 50 сек.
Этап 2. Предлагаемое устройство через открытый конец трубопровода 14 (фиг. 59) вводили в его внутреннюю полость и позиционировали таким образом, чтобы сварной стык 15 располагался по центру защитной втулки 16, зафиксированной на эластичной оболочке 18. При этом между внешней поверхностью эластичной оболочки 18 и внутренней поверхностью трубопровода 14 происходило формирование кольцевого зазора толщиной около 3 мм. Такой величины зазор в большинстве случаев является наиболее оптимальным. Уменьшение зазора вследствие наличия овальности у труб несколько затрудняет процесс транспортирования устройства по внутренней полости трубопровода. Увеличение зазора приводит к неоправданному уменьшению проходного сечения трубопровода после изоляции сварного стыка и повышению материальных затрат вследствие большего расхода компаунда.
Этап 3. По окончании позиционирования устройства через канал 35 (фиг. 13) в замкнутый герметичный контур, образованный корпусом 22 (фиг. 7) и эластичным рукавом 17 уплотнительного узла 10 (фиг. 3) возобновили подачу сжатого воздуха. По мере повышения давления эластичный рукав 17 (фиг. 60) надувался и расширял эластичную оболочку 18 до ее упора на внутреннюю поверхность трубопровода 14. В замкнутом герметичном контуре между корпусом 22 и эластичным рукавом 17 устанавливалось давление 10 бар. Между защитной втулкой 16 и внутренней поверхностью трубопровода 14 образовался замкнутый кольцевой зазор 19. Со стороны узла 12 подачи компаунда полость кольцевого зазора 19 была соединена с каналами герметичных вводов 20 и 21.
Этап 4. Производилось вакуумирование кольцевого зазора 19 в зоне сварного стыка 15 (фиг. 55, 61, 62) и узла 12 подачи компаунда (фиг. 4). Для этого включали вакуумный насос (на чертежах не показан), подсоединенный к трубке 9 предлагаемого устройства (фиг. 2, 62). При этом малогабаритный вакуумный насос располагался во внутренней полости трубопровода 14 непосредственно возле вакуумной ловушки 5. Через трубку 9 производилось откачивание воздуха из внутренней полости вакуумной ловушки 5 (фиг. 62). При этом происходило вакуумирование каналов трубки 3 (фиг. 61, 62, 2), герметичного ввода 20 и кольцевого зазора 19 в зоне сварного стыка 15. Через кольцевой зазор 19 (фиг. 61) осуществлялось откачивание воздуха из герметичного ввода 21 трубки 155, каналов 140 и 139 (фиг. 52) и статического смесителя 72 (фиг. 61, 62). Через статический смеситель 72 осуществлялось вакуумирование каналов 108-113 и полостей 90, 91 и 92 слива клапанов 73, 74, 75 (фиг. 35 и 36). Кроме того, происходило откачивание воздуха из каналов 142, 143 (фиг. 50), 153, 154 (фиг. 51), ниппеля 131 (фиг. 51, 46) и трубки 4 (фиг. 62). При отрытых пережимных клапанах 129, 130 и 132 (фиг. 62) все вакуумируемые полости и каналы сообщаются между собой. Поэтому откачивание воздуха производилось при открытых пережимных клапанах 129, 130 и 132, что позволило обеспечить минимальную продолжительность вакуумирования. Откачивание воздуха до абсолютного давления 2 мбар составило 45 сек.
В процессе откачивания воздуха в режиме реального времени система управления устройства в фоновом режиме производила контроль герметичности кольцевого зазора 19 (фиг.61). Контроль герметичности поочередно производился тремя методами: оценкой мгновенной скорости понижения давления в процессе вакуумирования; оценкой предельно достигнутого уровня вакуумного давления; скоростью натекания после завершения откачивания воздуха в системе. Суммарное время откачивания воздуха из кольцевого зазора 19 и контроля его герметичности составило 56 сек.
Этап 5. С помощью блока 13 пневмоавтоматики через канал 44 (фиг. 15) в поршневую приводную полость дозатора нагнетали сжатый воздух. При этом сжатый воздух из поршневой приводной полости по каналам 48 и 49 (фиг. 16) нагнетался и в штоковую приводную полость дозатора. Давление в приводных полостях дозатора стабилизировалось на уровне 10 бар. В поршневой и штоковой рабочих полостях дозатора давление также стабилизировалось на уровне 9,8 бар. Пережимной клапан 130 (фиг. 62) переключался в закрытое состояние. При этом пережимные клапаны 129 и 132 находились в открытом положении. Клапаны 73 и 74 в исходном состоянии были закрыты. Находящиеся под давлением 9,8 бар компоненты компаунда из рабочих полостей дозатора нагнетались в полости 87 и 88 нагнетания клапанов 73 и 74 (фиг. 34). При этом полиол из поршневой рабочей полости 51 дозатора через канал 43 (фиг. 14, 19, 35, 63) создавал давление непосредственно в полости 87 нагнетания клапана 73. Изоцианат, находящийся в штоковой рабочей полости 52 дозатора через каналы 37, 36, 122 (фиг. 42) и 101 (фиг. 34, 42) создавал давление в полости 88 нагнетания клапана 74. Клапаны 73 и 74 синхронно приводились в открытое состояние (фиг. 35). Из полостей 87 и 88 нагнетания (фиг. 35, 63) клапанов 73 и 74 компоненты компаунда заполняли полости 90 и 91 слива клапанов 73 и 74 и каналы 108, 109, 110, 111 и поступали в статический смеситель 72. Одновременно компоненты компаунда заполняли каналы 112, 113 и полость 92 слива клапана 75 (фиг. 35 и 36). В статическом смесителе 72 осуществлялось смешивание полиола и изоцианата в строго дозированном соотношении. Смешанный компаунд из статического смесителя 72 поступал в каналы 114, 139 (фиг. 63), 140 (фиг. 53) и трубку 155 (фиг. 53, 62). Поскольку клапан 130 находился в закрытом положении, то компаунд в кольцевой зазор 19 не поступал. При этом компаунд нагнетался по каналам 142, 143, 153, 154 (фиг. 50, 51) проходил через ниппель 131 и по трубке 4 через открытый пережимной клапан 132 поступал в вакуумную ловушку 5 (фиг. 62). Первая партия смешанного компаунда выходила некачественная. Это главным образом было связано с тем, что один из компонентов компаунда, имеющий меньшее пропорциональное объемное соотношение смешивания, заполнял полости на входе в статический смеситель 72 и сам смеситель 72 с некоторым опозданием, что приводило к нарушению пропорций смешивания на начальной стадии процесса. Поэтому первая партия компаунда удалялась в вакуумную ловушку 5. Объем удаления первой партии компаунда задавался программой системы управления устройством. Контроль объема удаленного компаунда осуществлялся специальным устройством, являющимся отдельным техническим решением, которое в рамках настоящего изобретения не раскрывается. После удаления первой партии некачественного компаунда клапан 132 перекрывался и открывался клапан 130 (фиг. 61). При этом компаунд по трубке 155 (фиг. 61) проходил через нижний гермоввод 21 и заполнял кольцевой зазор 19. По мере заполнения кольцевого зазора 19 уровень компаунда в нем повышался. При поднятии уровня заполнения в кольцевом зазоре 19 до уровня расположения верхнего гермоввод а 20 компаунд начинал выходить из полости через гермоввод 20 и трубку 3 (фиг. 61) в вакуумную ловушку 5 (фиг. 62). В момент фиксации поступления в вакуумную ловушку 5 компаунда через верхний гермоввод 20, клапан 129 перекрывался, а клапан 130 (фиг. 61) оставался открытым. При этом система управления автоматически понижала давление в дозаторе до 6 бар. Производилась выдержка под давлением компаунда длительностью 20 сек. Это обеспечило гарантированное заполнение всех, в том числе и микроскопических, зазоров, пустот и пор в кольцевом зазоре 19. По истечении 20 сек выдержки перекрывался клапан 130 (фиг. 62), а также перекрывались клапана 73 и 74 (фиг. 63). С помощью блока 13 пневмоавтоматики (фиг. 55) сбрасывалось давление сжатого воздуха в дозаторе 11. Процесс заполнения кольцевого зазора 19 был завершен. Общая продолжительность процесса заполнения кольцевого зазора 19 компаундом с учетом операций контроля его удельной плотности и выдержкой под давлением составила 28 сек. С учетом удаленного в вакуумную ловушку 5 компаунда его общий объем, расходованный на внутреннюю изоляцию сварного стыка 15 трубопровода, составил 0,272 литра.
Этап 6. Производилась промывка статического смесителя 72 и каналов подачи смешанного компаунда в полость кольцевого зазора 19 в зоне сварного стыка 15. Через каналы 120 и 121 (фиг. 40) сжатый воздух нагнетался в полость наружного герметичного контура гидравлического аккумулятора 67. Давление в гидравлическом аккумуляторе 67 устанавливалось равным 10 бар. Открывались клапаны 132 и 75 (фиг. 55). При открытии клапана 75 (фиг. 36) промывающая жидкость под давлением в гидравлическом аккумуляторе 67 из полости 89 нагнетания (фиг. 29) этого клапана поступала в его полость 92 слива. На выходе из полости 92 слива клапана 75 (фиг. 36) промывающая жидкость разделялась на два потока. Один поток промывающей жидкости проходил через канал 112 (фиг. 36) к полости 91 слива клапана 74 и далее по каналам 108, 109 (фиг. 35) поступал во встроенный статический смеситель 72. Другой поток промывающей жидкости проходил по каналу 113 (фиг. 36) к полости 90 слива клапана 73 и далее по каналам 110, 111 поступал в статический смеситель 72, где происходило объединение двух потоков. Из статического смесителя 72 поток промывающей жидкости проходил весь путь прохождения смешанного компаунда до места пережатия эластичной трубки 155 (фиг. 53) штоком клапана 130. При закрытом клапане 130 (фиг. 53) промывающая жидкость через кольцевую щель между ниппелем 128 (фиг.5 0) и соплом 141 проходил по каналам обводного контура 142, 143, 153 (фиг. 51) и 154 к ниппелю 131. При открытом клапане 132 (фиг. 62) смешанный компаунд по трубке 4 поступал в полость вакуумной ловушки 5. Расход промывающей жидкости измерялся весовым способом с помощь тензодатчиков 160 и системы управления. При достижении расхода промывающей жидкости 0,150 кг клапан 75 перекрывался. Процесс промывки был завершен.
Этап 7. Полимеризация. После завершения процесса заполнения кольцевого зазора 19 в зоне сварного стыка 15 компаундом предлагаемое устройство выдерживали в полости трубопровода в течение 10 мин.
Этап 8. По окончании выдержки с герметичного контура, сформированного корпусом 22 и эластичным рукавом 17 (фиг. 55), стравливали давление. Эластичная оболочка 18 (фиг. 55) сжималась и выходила из зацепления с защитной втулкой 16. Между предлагаемым устройством 1 (фиг. 64) и внутренними стенками трубопровода 14, а также между устройством 1 и защитной втулкой 16 образовывался зазор. Устройство 1 изымалось из полости трубопровода 14. При этом после изъятия устройства 1 из полости трубопровода 14 сварной стык 15 приобретал вид, представленный на фиг. 65. Сварной стык 15 и прилегающие к нему участки внутренней поверхности трубопровода 14 герметично закрыты сплошной водонепроницаемой цилиндрической оболочкой полимеризованного компаунда 168 и защитной втулкой 16.
Этап 9. Работы по этапу 9 проводились с участием обслуживающего персонала. Непосредственно после изъятия устройства 1 из полости трубопровода 14 с него демонтировали эластичные трубки 3, 4 и 155 (фиг. 57). Герметичные вводы 20 и 21 (фиг. 61) продували сжатым воздухом. В случае, если время между началом процесса заполнения компаундом полости кольцевого зазора 19 в зоне сварного стыка 15 и продувкой герметичных вводов 20 и 21 превышало двукратное время жизнеспособности смешанного компаунда, то их внутренние каналы прочищали прямолинейным стальным прутком диаметром 4 мм. После полной полимеризации каналы герметичных вводов 20 и 21 можно прочистить путем прохождения по ним сверлом диаметром 4 мм с применением, например, шуруповерта. Производилось изъятие емкости из вакуумной ловушки 5, ее очистка и последующая сборка вакуумной ловушки.
Второй вариант внутренней изоляции сварного стыка трубопровода с использованием предлагаемого устройства без вакуумной ловушки осуществлялся следующим образом.
Этап 1. Работы проводились в соответствии с этапом 1 по первому варианту. Отличие заключалось в том, что по второму варианту использовалась длинная трубка 3 подсоединялась напрямую к вакуумному насосу с интегрированным ресивером, а трубка 4 одним концом подсоединялась к герметичному вводу 20 (фиг. 4), а второй ее конец оставался свободным с открытым внутренним каналом.
Этап 2. Работы проводились в полном соответствии с этапом 2 первого варианта.
Этап 3. Работы проводились в полном соответствии с этапом 3 первого варианта.
Этап 4. Работы проводились в соответствии с этапом 4 первого варианта. Отличие заключалось в том, что перед включением вакуумного насоса закрывался пережимной клапан 132. Кроме того, продолжительность работ по этапу увеличилась до 180 сек, что обуславливается применением длинной трубки 3 малого сечения.
Этап 5. Работы проводились в соответствии с этапом 5 первого варианта. Отличие заключалось в следующем. В начале этапа пережимной клапан 132 находился в закрытом состоянии. Поэтому при подаче компаунда его давление в каналах устройства повышалось. Измерение давления компаунда осуществлялось сенсором давления с интегрированным разделителем сред в канале 139 (фиг. 52, датчик давления на чертеже не показан). При стабилизации давления компаунда на уровне 9,8 бар открывался клапан 132. Первая партия смешанного компаунда выходила некачественная. Это главным образом связано с тем, что один из компонентов компаунда, имеющий меньшее пропорциональное объемное соотношение смешивания, заполнял полости на входе в статический смеситель 72 и сам смеситель 72 с некоторым опозданием, что приводило к нарушению пропорций смешивания на начальной стадии процесса. Поэтому первая партия компаунда удалялась в полость трубопровода 14. Объем удаления первой партии компаунда задавался программой системы управления устройством. Контроль объема удаленного компаунда осуществлялся специальным устройством, являющимся отдельным техническим решением, которое в рамках настоящего изобретения не раскрывается. После удаления первой партии некачественного компаунда клапан 132 перекрывался и открывался клапан 130 (фиг. 61). При этом компаунд по трубке 155 (фиг. 61) проходил через нижний гермоввод 21 и заполнял кольцевой зазор 19. По мере заполнения кольцевого зазора 19 уровень компаунда в нем повышался. При поднятии уровня заполнения в кольцевом зазоре 19 примерно на 80 процентов от объема полости кольцевого зазора 19 перекрывался клапан 129. Контроль объема заполнения полости кольцевого зазора 19 (фиг. 61) осуществлялся специальным устройством, являющимся отдельным техническим решением, которое в рамках настоящего изобретения не раскрывается. При фиксации момента заполнения полости кольцевого зазора 19 до уровня 80 процентов клапан 129 перекрывался, а клапан 130 (фиг. 61) оставался открытым. При этом система управления автоматически понижала давление в дозаторе до 6 бар. Заполнение полости кольцевого зазора 19 продолжалось. Контроль момента завершения заполнения кольцевого зазора 19 производился по уровню давления компаунда в канале 139 (фиг. 52). После стабилизации давления производилась двадцатисекундная выдержка под давлением полости кольцевого зазора 19 (фиг. 61). Это обеспечило гарантированное заполнение всех, в том числе и микроскопических, зазоров и пор в кольцевом зазоре 19. По истечении двадцатисекундной выдержки перекрывался клапан 130 (фиг. 61), а также клапаны 73 и 74 (фиг. 63). С помощью блока 13 пневмоавтоматики (фиг. 55) сбрасывалось давление сжатого воздуха в дозаторе. Процесс заполнения кольцевого зазора 19 был завершен. Общая продолжительность процесса заполнения кольцевого зазора 19 компаундом с выдержкой под давлением составила 30 сек. Общий объем компаунда, расходованный на внутреннюю изоляцию сварного стыка трубопровода, составил 0,312 литра.
Этап 6. Работы проводились в соответствии с этапом 6 первого варианта. Отличие заключалось в том, что промывающая жидкость по трубке 4 удалялась в непосредственно в полость трубопровода.
Этап 7. Работы проводились в полном соответствии с этапом 7 первого варианта.
Этап 8. Работы проводились в полном соответствии с этапом 8 первого варианта.
Этап 9. Работы проводились в полном соответствии с этапом 9 первого варианта.
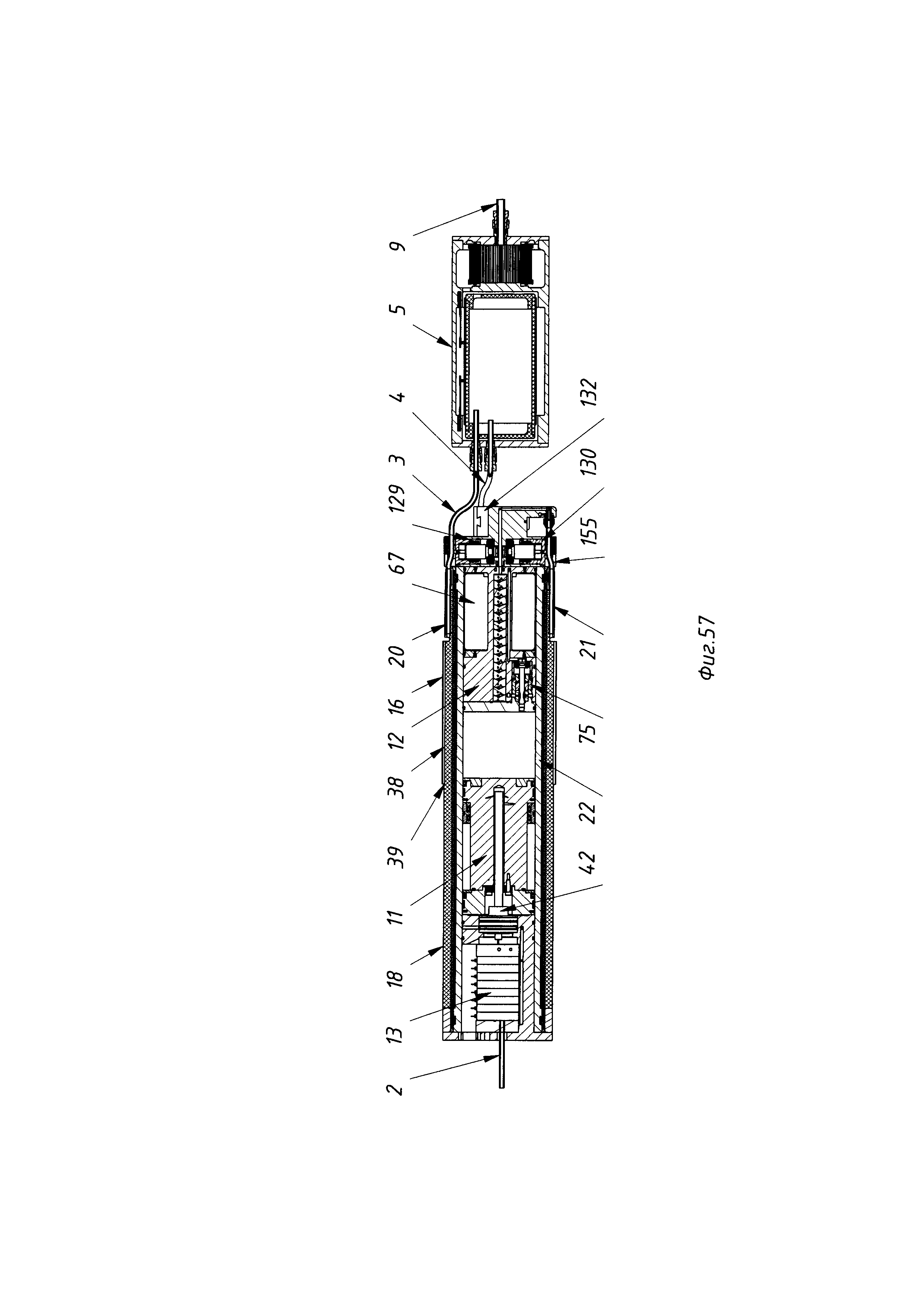
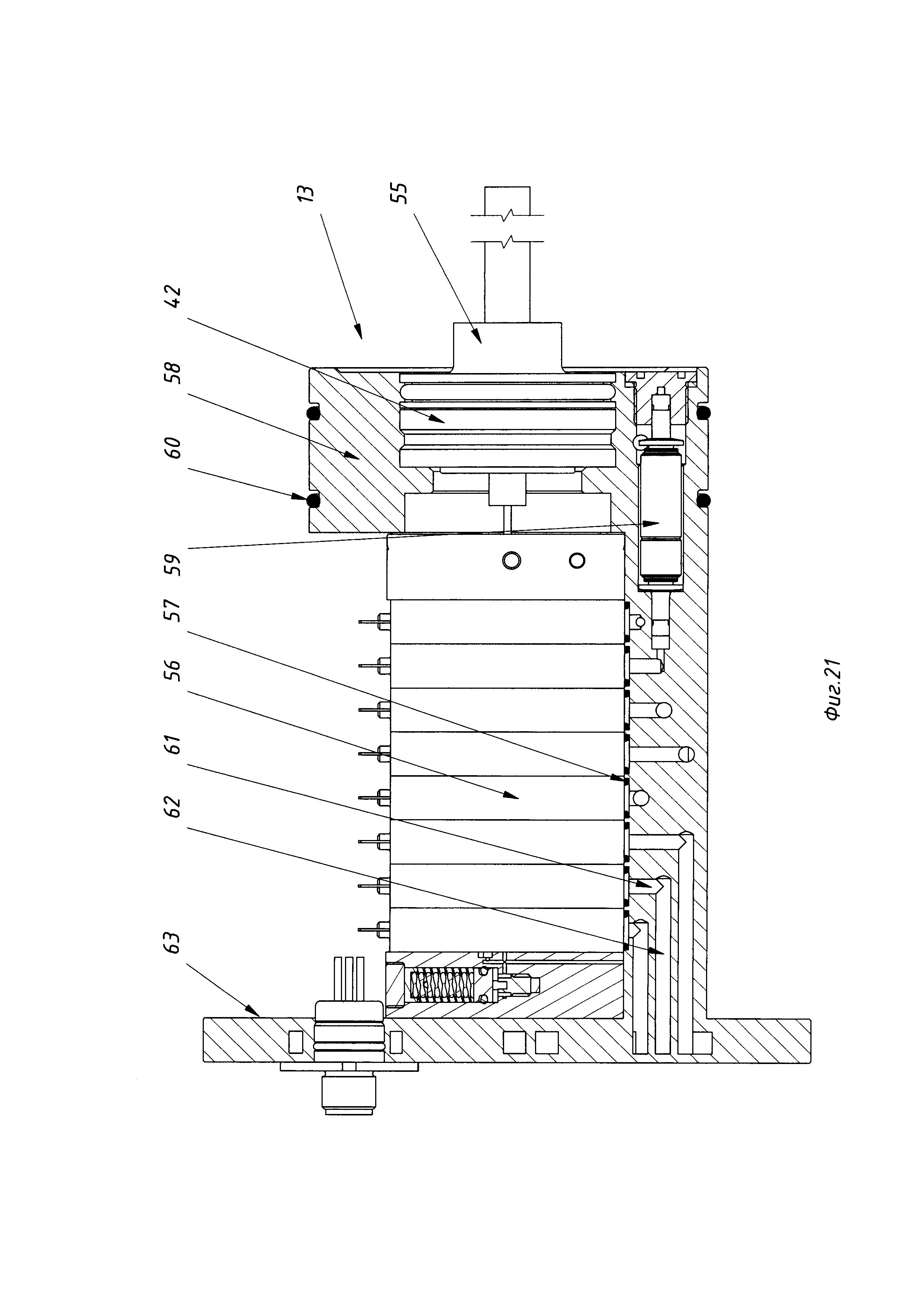
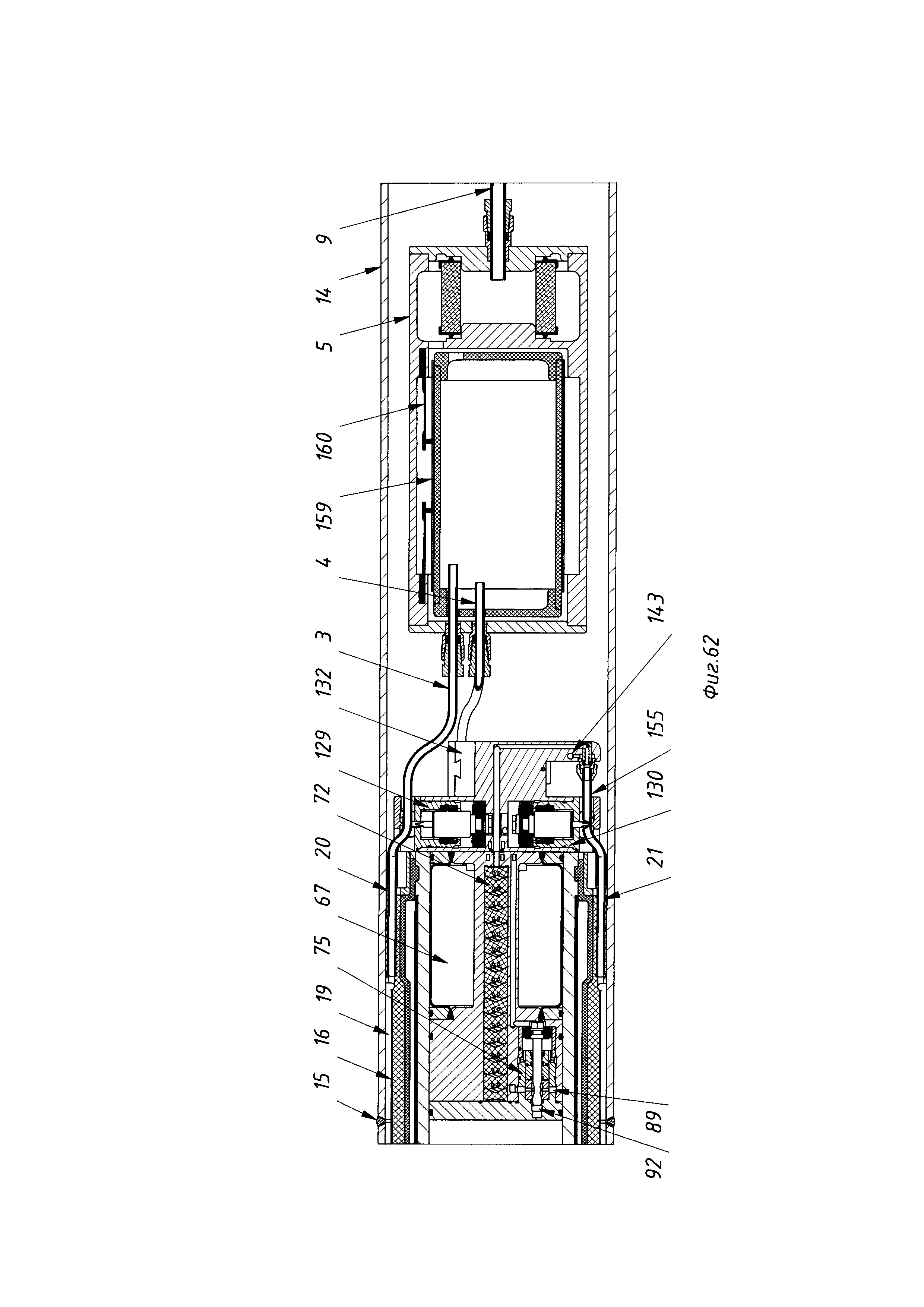
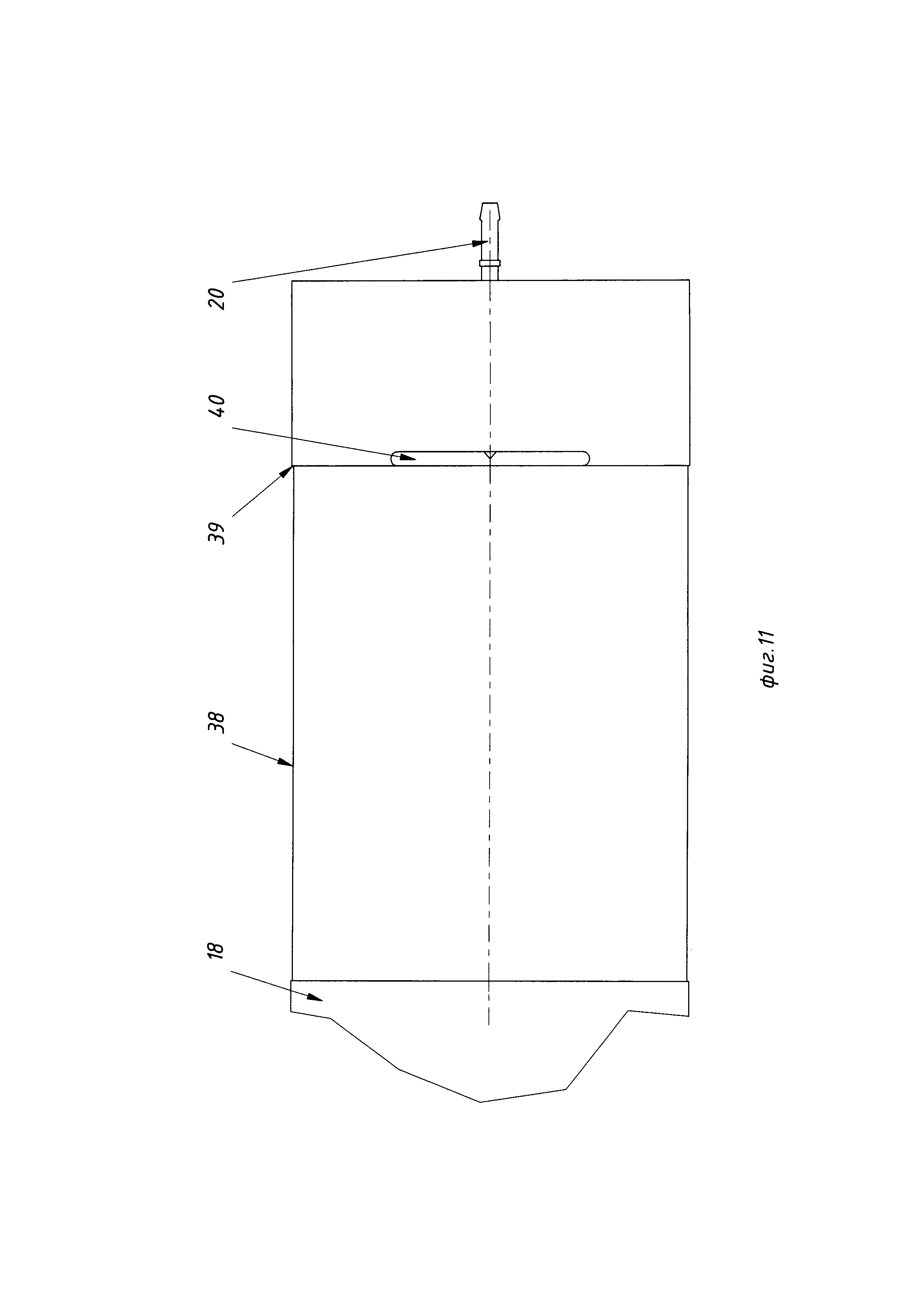
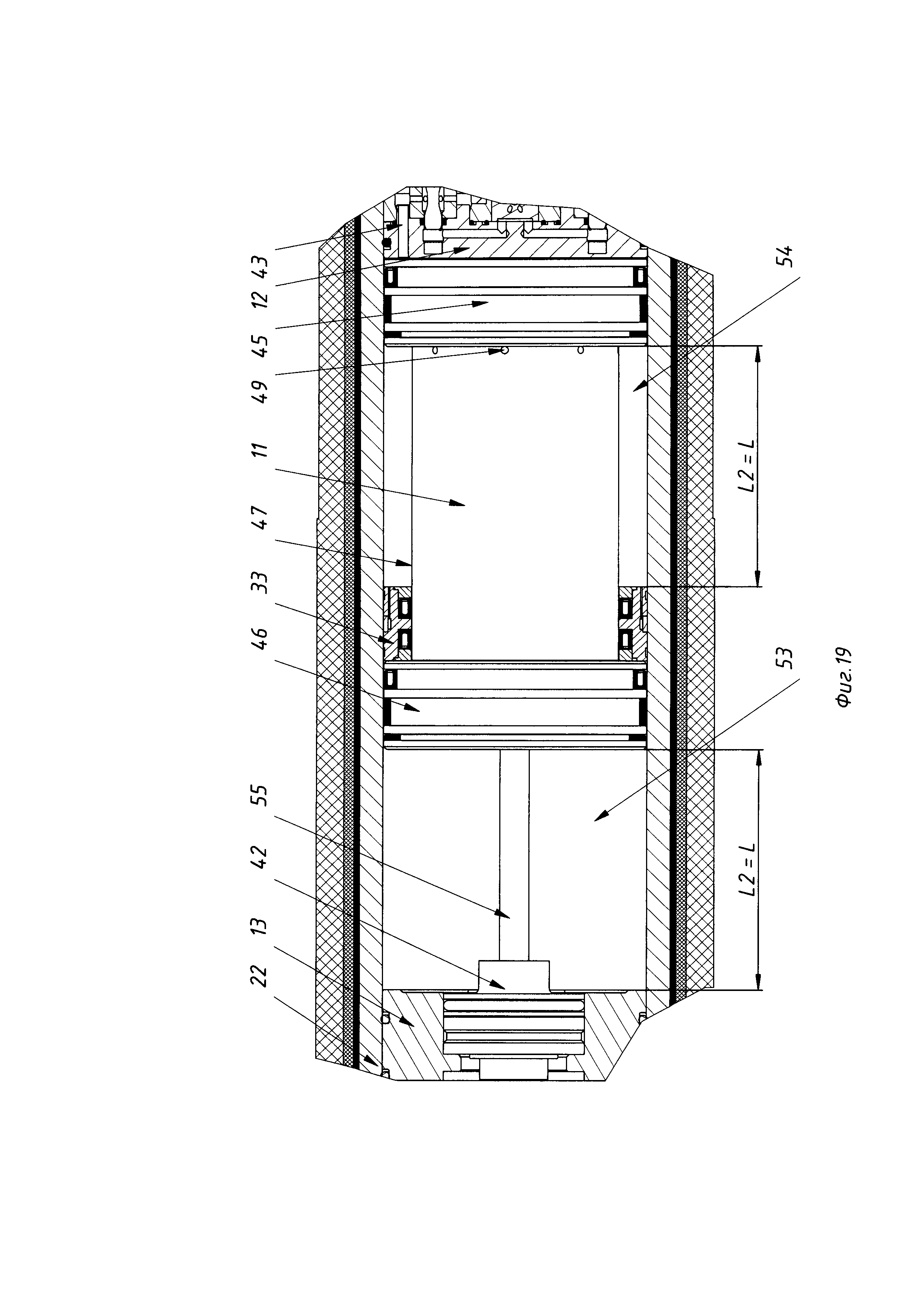
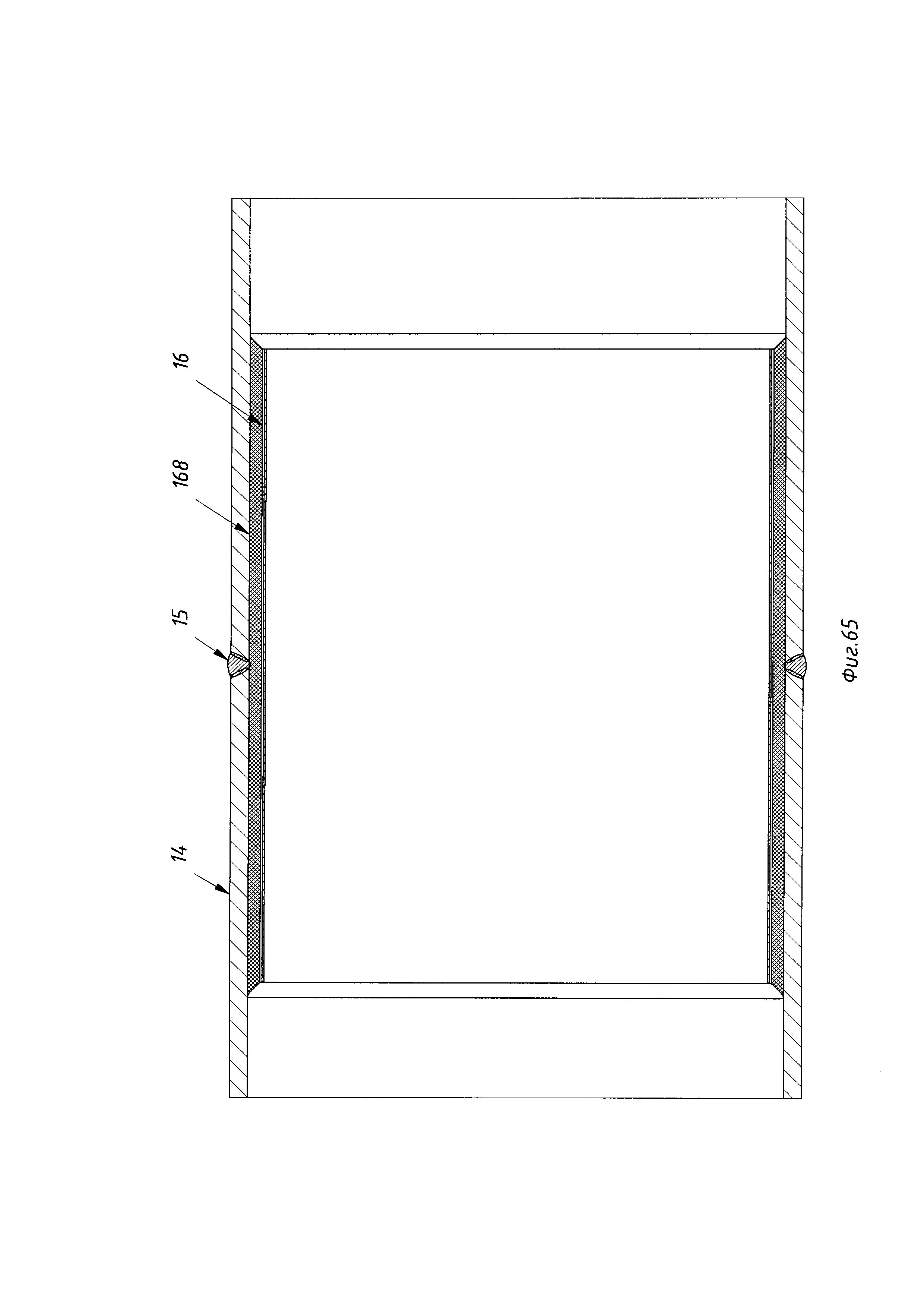
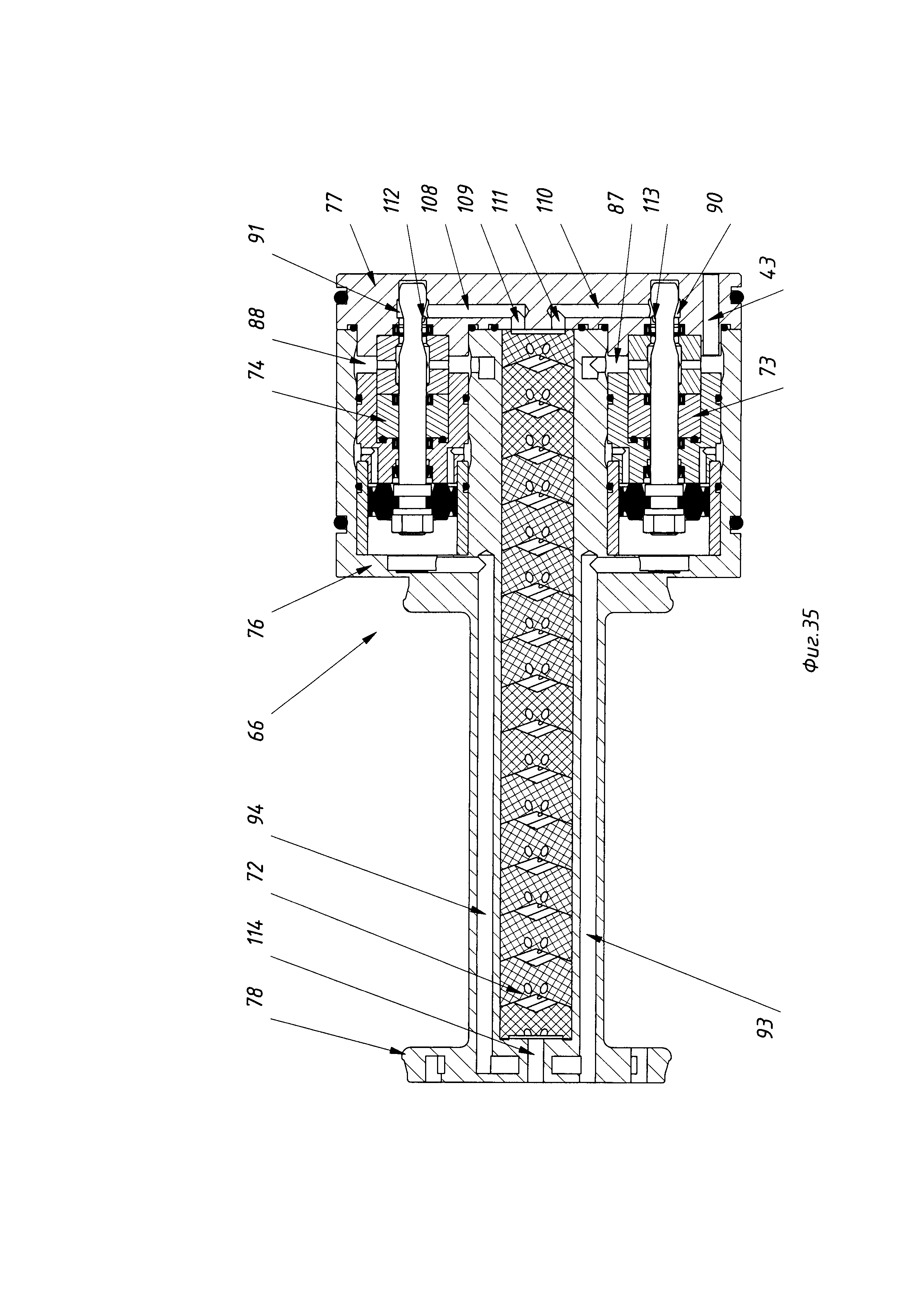
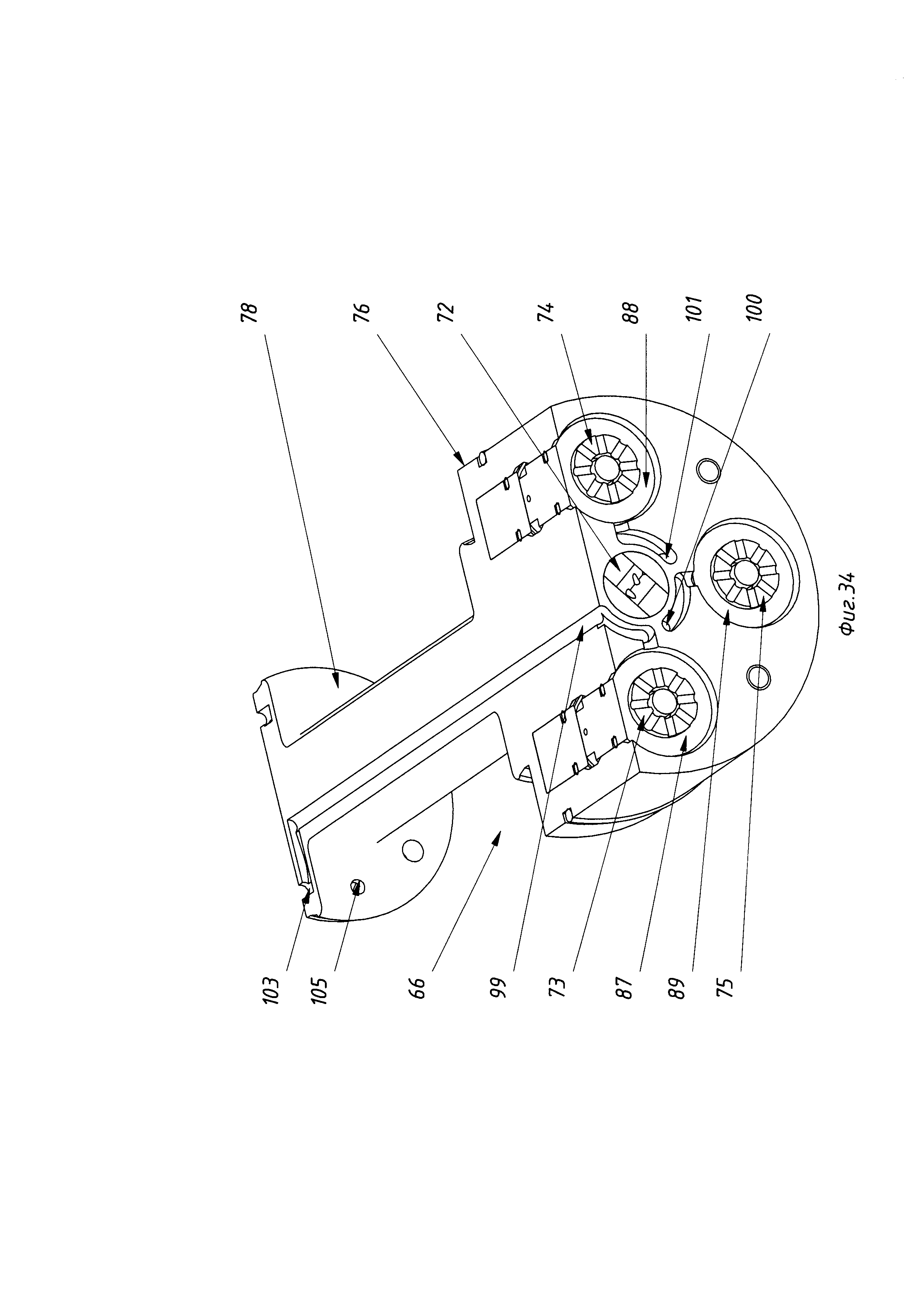
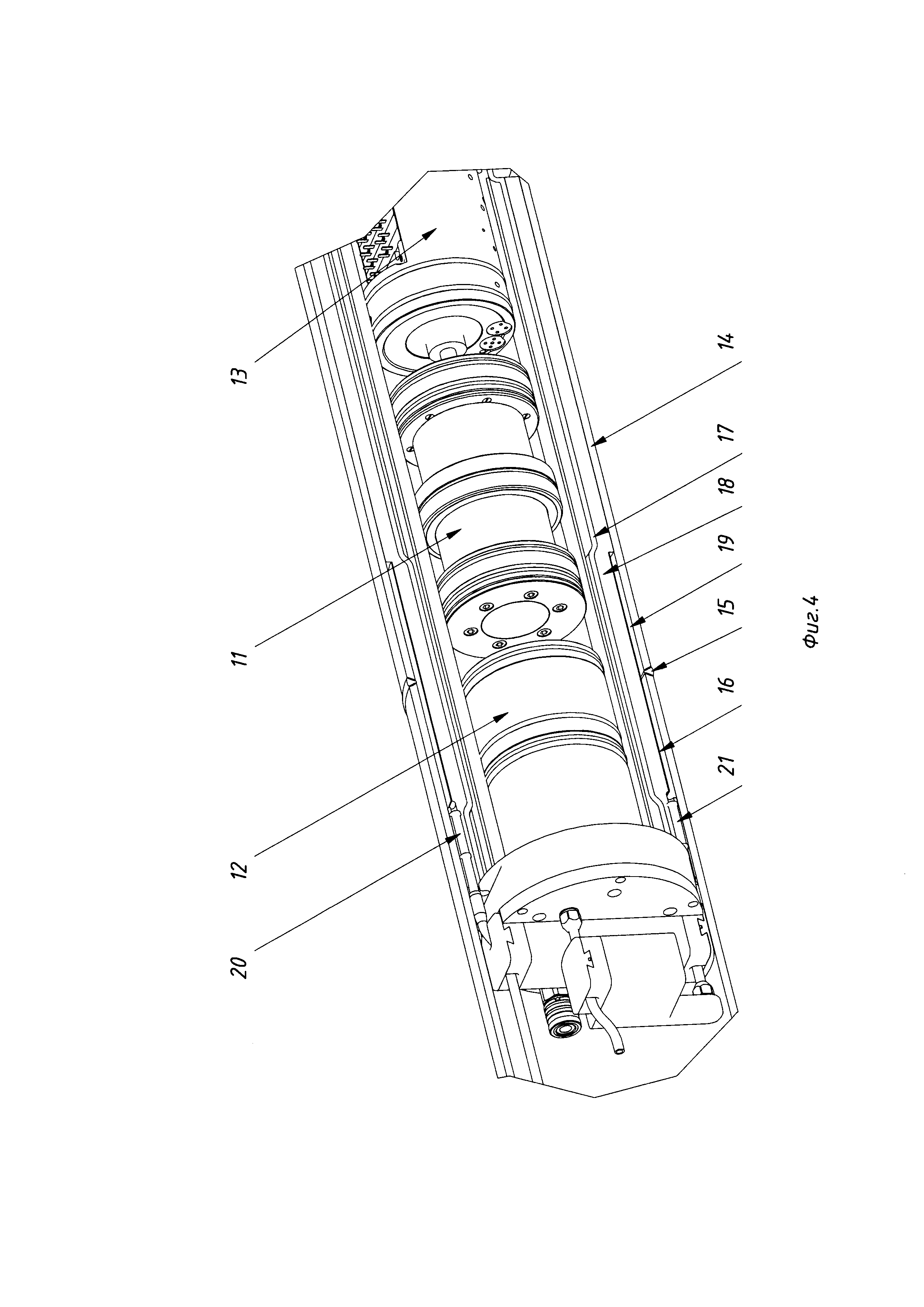
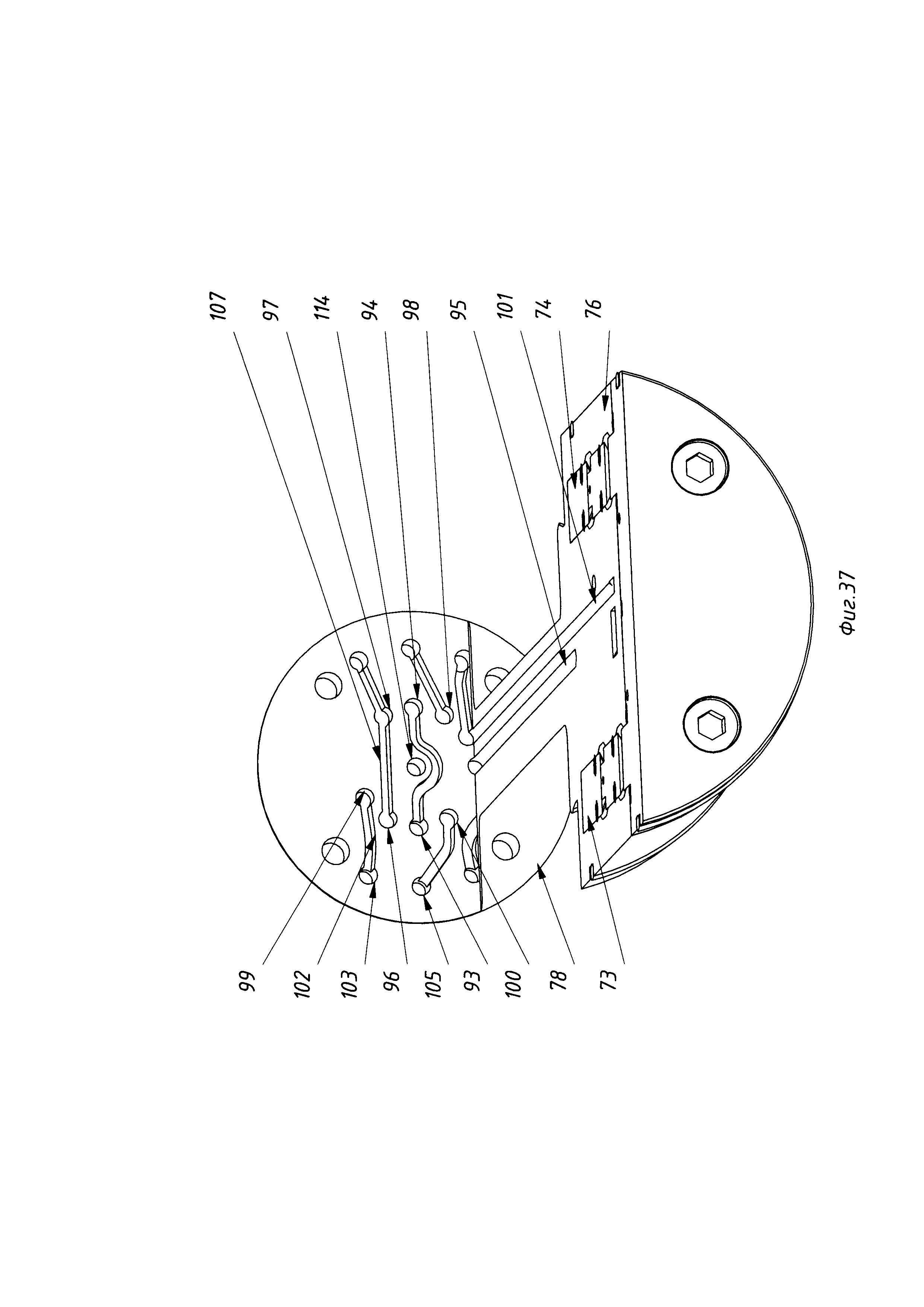
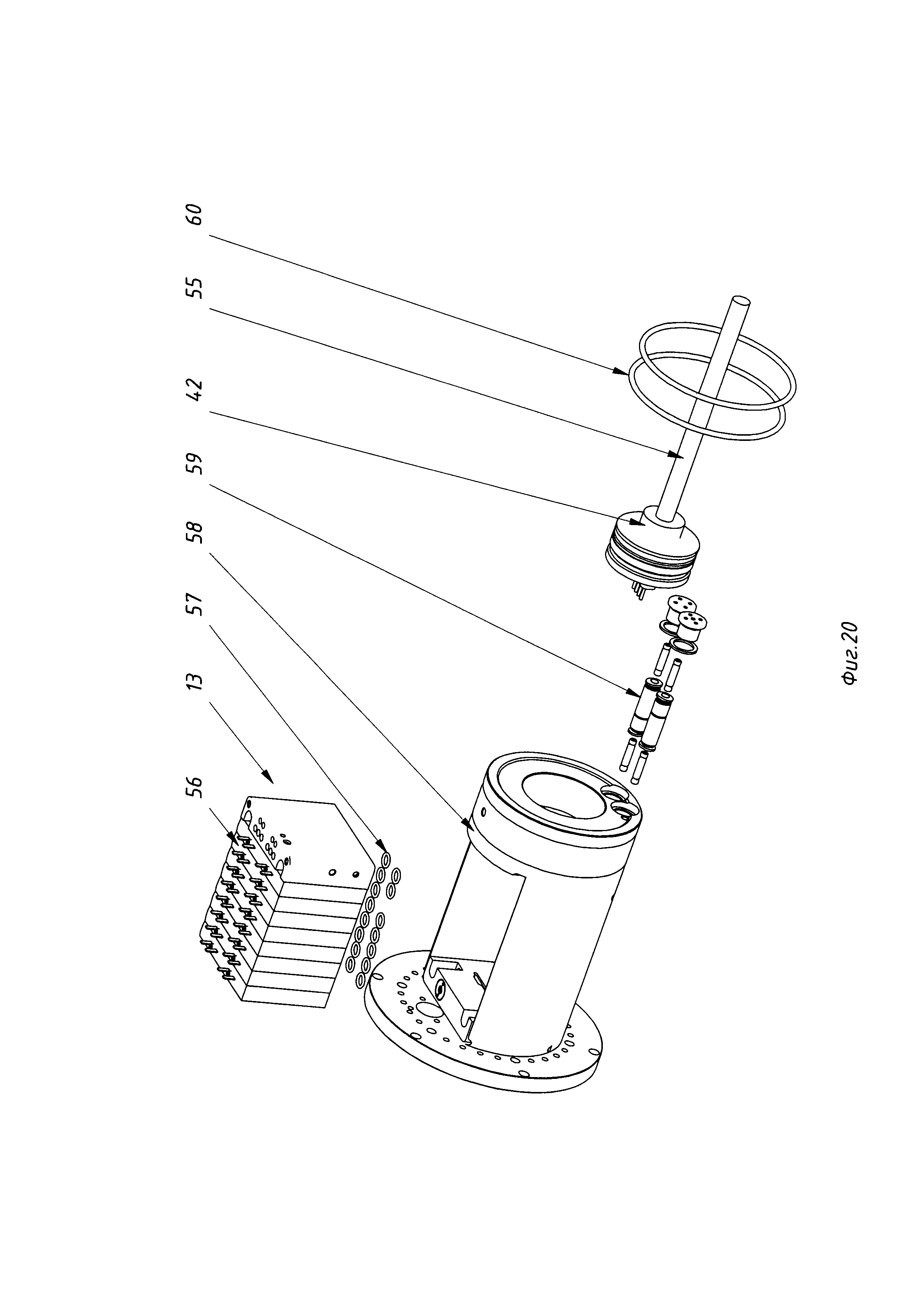
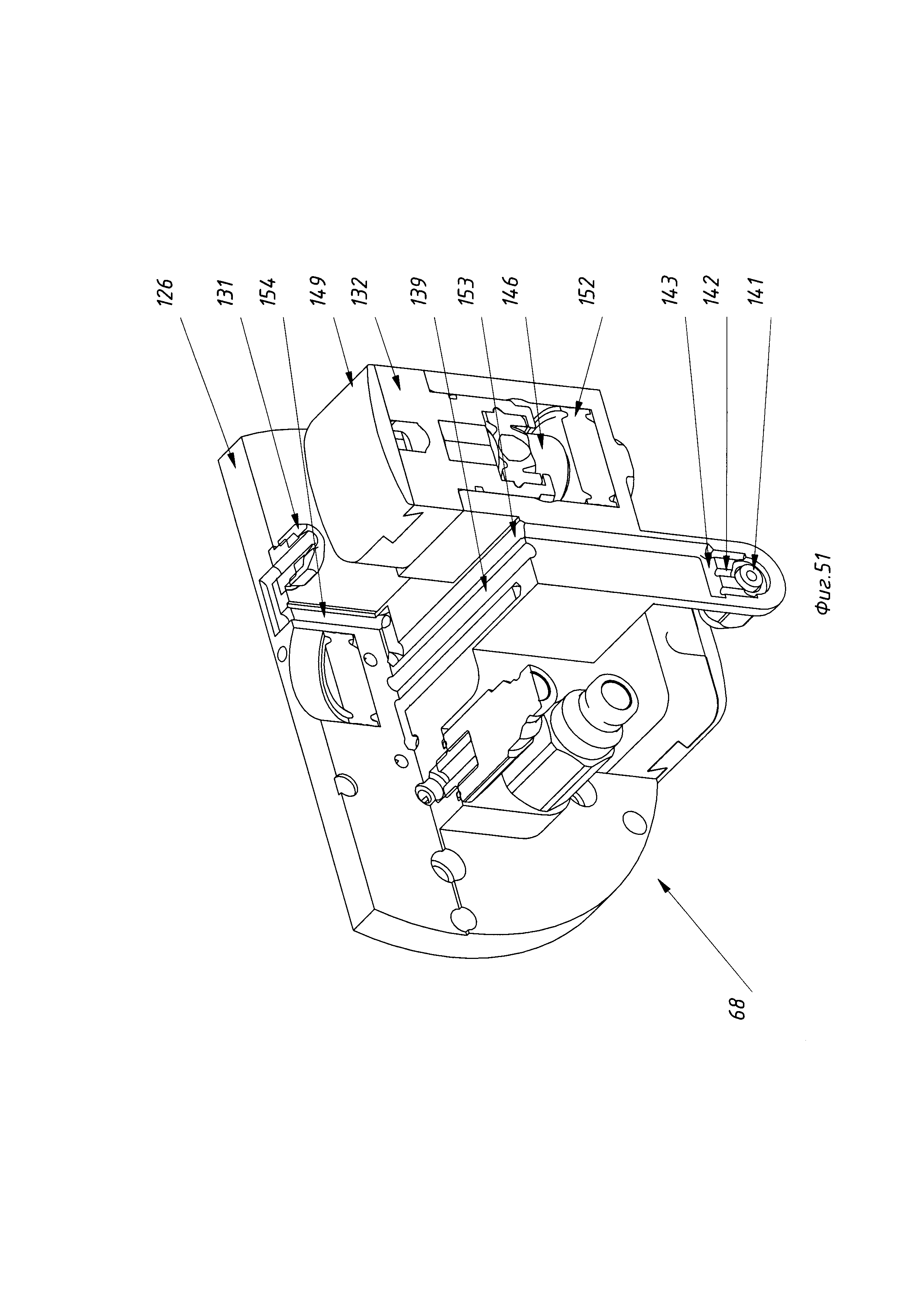
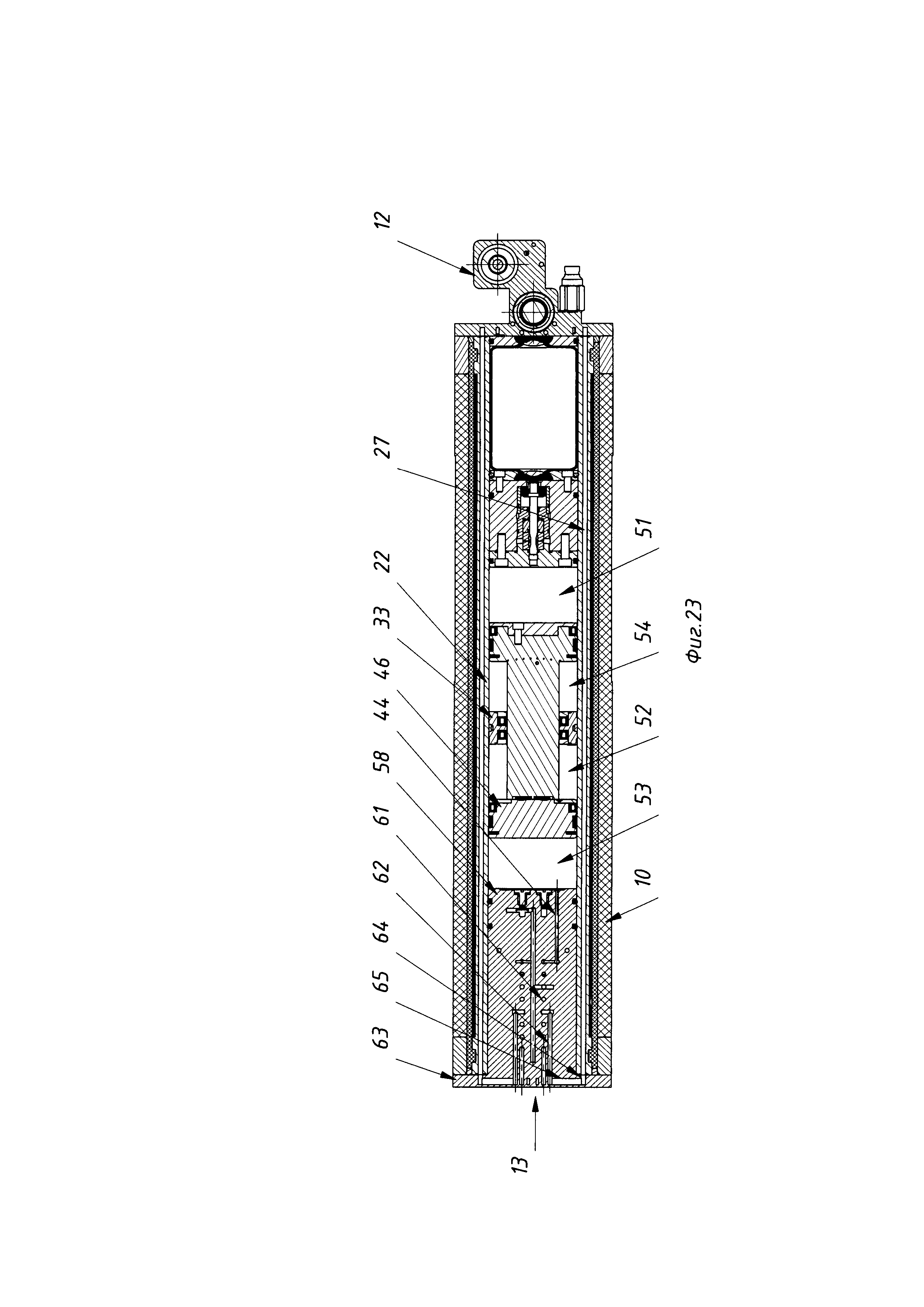
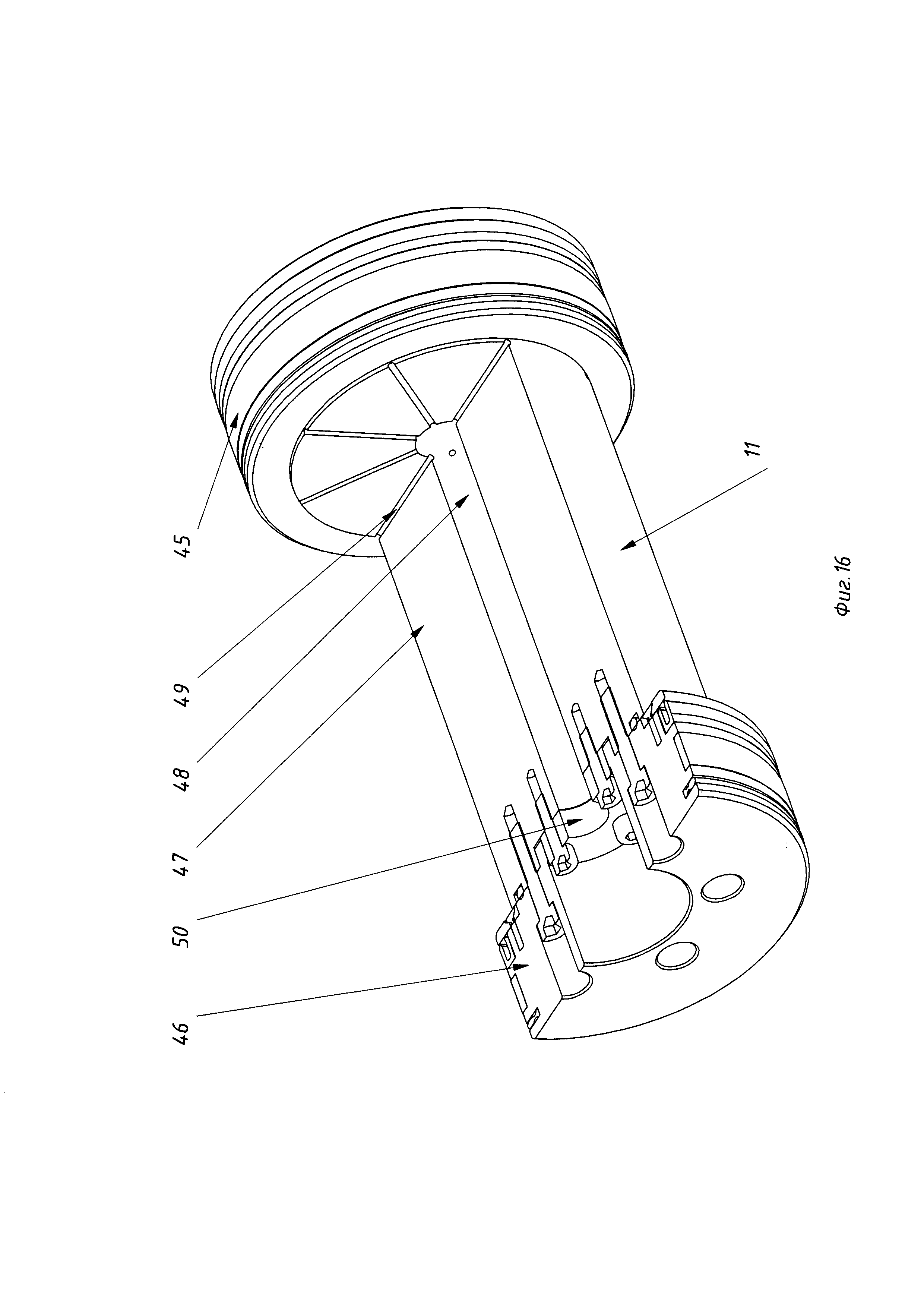
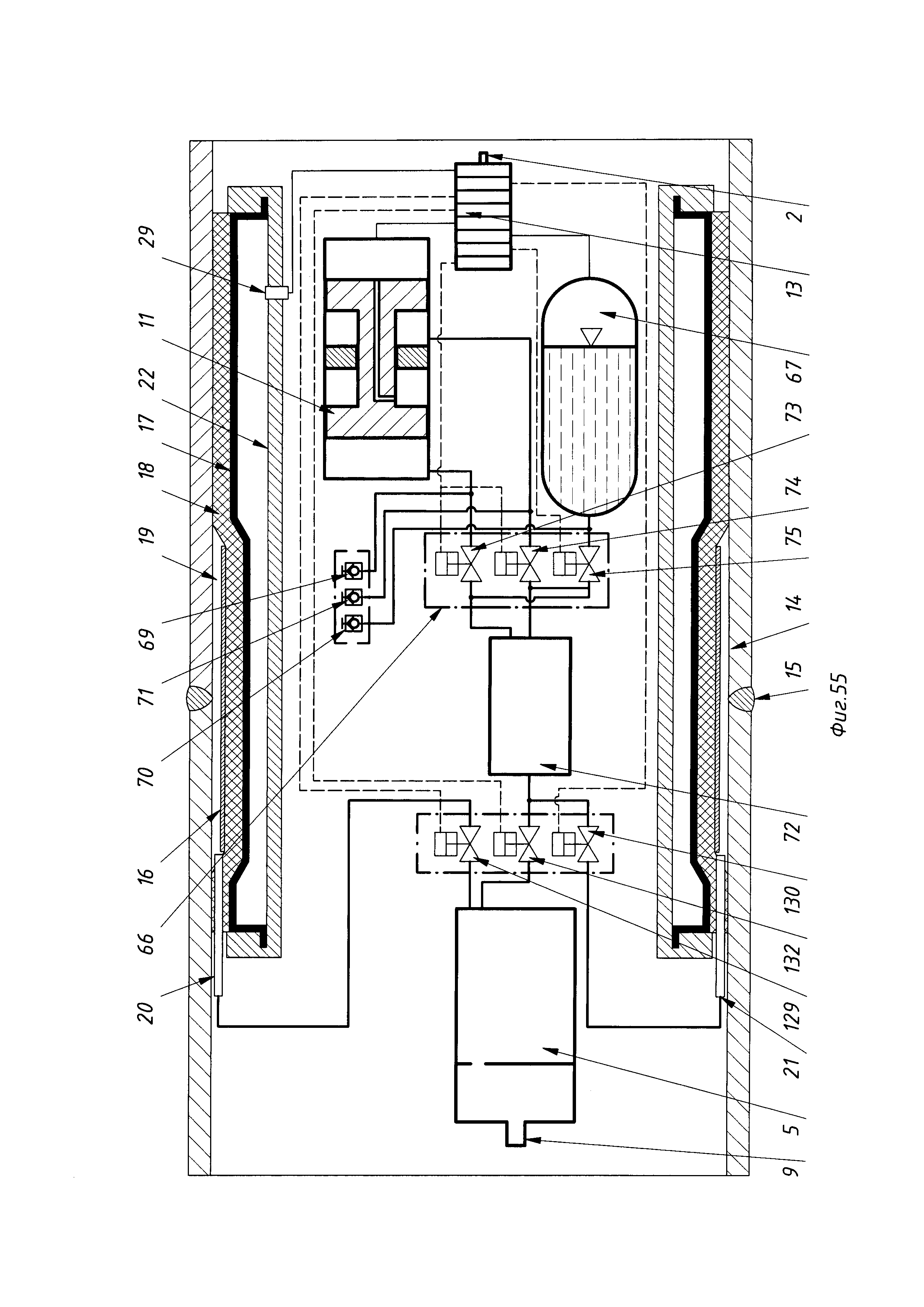
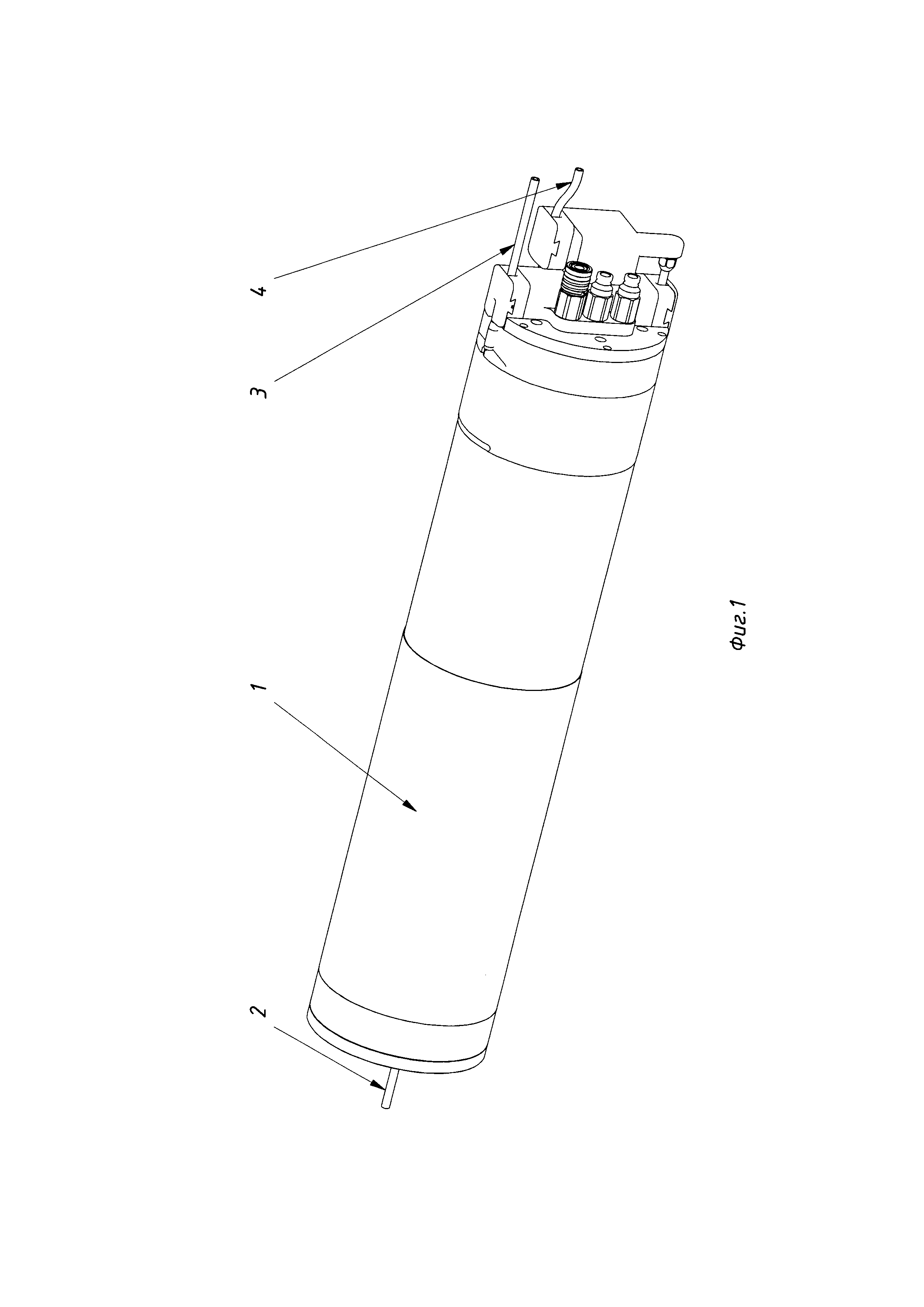
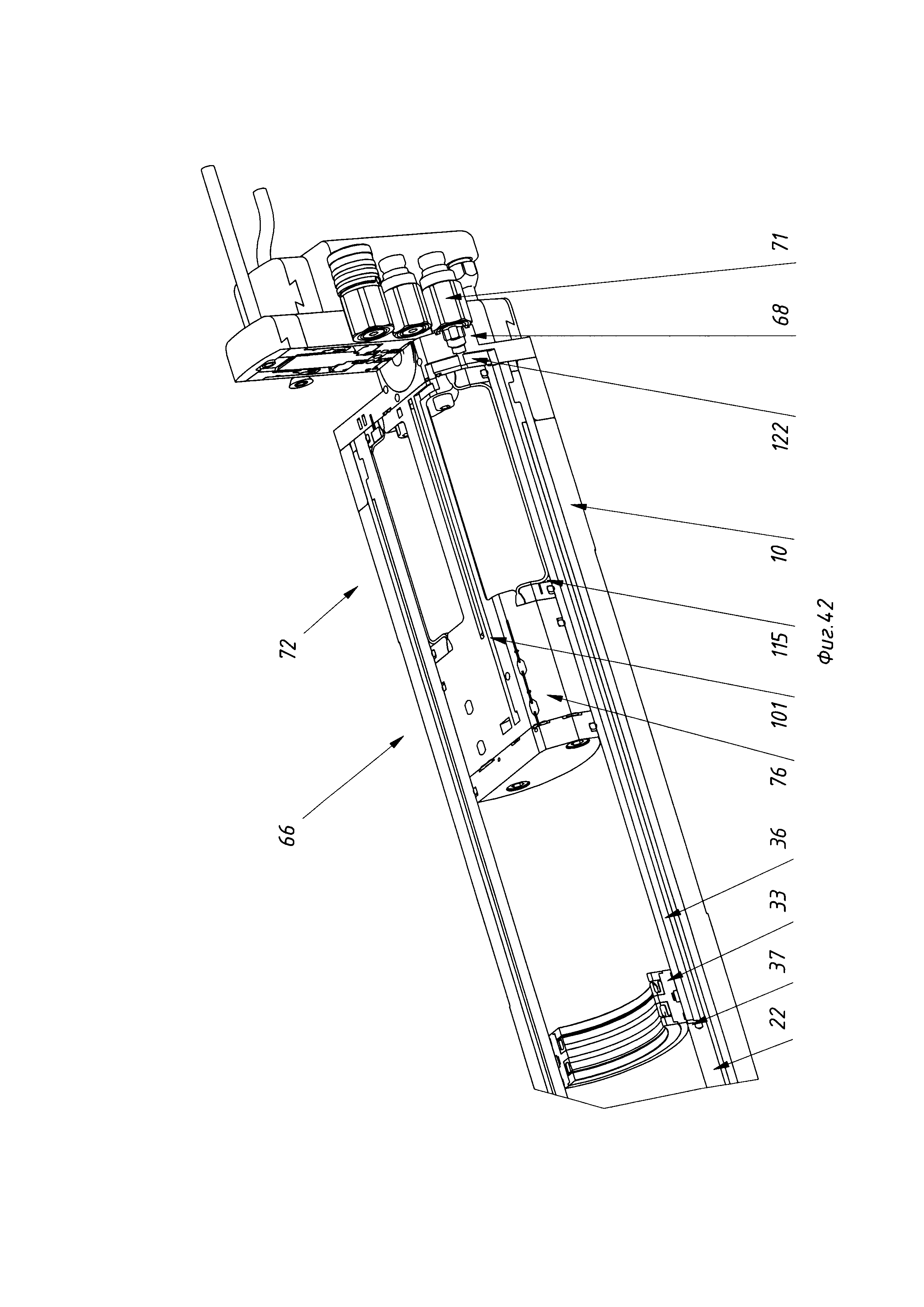
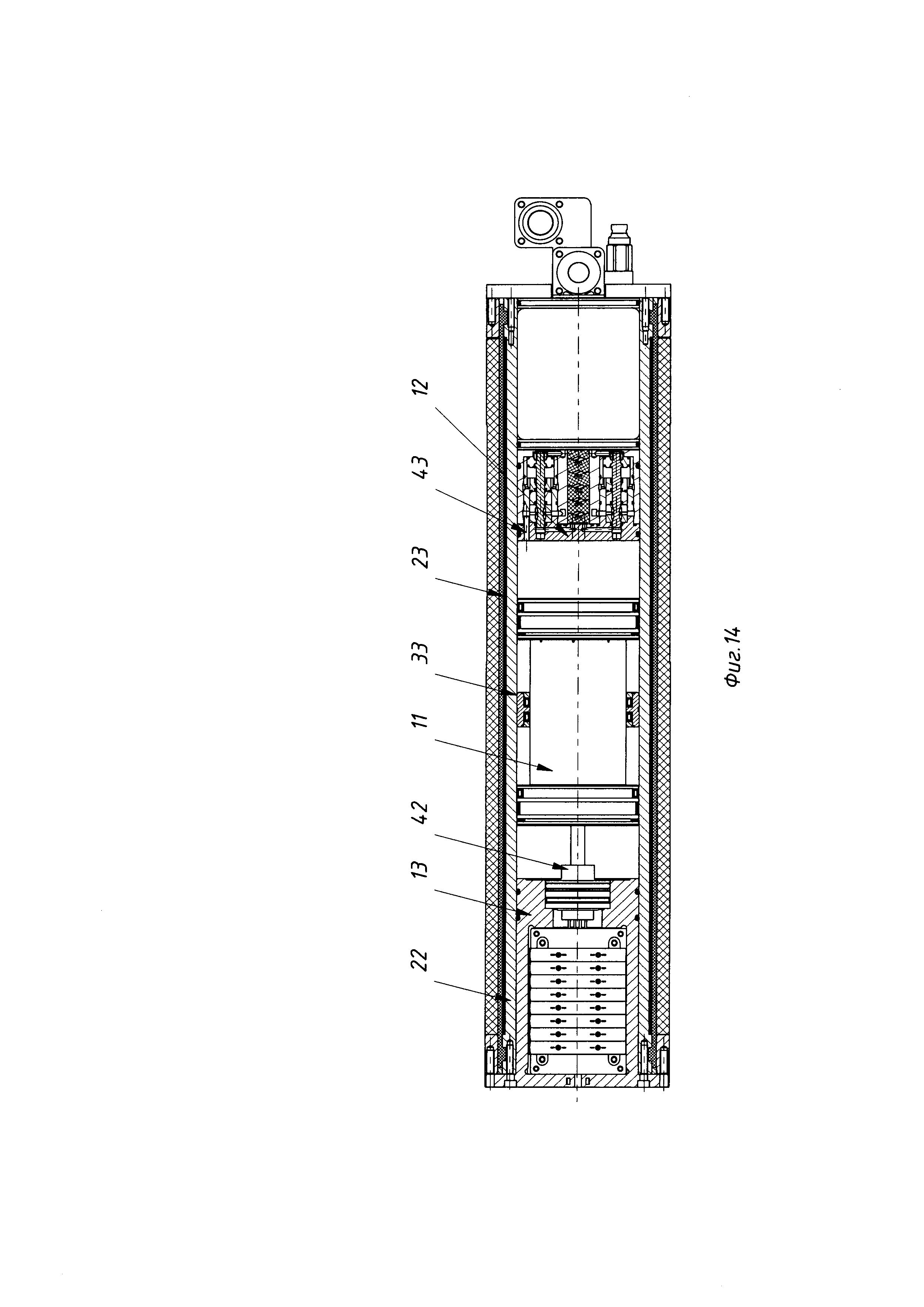
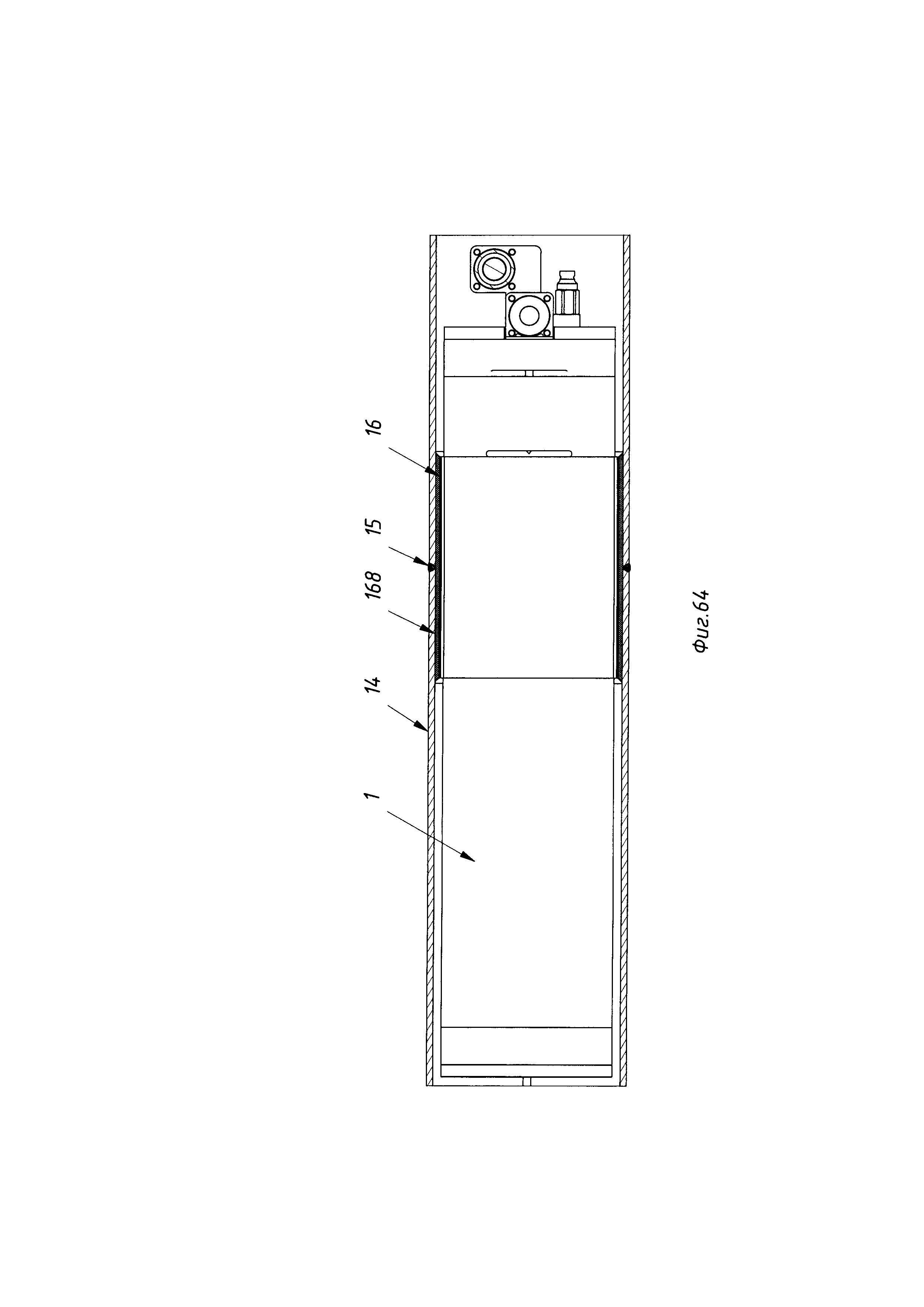
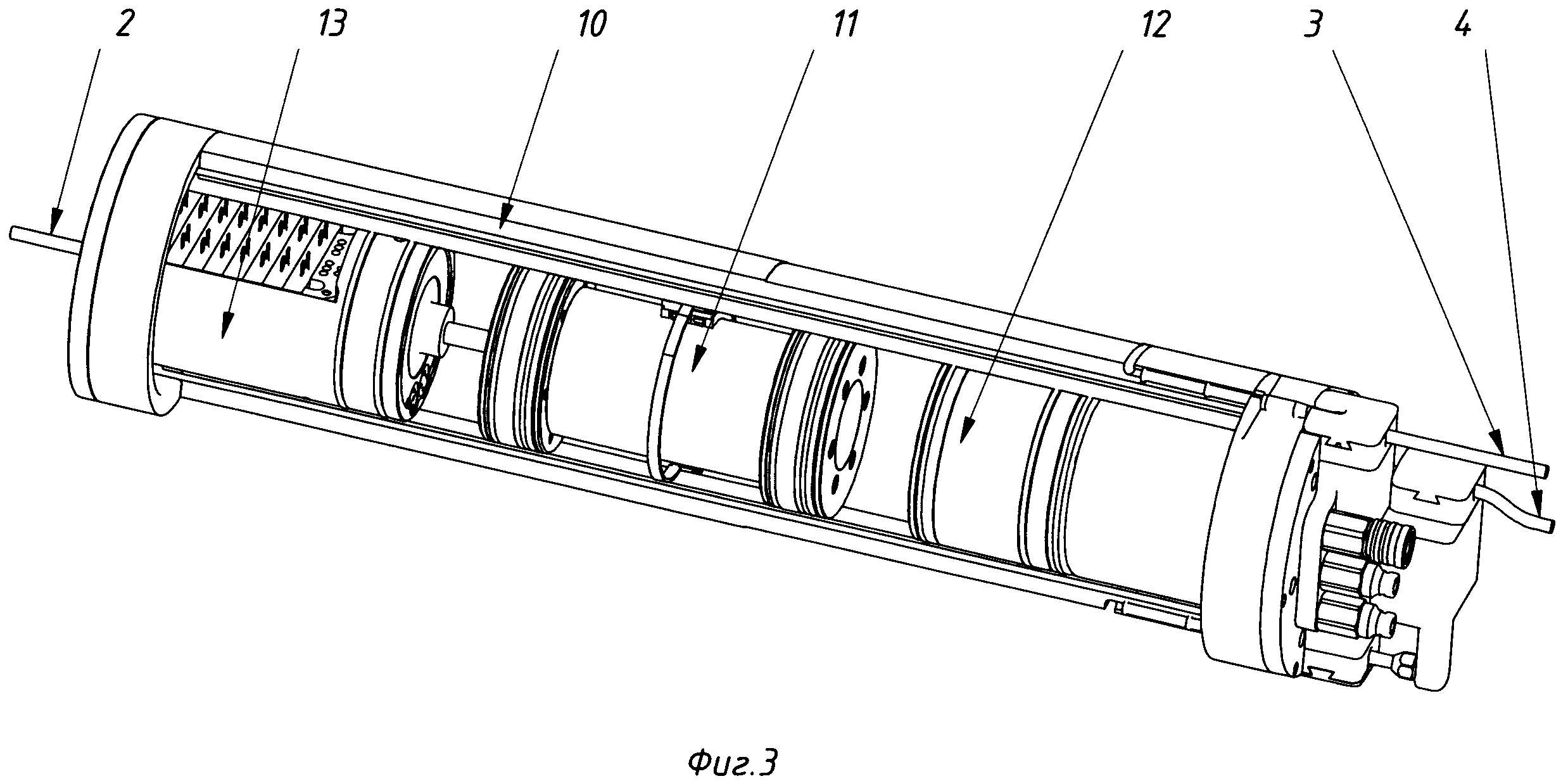
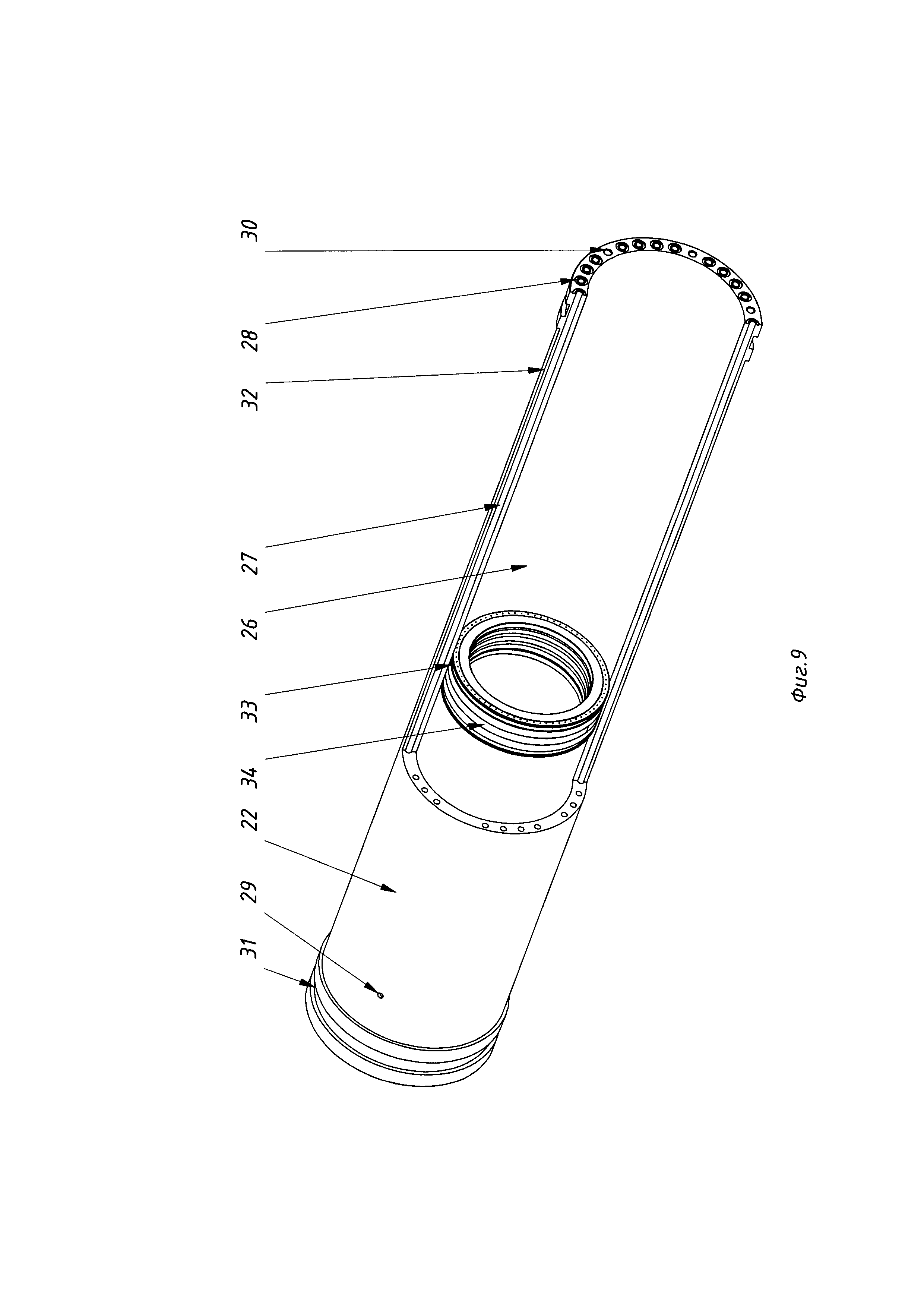
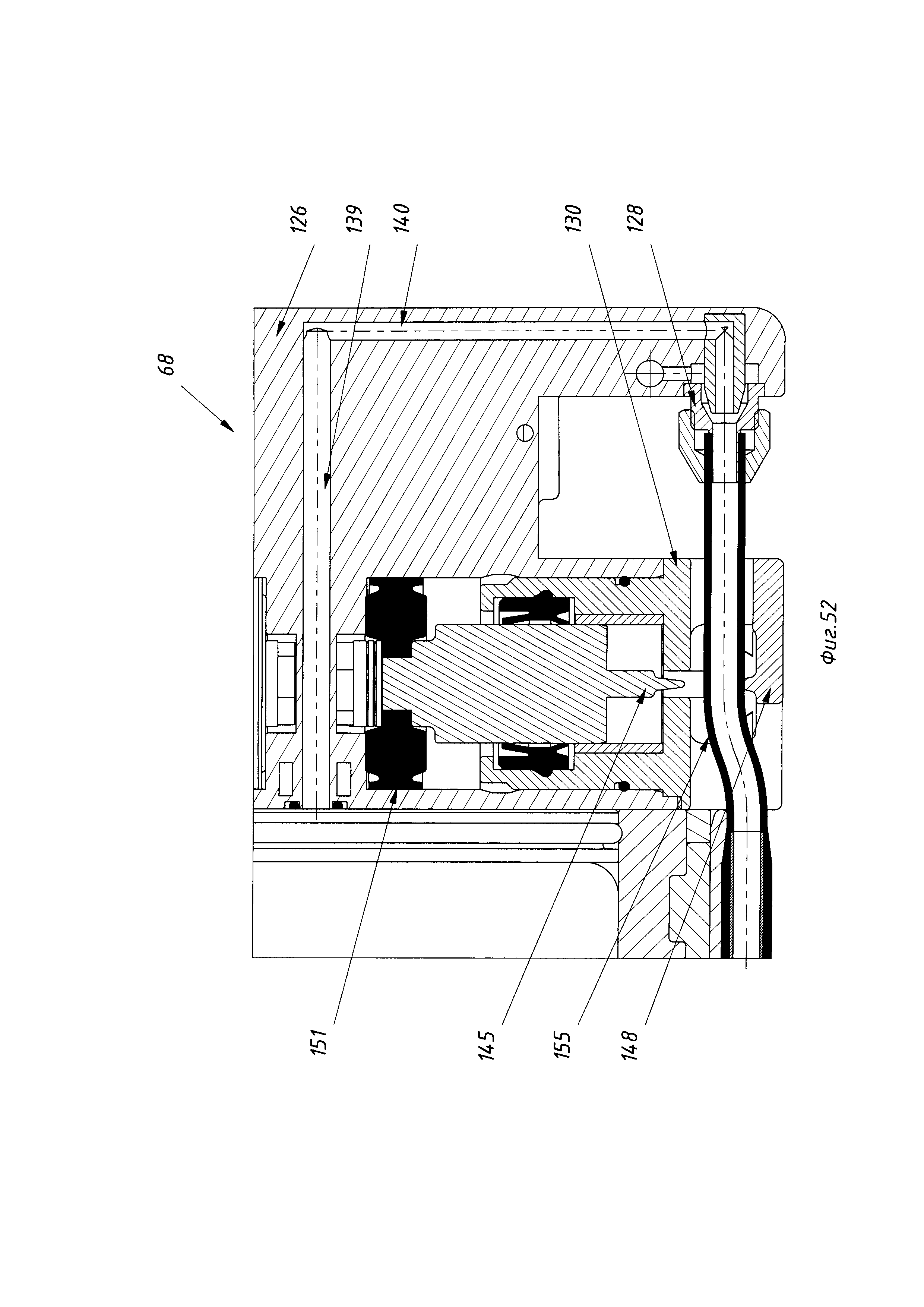
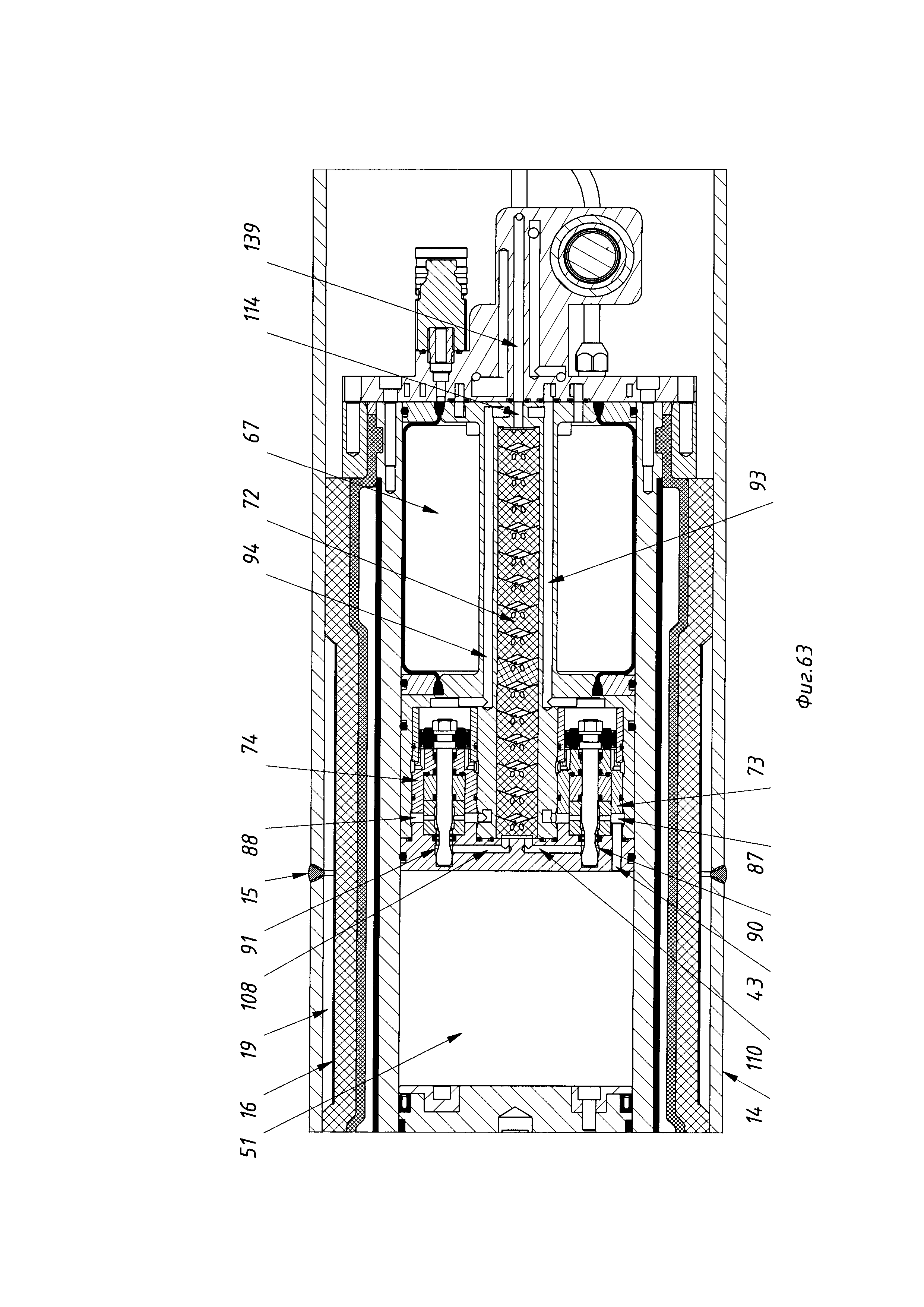
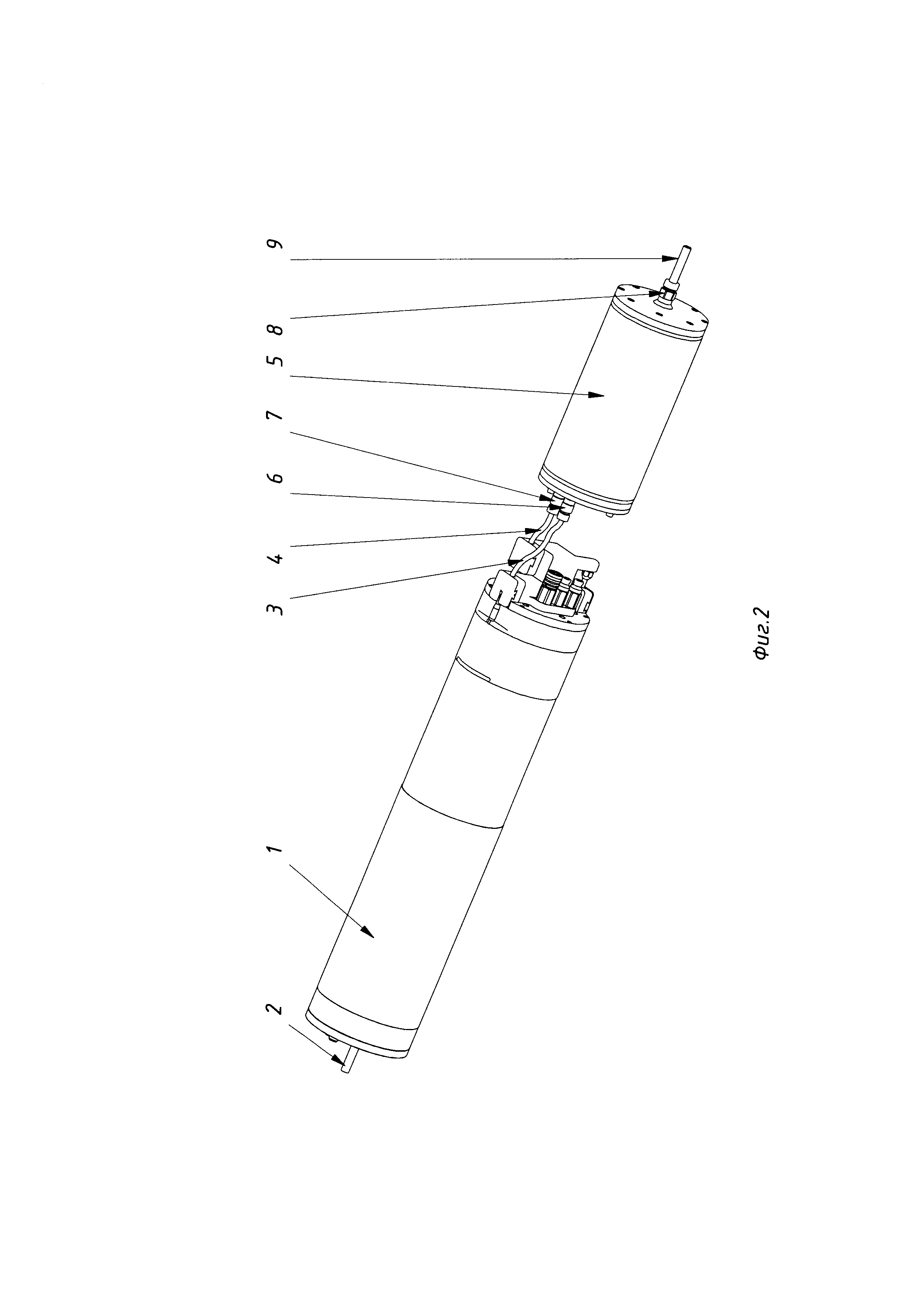
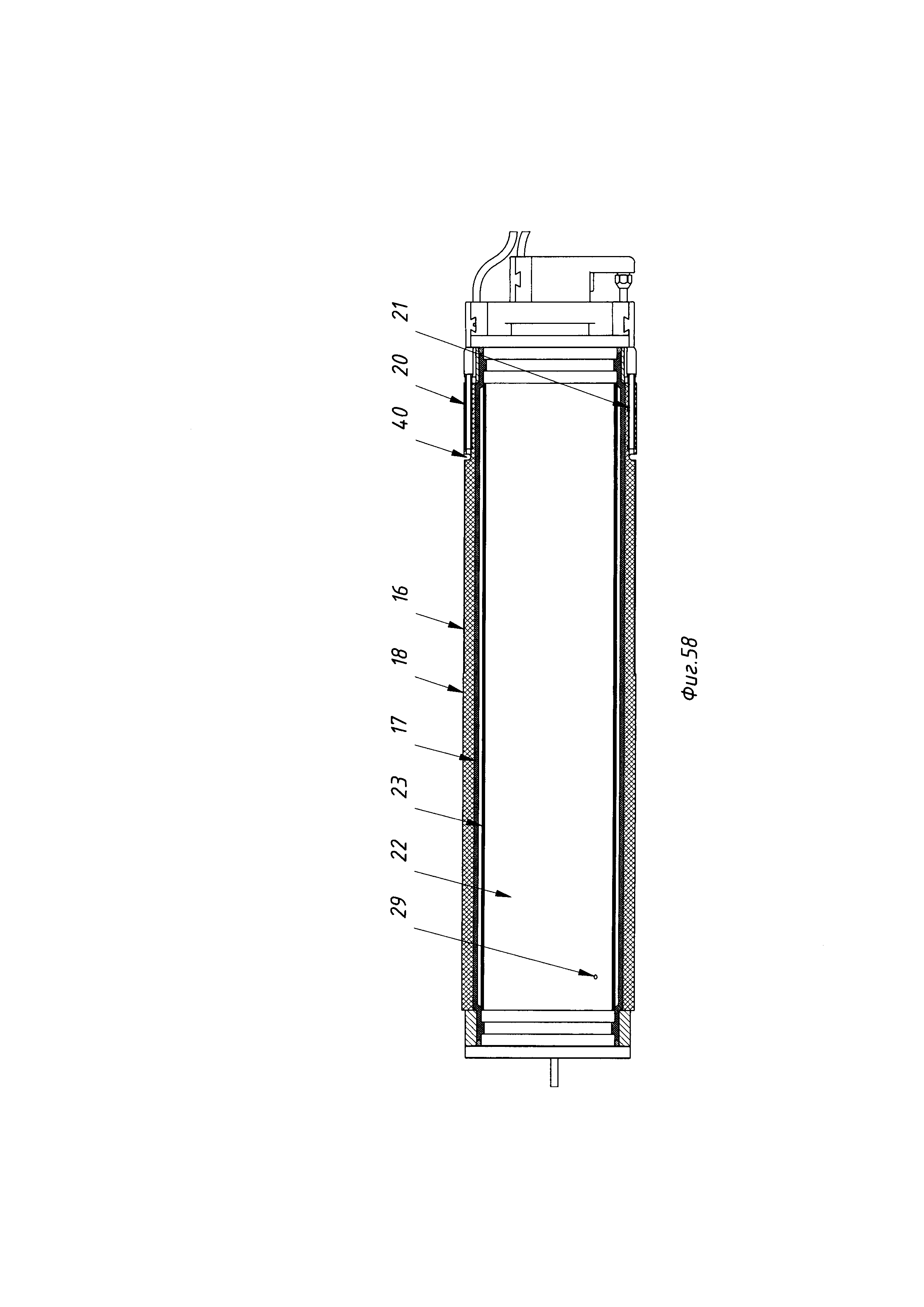
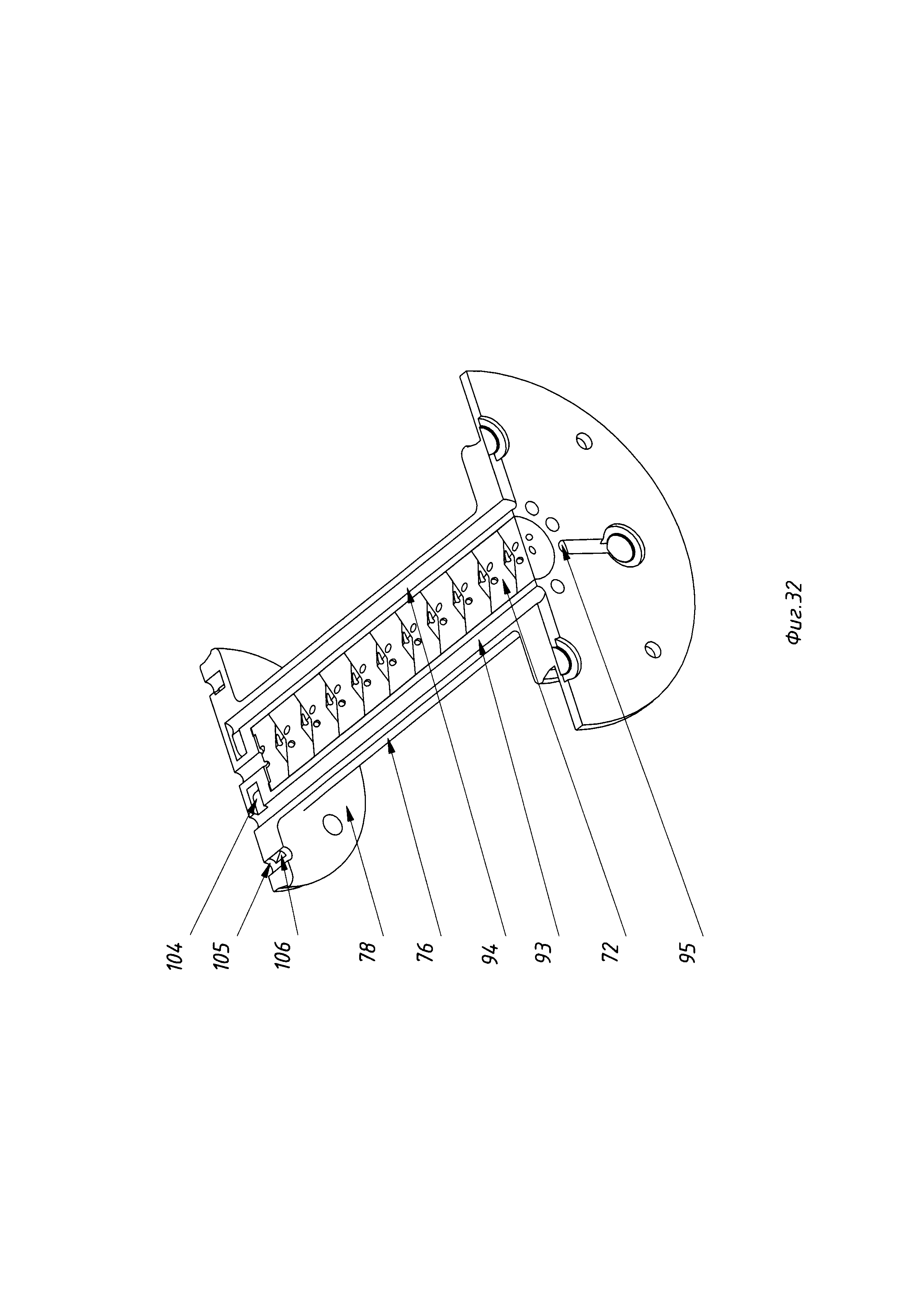
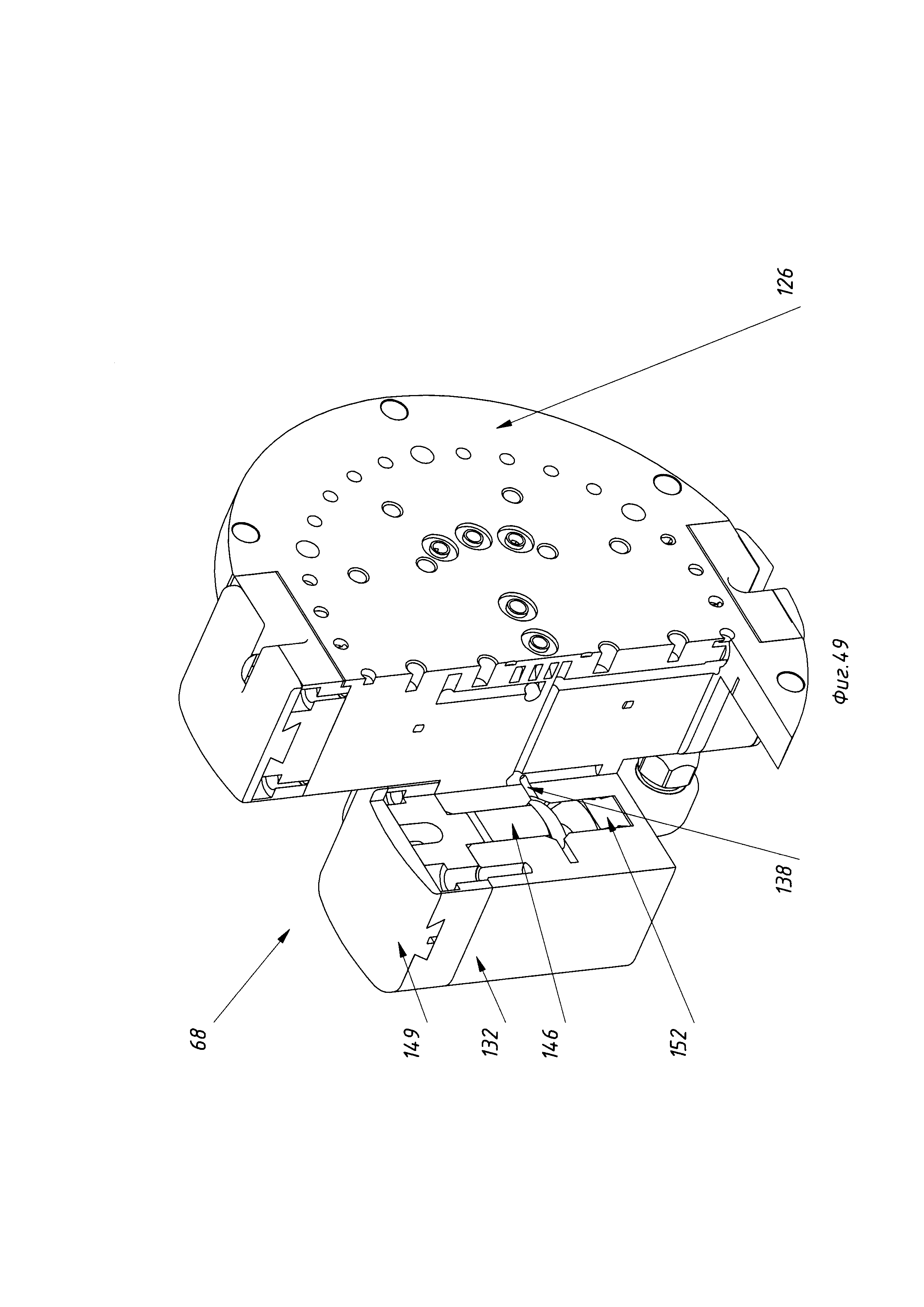
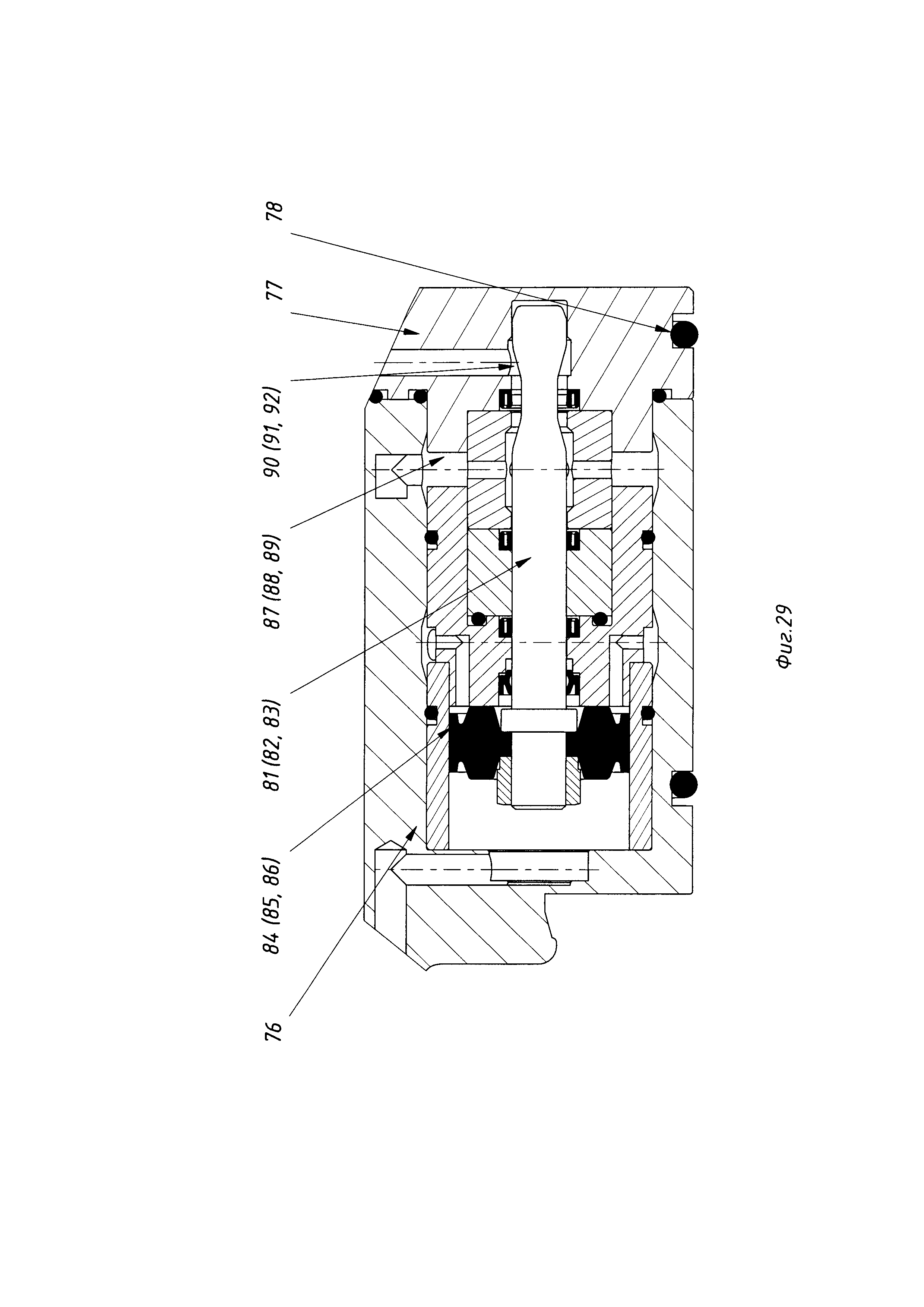
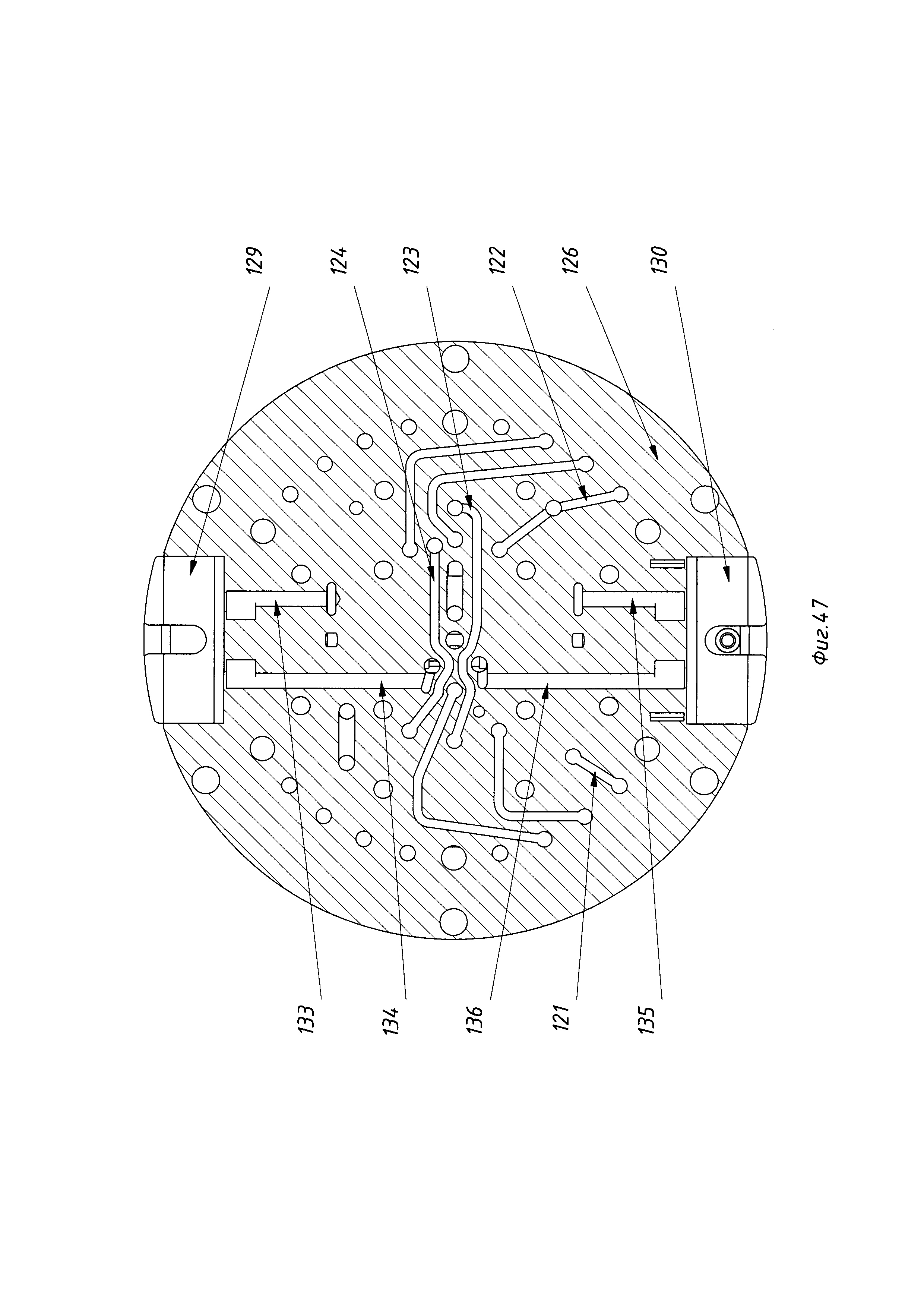
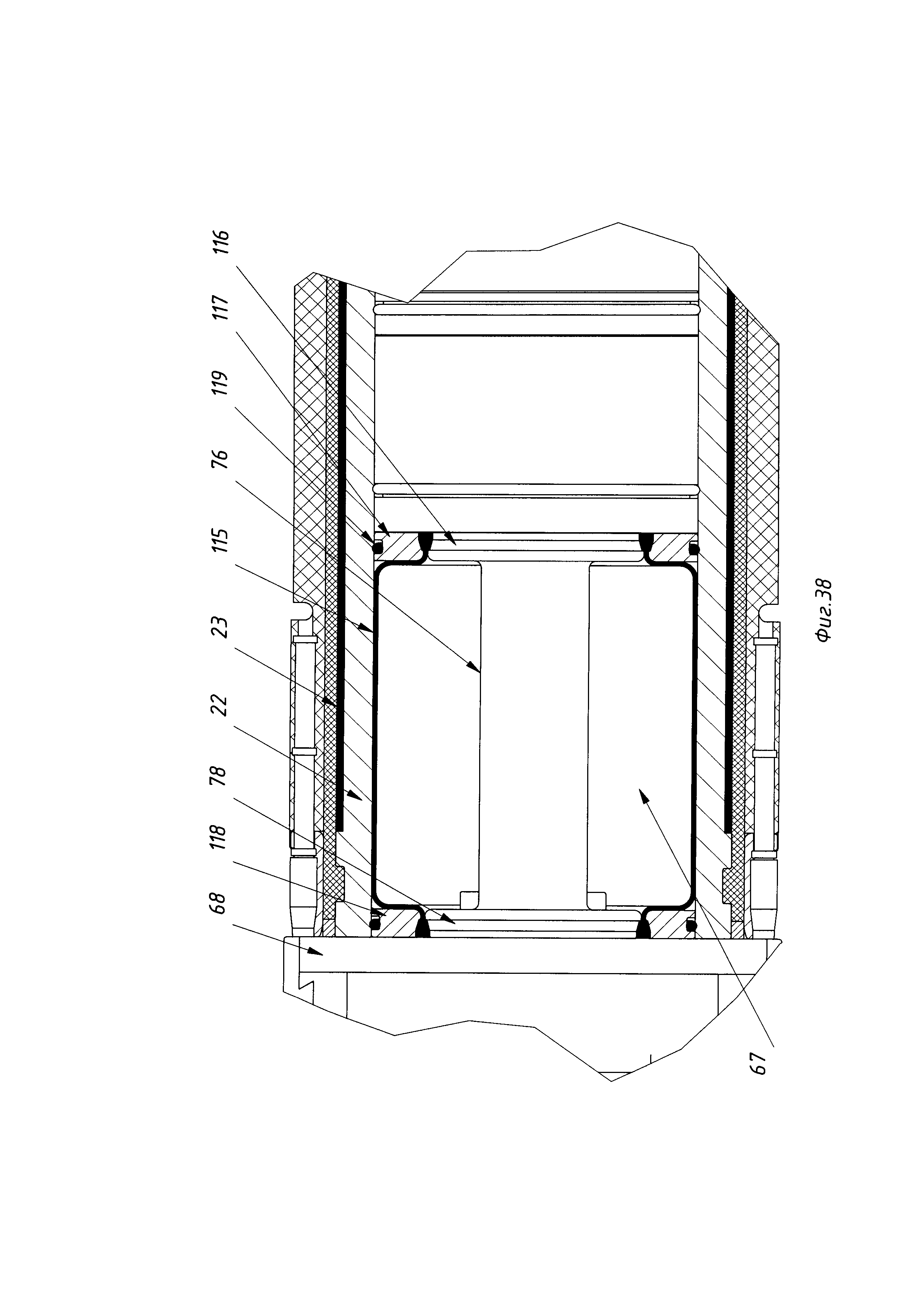
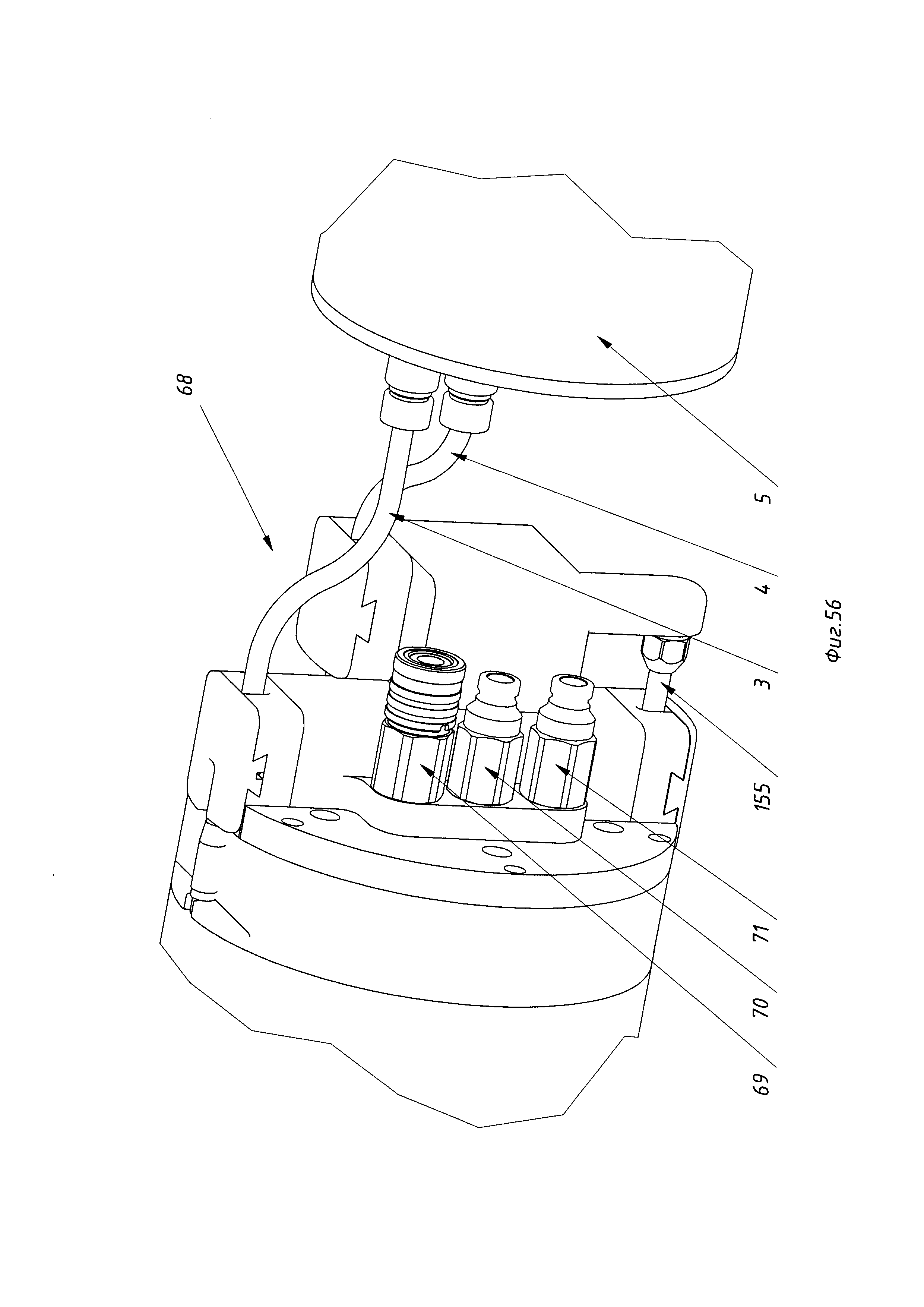
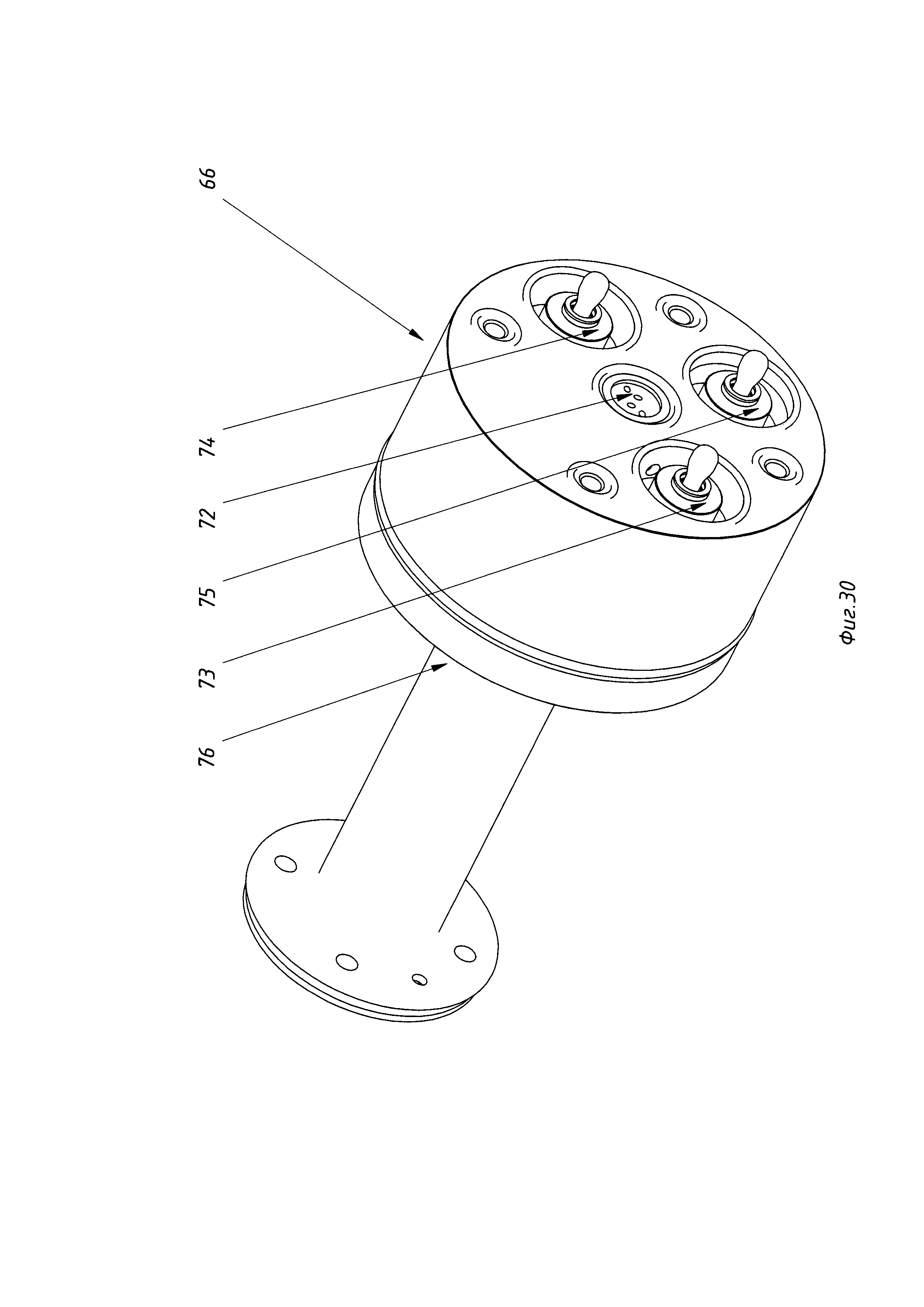
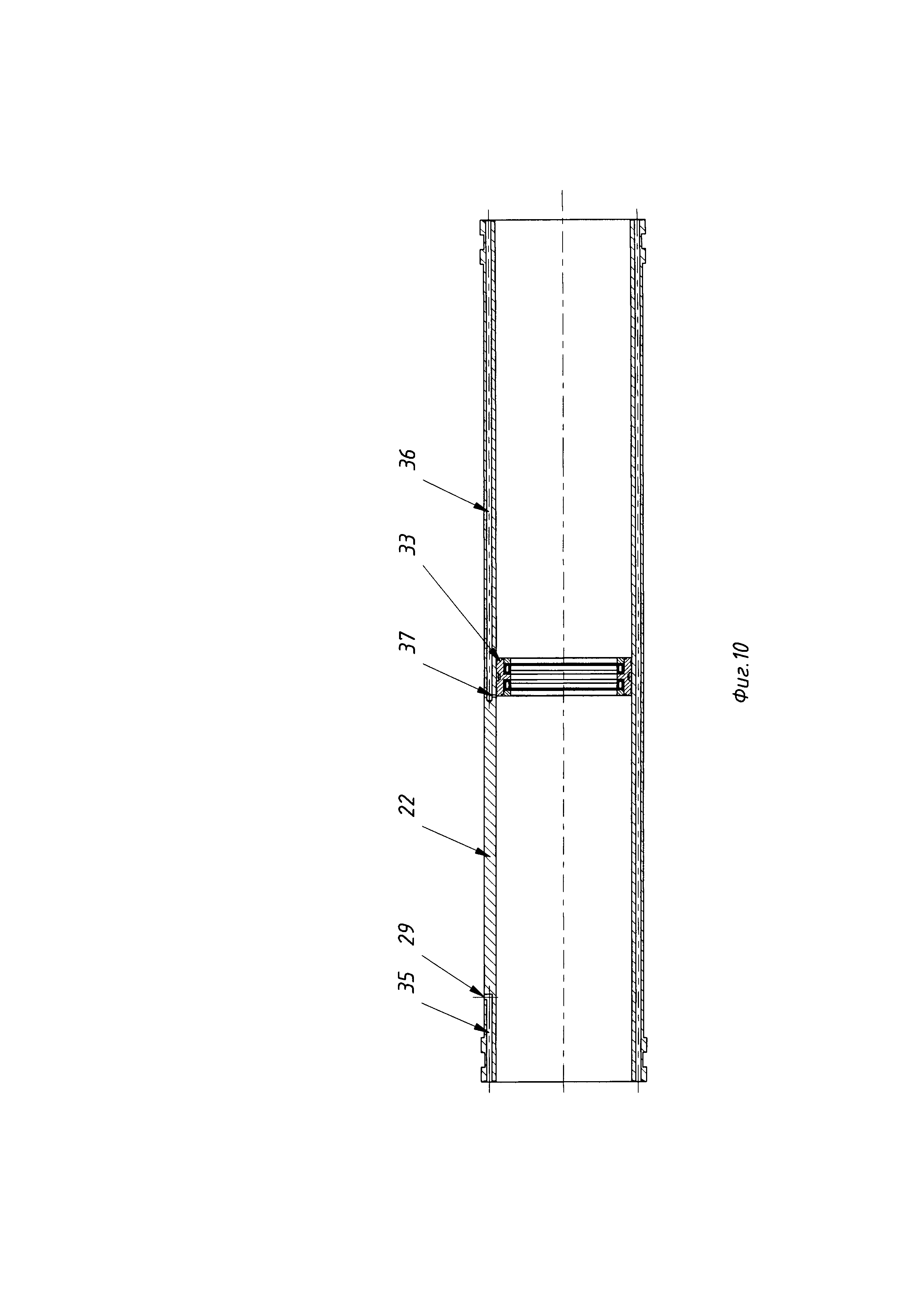
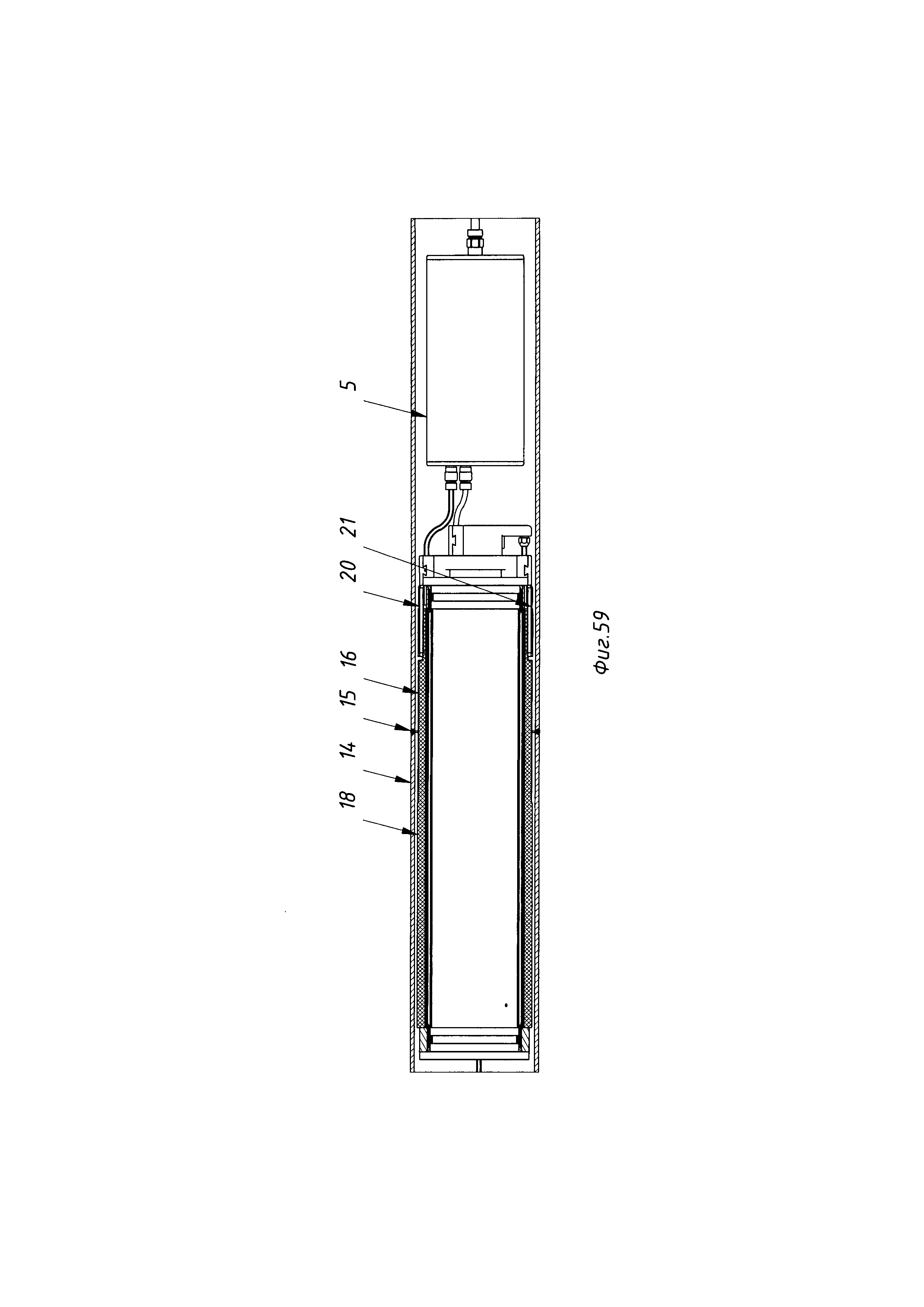
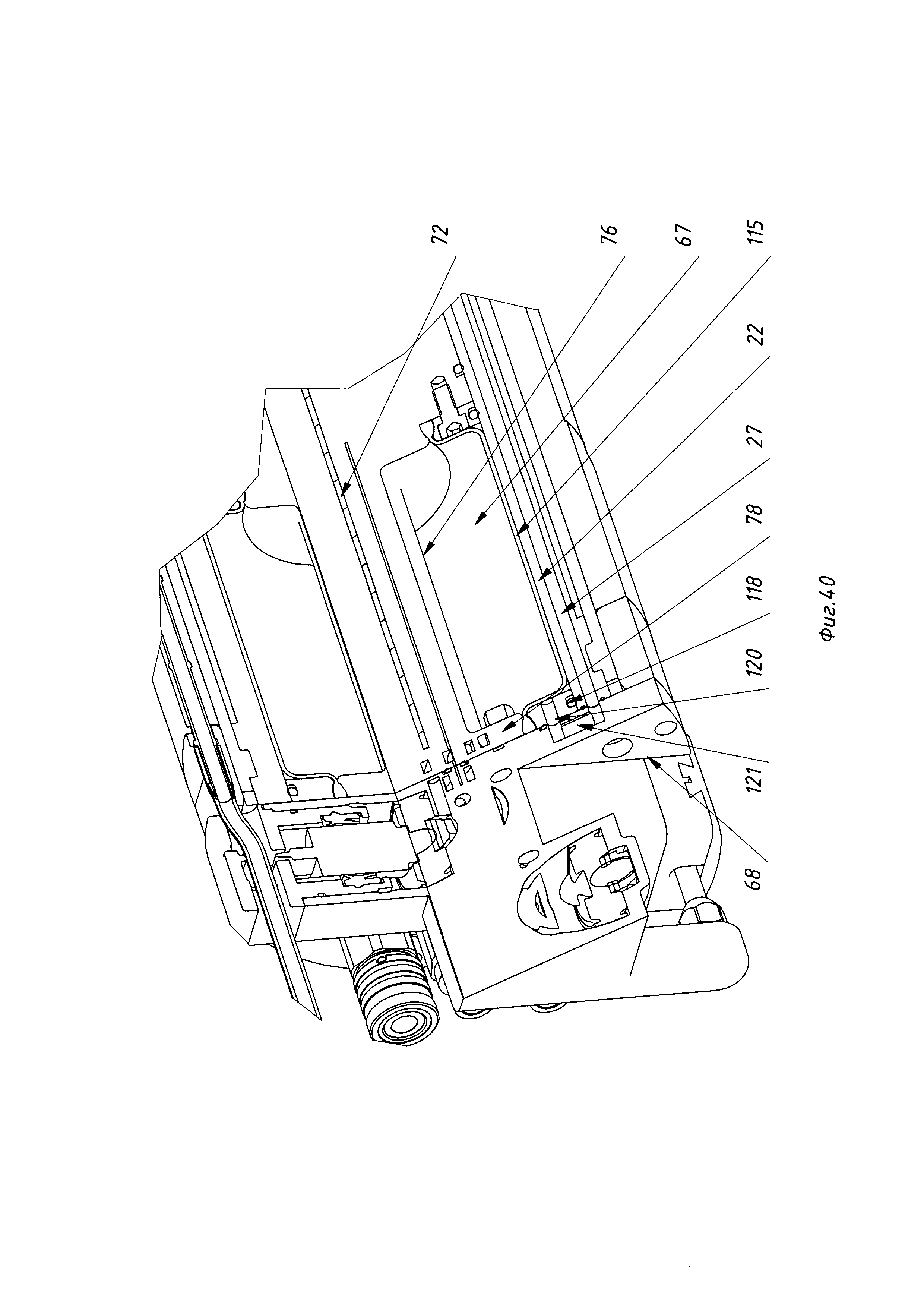
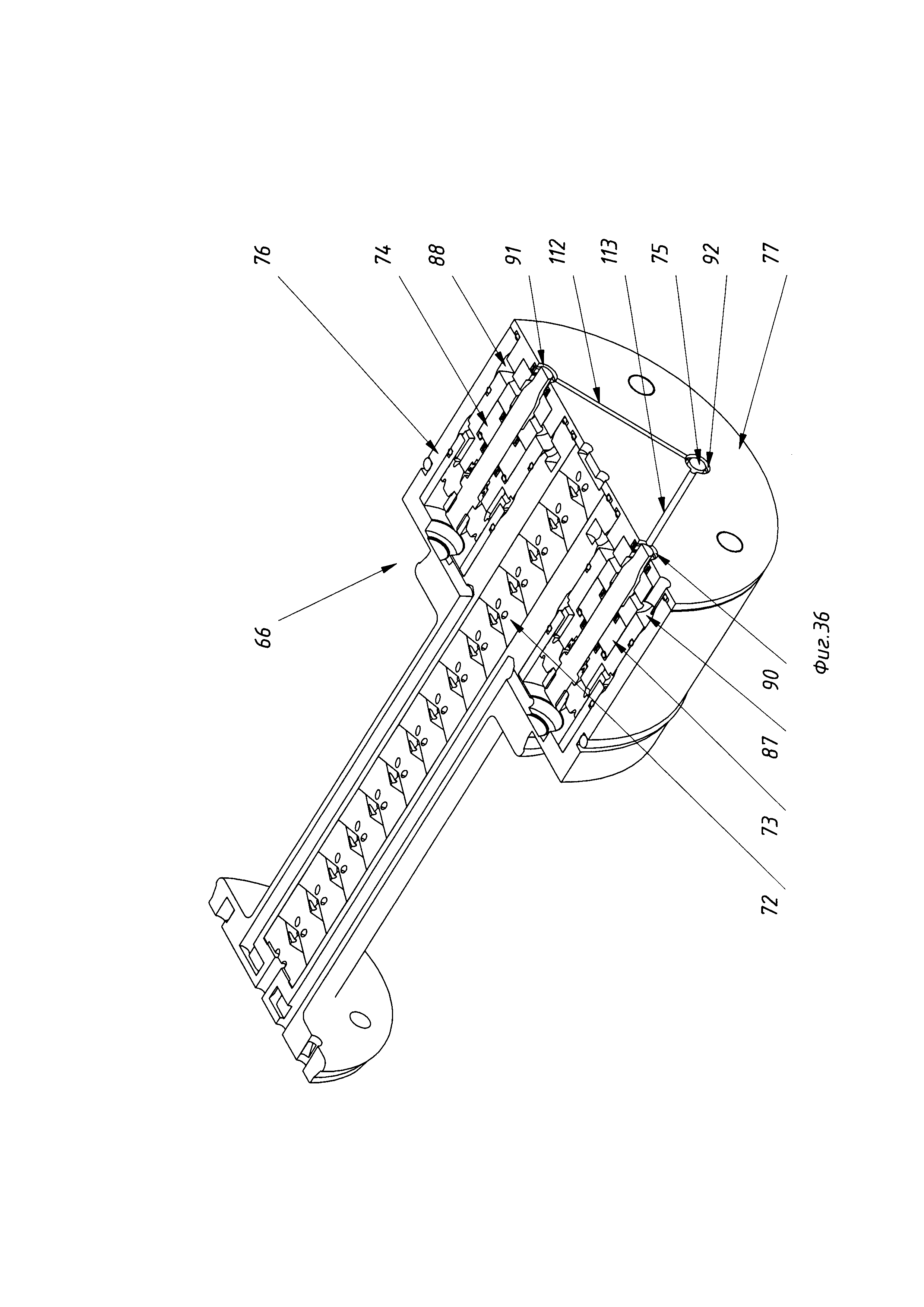
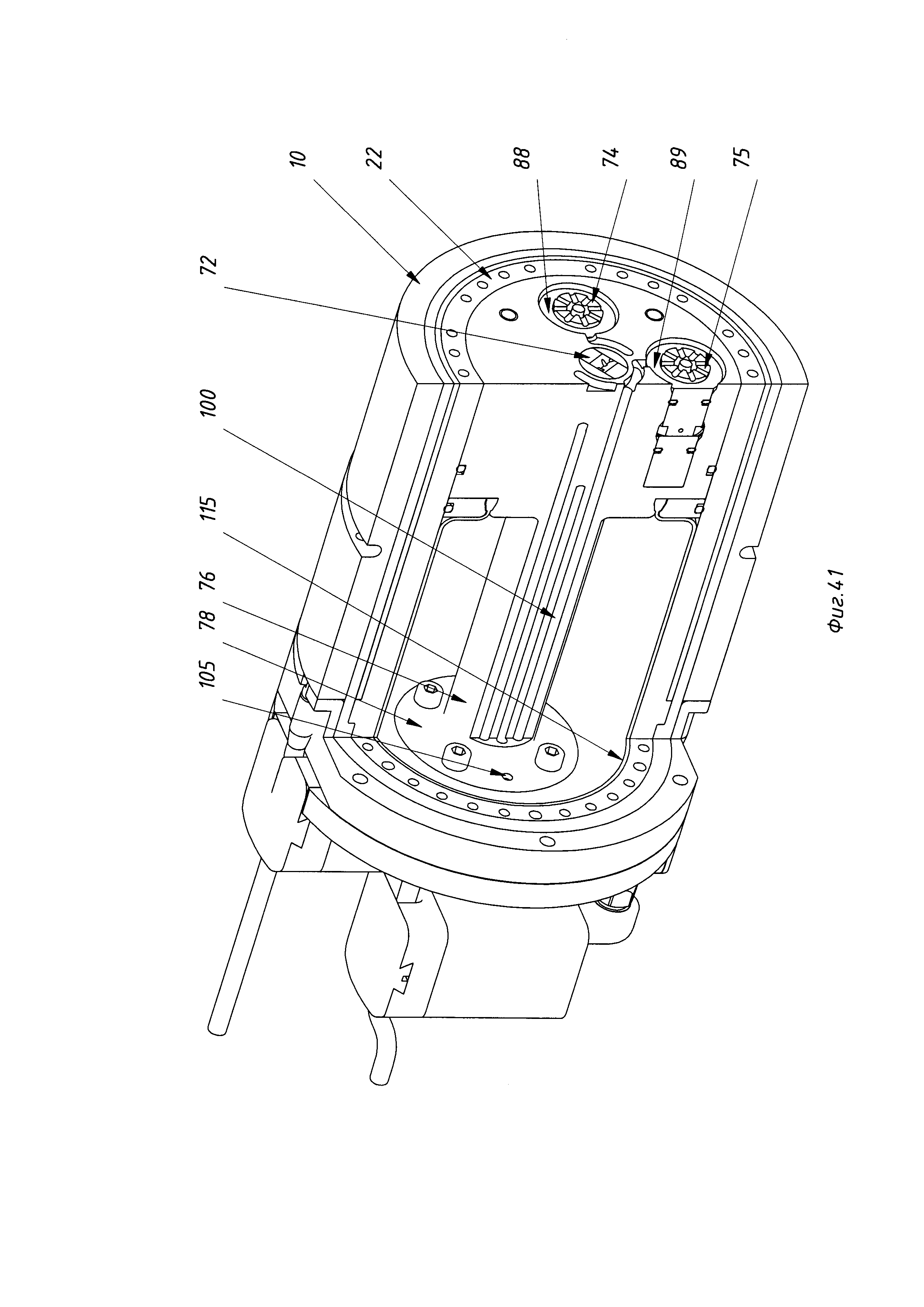
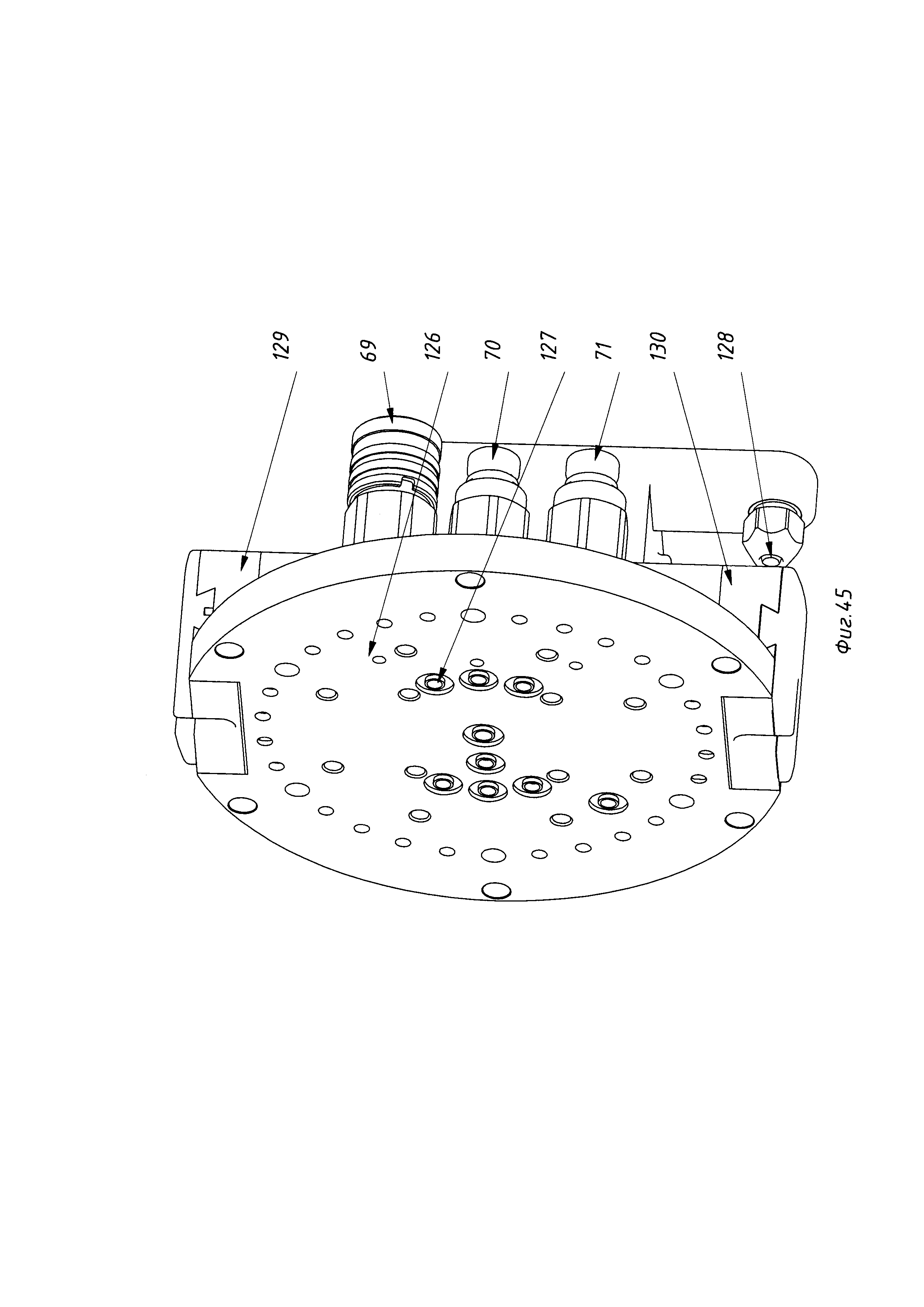
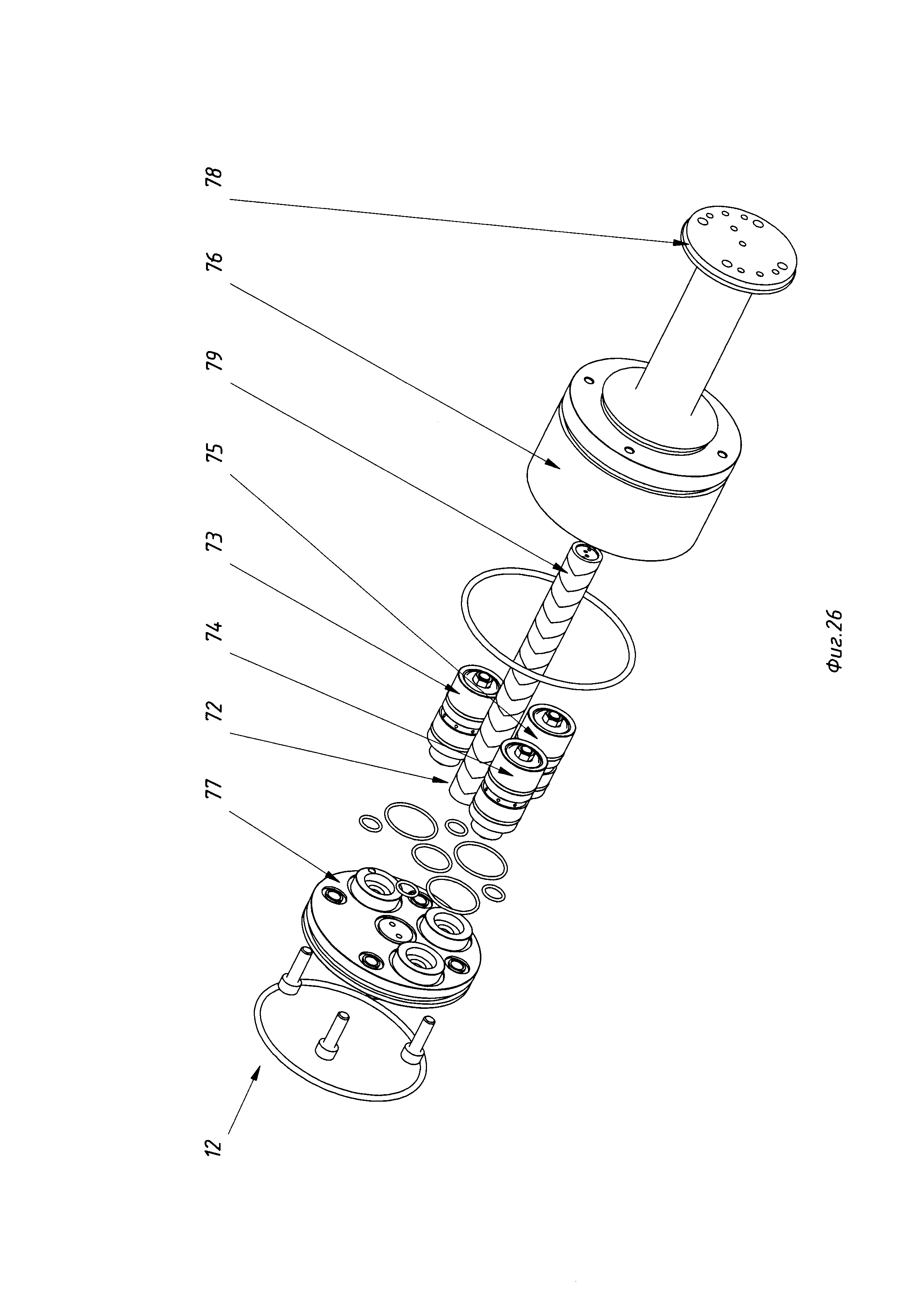
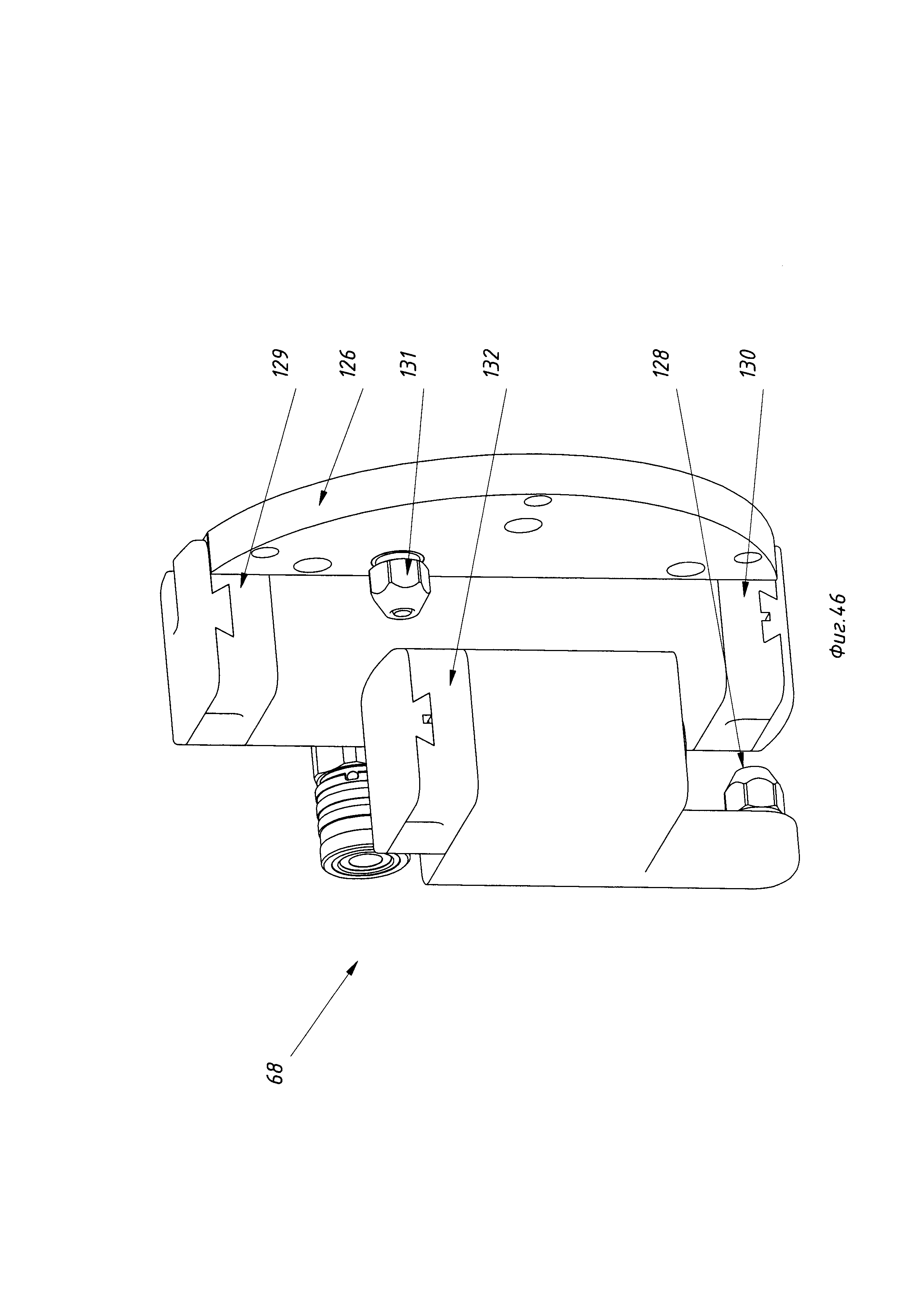
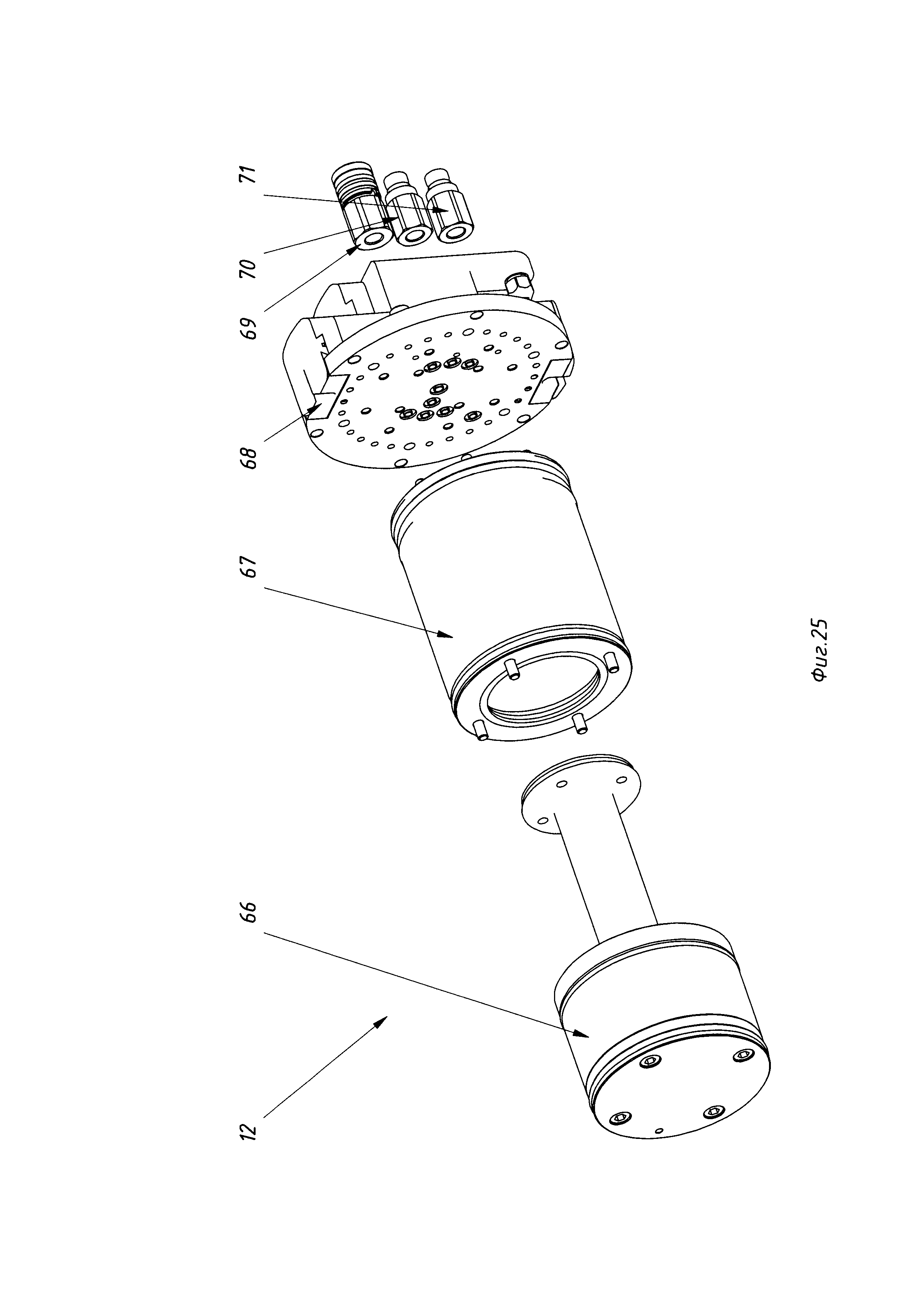
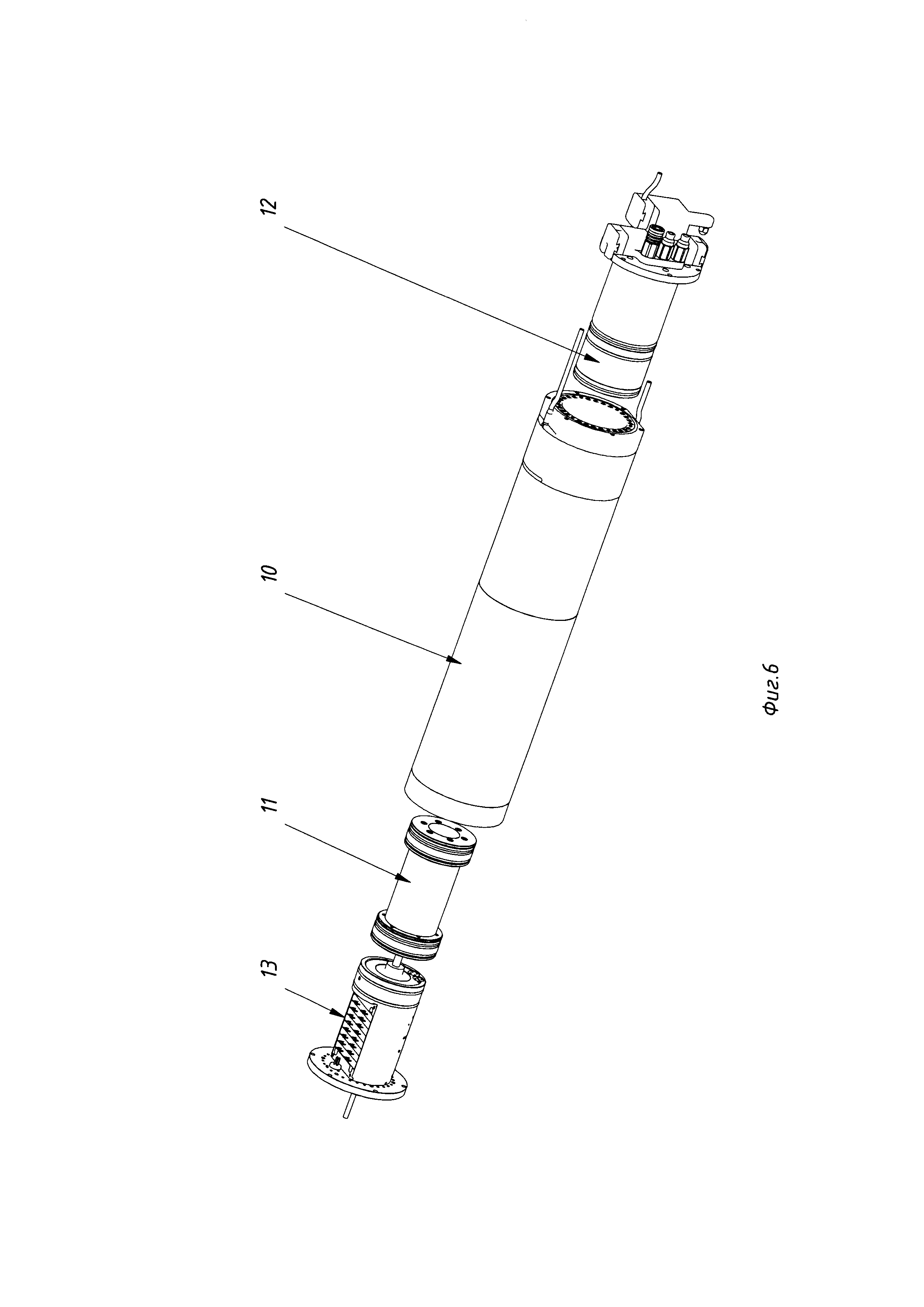
Способ чуйко противокоррозийной защиты сварного соединения труб с внутренним защитным покрытием
Способ чуйко внутренней монолитной изоляции сварного соединения трубопровода (варианты)
Устройство чуйко для внутренней монолитной изоляции сварного соединения трубопровода (варианты)
Корпус элемента погружной установки для добычи нефти
Устройство для внутренней изоляции сварного соединения трубопровода
Способ чуйко противокоррозийной защиты сварного соединения труб с внутренним защитным покрытием
Способ чуйко внутренней монолитной изоляции сварного соединения трубопровода (варианты)
Устройство чуйко для внутренней монолитной изоляции сварного соединения трубопровода (варианты)
Корпус элемента погружной установки для добычи нефти
Устройство для внутренней изоляции сварного соединения трубопровода

