Результат интеллектуальной деятельности: СПОСОБ НАСЛАИВАНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ ОСТЕКЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к способу наслаивания многослойной панели остекления, и, в частности, к способу, не включающему автоклавирование, а также к устройству для осуществления способа по изобретению.
Многослойные панели остекления широко используются, например, в качестве панелей остекления транспортных средств, таких как ветровые стекла, боковые окна, задние стекла или панелей в крыше в средствах транспорта по воде, земле или воздуху, а также в качестве архитектурных панелей остекления, в качестве огнестойких панелей остекления, безопасного остекления, или в мебели, а также для передвижных или стационарно установленных арматур.
Многослойные панели остекления обычно содержат две панели остекления, например, нижняя панель остекления и верхняя панель остекления, которые соединены друг с другом через промежуточный слой, например, из термопластичной пленки поливинилбутираля (PVB), в процессе наслаивания под действием тепла и давления.
Стандартные промышленные способы наслаивания обычно включают процесс удаления воздуха в сочетании с процессом автоклавирования, как раскрыто, например, в DE 19903171 A1. Процессы автоклавирования обычно трудоемки и энергоемки.
В документах US 2009/0126859 A1, US 2007/0034317 A1 и EP 1967 805 A1 раскрыты безавтоклавные способы наслаивания.
Безавтоклавные способы наслаивания часто имеют тот недостаток, что панели остекления недостаточно хорошо соединяются друг с другом и, например, не удовлетворяют стандартным требованиям, предъявляемым в автомобильной промышленности. Кроме того, многослойные панели остекления, наслаиваемые без применения автоклава, часто содержат воздушные карманы и имеют мутность в краевой зоне многослойной панели остекления.
Таким образом, задача настоящего изобретения состоит в разработке улучшенного способа наслаивания многослойной панели остекления, в частности, безавтоклавного способа, который позволяет недорого производить многослойные панели остекления высокого качества.
Задача настоящего изобретения решается способом наслаивания многослойной панели остекления в соответствии с независимым пунктом 1 формулы изобретения. Предпочтительные варианты осуществления очевидны из зависимых пунктов формулы изобретения.
Способ по изобретению включает по меньшей мере следующие этапы:
Первый этап
(a) получение многослойной укладки (последовательности укладки) из нижней панели остекления, по меньшей мере одного промежуточного слоя и верхней панели остекления, которую наслаивают способом по изобретению с образованием многослойной панели остекления.
Последовательность этапов для удаления воздуха из многослойной укладки, включающая следующие этапы:
(b1) размещение вокруг многослойной укладки вакуумного кольца или вакуумного мешка,
(b2) удаление воздуха из многослойной укладки
- при температуре T1 от 0°C до 30°C, предпочтительно при комнатной температуре или температуре окружающей среды,
- в течение периода t1, большего или равного 8 минутам (сокращенно: мин), предпочтительно в течение периода t1 от 15 мин до 35 мин, а особенно предпочтительно в течение периода t1 от 20 мин до 30 мин, и
- путем приложения абсолютного давления p1, меньшего или равного 0,3 бар, предпочтительно меньшего или равного 0,2 бар, а особенно предпочтительно меньшего или равного 0,15 бар, к вакуумному кольцу или вакуумному мешку,
(b3) нагревание многослойной укладки
- до температуры T2 от 70°C до 130°C, предпочтительно от 80°C до 130°C, а особенно предпочтительно от 90°C до 110°C,
- при этом на вакуумном кольце (5) или вакуумном мешке поддерживается пониженное давление p2, меньшее или равное 0,3 бар, предпочтительно меньшее или равное 0,2 бар, а особенно предпочтительно меньшее или равное 0,15 бар, и, в частности, пониженное давление p2=p1,
(b4) удаление воздуха из многослойной укладки
- в течение периода t3, большего или равного 8 мин, предпочтительно в течение периода t3 от 15 мин до 30 мин, а особенно предпочтительно в течение периода t3 от 20 мин до 30 мин,
- путем поддержания на вакуумном кольце или вакуумном мешке абсолютного давления p3, меньшего или равного 0,3 бар, предпочтительно меньшего или равного 0,2 бар, а особенно предпочтительно меньшего или равного 0,15 бар,
- причем многослойную укладку поддерживают за счет микроволнового излучение при температуре T3 от 70°C до 130°C, предпочтительно от 80°C до 130°C, а особенно предпочтительно от 90°C до 110°C,
(b5) охлаждение многослойной укладки
- до температуры T4 ниже 70°C,
- при этом на вакуумном кольце или вакуумном мешке поддерживается абсолютное давление p4, меньшее или равное 0,3 бар, предпочтительно меньшее или равное 0,2 бар, а особенно предпочтительно меньшее или равное 0,15 бар,
(b6) впуск воздуха в вакуумное кольцо или вакуумный мешок и
(c) удаление вакуумного кольца или вакуумного мешка.
Нагрев многослойной укладки до температуры Ti с i=1, 2, 3, 4 означает в дальнейшем, что по меньшей мере промежуточный слой и смежные с промежуточным слоем поверхности нижней панели остекления и верхней панели остекления имеют температуру Ti.
В способе по изобретению на этапах b3) и b4) многослойную укладку нагревают или поддерживают при определенной температуре в микроволновой области микроволновой печи, предпочтительно с помощью микроволнового излучения. Микроволновое излучение предпочтительно имеет частоту f от 800 МГц до 3,0 ГГц, причем микроволновое излучение может быть импульсным, модулированным или непрерывным. Такое микроволновое излучение особенно подходит для нагрева промежуточного слоя, подходящего для получения многослойной панели остекления, в частности, промежуточного слоя из поливинилбутираля. Особенно выгодно микроволновое излучение с частотой f 915 МГц или 2,45 ГГц, так как микроволновое излучение с этими частотами является особенно подходящим для возбуждения колебаний и, тем самым, для нагрева воды и молекул воды, внедренных в промежуточный слой.
В предпочтительном варианте осуществления способа по изобретению пониженное давление поддерживают во время и между этапами b2) - b5). В предпочтительном варианте осуществления способа по изобретению пониженное давление p1 - p4, которое прикладывают на этапах b2) - b5), является постоянным, т.е. p1=p2=p3=p4 или приблизительно постоянным, т.е. отклонение пониженного давления составляет максимум 30%, предпочтительно максимум 10%.
В предпочтительном варианте осуществления способа по изобретению на этапе b3) многослойную укладку нагревают в течение периода t2 от 0,5 мин до 10 мин, а предпочтительно от 1 мин до 5 мин. В способе по изобретению возможны такие короткие продолжительности нагрева, так как промежуточный слой напрямую нагревается микроволновым излучением.
В предпочтительном варианте осуществления способа по изобретению конечная температура T2 на этапе b3) равна температуре T3 на этапе b4) или приблизительно равна, т.е. отклонения температур друг от друга составляют максимум 30%, а предпочтительно максимум 10%.
В качестве нижней панели остекления и верхней панели остекления в принципе подходят все электроизолирующие подложки, которые в условиях получения и применения многослойной панели остекления по изобретению являются термически и химически стойкими, а также стабильными по размерам.
Нижняя панель остекления и/или верхняя панель остекления предпочтительно содержат стекло, особенно предпочтительно плоское стекло, еще более предпочтительно флоат-стекло и, в частности, кварцевое стекло, боросиликатное стекло, известково-натриевое стекло или прозрачные пластмассы, особенно предпочтительно жесткие прозрачные пластмассы, и, в частности, полиэтилен, полипропилен, поликарбонат, полиметилметакрилат, полистирол, полиамид, сложные полиэфиры, поливинилхлорид и/или их смеси. Нижняя и/или верхняя панель остекления предпочтительно является прозрачной, в частности, для применения панели остекления в качестве ветрового стекла или заднего стекла транспортного средства или для других применений, в которых желательно высокое светопропускание. Под «прозрачным» в контексте изобретения следует понимать панель остекления, имеющую коэффициент пропускания в диапазоне видимой области спектра более 70%. Для панелей остекления, не находящихся в важном для движения поле зрения водителя, например, для панелей в крыше, коэффициент пропускания может быть намного ниже, например, выше 5%.
Толщина нижней и/или верхней панели остекления может изменяться в широких пределах и, таким образом, быть отлично приспособленной к требованиям индивидуального случая. Предпочтительно для стекол транспортных средств использовать стандартные толщины от 0,5 мм до 25 мм, предпочтительно от 1,4 мм до 2,5 мм; а для мебели, бытовых приборов и зданий, в частности, для электрических радиаторов предпочтительно от 4 мм до 25 мм. Размер панели остекления может изменяться в широком диапазоне и зависит от размера объекта применения по изобретению. Нижняя и необязательно верхняя панель остекления обычно имеют, например, в автомобилестроении и сфере архитектуры стандартные площади поверхности от 200 см2 до 20 м2.
Многослойная панель остекления может иметь любую трехмерную форму. Предпочтительно, трехмерная форма не имеет зон затемнения, так что на нее можно нанести покрытие, например, путем катодного напыления. Предпочтительно, нижние и верхние панели остекления являются плоскими или слегка или сильно изогнутыми в одном направлении или нескольких пространственных направлениях. В частности, используются плоские нижние и верхние панели остекления. Панели остекления могут быть бесцветными или окрашенными.
Нижние и/или верхние панели остекления соединены друг с другом по меньшей мере одним промежуточным слоем. Промежуточный слой предпочтительно является прозрачным. Промежуточный слой предпочтительно содержит по меньшей мере одну пластмассу (пластик), предпочтительно поливинилбутираль (PVB), этиленвинилацетат (EVA) и/или полиэтилентерефталат (PET). Однако, промежуточный слой может также содержать, например, полиуретан (PU), полипропилен (PP), полиакрилат, полиэтилен (PE), поликарбонат (PC), полиметилметакрилат, поливинилхлорид, полиацетатную смолу, литьевые смолы, полиакрилаты, фторированный этилен-пропилен, поливинилфторид и/или этилен-тетрафторэтилен, или их сополимеры или смеси.
Промежуточный слой может быть образован одной или даже несколькими расположенными одна на другой пленками, причем толщина пленки предпочтительно составляет от 0,025 мм до 1 мм, обычно 0,38 мм или 0,76 мм. Таким образом, промежуточный слой может состоять из одной или нескольких пленок. Предпочтительно использовать по меньшей мере три уложенные одна поверх другой пленки, в частности, пленки из поливинилбутираля, с чередованием разной пластичностью или эластичностью, как известно, например, из EP 0763420 A1 или EP 0844075 A1.
Промежуточные слои предпочтительно могут быть термопластичными и после наслаивания связывают нижнюю панель остекления, верхнюю панель остекления и возможные дополнительные промежуточные слои друг с другом.
Способ согласно изобретения особенно подходит для обработки промежуточных слоев из одной или нескольких пленок поливинилбутираля. Поверхность пленки поливинилбутираля может быть тисненой и иметь любую требуемую шероховатость. Особенно предпочтительны пленки поливинилбутираля с шероховатостью Rz от 15 мкм до 90 мкм. Параметр Rz охарактеризован здесь как средняя глубина шероховатости, то есть сумма высоты самого большого выступа профиля и глубины самой большой впадины профиля в пределах единичного участка замера lr.
В предпочтительном варианте осуществления способа по изобретению промежуточный слой и, в частности, пленка поливинилбутираля имеет содержание воды более 0,10%, предпочтительно от 0,15% до 0,60%, и, в частности, от 0,20% до 0,55%. При таких содержаниях воды можно достичь быстрого и эффективного нагрева многослойной укладки в микроволновой области по изобретению; а адгезионные свойства, а также характеристики удаления воздуха из промежуточного слоя сохраняются.
Нижняя панель остекления, верхняя панель остекления и/или промежуточный слой могут иметь электропроводящее покрытие и, в частности, прозрачное электропроводящее покрытие.
Электропроводящие слои по изобретению известны, например, из DE20/2008 017611 U1, EP 0847965 B1 или WO2012/052315 A1. Они обычно содержат один или несколько, например, два, три или четыре электропроводящих функциональных слоя. Функциональные слои предпочтительно содержат по меньшей мере один металл, например, серебро, золото, медь, никель и/или хром, или сплав металла(ов). Функциональные слои особенно предпочтительно содержат по меньшей мере 90 мас.% металла, в частности, по меньшей мере 99,9 мас.% металла. Функциональные слои могут состоять из металла или сплава металла. Особенно предпочтительно, функциональные слои содержат серебро или содержащий серебро сплав. Такие функциональные слои имеют особенно предпочтительную электропроводность при одновременно высоком коэффициенте пропускания в диапазоне видимой области спектра. Толщина функционального слоя предпочтительно составляет от 5 нм до 50 нм, особенно предпочтительно от 8 нм до 25 нм. В этом диапазоне толщин функционального слоя достигается предпочтительно высокое пропускание в диапазоне видимой области спектра и особенно предпочтительная электропроводность.
Как правило, в каждом случае между двумя смежными функциональными слоями находится по меньшей мере один диэлектрический слой. Предпочтительно, дополнительный диэлектрический слой находится ниже первого и/или выше последнего функционального слоя. Диэлектрический слой содержит по меньшей мере один слой диэлектрического материала, например, содержащий нитрид, такой как нитрид кремния, или оксид, такой как оксид алюминия. Однако, диэлектрический слой может содержать также множество отдельных слоев, например, отдельные слои диэлектрического материала, выравнивающие слои, согласующие слои, блокирующие слои и/или антиотражательные (просветляющие) слои. Толщина диэлектрического слоя составляет, например, от 10 нм до 200 нм.
Такую слоистую структуру получают обычно путем серии операций осаждения, которые осуществляют вакуумным методом, таким как вакуумное осаждение из паровой фазы, или методами физического осаждения из паровой фазы (PVD), такими как магнетронно-катодное распыление, или методом химического осаждения из паровой фазы (CVD).
Другие подходящие электропроводящие слои предпочтительно содержат оксид олова-индия (ITO), легированный фтором оксид олова (SnO2:F) или легированный алюминием оксид цинка (ZnO:Al), или состоят из них.
В принципе, электропроводящим слоем может служить любое покрытие, с которым можно вступать в электрический контакт. Если многослойная панель остекления по изобретению позволяет видеть сквозь неё, как в случае, например, панелей остекления в области окон, электропроводящий слой предпочтительно является прозрачным. В предпочтительном варианте осуществления электропроводящий слой является слоем или слоистой структурой из нескольких отдельных слоев с общей толщиной, меньшей или равной 2 мкм, особенно предпочтительно меньшей или равной 1 мкм.
Для предотвращения коротких замыканий и искровых пробоев в микроволновой области, предпочтительно, чтобы прозрачный электропроводящий слой по изобретению имел удельное поверхностное сопротивление от 0,4 Ом/квадрат до 200 Ом/квадрат. В особенно предпочтительном варианте осуществления электропроводящий слой по изобретению имеет удельное поверхностное сопротивление от 0,5 Ом/квадрат до 20 Ом/квадрат.
Электропроводящий слой предпочтительно содержит прозрачное электропроводящее покрытие. Здесь «прозрачное» означает проницаемое для электромагнитного излучения с длиной волны от 300 нм до 1300 нм, в частности, для видимого света.
В предпочтительном варианте осуществления способа по изобретению наслаивание многослойной панели остекления полностью осуществляется без автоклавирования. Другими словами, нет дополнительного этапа, на котором применяется автоклавирование. Исследования, проведенные авторами изобретения, показали, что можно достичь отличных результатов в отношении прозрачности, отсутствия помутнений и прочности многослойной панели остекления безавтоклавными способами. Процессы автоклавирования особенно энергоемки, так как вся многослойная укладка в сборе должна выдерживаться в течение длительного времени при пониженном давлении и высоких температурах. С помощью представленных здесь безавтоклавных способов в результате целенаправленного воздействия микроволнового излучения нагревается только многослойная укладка и, в частности, только промежуточный слой со смежными поверхностями нижней и верхней панели остекления, что является особенно энергоэффективным.
Понятно, что в качестве альтернативы безавтоклавному способу сначала на этапах a)-c) можно получить заготовку многослойной панели остекления, после чего провести процесс ее автоклавирования.
Другой аспект изобретения включает в себя устройство для осуществления упомянутого способа, содержащее по меньшей мере:
- транспортирующая установка для перемещения многослойной укладки через устройство в направлении транспортировки,
- систему вакуумирования с по меньшей мере одним вакуумным кольцом или по меньшей мере одним вакуумным мешком для удаления воздуха из многослойной укладки на этапах b2) - b5),
- по меньшей мере одну микроволновую область (12) для нагрева многослойной укладки (1) на этапах b3) и b4).
Микроволновая область обычно создается в микроволновой печи. Понятно, что устройство по изобретению может иметь множество микроволновых печей, которые размещены в направлении транспортировки друг за другом. Альтернативно или в комбинации, микроволновая печь(и) может иметь одну или множество микроволновых областей.
Способ по изобретению можно осуществлять в устройстве по изобретению последовательно или в периодическом режиме (называемом также прерывистым процессом). При осуществлении способа по изобретению в периодическом режиме в микроволновой области микроволновой печи одновременно находится одна или несколько многослойных укладок. В последовательном режиме несколько многослойных укладок проходят друг за другом через микроволновую область микроволновой печи. Последовательный режим может осуществляться непрерывно, т.е. многослойные укладки проходят в непрерывном движении через микроволновую область и тем самым обрабатываются. Альтернативно, последовательный режим может осуществляться с прерываниями, т.е. многослойную укладку вводят в микроволновую область, транспортирующий механизм останавливают, многослойную укладку нагревают и удаляют из нее воздух, а затем выводят из микроволновой области.
В предпочтительном варианте устройство по изобретению содержит по меньшей мере один блок охлаждения, предпочтительно вентилятор с теплообменником или без него. Блок охлаждения находится ниже в направление транспортировки от микроволновой области. Это особенно выгодно тем, что на этапе b5) многослойную укладку можно быстро охладить до требуемой температуры, что ведет к сокращению продолжительности процесса.
В предпочтительном варианте устройства по изобретению по меньшей мере секции транспортирующей системы и системы вакуумирования, находящиеся в микроволновой области, электрически изолированы или имеют очень высокое электрическое сопротивление и предпочтительно не содержат металлов. Это позволяет избежать нежелательного поглощения и коротких замыканий, а также искрения в микроволновой области. Подходящими материалами для транспортирующей системы и системы вакуумирования в таких секциях, следовательно, являются пластики, резина или керамика.
Устройство по изобретению может быть разработано так, чтобы многослойная укладка транспортировалась через устройство в его продольном или поперечном направлении.
Другой аспект изобретения включает применение многослойной панели остекления, полученной способом по изобретению, в средствах транспорта для перемещения по земле, в воздухе или по воде, в частности, в автомобилях, поездах, летательных аппаратах или на судах, например, в качестве ветрового стекла, заднего стекла, боковых стекол и/или панели в крыше, для зданий, в частности, в области входа, области окон, крыши или фасадов, а также в качестве встроенной детали в мебели и бытовых приборах.
Далее изобретение подробнее поясняется со ссылкой на чертежи и примерные варианты осуществления. Чертежи являются схематическими и выполнены без соблюдения масштаба. Чертежи никоим образом не ограничивают изобретение.
На чертежах:
Фиг.1 показывает блок-схему последовательности операций, иллюстрирующую примерный вариант осуществления способа по изобретению,
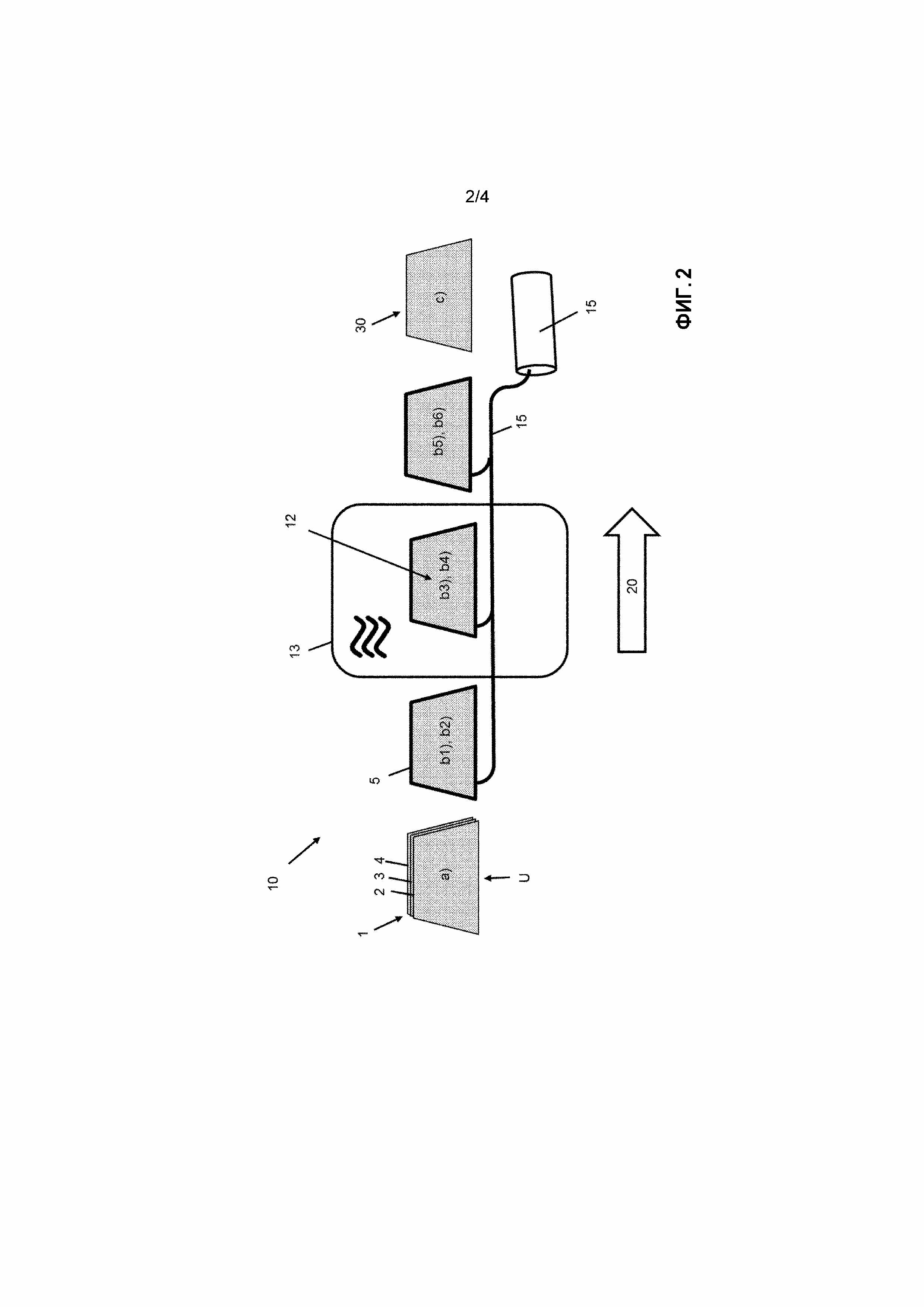
Фиг.2 показывает схематическую иллюстрацию способа по изобретению в устройстве по изобретению,
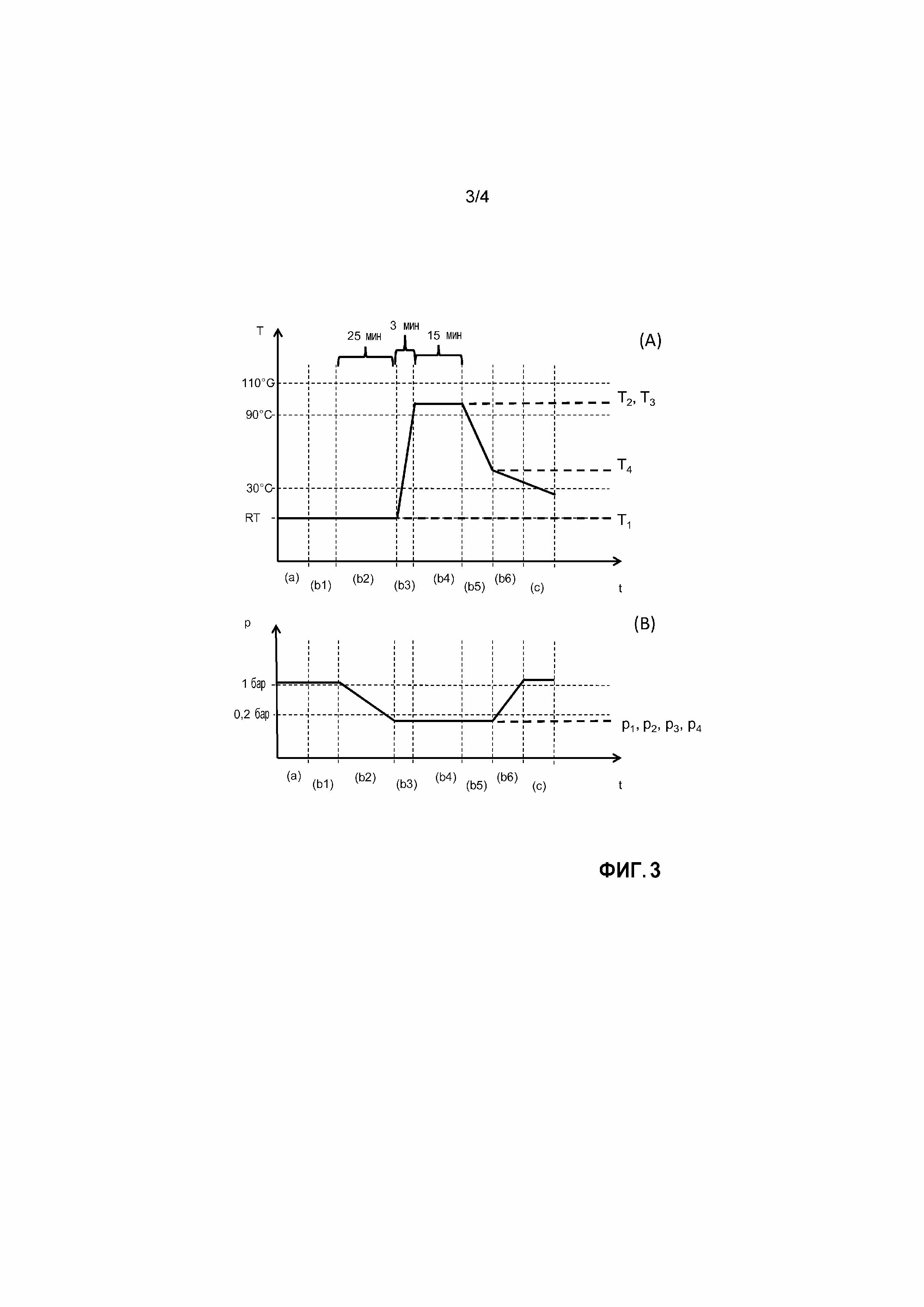
Фиг.3A показывает диаграмму температур способа по изобретению,
Фиг.3B показывает диаграмму давлений способа по изобретению и
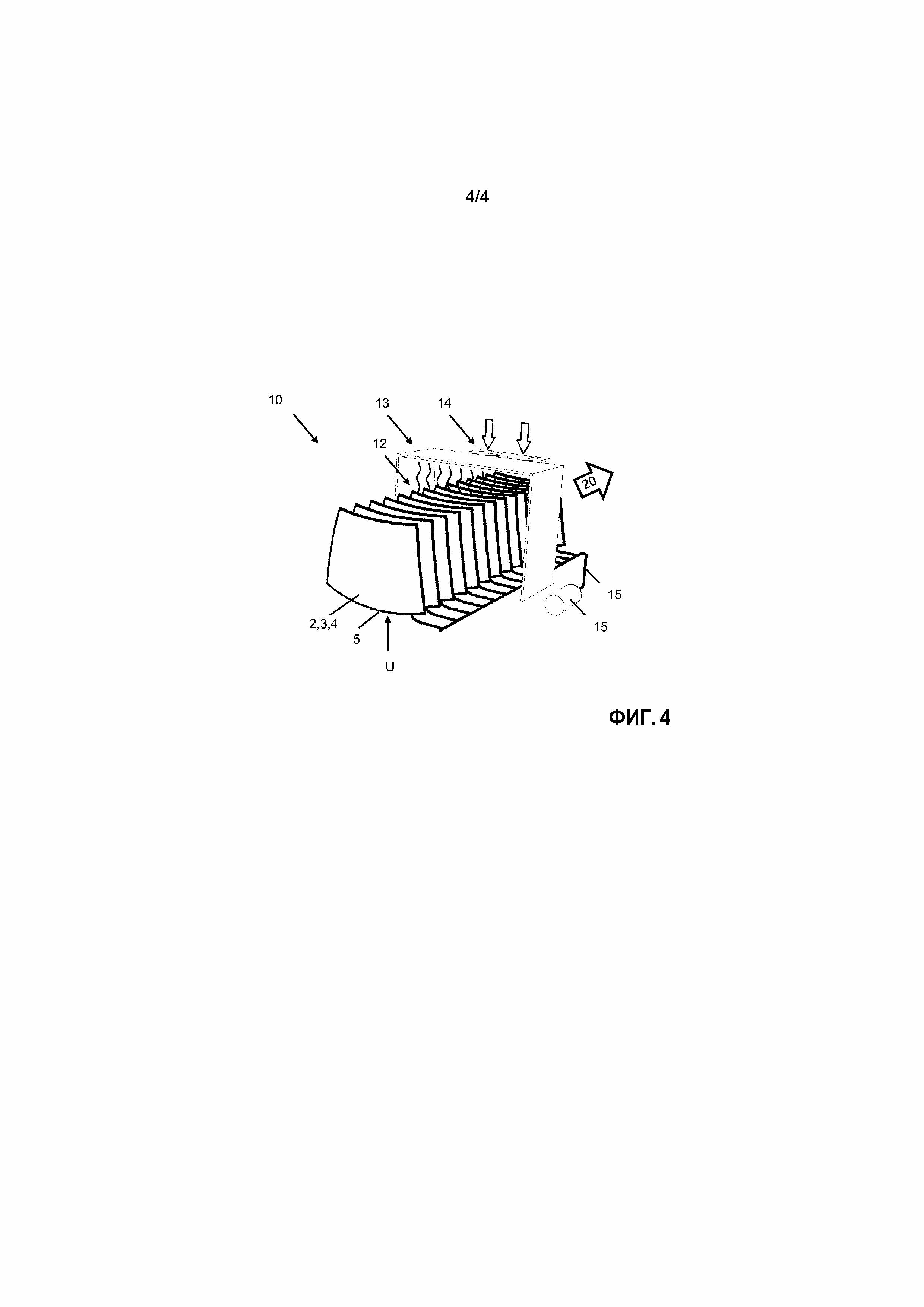
Фиг.4 показывает вид в перспективе альтернативного устройства по изобретению.
Фигура 1 показывает блок-схему последовательности операций примерного варианта осуществления способа по изобретению для наслаивания многослойной панели остекления.
Фигура 2 схематически иллюстрирует способ по изобретению в устройстве 10 по изобретению.
На первом этапе a) способа по изобретению получают многослойную укладку 1, состоящую, например, из нижней панели остекления 2, промежуточного слоя 3 и верхней панели остекления 4. Многослойная панель остекления 30, получаемая из многослойной укладки 1 путем наслаивания, здесь представляет собой, например, ветровое стекло легкового автомобиля. Понятно, что способ по изобретению и устройство по изобретению могут применяться для различных многослойных панелей остекления в области транспортных средств, архитектуры или декоративного оформления.
Нижняя панель остекления 2 и верхняя панель остекления 4 в этом примере являются почти трапециевидными и имеют небольшую кривизну, что характерно для современных ветровых стекол. Нижняя панель остекления 2 и верхняя панель остекления 4 в этом примере имеют одинаковый размер и расположены с совмещением одна поверх другой. Нижняя панель остекления 2 и верхняя панель остекления 4 имеют, например, ширину 0,9 м и длину по нижней кромке U, то есть по более длинному основанию трапециевидной панели остекления, например, 1,5 м. Кромка, противоположная нижней кромке U, имеет, например, длину 1,2 м. Конечно, при наслаивании многослойных панелей остекления, например, боковых стекол или панелей в крыше, можно использовать нижнюю панель остекления 2 и верхнюю панель остекления 4, которые меньше или больше, а также являются треугольными со сложными выпуклостями или четырехугольными.
Нижняя панель остекления 2 предназначена, например, в установленном состоянии быть обращенной в салон транспортного средства, тогда как верхняя панель остекления 4 предназначена быть обращенной наружу относительно салона транспортного средства. Нижняя панель остекления 2 и верхняя панель остекления 4 состоят, например, из известково-натриевого стекла. Толщина нижней панели остекления 2 составляет, например, 1,6 мм, а толщина верхней панели остекления 4 составляет 2,1 мм. Конечно, нижняя панель остекления 2 и верхняя панель остекления 4 могут быть выполнены, например, одинаковой толщиной. Промежуточный слой 3 является термопластичным промежуточным слоем и состоит, например, из поливинилбутираля (PVB). Он имеет толщину, например, от 0,76 мм до 0,86 мм. Промежуточный слой 3 имеет в данном примере содержание воды, например, 0,40 %.
На этапе b1) способа по изобретению вокруг внешних боковых кромок многослойной укладки 1 размещают вакуумное кольцо 5. Вакуумное кольцо 5 («green snake») состоит из стойкого к условиям вакуума рукава (шланга), имеющего форму замкнутого кольца, и на своей внутренней стороне имеет прорезь, в которую вставляется внешняя боковая кромка многослойной укладки 1. Вакуумное кольцо 5 полностью окружает боковые кромки и промежуточное пространство между нижней панелью остекления 2 и верхней панелью остекления 4 и герметизирует его в условиях вакуума. Вакуумное кольцо 5 через вакуумный рукав соединено с необязательным вакуумным компенсационным баком и вакуумным насосом. Вакуумное кольцо 5, вакуумный рукав, необязательно вакуумный компенсационный бак и вакуумный насос образуют систему 15 вакуумирования. Вакуумный компенсационный бак имеет объем, например, 1 м3. Вакуумный насос имеет производительность, например, 300 м3/ч и достигает предельного остаточного давления 0,1 мбар.
На фигуре 2 на этапе b1) показана многослойная укладка 1, состоящая из нижней панели остекления 2, промежуточного слоя 3 и верхней слоя (панели остекления) 4 с установленным вакуумным кольцом 5. Многослойная укладка размещена вертикально и вдоль направления 20 транспортировки. Многослойная укладка 1 введена в транспортирующую установку (здесь не показана), которая транспортирует многослойную укладку 1 через устройство 10 в направлении 20 транспортировки. Транспортирующая установка представляет собой, например, конвейерную ленту с подходящими опорами для приема многослойной укладки 1. Вакуумное кольцо 5 и вакуумный рукав, который соединяет вакуумное кольцо 5 с вакуумным насосом, выполнены перемещаемыми, так что они могут транспортироваться вместе с многослойной укладкой 1 через устройство 10 при поддержании пониженного давления.
На следующем этапе b2) из многослойной укладки 1 удаляют воздух, прикладывая пониженное давление, например, p=0,1 бар. Данные по давлению относятся к абсолютному давлению, то есть давлению относительно абсолютного вакуума при p=0 бар. Удаление воздуха на этом этапе происходит при температуре T1 многослойной укладки 1 от 0°C до 30°C и, например, при комнатной температуре (RT) окружающей среды. Оно осуществляется в течение периода t1, большего или равного 8 мин, и, например, в течение 25 мин.
Фигура 3A показывает примерную диаграмму изменения температуры в способе по изобретению. Горизонтальная ось разделена на этапы. Обе оси выполнены не в масштабе.
Фигура 3B показывает примерную диаграмму изменения давления в способе по изобретению. Горизонтальная ось разделена на этапы. Обе оси выполнены не в масштабе.
Затем на этапе b3) многослойную укладку 1 транспортируют с помощью транспортирующей установки в микроволновую область 12 устройства 10 и там нагревают. Микроволновая область 12 создана внутри микроволновой печи 13, которая испускает микроволновое излучение с частотой, например, 2,45 ГГц. Там многослойная укладка 1 нагревается до температуры T2 от 70°C до 130°C и, например, до 95°C в течение периода t2, например, 3 мин. При этом на вакуумном кольце непрерывно поддерживается пониженное давление p2=0,1 бар. Понятно, что пониженное давление можно прикладывать также лишь периодически. Это имеет место, в частности, при применении метода вакуумного мешка, в котором вакуумный мешок при транспортировке между несколькими положениями отсоединяют от системы вакуумирования.
Затем на этапе b4) из многослойной укладки 1 удаляют воздух при температуре T3, например, 95°C, в течение периода времени t3, большего или равного 8 мин, и, например, в течение 15 мин. При этом на вакуумном кольце непрерывно поддерживается пониженное давление p3=0,1 бар.
Затем на этапе b5) многослойную укладку 1 охлаждают до температуры T4 ниже 70°C, например, до температуры T4 50°C. При этом на вакуумном кольце непрерывно поддерживается пониженное давление p4=0,1 бар. Охлаждение можно ускорить, например, с помощью блока охлаждения (здесь не показан), например, потоком воздуха из окружающей среды устройства 10, создаваемого вентилятором (воздуходувкой). Охлаждение при пониженном давлении выгодно, так как охлаждение без пониженного давления ведет к образованию воздушных карманов и помутнениям в получаемой далее многослойной панели остекления.
Затем на этапе b6) всасывающее действие на вакуумное кольцо 5 многослойной укладки 1 выключают и прикладывают давление окружающей среды, в результате чего вакуумное кольцо 5 впускают воздух (вентилируют).
Затем на этапе c) вакуумное кольцо 5 удаляют с многослойной укладки 1.
Многослойная укладка 1 дополнительно охлаждается на этапах b6) и c) до тех пор, пока не достигнет, наконец, комнатной температуры RT.
Проведенные авторами изобретения исследования показали, что представленным здесь для примера способом можно без применения автоклавирования получать многослойные панели остекления 30 с превосходным качеством в отношении светопроницаемости, мутности (отсутствию помутнений) или чистоты цвета и прочности. Таким образом, способ по изобретению является особенно энергоэффективным и очень экономичным, благодаря короткой продолжительности процесса. Разумеется, альтернативно и для достижения особых свойств можно также осуществить дополнительные этапы, такие как автоклавирование или каландрирование.
Фигура 4 показывает вид в перспективе альтернативного устройства 10 по изобретению для осуществления способа по изобретению. С помощью показанного здесь устройства 10 можно получать многослойные панели остекления 30 с помощью соответствующих этапов, показанных на фигуре 1, а также фигурах 3A и 3B, так что далее будут обсуждены только отличия между устройствами 10 по фигуре 2 и фигуре 4.
На фигуре 4 показано множество многослойных укладок 1, каждая из которых состоит из нижней панели остекления 2, промежуточного слоя 3 и верхней панели остекления 4, каждая с установленным вакуумным кольцом 5 на ней. Многослойные укладки 1 размещены в вертикальном положении и параллельно друг другу. Многослойные укладки 1 введены в транспортирующую установку (не показана), которая транспортирует многослойные укладки 1 через устройство в направлении 20 транспортировки. При этом многослойные укладки 1 ориентированы поперек направления транспортировки. Транспортирующая установка представляет собой, например, конвейерную ленту с подходящими опорами для приема многослойных укладок 1. Вакуумное кольцо 5 и вакуумный рукав, соединяющий вакуумное кольцо 5 с вакуумным насосом, выполнены перемещаемыми, так что их можно транспортировать через устройство 10 вместе с многослойной укладкой 1 при поддержании пониженного давления.
Кроме того, показан блок 14 охлаждения, который расположен далее по ходу от микроволновой печи 13. Здесь охлаждение многослойной укладки 1 после прохождения через микроволновую область 12 можно ускорить, например, с помощью обеспечиваемого вентилятором потока воздуха из окружающей среды устройства 10.
Список ссылочных обозначений
|

Элемент остекления с усовершенствованными свойствами вибрационно-акустического ослабления, способ изготовления такого элемента остекления и способ акустической защиты в кабине транспортного средства
Способ проецирования или обратного проецирования на стекло, содержащее прозрачный слоевой элемент, имеющий свойства рассеянного отражения
Способ изготовления прозрачной рассеивающей подложки осид и полученная подложка
Проставочный элемент для изоляционного остекления
Электропроводящая основа для органического светодиода oled, содержащий ее oled и ее изготовление
Освещающее остекление с печатным промежуточным слоем
Осветительное остекление
Прозрачная рассеивающая подложка для органических светодиодов и способ изготовления такой подложки
Подложка, снабженная стеклопакетом с тепловыми свойствами
Прозрачная рассеивающая подложка для органических светодиодов и способ изготовления такой подложки
Конструктивный узел с опорой для стекла транспортного средства
Многослойное стекло с освещением
Электрообогреваемое многослойное стекло, имеющее емкостную область коммутации
Система стекла, включающая в себя обогреваемое многослойное стекло, имеющее емкостную область коммутации
Освещаемое многослойное стекло
Способ безавтоклавного ламинирования многослойного стекла
Многослойное стекло с дисплейным устройством
Устройство и способ захвата, формовки и укладки тонких стеклянных панелей
Композитная панель с функциональным элементом с электрически регулируемыми оптическими свойствами
Способ получения гнутого многослойного оконного стекла, содержащего тонкий стеклянный лист

