Результат интеллектуальной деятельности: КЕРАМИЧЕСКИЕ ОПОРНАЯ ГАЕЧНАЯ ПЛАСТИНА И МНОГОГНЕЗДНАЯ ОБОЙМА С ВЫСОКОЙ ВЯЗКОСТЬЮ РАЗРУШЕНИЯ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к гаечной пластине и многогнездной обойме, которые выполнены из керамического материала из оксида алюминия, армированного нитевидными кристаллами карбида кремния. В альтернативной конструкции гаечная пластина и многогнездная обойма выполнены из нитрида кремния.
Уровень техники
Системы тепловой защиты (TPS), например тепловые экраны для входа космического корабля в плотные слои атмосферы, секции фюзеляжа сверхзвуковых летательных аппаратов, компоненты выхлопа реактивного двигателя и т.д., выполняют из материалов, которые должны быть теплостойкими и должны выдерживать воздействие очень жестких окружающих сред. Поверхности возвращаемого аппарата особенно требовательны в этом отношении. Поверхность должна иметь низкую каталитическую активность, поскольку ударная волна точно перед поверхностью возвращаемого аппарата разделяет молекулы воздуха и обеспечивает потенциал для дополнительного нагревания. После разрушения молекул воздуха на части и их столкновения с поверхностью происходит их рекомбинация в ходе экзотермической реакции. Поскольку поверхность действует как катализатор, важно, чтобы поверхность имела низкую каталитическую активность, что уменьшает склонность к увеличению энергии, образованной во время протекания этой химической реакции. Эти материалы должны также противостоять горячему кислороду, в частности, атомарному кислороду для минимизации образования окалины на поверхностях материала. Эти материалы должны иметь высокий коэффициент излучения для максимального отвода поступающей конвективной теплоты посредством радиационной теплопередачи. Соблюдение этих требований в таких элементах системы тепловой защиты, как теплозащитные плитки, тепловые экраны и другие подобные конструкции, используемые в системах тепловой защиты, затруднено.
В системах тепловой защиты, использующих теплозащитные плитки, тепловые экраны и керамические матричные композитные компоненты, теплозащитные плитки, например, в основном присоединяют на месте. Во многих вариантах использования системы тепловой защиты прикрепленная посредством адгезива изоляция, такая как теплозащитные плитки, использована для прикрепления изоляции к внешним обводам корпуса аппаратов, например, сверхзвуковых летательных аппаратов. Преимущественным является механическое прикрепление теплозащитных плиток, тепловых экранов и других форм керамических матричных композитов для выполнения легкой и быстрой замены или технического обслуживания, а также для ограничения по температуре многих адгезивов.
Однако в таких вариантах использования, как поверхности теплового экрана возвращаемых летательных аппаратов, компоненты выхлопа двигателя, и в конструкциях сверхзвукового летательного аппарата использование металлических гаечных пластин и металлических многогнездных обойм для прикрепления керамических матричных компонентов затруднено. Большинство металлов имеет высокую каталитическую активность, низкий коэффициент теплового излучения, высокий коэффициент теплового расширения и проявляет размягчение и ослабление с увеличением температуры. При использовании гаечных пластин и металлических многогнездных обойм для прикрепления системы тепловой защиты или облицовки выхлопа к летательному аппарату, их обычно выполняют из высокотемпературных сплавов металлов.
В настоящее время большинство компонентов выхлопа турбины, гаечных пластин и многогнездных обойм главным образом, если не полностью, выполняют из жаропрочных сплавов металлов. Компоненты активно охлаждают таким образом, что металл способен выдерживать влияние окружающей среды. При использовании керамических матричных композитов и других керамических компонентов в выхлопных системах турбинного двигателя металлические гаечные пластины и металлические многогнездные обоймы из жаропрочного сплава более не могут быть использованы, поскольку металл не способен выдерживать температуру. Это усложнено тем, что керамический матричный композит имеет более низкую теплопроводность по сравнению с металлом, так что даже при охлаждении панелей имеет место тенденция к перегреву гаечных пластин и многогнездных обойм.
Раскрытие сущности изобретения
По указанным выше и другим причинам было бы значительно предпочтительнее выполнение гаечной пластины или многогнездной обоймы, используемых для закрепления керамических матричных композитов в системе тепловой защиты, из керамического материала. Однако, самые прочные керамические материалы представляют собой монолитные, хрупкие, чувствительные к царапинам, подверженные тепловому удару изделия, склонные к полному отказу, что не идеально для выполнения гаечных пластин и многогнездных обойм. Поскольку керамические материалы в гаечной пластине или в гайке из многогнездной обоймы являются хрупкими, твердыми и чувствительными к царапинам, механическое нанесение внутренних ниток резьбы в керамическом материале весьма затруднительно. Резьбовые керамические крепежные детали обычно создают в таких процессах как литьевое формование перед обжигом, однако такие виды резьбы округлены и не точны вследствие усадки при обжиге, и прочность керамической крепежной детали обычно остается очень низкой, с большим разбросом и не очень предсказуемой.
Керамическая опорная гаечная пластина и гайка из многогнездной обоймы с высокой вязкость разрушения согласно настоящему изобретению выполнены из керамического материала из оксида алюминия, армированного нитевидными кристаллами. В других вариантах реализации настоящего изобретения гаечная пластина и гайка из многогнездной обоймы выполнены из нитрида кремния. Гаечная пластина и гайка из многогнездной обоймы удовлетворяют требованиям высокой прочности во всем температурном интервале, воздействию которого они будут подвергнуты, с высокой вязкостью разрушения, минимальной чувствительностью к царапинам, низкой каталитической активностью, высоким тепловым коэффициентом излучения, высокой жесткостью, высокой твердостью, хорошим сопротивлением к тепловому удару и образованию окалины при воздействии горячего атомарного кислорода. В противоположность большинству металлов керамический материал, содержащий оксид алюминия, обладает естественно низкой каталитической активностью. Нитевидные кристаллы, смешанные с оксидом алюминия не только улучшают вязкость разрушения, но также увеличивают коэффициент излучения гаечной пластины и гайки многогнездной обоймы, что также противоположно металлу, обладающему очень низким коэффициентом излучения. Керамический материал из оксида алюминия, армированный нитевидными кристаллами, также обладает коэффициентом теплового расширения, точно соответствующим коэффициенту теплового расширения оксидных керамических матричных компонентов, с которыми используют гаечную пластину и с которыми используют гайку из многогнездной обоймы.
При выполнении гаечной пластины и гаек из многогнездной обоймы подготавливают смесь порошка керамического материала из оксида алюминия и нитевидных кристаллов. В альтернативных конструкциях используют нитрид кремния. Нитевидные кристаллы представляют собой нитевидные кристаллы карбида кремния. Смесь затем подвергают горячему прессованию при высокой температуре для образования гаечной пластины. Подготовку гаек из многогнездной обоймы осуществляют таким же образом. Для образования внутренней резьбы в болтовых отверстиях гаечной пластины и в гайках в многогнездной обойме на графитовые предварительные формы механическим образом наносят внешнюю резьбу. Эта внешняя резьба соответствует внутренней резьбе болтовых отверстий в гаечной пластине и внутренней резьбе гаек из многогнездной обоймы. Предварительные формы размещают в порошковой смеси керамического материала из оксида алюминия и нитевидных кристаллов таким образом, что во время уплотнения и нагревания смеси внутренняя резьба болтовых отверстий в гаечной пластине и внутренняя резьба гаек из многогнездной обоймы были сформированы вокруг графитовых предварительных форм. После завершения горячего прессования смеси с образованием гаечной пластины и гаек из многогнездной обоймы происходит очистка намного более мягких графитовых предварительных форм из болтовых отверстий гаечной пластины и из гаек из многогнездной обоймы, что сохраняет точные размеры внутренних охватывающих нитей резьбы в болтовых отверстиях гаечной пластины и в гайках из многогнездной обоймы. Поскольку нити внутренней резьбы были образованы под давлением во время спекания, усадка, обычно связанная с обжигом керамического материала, отсутствует.
При выполнении корпуса многогнездной обоймы используют керамический матричный композитный материал.
Гаечную пластину используют для скрепления друг с другом соседних компонентов, например керамических матричных композитных панелей посредством выравнивания отверстий для крепежных деталей композитных панелей с внутренними резьбовыми отверстиями, образованными в гаечной пластине. Крепежные детали с внешней резьбой затем вставляют через выровненные отверстия в композитных панелях и в гаечной пластине. Ввинчивание крепежных деталей через отверстия в композитных панелях и в отверстия с внутренней резьбой гаечной пластины скрепляет композитные панели друг с другом.
При использовании многогнездной обоймы для скрепления компонентов друг с другом, например, керамических матричных композитных компонентов, гайки с внутренней резьбой размещают в корпусе многогнездной обоймы известным образом. Многогнездную обойму затем используют известным образом для скрепления двух компонентов друг с другом.
Рассмотренные особенности, функции и преимущества могут быть достигнуты независимо в различных вариантах реализации настоящего изобретения или могут быть скомбинированы в других вариантах реализации настоящего изобретения, более подробная информация о которых может быть получена со ссылками на последующее описание и чертежи.
Краткое описание чертежей
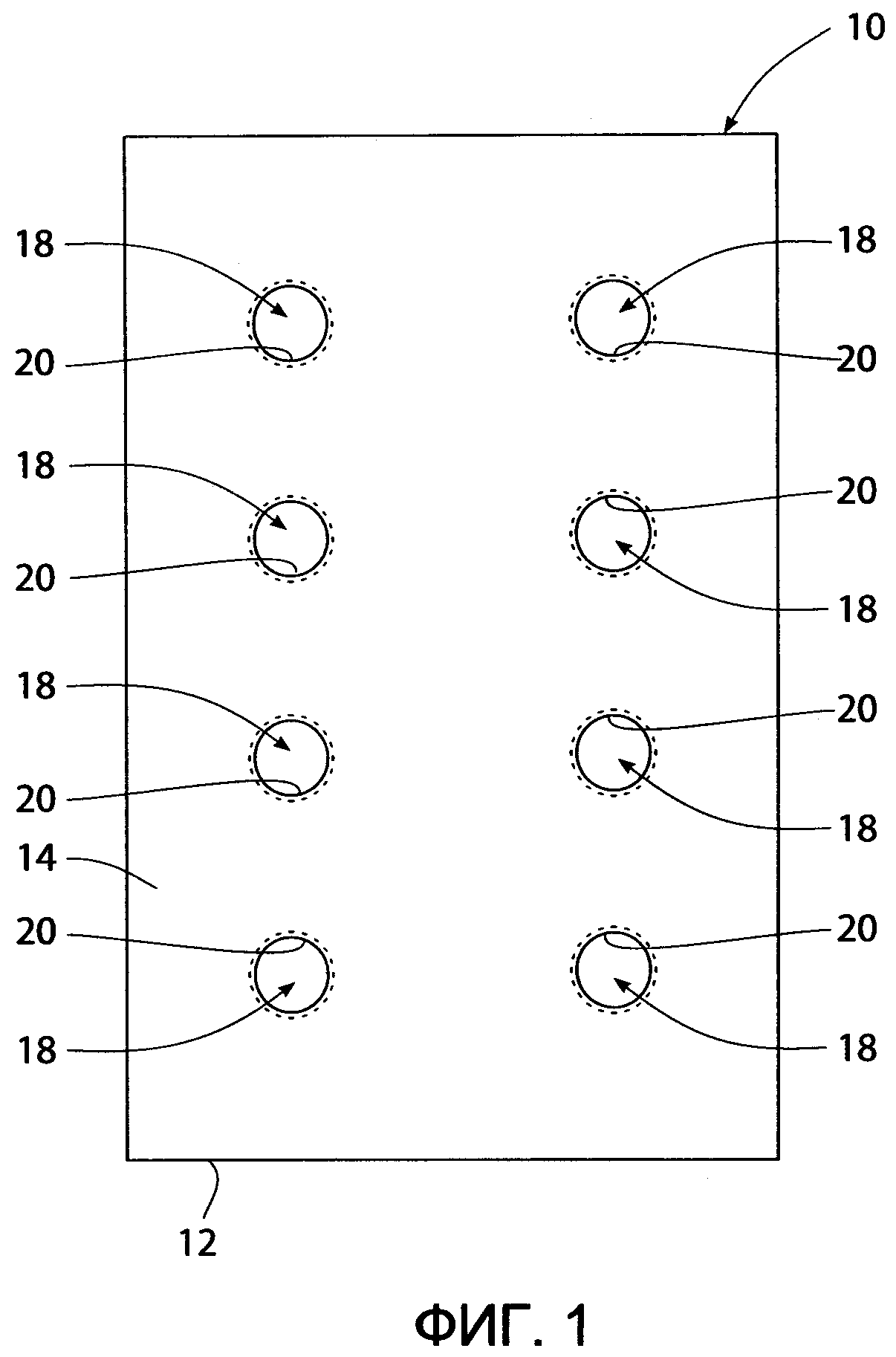
На фиг. 1 показан вид сверху гаечной пластины согласно настоящему изобретению.
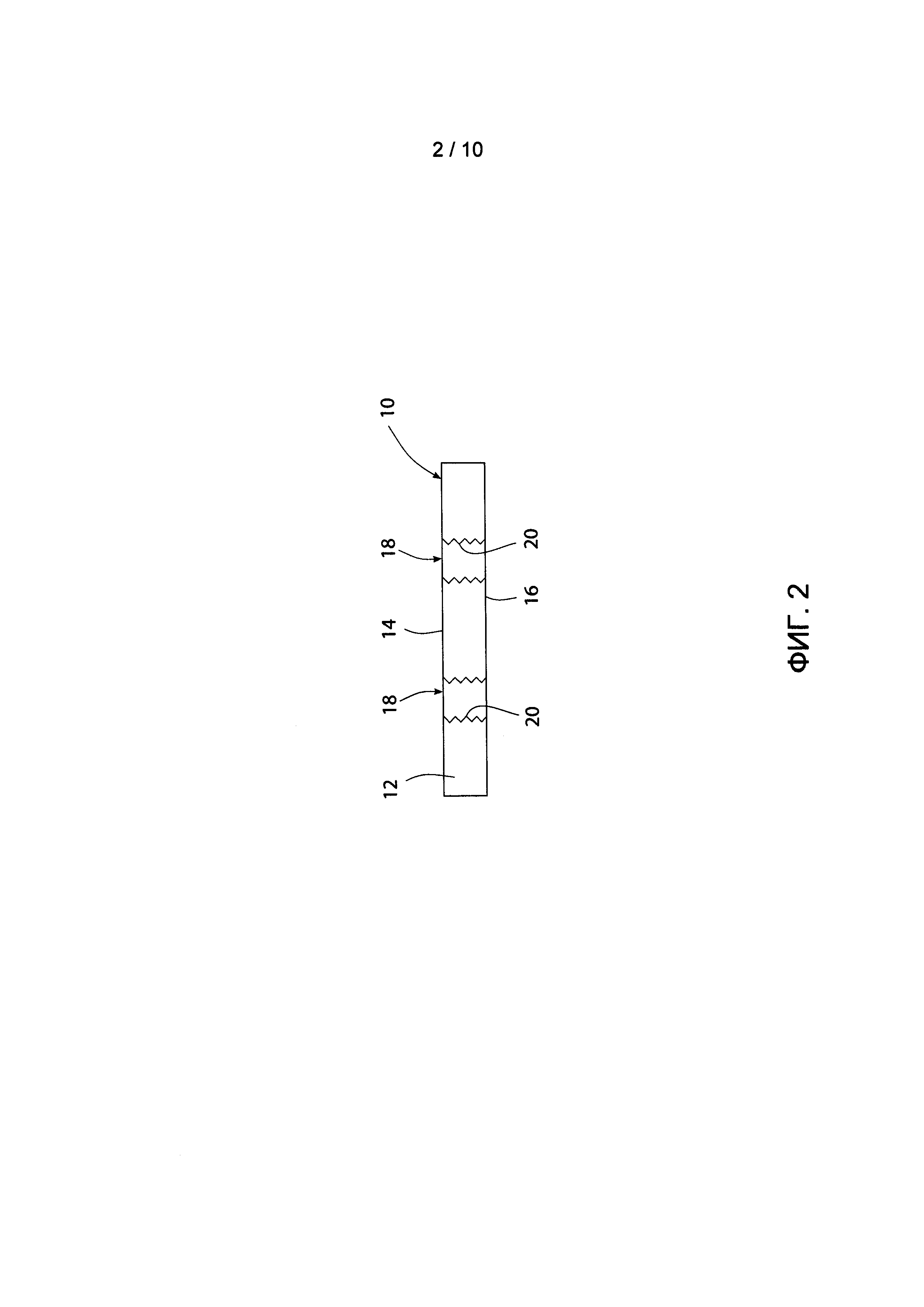
На фиг. 2 показан вид с торца гаечной пластины по фиг. 1.
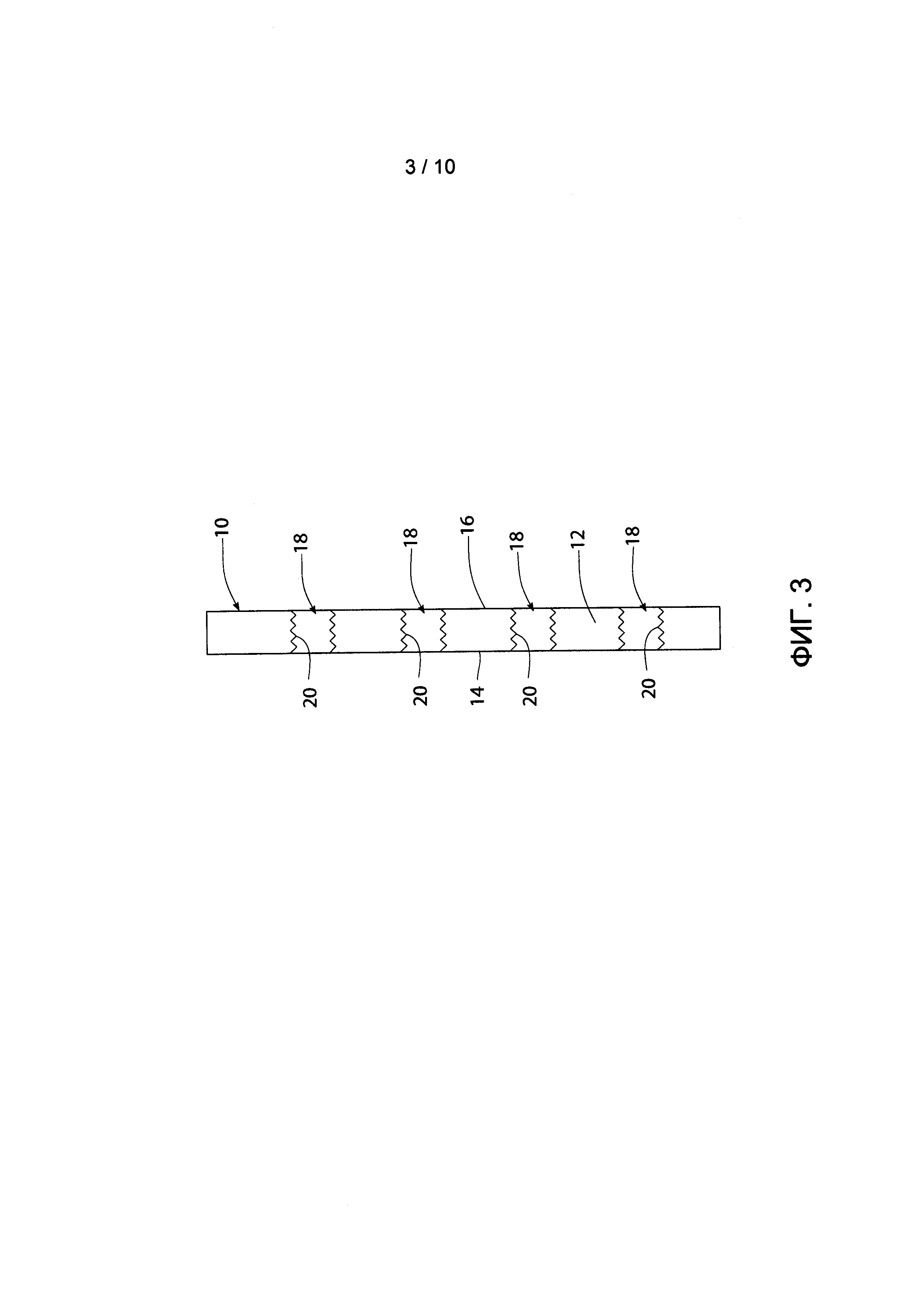
На фиг. 3 показан вертикальный вид сбоку гаечной пластины по фиг. 1.
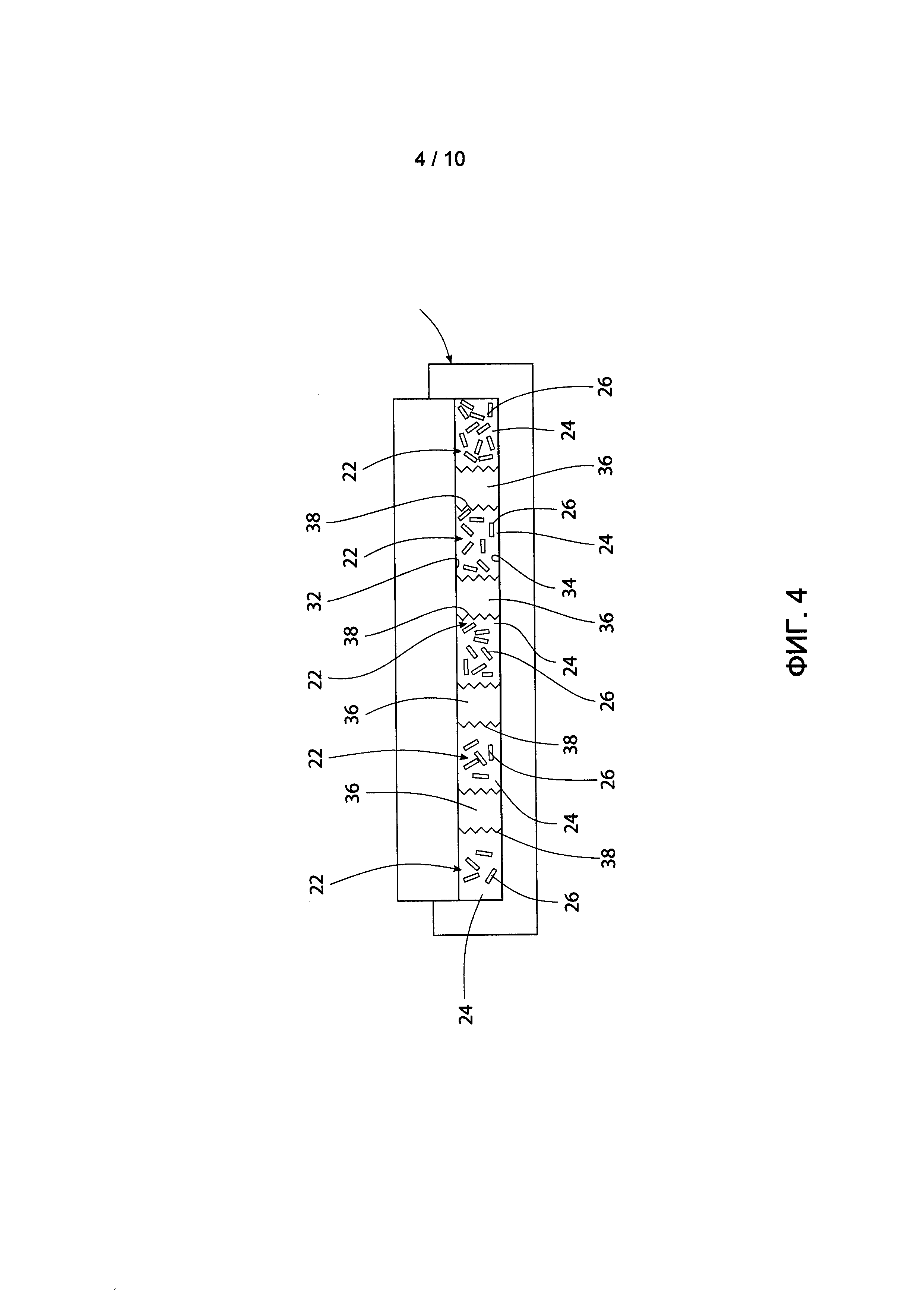
На фиг. 4 показан способ выполнения гаечной пластины согласно настоящему изобретению.
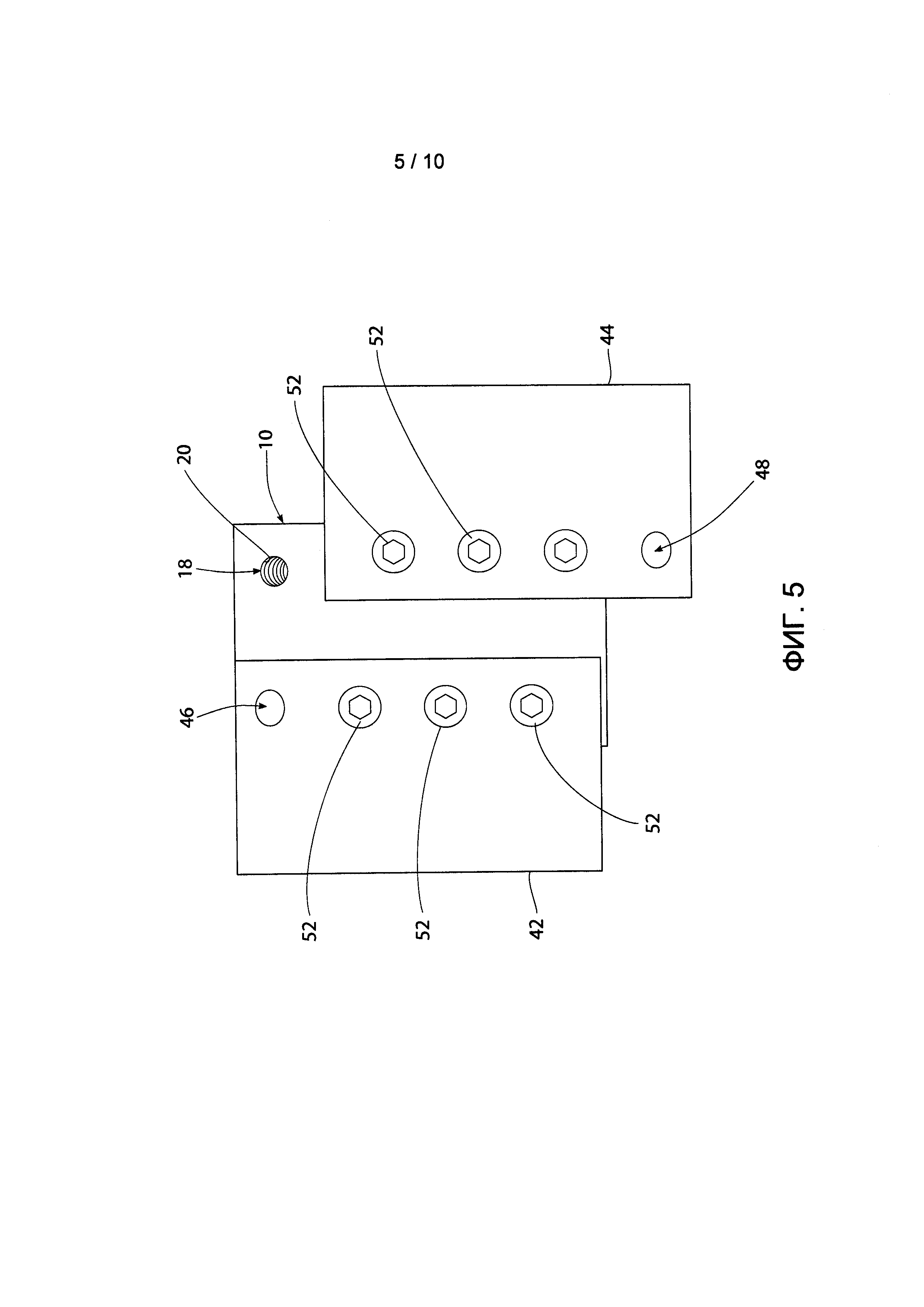
На фиг. 5 показан вид сверху гаечной пластины согласно настоящему изобретению, используемой для скрепления двух компонентов друг с другом.
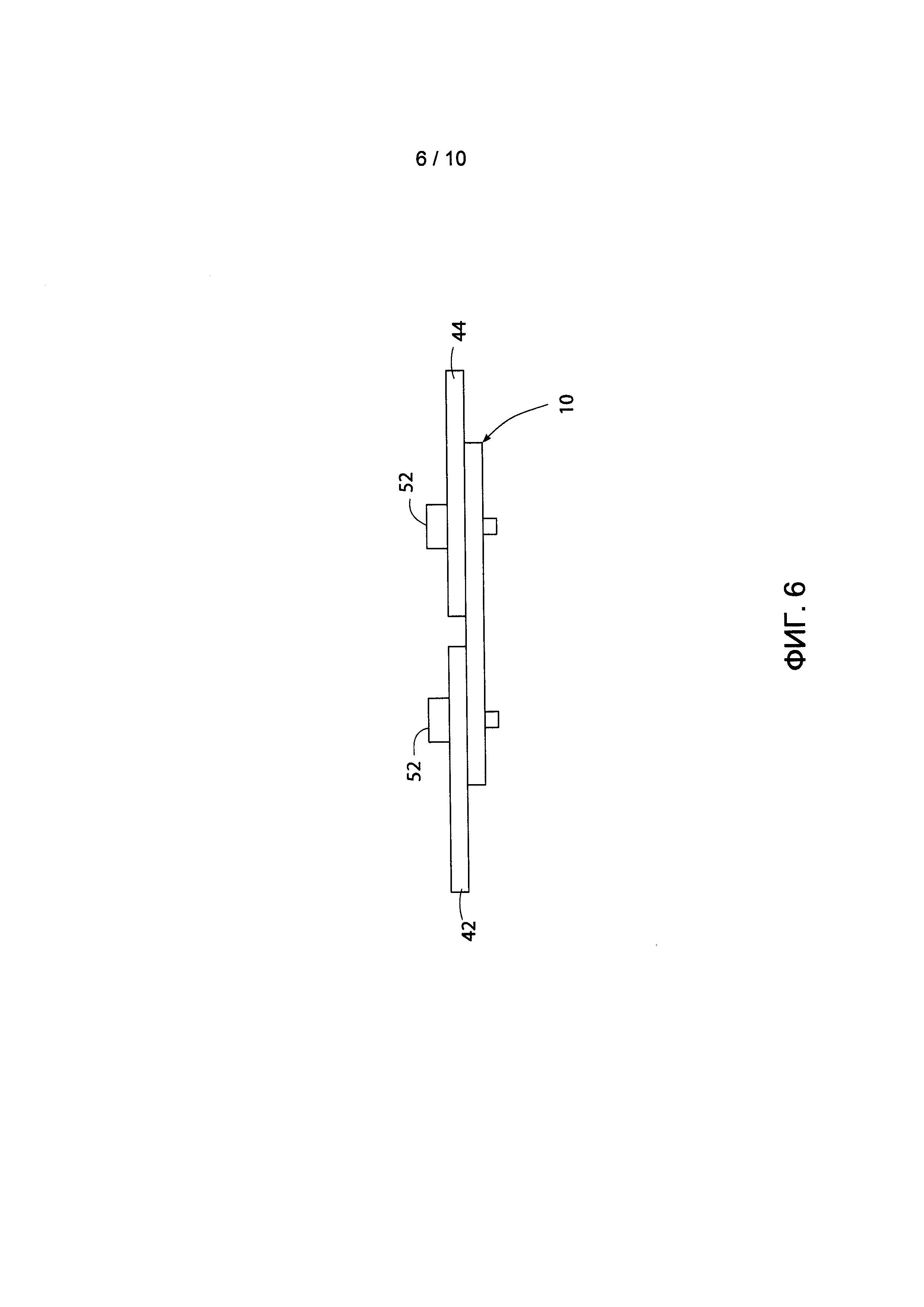
На фиг. 6 показан вида с торца гаечной пластины по фиг. 5.
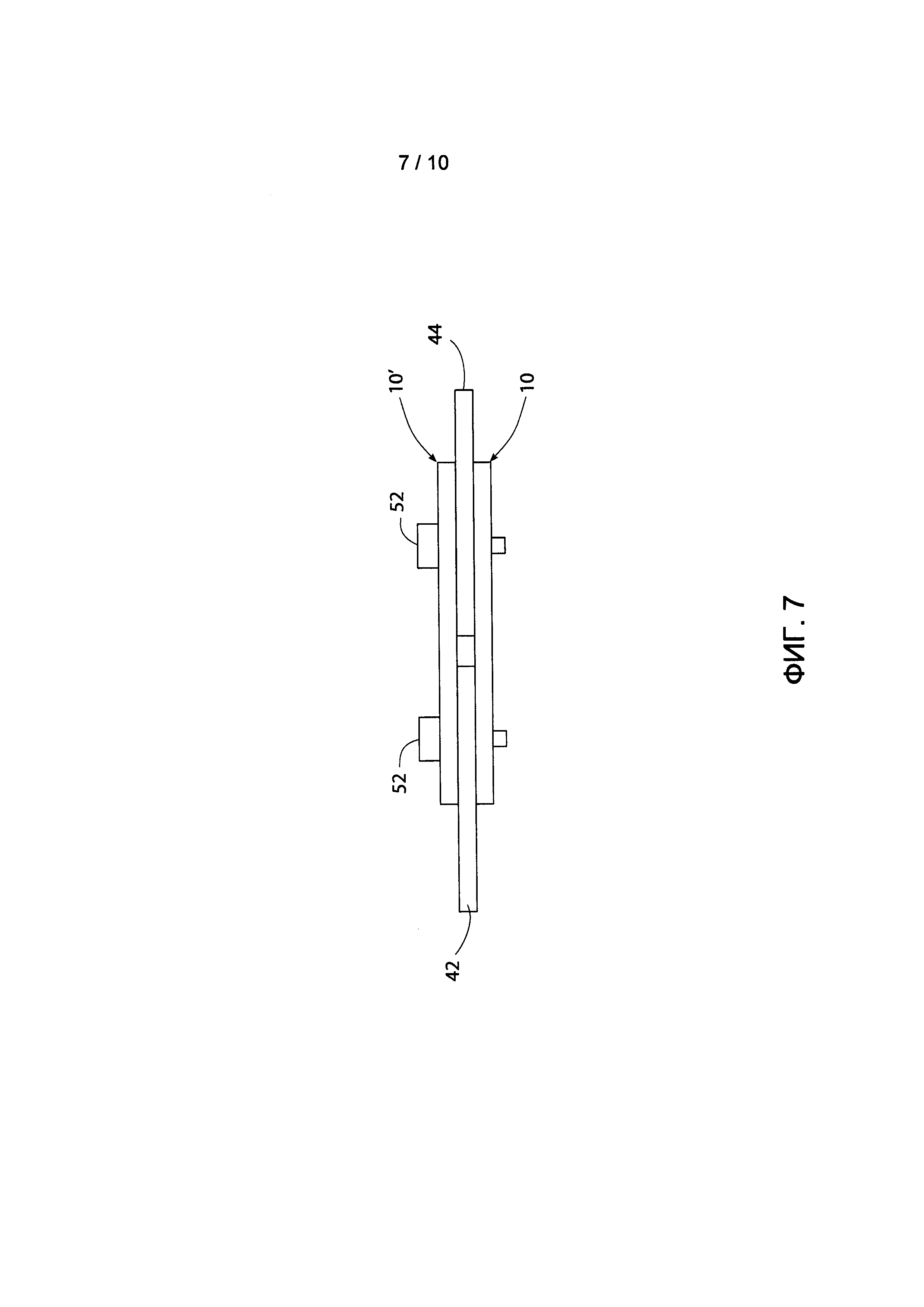
На фиг. 7 показан вида с торца двух гаечных пластин, используемых для скрепления двух компонентов друг с другом.
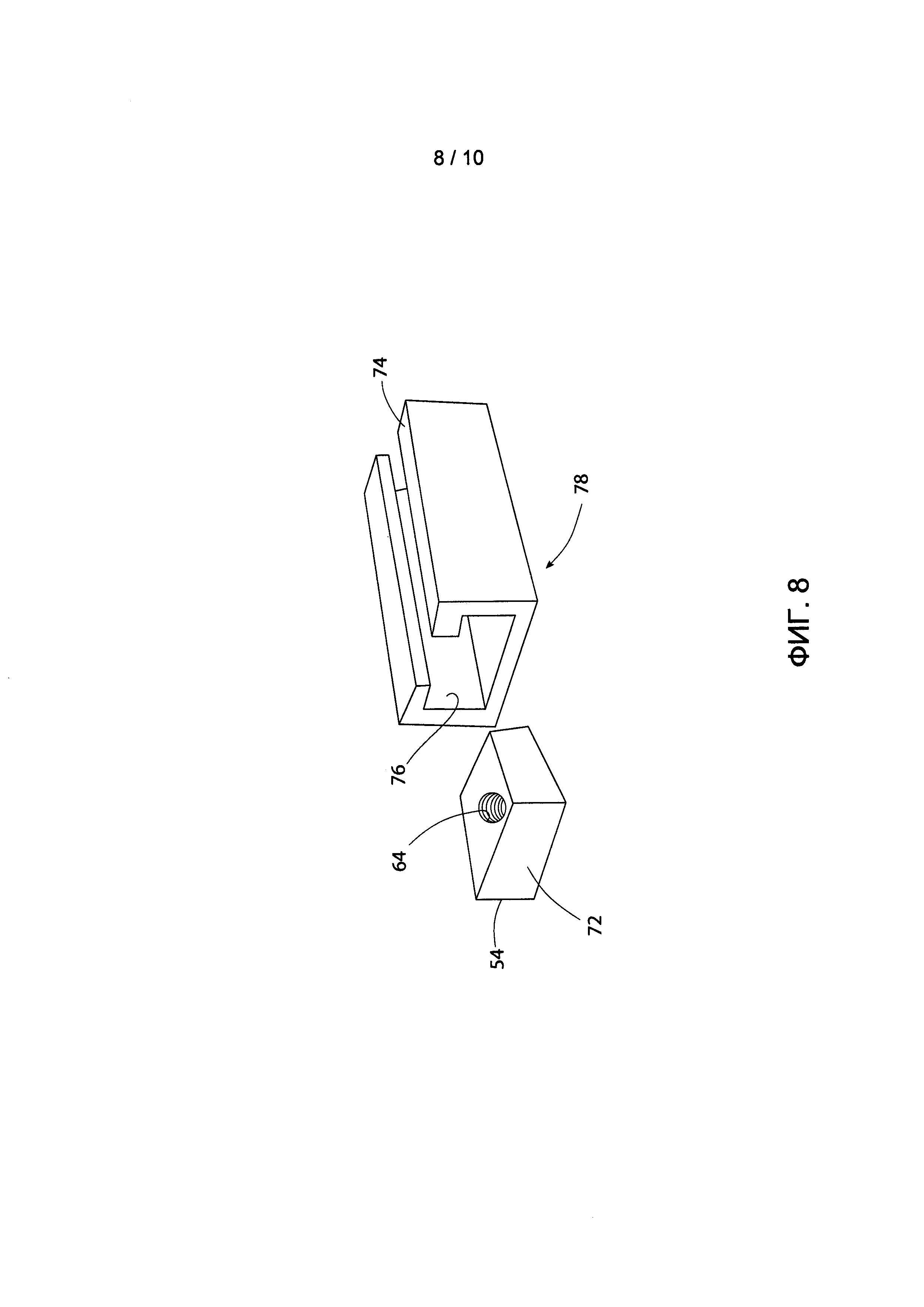
На фиг. 8 показан перспективный вид гайки и корпуса многогнездной обоймы согласно настоящему изобретению.
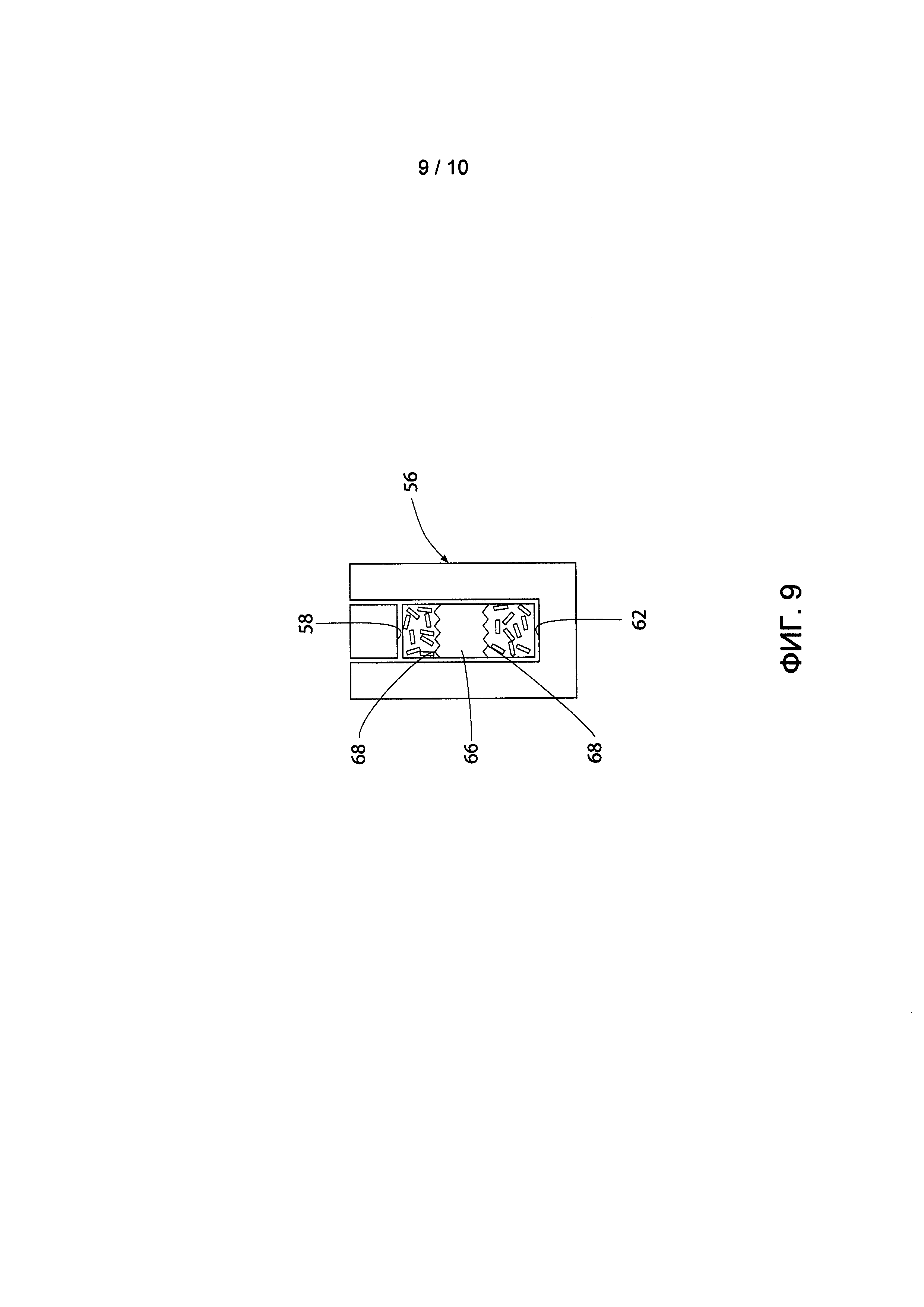
На фиг. 9 показан способ выполнения гайки многогнездной обоймы согласно настоящему изобретению.
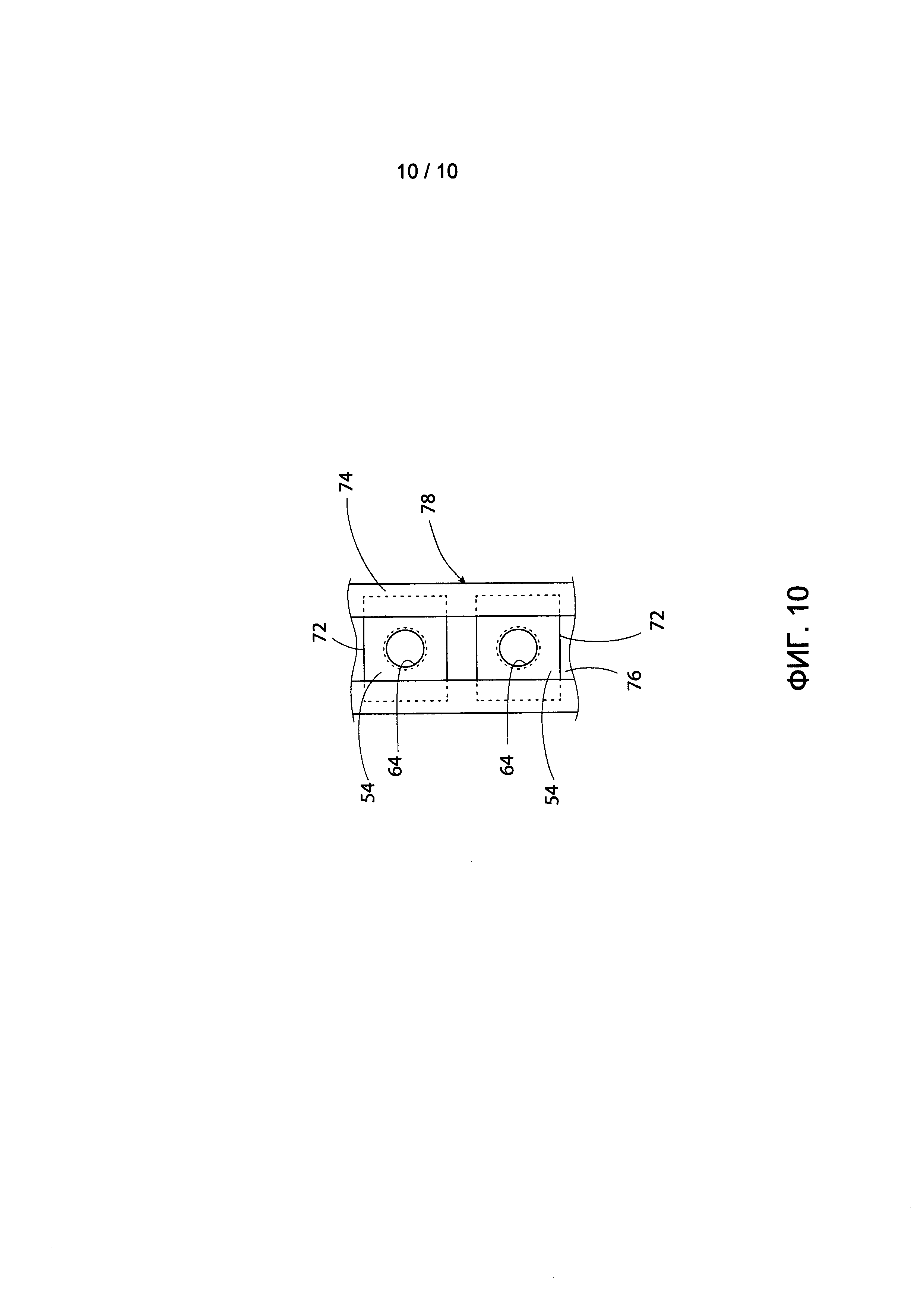
На фиг. 10 показаны гайка и корпус многогнездной обоймы согласно настоящему изобретению, собранные вместе.
Осуществление изобретения
На фиг. 1 показан вид сверху гаечной пластины (10) согласно настоящему изобретению. На фиг. 2 показан вид с торца гаечной пластины (10). Противоположный конец гаечной пластины (10) представляет собой зеркальное отображение конца гаечной пластины, показанного на фиг. 2. На фиг. 3 показан вид сбоку гаечной пластины (10). Противоположная сторона гаечной пластины (10) представляет собой зеркальное отображение стороны гаечной пластины, показанной на фиг. 3. Как показано на фиг. 1-3, конфигурация гаечной пластины (10) известна.
Гаечная пластина (10) имеет в целом прямоугольную конфигурацию, определяемую периферийным краем (12) гаечной пластины (10). Гаечная пластина (10) имеет плоскую гладкую переднюю поверхность (14) и противоположную плоскую гладкую заднюю поверхность (16). Гаечная пластина (10) имеет множество цилиндрических внутренних отверстий или отверстий (18) для крепежных деталей, проходящих через гаечную пластину. Каждое внутреннее отверстие (18) имеет внутреннюю резьбовую поверхность (20), окружающую внутреннее отверстие. На фиг. 1 гаечная пластина (10) показана с восемью внутренними отверстиями (18) и восемью внутренними резьбовыми поверхностями (20). Следует отметить, что восемь показанных на фиг. 1 внутренних отверстий (18) представляют собой лишь один пример количества внутренних отверстий (18), которые могут быть выполнены в гаечной пластине (10).
Особенность гаечной пластины (10), показанной на фиг. 1-3, состоит в том, что она выполнена в виде высокотемпературной гаечной пластины. Это достигнуто выполнением гаечной пластины (10) из керамического композитного материала, использующего технологию армирования нитевидными кристаллами. Твердая керамическая матрица армирована чрезвычайно прочными, жесткими кристаллами, обычно называемыми нитевидными кристаллами. Гаечная пластина (10) выполнена из керамического матричного композитного материала, представляющего собой смесь порошка керамического материала из оксида алюминия, армированного нитевидными кристаллами карбида кремния. Один пример керамического матричного композитного материала, используемого для выполнения гаечной пластины (10), представляет собой армированный нитевидными кристаллами керамический материал WG-300®, что является зарегистрированным товарным знаком компании Greenleaf Corporation. В WG-300® процентное содержание нитевидных кристаллов карбида кремния в смеси порошка керамического материала из оксида алюминия с нитевидными кристаллами карбида кремния составляет примерно 30%. В других примерах керамического композитного материала, используемого для выполнения гаечной пластины (10), процентное содержание нитевидных кристаллов карбида кремния в смеси порошка керамического материала из оксида алюминия с нитевидными кристаллами карбида кремния находится в диапазоне от 18% до 30% смеси.
В альтернативных вариантах реализации гаечной пластины (10) она выполнена из керамического материала из нитрида кремния.
Способ выполнения гаечной пластины (10) показан на фиг. 4. При выполнении гаечной пластины (10) подготавливают смесь (22) порошка (24) керамического материала из оксида алюминия с нитевидными кристаллами (26) карбида кремния. Смесь (22) из порошка (24) керамического материала из оксида алюминия с нитевидными кристаллами (26) карбида кремния помещают в высокотемпературный пресс (28) высокого давления для образования гаечной пластины (10). На фиг. 4 показан высокотемпературный пресс (28) высокого давления. На фиг. 4 порошок (24) керамического материала из оксида алюминия и нитевидные кристаллы (26) карбида кремния показаны схематично и без соблюдения масштаба. Пресс (28) содержит части (32), (34) матрицы пресс-формы, которые выполнены с возможностью образования гаечной пластины (10) из смеси (22) порошка (24) керамического материала из оксида алюминия и нитевидных кристаллов (26) карбида кремния. Смесь (22) помещают в пресс (28) между частями (32), (34) матрицы пресс-формы и подвергают горячему прессованию при температуре, превышающей 3000 градусов по Фаренгейту (1649°C) и прессуют смесь (22) под высоким давлением для образования гаечной пластины (10). Гаечная пластина (10) выполнена плотной и имеет малый размер зерен. Внешнее давление, приложенное к смеси (22) одновременно с температурой пресса (28), обеспечивает хорошую консолидацию порошка (24) керамического материала из оксида алюминия и армирующих нитевидных кристаллов (26) карбида кремния.
Керамический материал из оксида алюминия и армирующие нитевидные кристаллы карбида кремния смеси (22) образуют гаечную пластину (10) в виде твердого керамического материала с высокой вязкостью разрушения.
При разработке способа образования внутренних отверстий (18) с внутренними резьбовыми поверхностями (20) в гаечной пластине (10) было обнаружено, что очень трудно, если не невозможно, нарезать механическим образом нитки внутренней резьбы в очень твердом керамическом материале гаечной пластины (10), по крайней мере, рентабельным образом. Для образования внутренних резьбовых поверхностей (20) в гаечной пластине (10) выполняют механическую обработку графитовых предварительных форм или вкладышей (36), с получением нитей (28) внешней резьбы, соответствующих внутренним резьбовым поверхностям (20) гаечной пластины (10). Как показано на фиг. 4, предварительные формы (36) размещают внутри смеси (22) в прессе (28). Предварительные формы (36) размещают в нужных положениях внутренних резьбовых поверхностей (20) внутренних отверстий (18). Во время нагревания и сжатия смеси (22) в прессе (28) в плотную конечную керамическую гаечную пластину (10) происходит образование внутренних резьбовых поверхностей (20) гаечной пластины (10) вокруг графитовых предварительных форм (36). После горячего прессования смеси (22) образование гаечной пластины (10) завершено, и мягкие графитовые предварительные формы (36), имеющие внешние резьбовые поверхности (38), легко вычищают из гаечной пластины (10), оставляя экономичные чистые точные внутренние резьбовые поверхности (20) в гаечной пластине (10). Поскольку внутренние резьбовые поверхности (20) образованы во время спекания под давлением вокруг предварительных форм (36), какая-либо усадка внутренних резьбовых поверхностей (20) не происходит. Это обеспечивает возможность выполнения с высокой точностью внутренних резьбовых поверхностей (20), которые точно соответствуют внешним резьбовым поверхностям на сопряженных болтах крепежных деталей.
В альтернативной конструкции гаечной пластины вместо смеси порошка керамического материала из оксида алюминия с нитевидными кристаллами карбида кремния используют нитрид кремния. За исключением этой замены способ выполнения гаечной пластины (10) аналогичен, и гаечная пластина (10), выполненная согласно этому способу, является той же самой.
На фиг. 5 показана гаечная пластина (10), используемая для соединения двух керамических матричных композитных компонентов (42), (44) друг с другом. На фиг. 5 керамические матричные композитные компоненты (42), (44) показаны в виде панелей. При соединении панелей (42), (44) друг с другом они снабжены внутренними отверстиями или отверстиями (46), (48) для крепежных деталей, которые проходят через панели в положениях, соответствующих положениям внутренних резьбовых поверхностей (20) гаечной пластины (10). Множество крепежных деталей или болтов (52), показанных на фиг. 5, затем вставляют через отверстия (46), (48) панели и ввинчивают во внутренние резьбовые поверхности (20) гаечной пластины (10). Болты (52) могут быть выполнены как обычные металлические болты или они могут также быть выполнены из смеси порошка керамического материала из оксида алюминия и нитевидных кристаллов карбида кремния или из нитрида кремния.
На фиг. 6 показан вид с торца гаечной пластины (10), панелей (42), (44) и болтов (52), показанных на фиг. 5.
На фиг. 7 показан вид, подобный виду на фиг. 6, но показывающий две гаечные пластины (10) и одну пластину верхней накладки лишь со сквозными отверстиями (без резьбы) (10'), скрепляющие панели (42), (44) друг с другом на противоположных сторонах панелей.
На фиг. 8 показана одна из гаек (54), используемая в многогнездной обойме согласно настоящему изобретению. Способ выполнения гайки (54) аналогичен способу выполнения гаечной пластины (10) и показан на фиг. 9. При выполнении гайки (54) подготавливают смесь (22) из порошка (24) керамического материала из оксида алюминия и нитевидных кристаллов (26) карбида кремния. Смесь (22) помещают в высокотемпературный пресс (56)высокого давления для образования заготовки, которая будет использована при выполнении гайки (54). На фиг. 9 порошок (24) керамического материала из оксида алюминия и нитевидные кристаллы (26) карбида кремния показаны схематично и без соблюдения масштаба. Пресс (56)содержит части (58), (62) матрицы пресс-формы, которые выполнены с возможностью образования заготовки для гайки (54) из смеси (22) порошка керамического материала из оксида алюминия и нитевидных кристаллов карбида кремния. Смесь (22) помещают в пресс (56)между частями (58), (62) матрицы пресс-формы и подвергают горячему прессованию при температуре, превышающей 3000 градусов по Фаренгейту (1649°C), и прессуют смесь под высоким давлением для образования заготовки гайки (54). Заготовка гайки (54) выполнена плотной и имеет малый размер зерен. Внешнее давление, приложенное к смеси (22) одновременно с температурой пресса (56), обеспечивает хорошую консолидацию керамического материала из оксида алюминия и армирующих нитевидных кристаллов карбида кремния. Керамический материал из оксида алюминия и армирующие нитевидные кристаллы карбида кремния образуют заготовку гайки (54) из твердого керамического материала с высокой вязкостью разрушения.
Для образования внутренней резьбовой поверхности (64) в гайке (54) снова выполняют механическую обработку графитового вкладыша (66) предварительной формы с нанесением внешней резьбы (68), которая соответствует внутренней резьбовой поверхности (64) гайки (54). Как показано на фиг. 9, предварительную форму (66) размещают в смесь (22) в прессе (56). Во время нагревания и сжатия смеси (22) в прессе (56)в плотную конечную керамическую заготовку гайки (54) происходит образование внутренней резьбовой поверхности (64) гайки (54) вокруг графитовой предварительной формы (66). После горячего прессования смеси (22) формирование заготовки гайки (54) завершено, мягкую графитовую предварительную форму (66), имеющую внешнюю резьбу (68), легко вычищают из гайки (54), оставляя экономичную чистую точную внутреннюю резьбовую поверхность (64) в гайке (54). Поскольку внутренняя резьбовая поверхность (64) образована во время спекания под давлением вокруг предварительной формы (66), какая-либо усадка внутренней резьбовой поверхности (64) не происходит. Это обеспечивает возможность выполнения с высокой точностью внутренней резьбовой поверхности (64), которая точно соответствует внешней резьбовой поверхности на сопряженном болте крепежной детали.
Поверхность взаимодействия гайки (54) с обоймой, например, внешняя шестигранная поверхность (72), может затем быть образована механическим образом на гайке (54). В другом варианте реализации изобретения поверхность (72) взаимодействия с обоймой (72) может быть сформована на гайке (54).
На фиг. 8 показан перспективный вид гайки (54) и конца обоймы (74), с которой используют гайку. Обойма (74) выполнена из керамического матричного композитного материала (CMC), такого как оксидный керамический матричный композитный материал или неоксидный керамический матричный композитный материал, однако он может быть выполнен из других эквивалентных типов материалов. Гайки из оксида алюминия, армированного нитевидными кристаллами SiC, будут, наиболее вероятно, использованы с обоймой, выполненной из оксидного керамического матричного композитного материала, поскольку значения коэффициентов теплового расширения близки, тогда как Si3N4, наиболее вероятно, будет использован с неоксидным керамическим матричным композитным материалом, таким как как SiC/SiC, поскольку значения коэффициента теплового расширения также близки, но намного ниже. Размер поверхности (72) взаимодействия гайки (54) с обоймой (72) обеспечивает плотное скользящее зацепление во внутреннем канале (76) корпуса (74) обоймы известным образом при выполнении многогнездной обоймы (78), показанной на фиг. 10. Одна или большее количество гаек (54) могут быть вставлены во внутренний канал (76) при выполнении многогнездной обоймы (78). Конструкция этого типа керамической многогнездной обоймы обеспечивает возможность удерживания отдельных керамических резьбовых гаек на месте обоймой из керамического матричного композитного материала, и обеспечивает возможность скольжения гаек в обойме и колебания в ней. Это позволяет учитывать допуски и рассогласование. Гайки действуют как индивидуальные объекты при удержании на месте, причем допуск к ним может быть выполнен только с одной стороны для затягивания болтов с целью закрепления компонентов.
Кроме того, настоящее изобретение содержит варианты реализации согласно следующим пунктам:
Пункт 1. Многогнездная обойма (78), содержащая
корпус (74) обоймы и
гайку (54) в корпусе (74) обоймы, выполненную из керамического материала (24).
Пункт 2. Многогнездная обойма (78) по пункту 1, в которой
корпус (74) обоймы выполнен из керамического матричного композитного материала, такого как оксидный керамический матричный композитный материал или неоксидный керамический матричный композитный материал, такой как SiC/SiC.
Пункт 3. Многогнездная обойма (78) по пункту 1, в которой
гайка (54) представляет собой одну из множества гаек (54) в корпусе (74) обоймы.
Пункт 4. Многогнездная обойма (78) по пункту 1, в которой
керамический материал представляет собой смесь керамического материала (24) из оксида алюминия, армированного нитевидными кристаллами (26) в керамическом материале из оксида алюминия.
Пункт 5. Многогнездная обойма (78) по пункту 4, в которой
нитевидные кристаллы (26) представляют собой нитевидные кристаллы карбида кремния.
Пункт 6. Многогнездная обойма (78) по пункту 1, в которой
керамический материал является нитридом кремния.
Пункт 7. Многогнездная обойма (78) по пункту 1, в которой
гайка (54) представляет собой одну из множества гаек (54) в корпусе (74) обоймы; причем
каждая гайка (54) из множества гаек (54) посажена с возможностью перемещения в корпус (74) обоймы и взаимодействует с ним; и
каждая гайка (54) из множества гаек (54) закреплена, чтобы не допустить поворота в корпусе (74) обоймы.
Поскольку различные модификации могут быть выполнены в описанных и иллюстрированных в данном документе конструкции устройства и в способе его работы без выхода за пределы объема изобретения, следует полагать, что весь материал, содержащийся в предшествующем описании или показанный на сопровождающих чертежах, должен быть интерпретирован как иллюстративный, а не ограничивающий. Таким образом, объем притязаний и масштаб настоящего раскрытия не должны быть ограничены ни одним из вышеупомянутых взятых в качестве примера вариантов реализации, но должны быть определены только в соответствии со следующими приложенными пунктами формулы изобретения и их эквивалентами.

Активатор для управления потоком плазмы и способ управления потоком плазмы
Устройство и способ управления потоком плазмы на задней кромке аэродинамического профиля
Система управления потоком с использованием плазменного актуатора и способ ее использования для управления потоком, обтекающим оружейный отсек высокоскоростного подвижного носителя
Усиленные элементы жесткости и способ их изготовления
Нагнетательное насосное устройство с диэлектрическим барьером и способ формирования такого устройства
Система с датчиками
Регистрация радиолокационных импульсов посредством цифрового радиолокационного приемника
Полурычажное шасси и способ размещения балки тележки такого шасси
Инструмент в виде шаблона и способ для быстрого ремонта композитной структуры
Малошумящая система предкрылка с элеметами, размещенными в передней кромке крыла и выполненными с возможностью развертывания
Армированные нитевидными кристаллами керамические резьбовые крепежные детали с высокой вязкостью разрушения

