Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу изготовления оптического волокна.
Настоящая заявка испрашивает приоритет согласно заявке на патент Японии №2015-223626, поданной 16 ноября 2015 г., содержание которой включено в настоящее описание посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] Патентный документ 1 раскрывает способ обеспечения устойчивой герметизации стеклянной заготовки(преформы). Патентный документ 2 раскрывает метод уменьшения флуктуации в газовом потоке в печи для вытяжки.
ДОКУМЕНТ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЙ ДОКУМЕНТ
[0003] Патентный документ 1: JP-A-2014-162671
Патентный документ 2: JP-A-2015-74600
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0004] В способе изготовления оптического волокна в соответствии с настоящим раскрытием стержень заготовки присоединен близко к верхнему концу стеклянной преформы для оптического волокна, причем стеклянная преформа включает в себя часть с уменьшенным диаметром в ее верхней части, при этом стеклянную преформу нагревают, чтобы расплавить в печи для вытяжки, чтобы для вытянуть оптическое волокно, в которой предусмотрен колпачковый элемент в месте части с уменьшенным диаметром стеклянной преформы для оптического волокна, при этом верхний конец колпачкового элемента расположен близко к нижнему концу стержня заготовки и, когда задана ортогональная координатная ось, в которой отношение наружного диаметра колпачкового элемента к стеклянной преформе для оптического волокна задано как горизонтальная ось х, и отношение наружного диаметра стержня заготовки к стеклянной преформе для оптического волокна задано как вертикальная ось y, отношение наружного диаметра х колпачкового элемента и отношение наружного диаметра y стержня заготовки удовлетворяют выражению y ≧ 0,1527×x-3,103.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
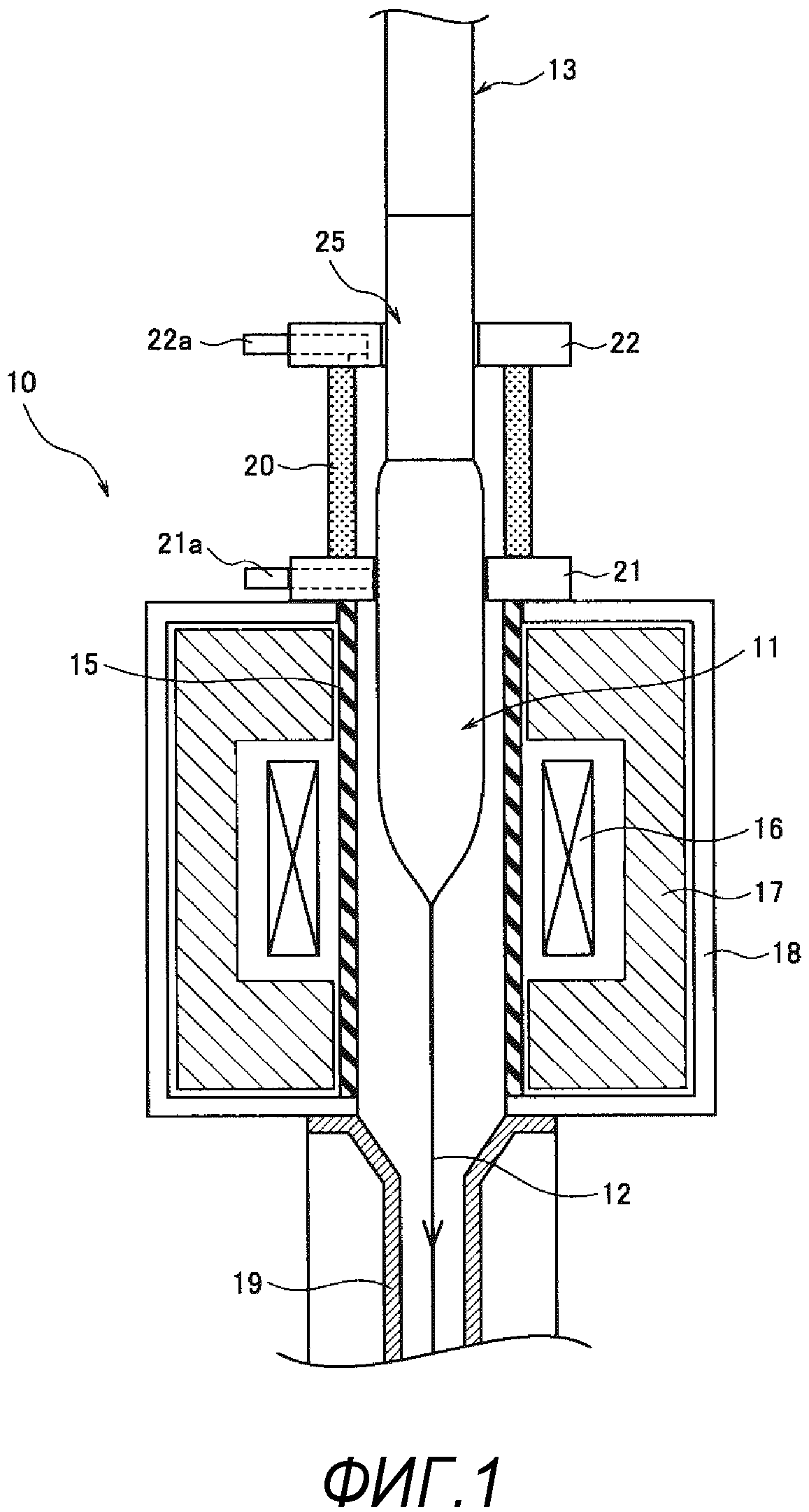
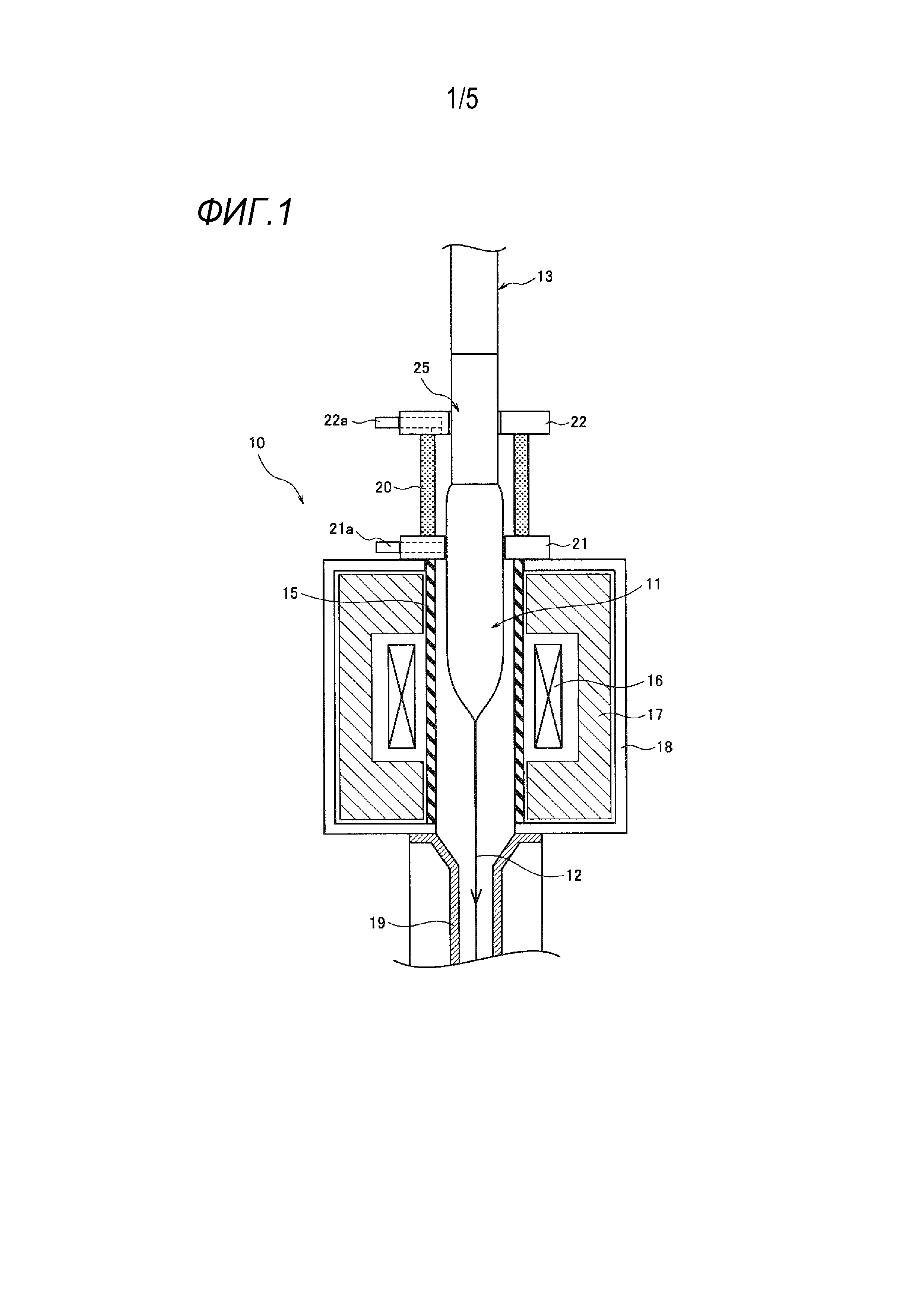
[0005] Фиг.1 представляет собой вид, иллюстрирующий общее представление о способе изготовления оптического волокна в соответствии с вариантом осуществления настоящего изобретения.
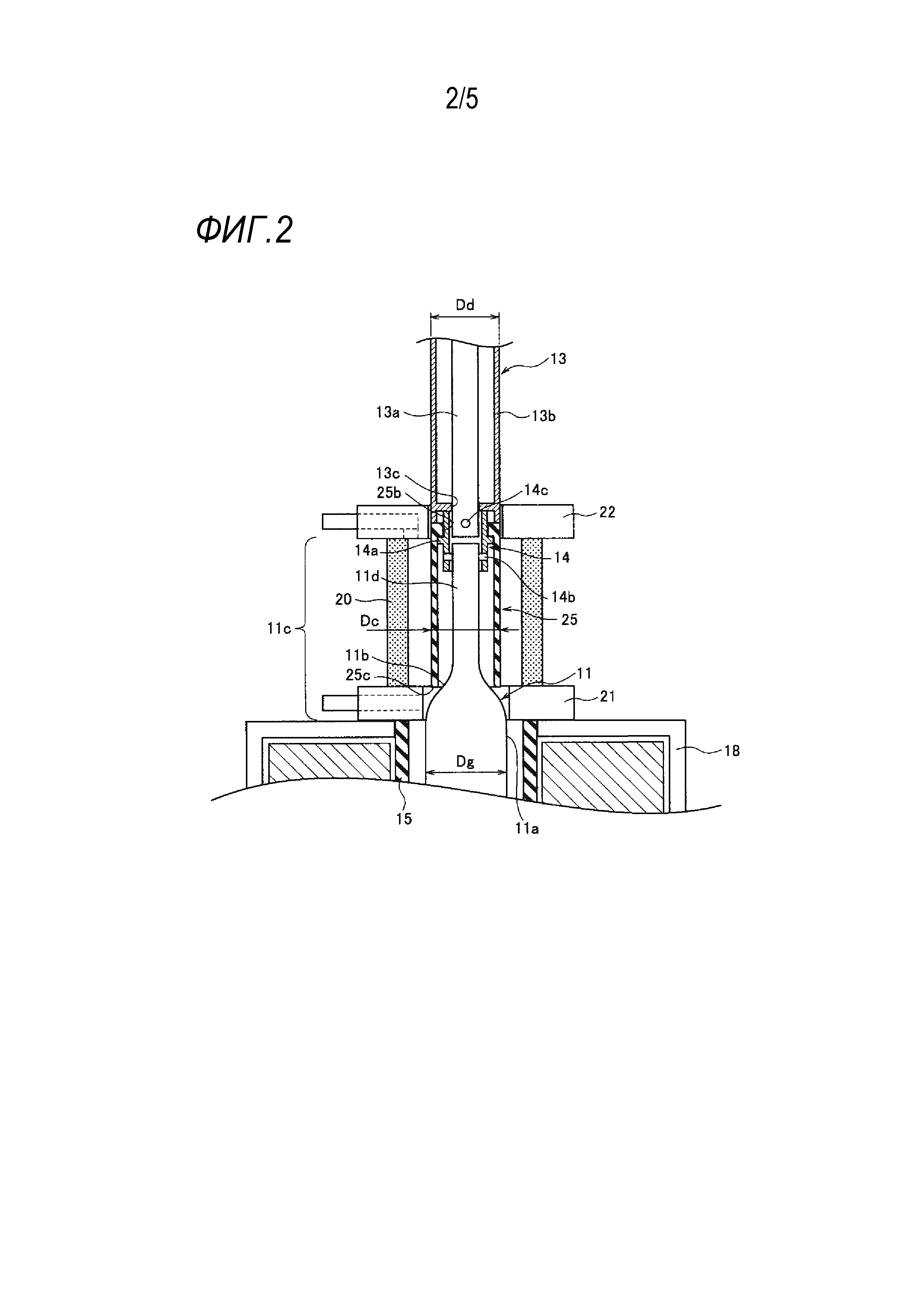
Фиг.2 представляет собой схему, показывающую пример колпачкового элемента и стержня заготовки из фиг.1, в котором окрестность части 11 c с уменьшенным диаметром начинает проходить через первую часть уплотнения.
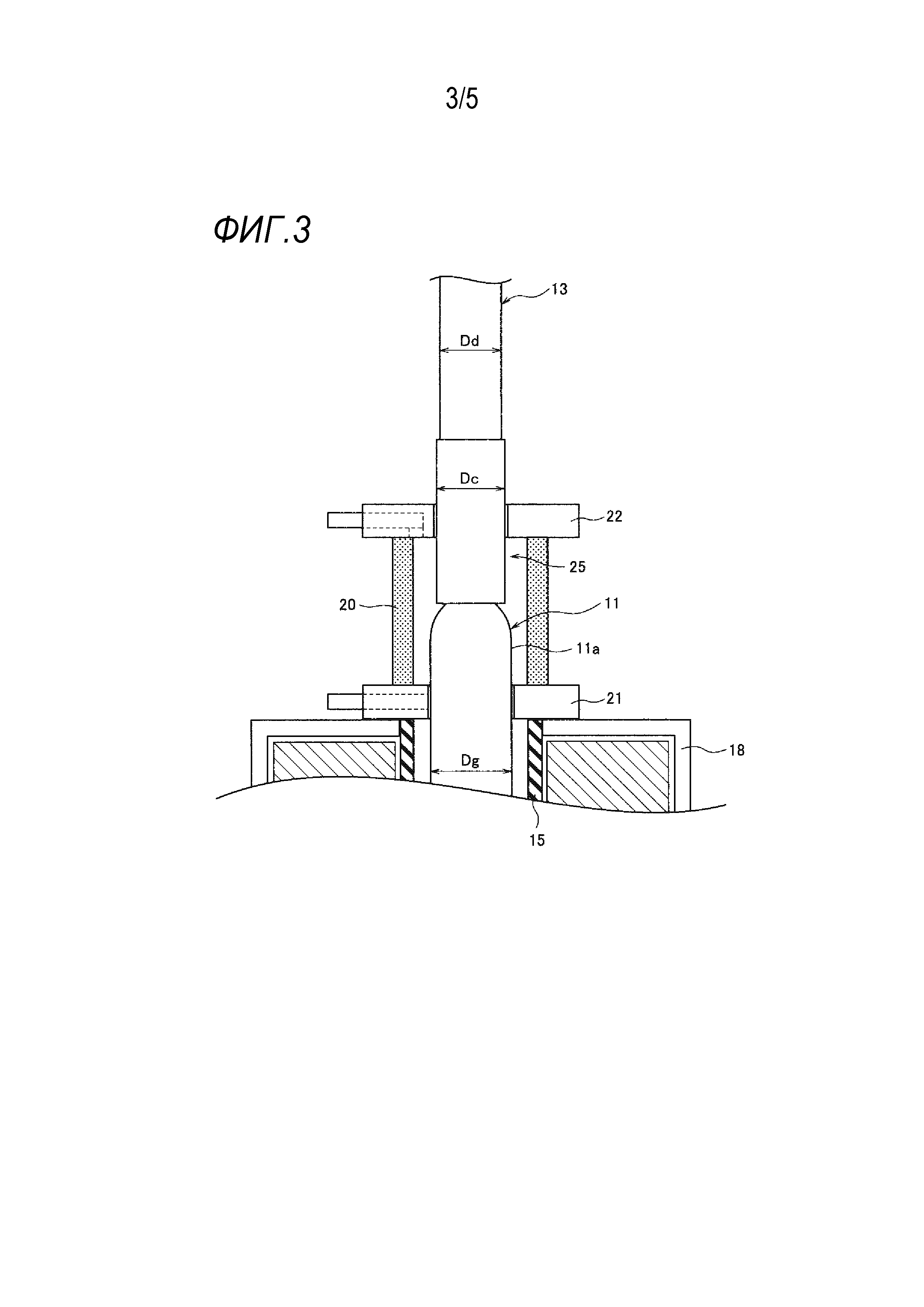
Фиг.3 представляет собой схему, показывающую пример стержня заготовки.
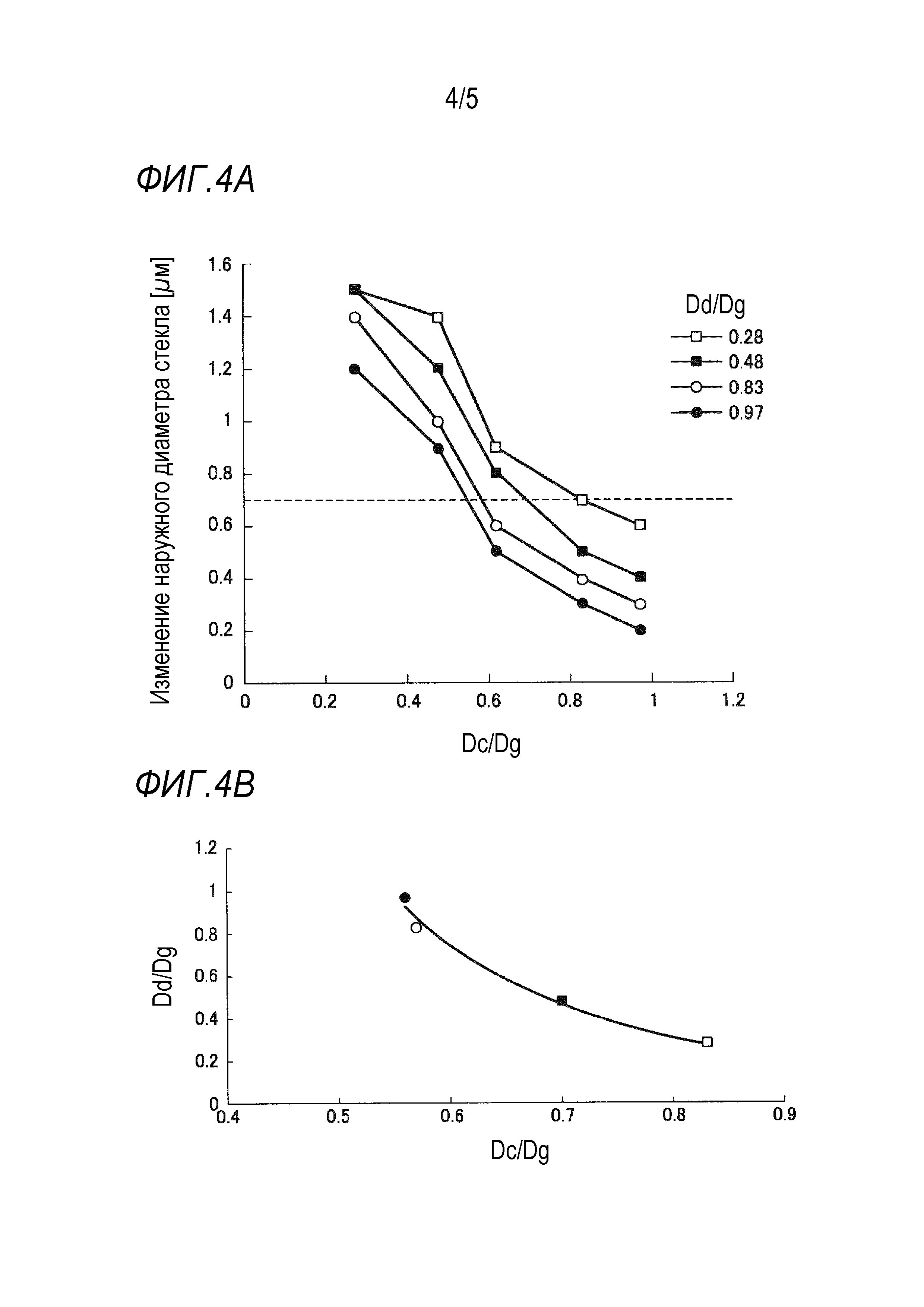
Фиг.4A представляет собой график, показывающий взаимосвязь между отношением наружного диаметра колпачкового элемента к стеклянной преформе, отношение наружного диаметр стержня заготовки к стеклянной преформе, а также изменение наружного диаметра стекла.
Фиг.4B представляет собой график, показывающий точки, где изменение наружного диаметра является заданной величиной на ортогональной координатной оси, в котором отношение наружного диаметра колпачкового элемента к прямой части тела задано как горизонтальная ось, и отношение наружного диаметра стержня заготовки к прямой части тела задано как вертикальная ось на основе результата, показанного на фиг. 4A.
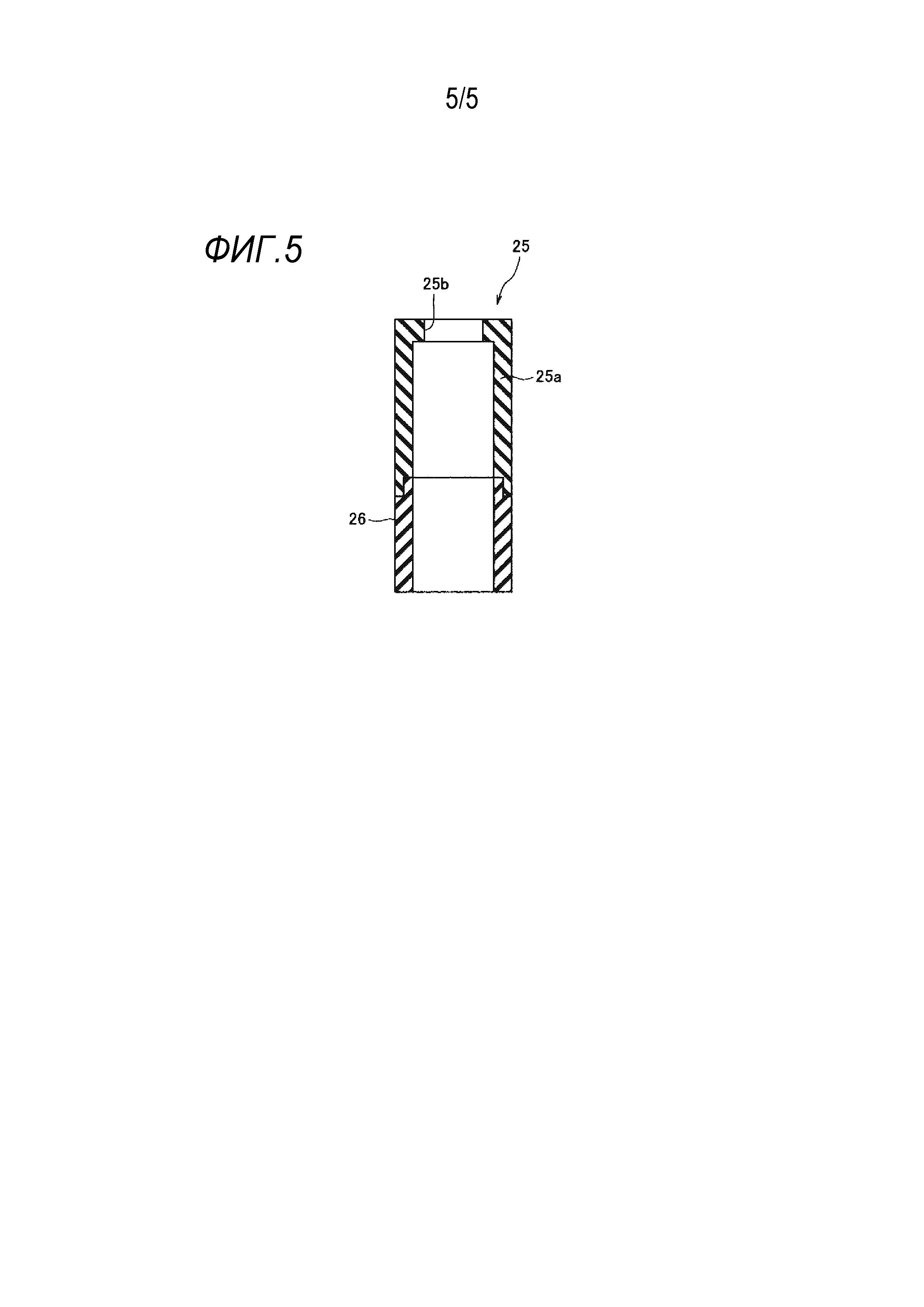
Фиг.5 представляет собой схему, показывающую другой пример колпачкового элемента.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0006] [ПРОБЛЕМЫ, РЕШАЕМЫЕ С ПОМОЩЬЮ РАСКРЫТИЯ]
Оптическое волокно вытягивают снизу печи для вытяжки путем вставления стеклянной преформы для оптического волокна (в дальнейшем в этом документе называемой как стеклянная преформа), содержащей кварц как основной компонент, внутрь трубки печи сверху печи для вытяжки для оптического волокна (в дальнейшем в этом документе называемой как печь для вытяжки) и путем нагревания для расплавления наконечника стеклянной преформы, чтобы уменьшить ее диаметр.
Обычно, стеклянную преформу изготавливают путем использования затравочного стержня маленького диаметра в качестве исходного стекла и осаждения мелких стеклянных частиц на концевой части остекловываемой стеклянной преформы. Вследствие этого, стеклянная преформа является уменьшенной в диаметре в форме конуса (также называемая как коническая часть) от верхнего конца прямой части тела (также называемой как основная часть тела) до краевой части с затравочным стержнем, соединяется с затравочным стержнем, имеющим по существу такой же диаметр, как затравочный стержень, и подвешена в печной трубке печи для вытяжки.
То есть, поскольку стеклянная преформа имеет коническую часть, чей диаметр сильно изменяется, очень трудно обеспечивать герметизацию в месте конической части, затравочного стержня или стержня заготовки. Поэтому, например, патентный документ 1 раскрывает методику для обеспечения устойчивой герметизации для стеклянной преформы. Когда коническая часть приближается к нагревающей части, объем пространства в печи для вытяжки становится больше, так что газовый поток внутри печи для вытяжки меняется, и изменение наружного диаметра оптического волокна становится больше. Поэтому, например, патентный документ 2 раскрывает методику уменьшения флуктуации в газовом потоке в печи для вытяжки.
Однако, хотя в патентном документе 1 рукавный элемент для герметизации предусмотрен на стержне заготовки, поскольку вытягивание стеклянной преформы продвигается, объем пространства в печи для вытяжки может увеличиваться, когда есть пространство вокруг конической части или затравочного стержня.
Патентный документ 2 раскрывает структуру, в которой цилиндрический элемент предусмотрен вокруг конической части или затравочного стержня. В этой структуре, однако, пространство вокруг части стержня заготовки может отрицательно влиять на изменение наружного диаметра, когда диаметр стержня заготовки является по существу таким же, как диаметр затравочного стержня.
Таким образом, аспект настоящего изобретения предлагает способ изготовления оптического волокна, который может предотвращать увеличение объема пространства в печи для вытяжки, по мере того как продвигается вытягивание стеклянной преформы, и, может подавлять изменение наружного диаметра оптического волокна для уменьшения.
[0007] [ЭФФЕКТ РАСКРЫТИЯ ИЗОБРЕТЕНИЯ]
В соответствии с настоящим раскрытием изменение наружного диаметра оптического волокна может быть подавлено для уменьшения.
[0008] [ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ]
Во-первых, будет описано содержание вариантов осуществления.
В способе изготовления оптического волокна согласно аспекту настоящего изобретения
(1) стержень заготовки присоединяют к ближней части верхнего конца стеклянной преформы для оптического волокна, причем стеклянная преформа включает в себя часть с уменьшенным диаметром в ее верхней части, при этом стеклянную преформу для оптического волокна нагревают и расплавляют в печи для вытяжки, чтобы вытягивать оптическое волокно, в которой колпачковый элемент предусмотрен в месте части с уменьшенным диаметром стеклянной преформы для оптического волокна, при этом верхний конец колпачкового элемента расположен близко к нижнему концу стержня заготовки, и, когда ортогональная координатная ось задана, в которой отношение наружного диаметра колпачкового элемента к стеклянной преформе для оптического волокна задано как горизонтальная ось х, а отношение наружного диаметра стержня заготовки к стеклянной преформе для оптического волокна задано как вертикальная ось y, отношение наружного диаметра х колпачкового элемента и отношение наружного диаметра стержня заготовки y удовлетворяют выражению y≧0,1527×x-3,103.
Поскольку пространство внутри печи для вытяжки заполнено колпачковым элементом и стержнем заготовки, объем пространства внутри печи для вытяжки не будет увеличиваться, даже когда часть с уменьшенным диаметром и стержень заготовки достигают печи для вытяжки в этом порядке. Таким образом, изменение наружного диаметра оптического волокна может быть подавлено для уменьшения.
[0009] (2) Колпачковая часть образована из, по меньшей мере, одного из углерода, керамики и кварцевого стекла. Когда колпачковая часть образована из углерода, керамики или кварцевого стекла, имеющих жаропрочность, колпачковый элемент вряд ли расплавляется в печи для вытяжки, и вряд ли приваривается к стеклянной преформе.
(3) Колпачковый элемент выполнен разделенным на верхнюю часть и нижнюю часть. Когда колпачковый элемент выполнен разделенным на верхнюю часть и нижнюю часть, колпачковый элемент углубляется в печь для вытяжки, и даже когда нижняя часть плавится, только нижняя часть нуждается в замене и возможно продолжающееся использование верхней части. Кроме того, когда материал, имеющий жаропрочность выше, чем жаропрочность верхней части, используется в нижней части, нижняя часть вряд ли расплавляется.
[0010] [ПОДРОБНОСТИ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ]
В дальнейшем в этом документе способ изготовления оптического волокна в соответствии с предпочтительными вариантами настоящего изобретения будет описан со ссылкой на прилагаемые чертежи. Хотя резистивная электропечь для нагревания печной трубки нагревателем будет описана как пример далее, настоящее изобретение также применимо к индукционной печи, в которой источник высокочастотной энергии применяется к катушке, и трубчатая печь нагревается индуктивно. Кроме того, что касается способа соединения стеклянной преформы со стержнем заготовки, приведенное ниже объяснение является примером, и настоящее изобретение не должно быть этим ограничено.
[0011] Фиг.1 представляет собой вид, иллюстрирующий общее представление о способе изготовления оптического волокна в соответствии с вариантом осуществления настоящего изобретения, а фиг.2 представляет собой чертеж, показывающий пример колпачкового элемента и стержня заготовки из фиг.1, в котором окрестная зона части 11 с уменьшенным диаметром начинает проходить через первую часть уплотнения.
Как показано на фиг.1, печь 10 для вытяжки включает в себя, например, корпус 18 печи, нижнюю камеру 19, а также верхнюю камеру 20. Цилиндрическая печная трубка 15, произведенная из углерода, предусмотрена в центральной части корпуса 18 печи и сообщается с нижней камерой 19 и верхней камерой 20.
[0012] Верхняя камера 20 имеет, например, такой же внутренний диаметр, как печная трубка 15, и из нее вставляется стеклянная преформа 11. Верхний конец стеклянной преформы 11 соединен с описанным в дальнейшем стержнем заготовки 13 (также называемым как опорный стержень).
Верхняя камера 20 предусмотрена с герметизирующим механизмом для получения воздухонепроницаемости. Конкретно, первая часть 21 уплотнения предусмотрена на верхней поверхности печного корпуса 18 и может герметизировать зазор со стеклянной преформой 11. Первая часть 21 уплотнения предусмотрена с отверстием подачи 21a газа для подачи, например, инертного газа, такого как газообразный аргон, в печную трубку 15.
[0013] Вторая часть 22 уплотнения, имеющая такую же герметизирующую функцию, как первая часть 21 уплотнения, предусмотрена на верхнем конце верхней камеры 20. Вторая часть 22 уплотнения также предусмотрена с отверстием подачи 22a газа для подачи, например, инертного газа, такого как газообразный аргон в печную трубку 15.
При герметизации с помощью первой и второй частей 21 и 22 уплотнения стеклянную преформу 11 подвешивают в печной трубке 15 и спускают. Подробно, в начале вытягивания первая часть 21 уплотнения герметизирует прямую часть 11a тела стеклянной преформы 11, показанной на фиг.2.
[0014] Далее, после того, как окрестная область части с уменьшенным диаметром 11c стеклянной преформы 11, показанной на фиг.2 начинает проходить через первую часть 21 уплотнения, первая часть 21 уплотнения меняется местами со второй частью 22 уплотнения, а вторая часть 22 уплотнения герметизирует поверхность по наружному периметру стержня 13 заготовки. Вместо поверхности по наружному периметру стержня 13 заготовки может быть герметизирован далее описываемый колпачковый элемент 25.
Во второй части 22 уплотнения крышкообразный уплотнительный элемент может быть смонтирован, например, на стержне заготовки. При контактировании верхнего конца верхней камеры крышкообразный уплотнительный элемент будет оставаться в сжимающемся положении и действует как крышка, закрывающая верхнюю камеру. Поверхность по наружному периметру стержня заготовки герметизируют с зазором для стержня заготовки, предусмотренным в крышкообразном уплотнительном элементе.
[0015] В корпусе 18 печи нагреватель 16 размещен так, чтобы окружать печную трубку 15, и теплоизолирующий материал 17 размещен так, чтобы покрывать наружную часть нагревателя 16. Нагреватель 16 нагревает до расплавления стеклянную преформу 11, вставленную в печную трубку 15, при этом расплав и уменьшенное в диаметре оптическое волокно 12 опускаются из нижней камеры 19. Оптическое волокно, вытянутое в печи 10 для вытяжки, направляют в охлаждающее устройство (не показано). Инертный газ, или тому подобное, подаваемый в печь для вытяжки, проходит через зазор между стеклянной преформой 11 и печной трубкой 15, а затем выпускается наружу из клапанной части, или тому подобного, внизу нижней камеры 19.
[0016] Как показано на фиг.2, в стеклянной преформе 11, маленький по диаметру затравочный стержень 11d используют в качестве исходного стекла, а часть с уменьшенным диаметром 11с, включающая конусную часть 11b, чей диаметр конусообразно уменьшается, и маленький по диаметру затравочный стержень 11d устанавливают между большой по диаметру прямой частью 11а тела стеклянной преформы 11 и телом стержня заготовки 13а (описано далее).
[0017] Как пример геометрии переходника 14, переходник 14 включает в себя по существу цилиндрическое тело 14а переходника, чей внутренний диаметр формируется большим, чем наружный диаметр затравочного стержня 11d или стержня заготовки 13а. Затравочный стержень 11d вставлен снизу переходника 14а, и первый штифтовой элемент 14b, имеющий круглое поперечное сечение, вставлен в заданном положении и неподвижно прикреплен к телу 14а переходника. Тело 13а стержня заготовки вставлено снизу тела 14а переходника, при этом второй штифтовой элемент 14с, имеющий круглое поперечное сечение, вставлен и неподвижно закреплен в заданном положении. Первый штифтовой элемент 14b и второй штифтовой элемент 14с могут быть расположены непараллельными, а пересекающимися друг с другом. В переходнике 14 тело стержня заготовки 13а, тело 14а переходника, а также затравочный стержень 11d, могут быть неподвижно скреплены, как одно целое, например, с помощью болтов.
[0018] В настоящем описании колпачковый элемент 25 предусмотрен в месте части с уменьшенным диаметром 11с стеклянной преформы 11. Колпачковый элемент 25 образован из, например, кварцевого стекла, имеющего жаропрочность, и имеет цилиндрическую форму, обеспеченную отверстием 25b ввода, через которое вводят в центре тело 14а переходника. Наружный диаметр колпачкового элемента 25 обозначен как Dc, и наружный диаметр прямой части 11а тела стеклянной преформы 11 обозначен как Dg. Колпачковый элемент 25 опускается сверху переходника 14, так что тело 14а переходника проходит через отверстие 25b ввода и зацепляется выступающей частью, например, образованной на наружной стенке тела 14а переходника. Соответственно, нижний конец 25с колпачка расположен близко к части с уменьшенным диаметром 11с.
[0019] Колпачковый элемент может не иметь цилиндрическую форму поперечного сечения, и могут быть выбраны различные формы, такие как по существу прямоугольная форма. В случае, когда собственный вес колпачкового элемента трудно применять к стеклянной преформе, таком как случай, где верхний конец колпачкового элемента подвешен посредством проволоки, нижний конец колпачка может находиться в контакте с конической частью. Когда выбрана конфигурация, где колпачковый элемент не достигает температуры, превышающей 1150°С (определяет нижний предел положения опускания стеклянной преформы, так что колпачковый элемент не проникает глубоко в печь для вытяжки, внутренний диаметр делают маленьким, так что место, где колпачковый элемент контактирует с конусной частью, сделано более высокой частью конической части и т.д.), колпачковый элемент можно не подвешивать посредством проволоки, или колпачковая нижняя часть может быть в контакте с конической частью. Даже в случае, где колпачковая нижняя часть превышает 1150°С, например b, расплавленная и деформированная часть может быть заменена, и можно заменять только часть колпачкового элемента. Колпачковый элемент может быть образован не из кварца, а может быть образован из углеродных материалов или керамики.
[0020] Стержень заготовки 13 может быть, например, стержнем заготовки большого диаметра, или может быть с конфигурацией, включающей тело 13а стержня заготовки, образованное стеклянным стержнем, имеющим такой же диаметр, как затравочный стержень 11d, а также рукавный элемент 13b, предусмотренный вокруг тела 13а стержня заготовки.
В случае использования стержня заготовки большого диаметра наружный диаметр обозначен как Dd, как показано на фигуре 2. В этом случае стержень заготовки может быть твердотельным или полым.
В случае использования муфтового элемента, муфтовый элемент 13b образуют из жаропрочного материала, например, металла, кварцевого стекла, углеродных материалов, или углеродных материалов с нанесенным покрытием из SiC, и имеет цилиндрическую форму, обеспеченную отверстием 13с ввода, через которое стержень заготовки 13а вставляют в центре. В этом случае, муфтовый элемент 13b имеет наружный диаметр Dd, как показано на фиг.2
[0021] Верхний конец 13b муфтового элемента представляет собой крючок, например, из проволоки и спускается сверху переходника 14, при этом верхний конец тела 14а переходника приходит в контакт с плоской поверхностью, включающей отверстие 13с ввода. Таким образом, нижний конец муфтового элемента 13b расположен близко к верхнему концу колпачкового элемента 25 в состоянии, где предусмотрен небольшой зазор, например, в верхнем конце колпачкового элемента 25.
[0022] Фиг.3 представляет собой чертеж, показывающий другой пример стержня заготовки.
В примере из фиг.1 и 2, наружный диметр колпачкового элемента 25 и наружный диаметр стержня 13 заготовки (или муфтового элемента 13b) показаны по существу равными. Однако, как показано на фиг.3, наружный диаметр Dc колпачкового элемента 25 может быть больше, чем наружный диаметр Dd стержня 13 заготовки. Как в примере из фиг.3, после того, как ближняя часть части с уменьшенным диаметром стеклянной преформы 11 начинает проходить через первую часть 21 уплотнения, первая часть 21 уплотнения меняется со второй частью 22 уплотнения, при этом вторая часть 22 герметизирует поверхность по наружному диаметру стержня заготовки 13. В связи с этим, вторая часть 22 уплотнения может герметизировать поверхность по наружному диаметру колпачкового элемента 25.
[0023] Фиг. 4A и 4B показывают взаимосвязь отношения наружного диаметра колпачкового элемента к стеклянной преформе, отношения наружного диаметра стержня заготовки к стеклянной преформе и изменения наружного диаметра стекла.
Наряду с опусканием стеклянной преформы, колпачковый элемент с увеличенным диаметром и стержень заготовки с увеличенным диаметром также опускаются и заполняют пространство ниже места герметизации. Таким образом, объем пространства внутри печи для вытяжки не будет слишком увеличиваться, даже когда часть с уменьшенным диаметром и стержень заготовки достигают положения ниже места герметизации в этом порядке. Следовательно, изменение наружного диаметра оптического волокна может быть подавлено для уменьшения даже близко к окончанию вытягивания.
[0024] Конкретно, изменение наружного диаметра оптического волокна может выражаться, например, величиной (3σ), полученной умножением изменения (стандартного отклонения σ) наружного диаметра оптического волокна на три.
Фиг. 4A представляет собой графическое изображение ортогональной координатной оси, в котором отношение наружного диаметра (в дальнейшем, в этом документе называемом как Dc/Dg) колпачкового элемента к прямой части тела задано как горизонтальная ось и изменение наружного диаметра оптического волокна, имеющего диаметр стекла 125 μм, задана как вертикальная ось. Как показано на фиг. 4A, в случае, где отношение наружного диаметра (в дальнейшем, в этом документе называемое как Dd/Dg) стержня заготовки к прямой части тела составляет 0,28 (обозначено как □ на фиг.4 A), изменение наружного диаметра (3σ) оптического волокна близко к окончанию вытягивания составляет ±0,7 μм или менее, которое подходит к стандарту для заданного одномодового оптического волокна, когда Dc/Dg составляет 0,83 или более.
[0025] Тогда в случае, где Dd/Dg составляет 0,48 (обозначено как ■ на фиг.4А), изменение наружного диаметра (3σ) оптического волокна близко к окончанию вытягивания составляет ±0,7 μм или менее, когда Dc/Dg составляет 0,7 или более.
Далее, в случае, где Dd/Dg составляет 0,83 (обозначено как ○ на фиг.4А), изменение наружного диаметра (3σ) оптического волокна близко к окончанию вытягивания составляет ±0,7 μм или менее, когда Dc/Dg составляет 0,57 или более. Кроме того, в случае, где Dd/Dg составляет 0,97 (обозначено как ● на фиг.4А), изменение наружного диаметра (3σ) оптического волокна близко к окончанию вытягивания составляет ±0,7 μм или менее, когда Dc/Dg составляет 0,56 или более.
[0026] Фиг.4В представляет собой графическое изображение ортогональной координатной оси, в котором Dc/Dg задано как горизонтальная ось, и Dd/Dg задано как вертикальная ось на основе вышеприведенных результатов. На фиг.4В, когда интервал, в котором изменение наружного диаметра (3σ) оптического волокна близко от окончания вытягивания находится в интервале ±0,7 μм или менее, точка (0,7, 0,48), обозначенная как ■ на фиг.4B, точка (0,83, 0,28), обозначенная как □ на фиг.4B, точка (0,57, 0,83), обозначенная как ○ на фиг.4B, а также точка (0,56, 0,97) обозначенная как ● на фиг.4B, могут быть нанесены как точки критической значимости в ортогональной координатной оси. Когда эти точки аппроксимативно связаны, определена экспоненциальная кривая (Dd/Dg=0,1527×(Dc/Dg)-3,103). Тогда, если Dc/Dg и Dd/Dg заданы в области положительного направления, включающей эту кривую, изменение наружного диаметра оптического волокна может быть подавлено для уменьшения.
[0027] Фиг.5 представляет собой схему, показывающую другой пример колпачкового элемента.
В вышеприведенном примере колпачковый элемент образован только из кварцевого стекла. Однако, как показано на фиг.5, колпачковый элемент может также быть разделенным на верхнюю часть 25a, предусмотренную в месте затравочного стержня 11d и нижнюю часть 26, предусмотренную в месте конической части 11b, как показано на фиг.2. В этом случае нижний конец верхней части 25а может быть подогнан к верхнему концу нижней части 26. Верхняя часть 25a и нижняя часть 26 могут быть образованы из одинакового материала, и/или для нижней части 26 может быть использован материал (например, углеродные материалы, керамика), имеющий жаропрочность выше, чем жаропрочность верхней части 25a (например, кварцевого стекла).
[0028] Таким образом, нижняя часть 26 не приваривается, даже контактируя с конической частью стеклянной преформы. Даже когда нижняя часть 26 приварена, заменяется только нижняя часть 26, при этом верхняя часть 25а может непрерывно использоваться.
Следует понимать, что раскрытые варианты осуществления являются иллюстративными во всех отношениях, а не ограничительными. Объем настоящего изобретения определяется не вышеописанным смыслом, а последующей формулой изобретения, и он предназначен для включения любых изменений в объеме притязаний и эквивалентных формуле изобретения.
ОПИСАНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0029]
10 Печь для вытяжки
11 Стеклянная преформа
11a Прямая часть тела
11b Коническая часть
11c Часть с уменьшенным диаметром
11d Затравочный стержень
12 Оптическое волокно
13 Стержень заготовки
13a Тело стержня заготовки
13b Муфтовый элемент
13c Отверстие ввода
14 Переходник
14a Тело переходника
14b Первый штифтовой элемент
14c Второй штифтовой элемент
15 Печная трубка
16 Нагреватель
17 Теплоизолирующий материал
18 Корпус печи
19 Нижняя камера
20 Верхняя часть уплотнения
21 Первая часть уплотнения
21а, 22а Отверстие подачи газа
22 Вторая часть уплотнения
25 Колпачковый элемент
25a Верхняя часть
25b Отверстие ввода
25с Нижний конец колпачка
26 Нижняя часть