Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПУАССОНА
Вид РИД
Изобретение
Изобретение относится к области механических испытаний материалов и может быть использовано для определения коэффициента поперечной деформации (коэффициента Пуассона μ) испытуемого материала.
Известен способ определения коэффициента Пуассона (ГОСТ 1497-84, ИСО 6892-84 «Металлы. Методы испытания на растяжение"), который предусматривает вырезку из детали заготовок и последующее изготовление образцов для испытания на растяжение (сжатие). При этом коэффициент Пуассона μ определяют как отношение относительного поперечного сужения (расширения) к относительному продольному удлинению (сжатию).
Недостатком этого способа является то, что он требует изготовления специальных образцов, вырезанных из готовой детали, что очевидно, приводит к частичному или полному разрушению испытуемой детали; этот способ невозможно использовать при необходимости стопроцентного контроля деталей или малом размере контролируемых деталей. Таким образом, этот способ не позволяет оперативно и без разрушения производить определение коэффициента Пуассона.
Наиболее близким по технической сущности является способ (патент РФ №2410667, опуб. 27.01.2011. Бюл. №3) определения коэффициента Пуассона μ, включающий определения модуля Юнга Е, при этом испытуемый материал подвергают индентированию жестким индентором в виде правильной пирамиды при непрерывном вдавливании с построением диаграммы «нагрузка-перемещение индентора», по которой определяют характеристику пластичности δA, как отношение площади между ветвями нагружения-разгружения к общей площади под кривой нагружения, определяют твердость по Мейеру НМ, как отношение нагрузки к площади проекции отпечатка индентора на контактной поверхности, а величину коэффициента Пуассона μ, рассчитывают по формуле

где γ - угол между осью и боковой гранью пирамиды.
Недостатком этого способа является то, что он предусматривает индентирование жестким индентором, то есть этот способ не учитывает реально имеющиеся упругие свойства (константы) материала индентора; в то же время использованный в прототипе алмазный индентор очевидно обладает упругими свойствами и имеет модуль нормальной упругости (8,25…9,0) 105 Н/мм2 соответственно для природного или синтетического алмаза; см. например, книгу Васильева Л.А., Белых З.П. Алмазы, их свойства и применение. М.: Недра. - 1983. - 101 с). Отсутствие учета упругих свойств индентора снижает точность определения коэффициента Пуассона. Недостатком этого способа также является необходимость непрерывного вдавливания индентора и построение диаграммы «нагрузка-перемещение индентора», что требует использования специального оборудования и существенно затрудняет применение этого способа в производственных условиях и снижает его оперативность.
Таким образом, известные способы имеют низкий технический уровень, поскольку не позволяют оперативно и высокой точностью определять коэффициент Пуассона.
В этой связи важнейшей задачей является создание нового способа определения коэффициента Пуассона, который позволял бы оперативно и с высокой точностью производить определение коэффициента Пуассона.
Техническим результатом заявленного способа является создание нового способа определения коэффициента Пуассона, который позволяет повысить точность и оперативно производить определение коэффициента Пуассона.
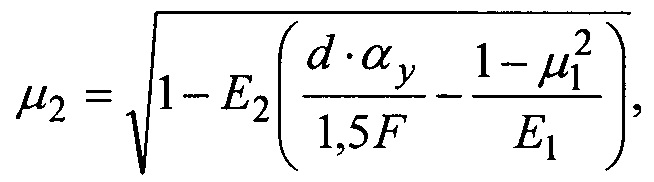
Указанный технический результат заключается в том, что определяют модуль Юнга испытуемого материала, затем испытуемый материал подвергают индентированию и определяют коэффициент Пуассона, при этом используют упругий индентор в виде сферы, определяют упругие константы материала сферического индентора, производят однократное индентирование нагрузкой, находящейся в диапазоне, соответствующем измерению твердости, измеряют в процессе снятия нагрузки суммарную величину упругого восстановления упругопластического отпечатка на поверхности испытуемого материала и упруго деформированной поверхности сферического индентора в центре контакта, измеряют диаметр остаточного отпечатка на поверхности испытуемого материала, а величину коэффициента Пуассона определяют по формуле

где μ2 - коэффициент Пуассона испытуемого материала,
Е2 - модуль Юнга испытуемого материала (МПа),
d - диаметр остаточного отпечатка на поверхности испытуемого материала (мм),
αУ - суммарная величина упругого восстановления упругопластического отпечатка на поверхности испытуемого материала и упруго деформированной поверхности сферического индентора в центре контакта (мм),
F - нагрузка на сферический индентор (Н),
μ1 - коэффициент Пуассона материала сферического индентора,
E1 - модуль Юнга материала сферического индентора (МПа).
Существенным отличием является то, что используют реальный упругий (а не условно жесткий) индентор в виде сферы и определяют упругие свойства (константы) материала сферического индентора (модуль Юнга и коэффициент Пуассона). Учет упругих свойств (констант) материала сферического индентора позволяет повысить точность определения коэффициента Пуассона.
Существенным отличием способа является предложение производить однократное индентирование нагрузкой, находящейся в диапазоне, соответствующем измерению твердости. Это позволяет существенно сократить время проведения испытания и соответственно повысить оперативность определения коэффициента Пуассона.
Существенным отличием способа является предложение измерять в процессе снятия нагрузки суммарную величину упругого восстановления упругопластического отпечатка на поверхности испытуемого материала и упруго деформированной поверхности сферического индентора в центре контакта. Это позволяет одновременно количественно оценить упругие свойства испытуемого материала и материала сферического индентора, что также позволяет повысить точность определения коэффициента Пуассона испытуемого материала.
Существенным отличием способа является предложение измерять диаметр остаточного отпечатка на поверхности испытуемого материала.
Совокупность отличительных признаков предлагаемого способа и новые взаимосвязи, установленные авторами между ними, позволили предложить новую зависимость для определения коэффициента Пуассона испытуемого материала. Эта зависимость в новой форме устанавливает взаимосвязи между всеми существенными параметрами, определяющими величину коэффициента Пуассона испытуемого материала: модулем Юнга испытуемого материала Е2 (учитывает упругие свойства испытуемого материала), модулем Юнга E1 и коэффициентом Пуассона μ1 материала сферического индентора (учитывают упругие свойства материала сферического индентора), суммарной величиной упругого восстановления упругопластического отпечатка на поверхности испытуемого материала и упруго деформированной поверхности сферического индентора в центре контакта (этот параметр в интегральной форме характеризует упругие свойства контактирующих деталей: испытуемого материала и индентора) диаметром остаточного отпечатка d на поверхности испытуемого материала и нагрузкой F на сферический индентор. Это позволяет оперативно и с высокой точностью определять коэффициент Пуассона испытуемого материала без разрушения детали.
Способ определения коэффициента Пуассона испытуемого материала реализуется следующим образом.
Предварительно любым известным способом определяют модуль Юнга Е2 испытуемого материала. Это можно реализовать, используя справочные данные (см., например, книгу Анурьев В.И. Справочник конструктора-машиностроителя: в 3-х т. Т 1. - М.: Машиностроение, 2006. - 928 с, на стр. 51, табл.14 или книгу Марковца М.П. Определение механических свойств металлов по твердости. - М.: Машиностроение, 1979. - 191 с, на стр. 39, табл. 7 или экспериментально (например, растяжением по ГОСТ 1497-84, ИСО 6892-84. Металлы. Методы испытания на растяжение). Определяют упругие свойства (константы) материала сферического индентора (модуль Юнга E1 и коэффициент Пуассона μ1); эти параметры можно определить по справочным данным, приведенным в указанных выше справочнике конструктора машиностроителя на стр. 51, табл. 14 или в книге Марковца М.П. на стр. 38 и 39, табл. 6 и 7).
Затем в испытуемый материал однократно индентируют упругий сферический индентор нагрузкой, находящейся в диапазоне, соответствующем измерению твердости. Значение нагрузки может быть выбрано, например, согласно ГОСТ 18835-73 Металлы. Метод измерения пластической твердости или согласно ГОСТ 9012-59. ИСО 6506-81 Металлы. Метод измерение твердости по Бринеллю. В качестве индентора используют термически обработанный стальной сферический индентор с твердостью материала не менее HV8500 МПа. Диаметр индентора можно выбирать согласно рекомендациям ГОСТ 18835-73 или ГОСТ 9012-59: 2,5, 5,0 или 10 мм. В качестве нагружающего устройства можно использовать: пресс Бринелля, прибор Роквелла, ручные винтовых прессы и т.п.
Далее измеряют в процессе снятия нагрузки суммарную величину упругого восстановления αу упругопластического отпечатка на поверхности испытуемого материала и упруго деформированной поверхности сферического индентора в центре контакта. Эту операцию можно выполнить с помощью приспособления для измерения контактных деформаций (см. книгу Н.Б. Демкина, Э.В. Рыжова "Качество поверхности и контакт деталей машин" - М: Машиностроение, 1981. - 244 с, на стр. 214, рис. 5.1), снабженное индикатором часового типа (с ценой деления 1,0 мкм), которое устанавливают, например, на предметный столик пресса Бринелля. Измеряют диаметр d остаточного отпечатка на поверхности испытуемого материала. Эту операцию можно выполнить с помощью инструментального микроскопа, например, ММИ-2 (с ценой деления 5,0 мкм). Затем определяют величину коэффициента Пуассона μ2 испытуемого материала по формуле (2)
Пример. Проведена экспериментальная проверка предложенного способа.
Определение коэффициента Пуассона проводили на образцах, изготовленных из различных материалов: стали 30ХГСА, бронзы Бр. АЖ9-4, меди М2, титана ВТ3-1.
В качестве упругого сферического индентора использовали термически обработанный стальной (из стали ШХ15) шарик диаметром 5 мм.
В таблице 1 представлены упругие свойства испытанных материалов и материала сферического индентора. Эти свойства определены по справочным данным, принятым в качестве эталонных; эти данные приведены в книге Марковца М.П. Определение механических свойств металлов по твердости. - М.: Машиностроение, 1979. - 191 с, на стр. 38 и 39, табл. 6 и 7 (модуль Юнга для меди - из книги Анурьева В.И. Справочник конструктора-машиностроителя: в 3-х т. Т. 1. - М.: Машиностроение, 2006. - 928 с, на стр. 51, табл. 14). 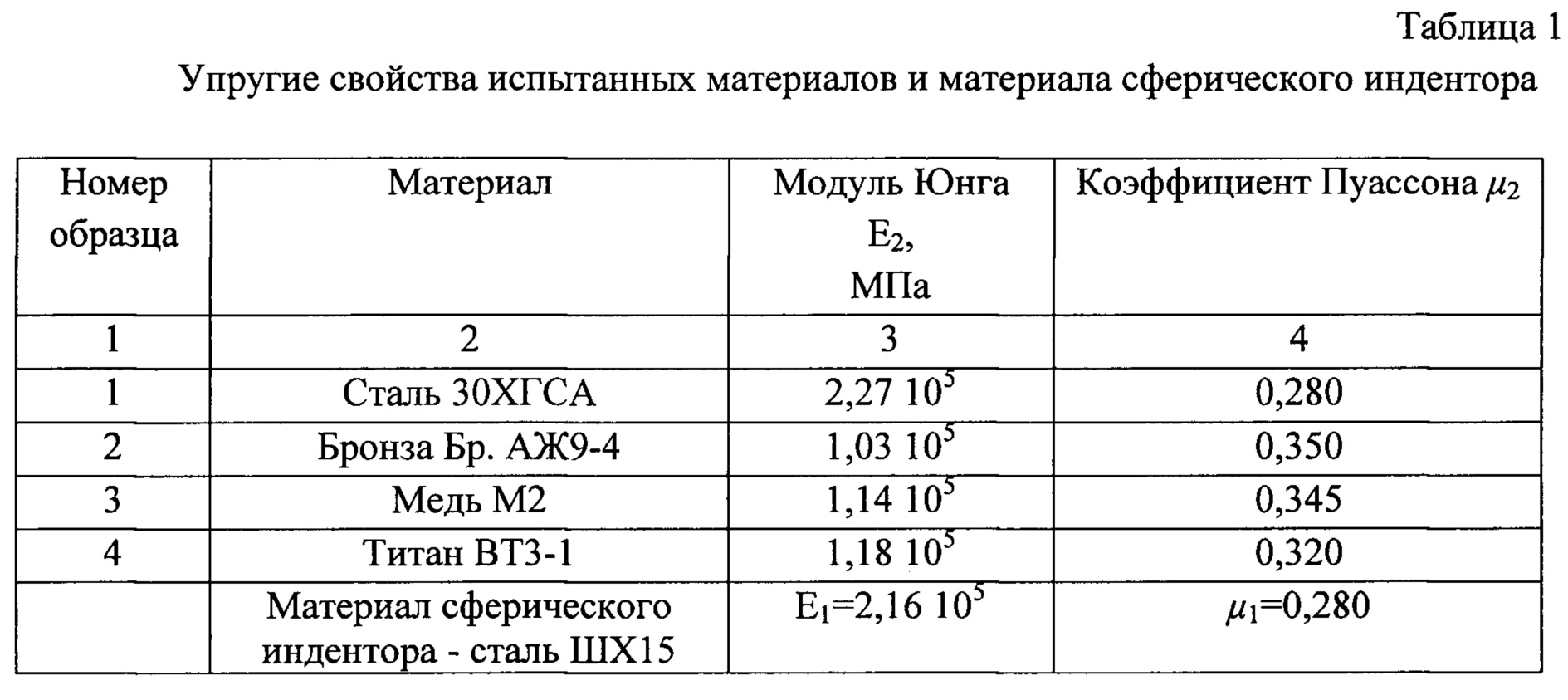
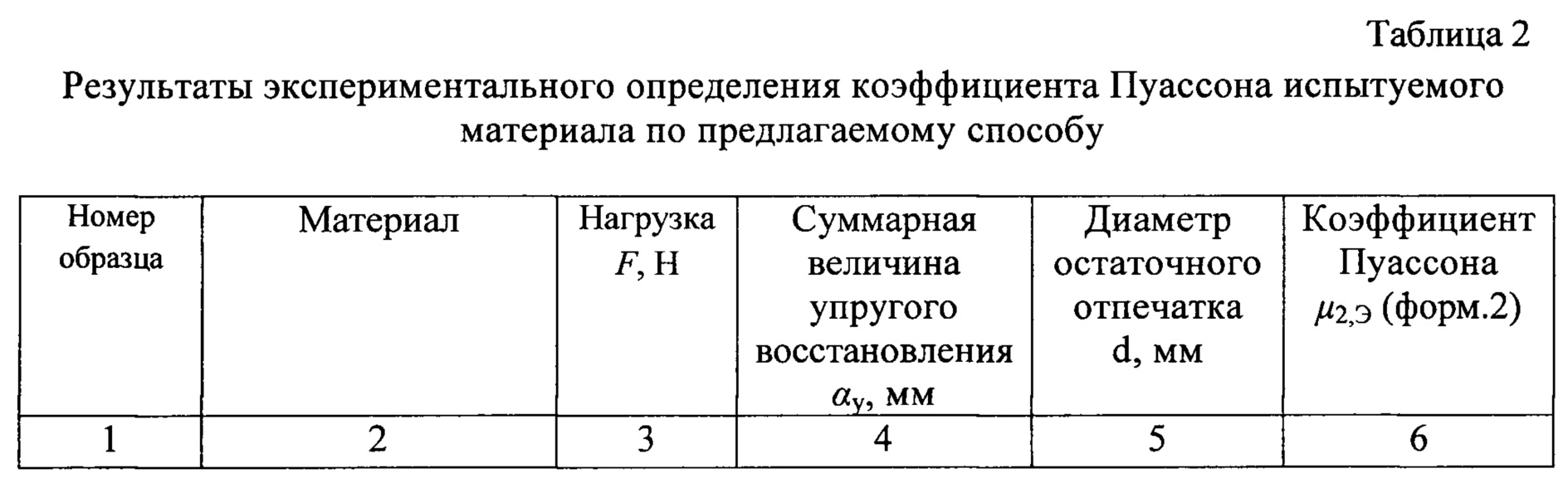

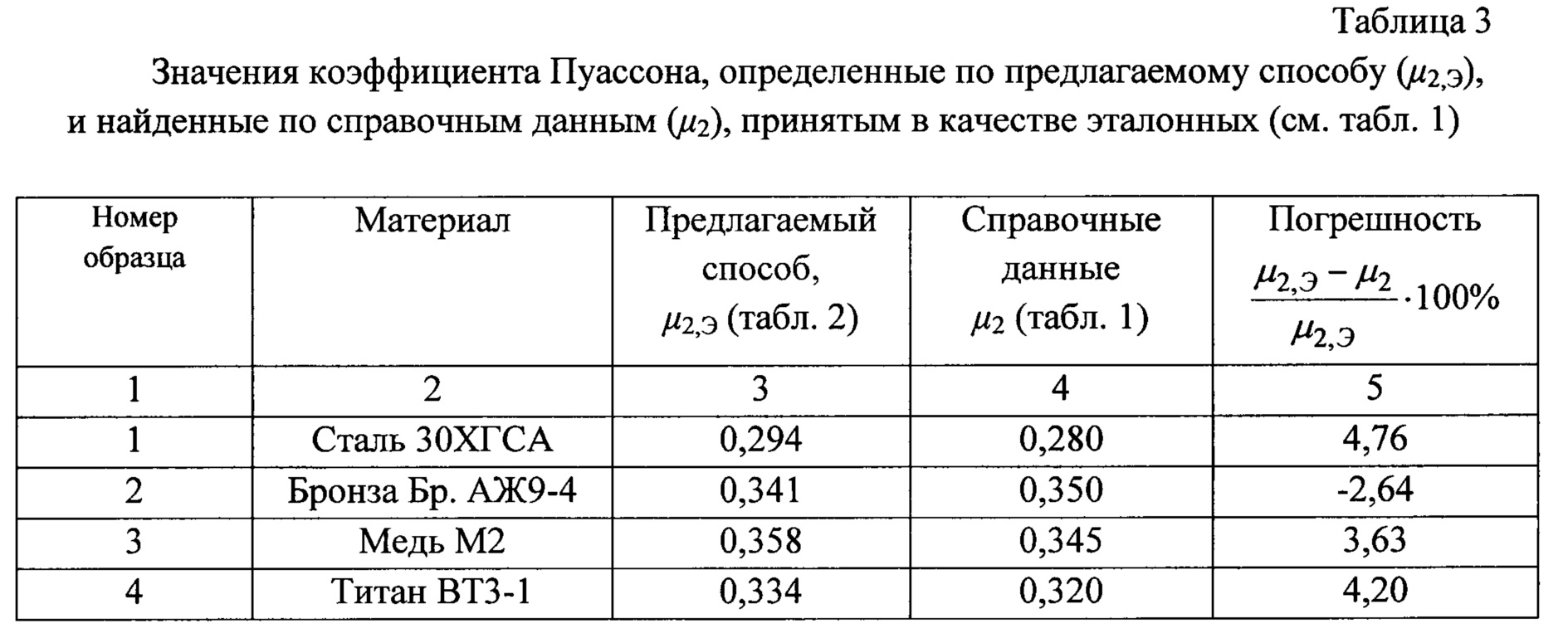
В таблице 2 приведены результаты экспериментального определения коэффициента Пуассона испытуемого материала по предлагаемому способу. В таблице 3 сопоставлены результаты определения коэффициента Пуассона предлагаемым способом и приведенными в таблице 1 справочными данными, принятыми в качестве эталонных. Как видно из таблицы 3, при использовании предлагаемого способа погрешность определения коэффициента Пуассона по сравнению с эталонным данными не превышает (3…5)% и имеет характер двухстороннего разброса.
Таким образом, результаты экспериментальной проверки свидетельствуют о пригодности предлагаемого способа для практического использования.
Использование предлагаемого способа по сравнению с известными обеспечивает следующие преимущества.
Способ обладает достаточно высокой точностью: погрешность определения коэффициента Пуассона не превышает (3…5)% для различных черных и цветных металлов в широком диапазоне изменения упругих свойств их материалов, что для оценки коэффициента Пуассона материала деталей вполне удовлетворительно. Отметим, что погрешность при определении коэффициента Пуассона по способу-прототипу (патент РФ №2410667) может достигать 9%.
В связи с этим предлагаемый способ позволяет повысить точность определения коэффициента Пуассона без разрушения материала и может быть использован для определения коэффициента Пуассона различных черных и цветных металлов, из которых изготавливаются детали машин.
Таким образом, способ, воплощающий заявленное изобретение, предусматривает, определение модуля Юнга испытуемого материала, затем испытуемый материал подвергают индентированию и определяют коэффициент Пуассона, при этом используют упругий индентор в виде сферы, определяют упругие константы материала сферического индентора, производят однократное индентирование нагрузкой, находящейся в диапазоне, соответствующем измерению твердости, измеряют в процессе снятия нагрузки суммарную величину упругого восстановления упругопластического отпечатка на поверхности испытуемого материала и упруго деформированной поверхности сферического индентора в центре контакта, измеряют диаметр остаточного отпечатка на поверхности испытуемого материала, а величину коэффициента Пуассона определяют по предложенной формуле.
Способ предназначен для использования в промышленности для определения коэффициента Пуассона без разрушения материала деталей.
Способ образования кротовых дрен
Способ получения композиционных изделий с внутренней полостью сваркой взрывом
Гидротехнический отводящий туннель с железобетонной обделкой
Способ получения меланина из лузги подсолнечника
Рабочий орган кротователя
Способ интуитивно копирующего управления одноковшовым экскаватором
Теплозащитный материал
Способ получения модифицированного диоксида кремния
Магистральная труба нефтепроводов, газопроводов и нефтепродуктопроводов
Способ получения модифицированного диоксида кремния
Способ определения предела выносливости материала цилиндрической детали при кручении
Способ определения предела текучести материала цилиндрической детали при кручении

