Результат интеллектуальной деятельности: СПОСОБ РЕГЕНЕРАЦИИ ФОРМОВОЧНОГО ПЕСКА И СИСТЕМА РЕГЕНЕРАЦИИ
Вид РИД
Изобретение
Область техники
[0001]
Настоящее изобретение относится к способу регенерации формовочного песка и системе регенерации.
Уровень техники
[0002]
Формовочный песок, отделенный от отливки путем дробеструйной обработки, содержит много металлических частиц и металлических фрагментов. Известно, что непосредственное повторное использование такого формовочного песка создает проблемы, например, вызывает появление в отливках дефектов пережога из-за свойств металла и снижение прочности литейной формы.
[0003]
В патентном документе 1 и патентном документе 2 раскрыто отделение железа в отливках с использованием магнитного отделителя.
[0004]
В патентном документе 3 раскрыта конфигурация, в которой магнитные отделители расположены до и после двух устройств для сухой регенерации формовочного песка.
[0005]
В патентном документе 4 раскрыта система регенерации и отделения для регенерации и отделения хромитового песка, представляющего собой металлический формовочный песок, и кварцевого песка, после того как было выполнено литье. Настоящая система регенерации и отделения снабжена регенерационной установкой для регенерации формовочного песка, магнитным отделителем барабанного типа для отделения и удаления части ферромагнитного материала, содержащегося в формовочном песке, который был регенерирован при помощи регенерационной установки, и магнитным отделителем с противоположными полюсами, в котором пара магнитов барабанного типа расположена так, что образует противоположные полюса. Магнитный отделитель с противоположными полюсами разделяет формовочный песок, из которой удалена часть ферромагнитного материала, на хромитовый песок, кварцевый песок и ферромагнитный материал.
[0006]
В формовочном песке помимо металлических частиц и металлических фрагментов также присутствует множество зерен песка в состоянии, в котором металлические частицы и зерна песка сплавлены вместе (далее в данном документе называется магнитно-притягиваемым материалом). Если в литейную форму примешано слишком много магнитно-притягиваемого материала, это может вызывать такие дефекты, как пережог литого изделия, как в металлах, и может вызывать снижение прочности химических связующих добавок в химических процессах со связующими. Однако магнитно-притягиваемый материал имеет более слабый магнитный момент, чем металл, поэтому для отделения требуется большая плотность магнитного потока.
[0007]
Патентный документ 1 JP 2003-290870 A
Патентный документ 2 JP 2011-245495 A
Патентный документ 3 JP H6-170486 A
Патентный документ 4 JP 2012-51015 A
Раскрытие изобретения
Проблема, решаемая изобретением
[0008]
В патентных документах 1-3 нет раскрытий, связанных с отделением магнитно-притягиваемого материала.
[0009]
В патентном документе 4 также нет раскрытий, связанных с отделением магнитно-притягиваемого материала. В патентном документе 4 раскрыта конфигурация отделения хромитового песка и кварцевого песка от формовочного песка. Хромитовый песок имеет более слабый магнитеный момент, чем магнитно-притягиваемый материал, поэтому магнитное отделение должно выполняться при высокой плотности магнитного потока с использованием магнитного отделителя с противоположными полюсами, который способен обеспечить высокую плотность магнитного потока. Магнитные отделители с противоположными полюсами являются дорогими, поскольку имеют сложную конструкцию. Кроме того, при увеличении плотности магнитного потока магнитных отделителей стоимость оборудования увеличивается. То есть магнитное отделение магнитно-притягиваемого материала с использованием конфигурации, описанной в патентном документе 4, будет означать использование дорогостоящего устройства с более высоким характеристиками, чем те, которые требуются для магнитного отделения магнитно-притягиваемого материала, что является проблематичным как с точки зрения стоимости, так и управления оборудованием.
[0010]
Целью настоящего изобретения является создание способа регенерации формовочного песка и системы регенерации для эффективного отделения магнитно-притягиваемого материала от формовочного песка.
Средство решения проблемы
[0011]
Способ регенерации формовочного песка по настоящему изобретению включает в себя удаление металлического порошка и металлических фрагментов путем магнитного отделения с первой плотностью магнитного потока и удаление магнитно-притягиваемого материала путем магнитного отделения со второй плотностью магнитного потока, которая выше, чем первая плотность магнитного потока, из формовочного песка, отделенного от отливки путем дробеструйной обработки, и удаление из формовочного песка путем сухой механической регенерации веществ, содержащих карбонизированный материал, прилипший к поверхности формовочного песка.
[0012]
Дополнительно система регенерации формовочного песка по настоящему изобретению снабжена первым оборудованием для магнитного отделения для удаления металлического порошка и металлических фрагментов путем магнитного отделения с использованием первой плотности магнитного потока, из формовочного песка, отделенного от отливки путем дробеструйной обработки, вторым оборудованием для магнитного отделения для удаления из формовочного песка магнитно-притягиваемого материала путем магнитного отделения с использованием второй плотности магнитного потока, которая выше, чем первая плотность магнитного потока, и механическим регенерационным оборудованием для удаления из формовочного песка сухим механическим способом материалов, содержащих карбонизированный материал, прилипший к поверхности формовочного песка.
Результаты, достигаемые изобретением
[0013]
Согласно настоящему изобретению магнитно-притягиваемый материал и тому подобное можно эффективно удалять без сложного оборудования или увеличения затрат.
Краткое описание чертежей
[0014]
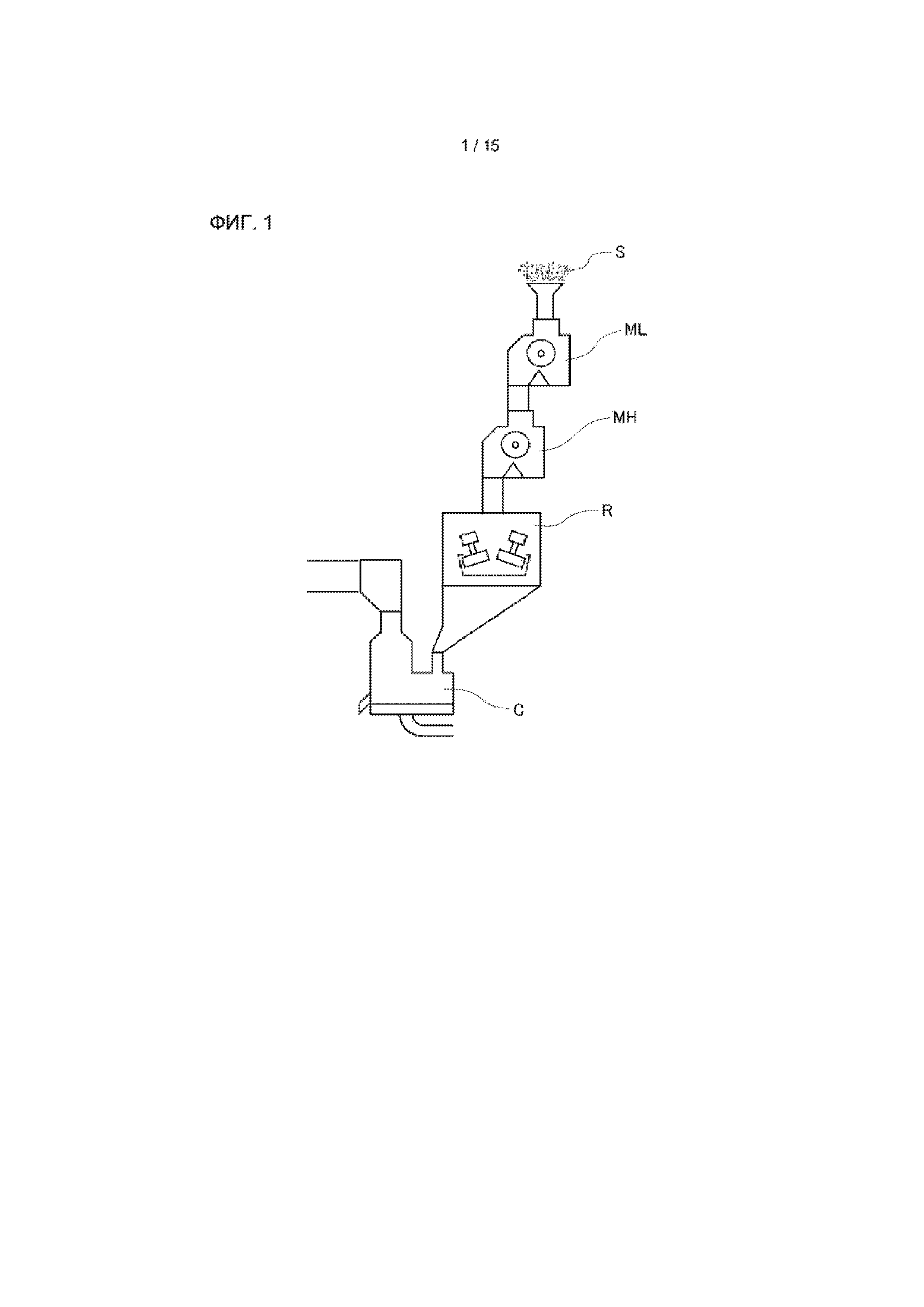
Фиг. 1 - схематическое изображение системы регенерации формовочного песка, показанной в качестве варианта осуществления настоящего изобретения.
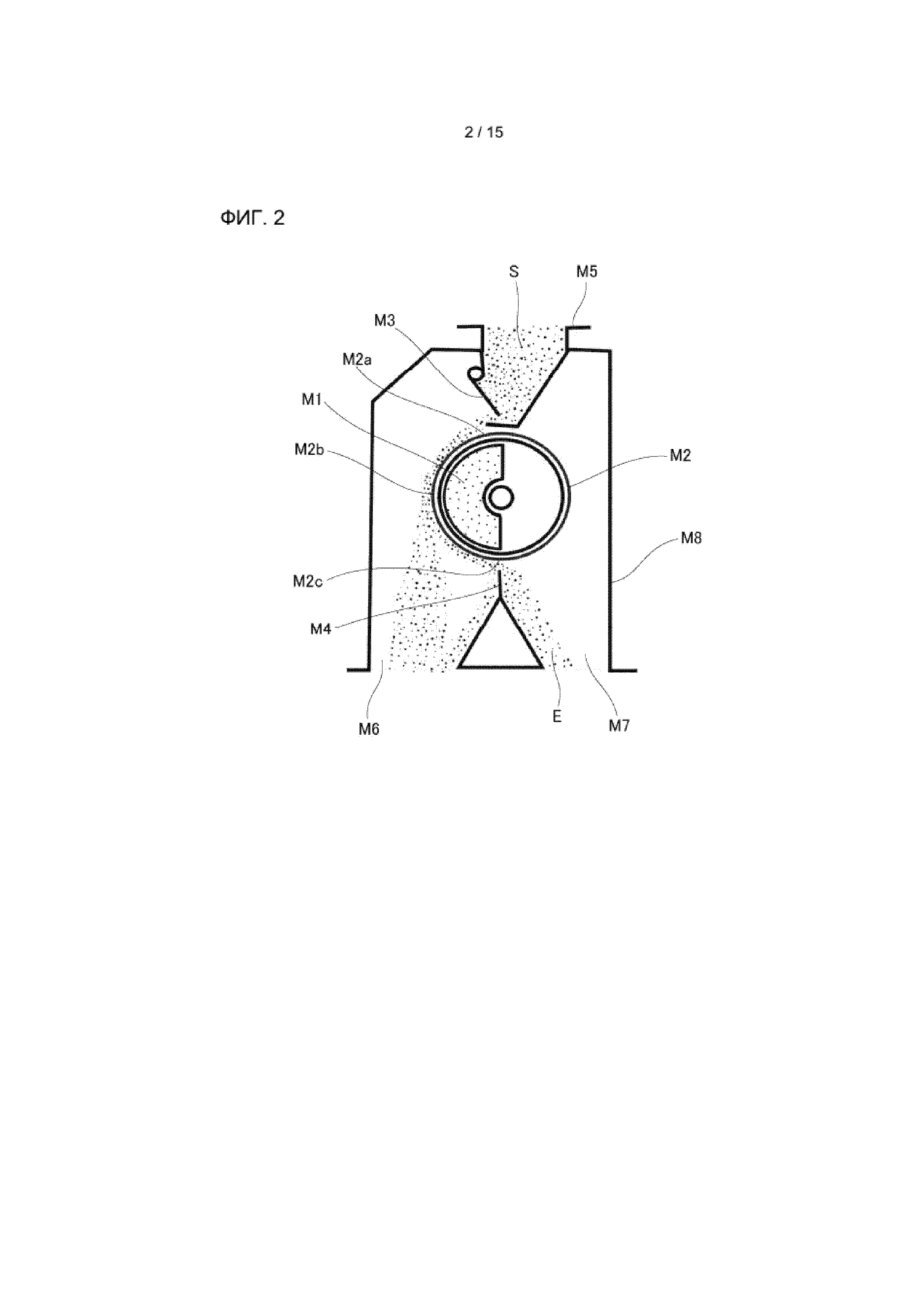
Фиг. 2 - схематический вид в разрезе конструкции оборудования для магнитного отделения с полумагнитным наружным барабаном, используемого в системе регенерации формовочного песка, показанной в качестве варианта осуществления настоящего изобретения.
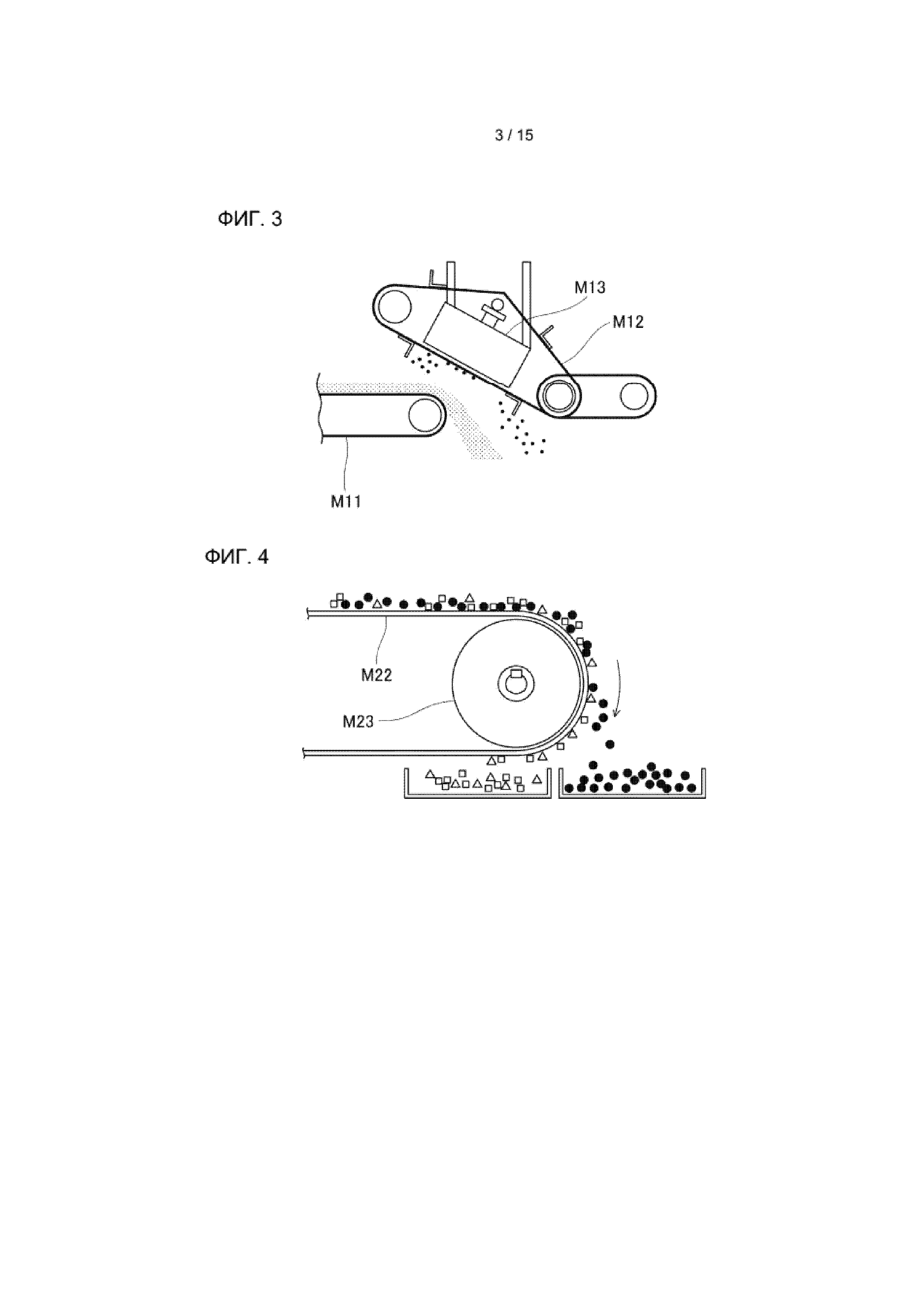
Фиг. 3 - пояснительное изображение, показывающее конструкцию оборудования для магнитного отделения подвесного типа.
Фиг. 4 - пояснительное изображение, показывающее конструкцию оборудования для магнитного отделения с магнитным шкивом.
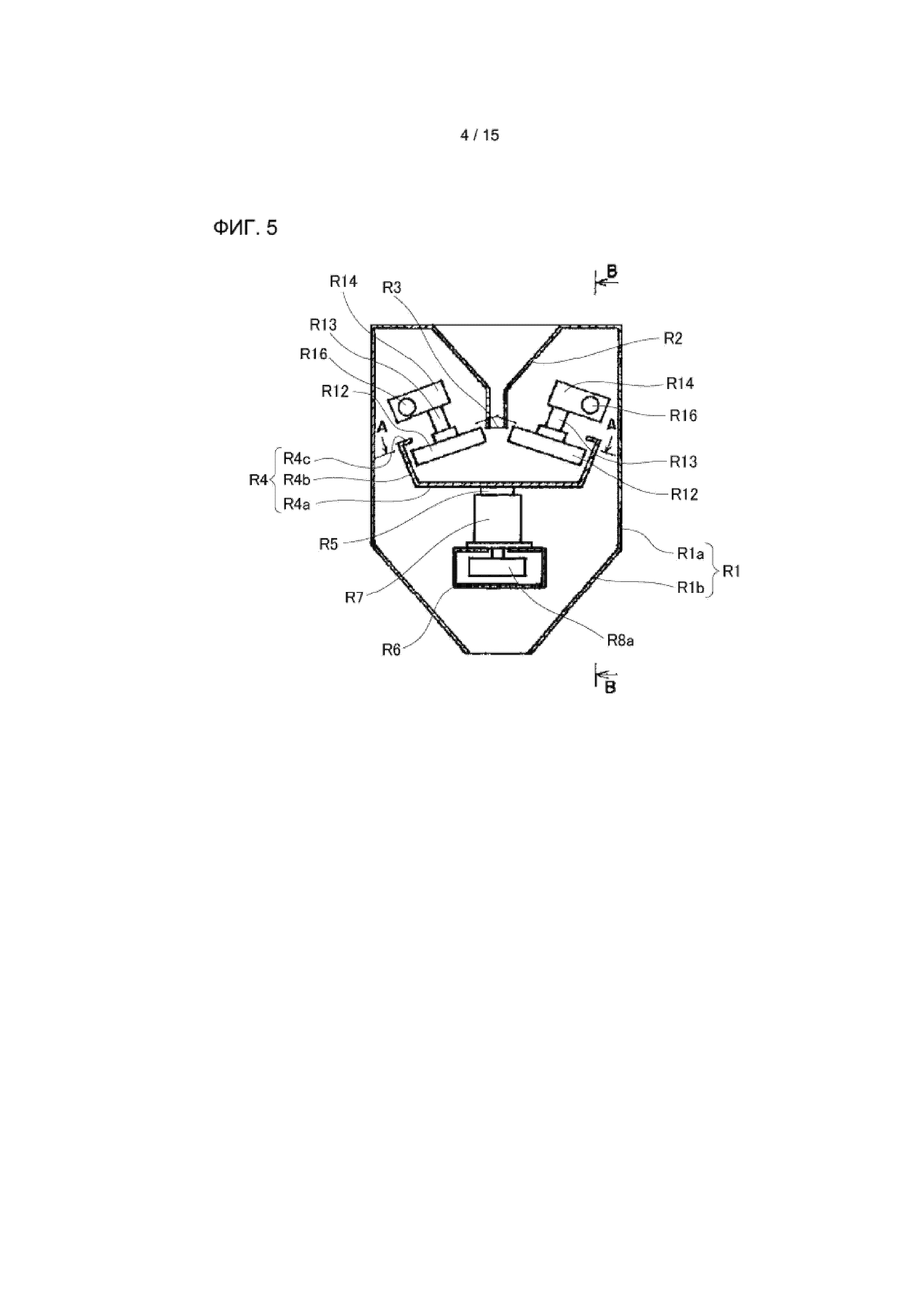
Фиг. 5 - схематический вид в разрезе, показывающий первый пример оборудования для сухой механической регенерации, используемого для системы регенерации формовочного песка, показанной в качестве варианта осуществления настоящего изобретения.
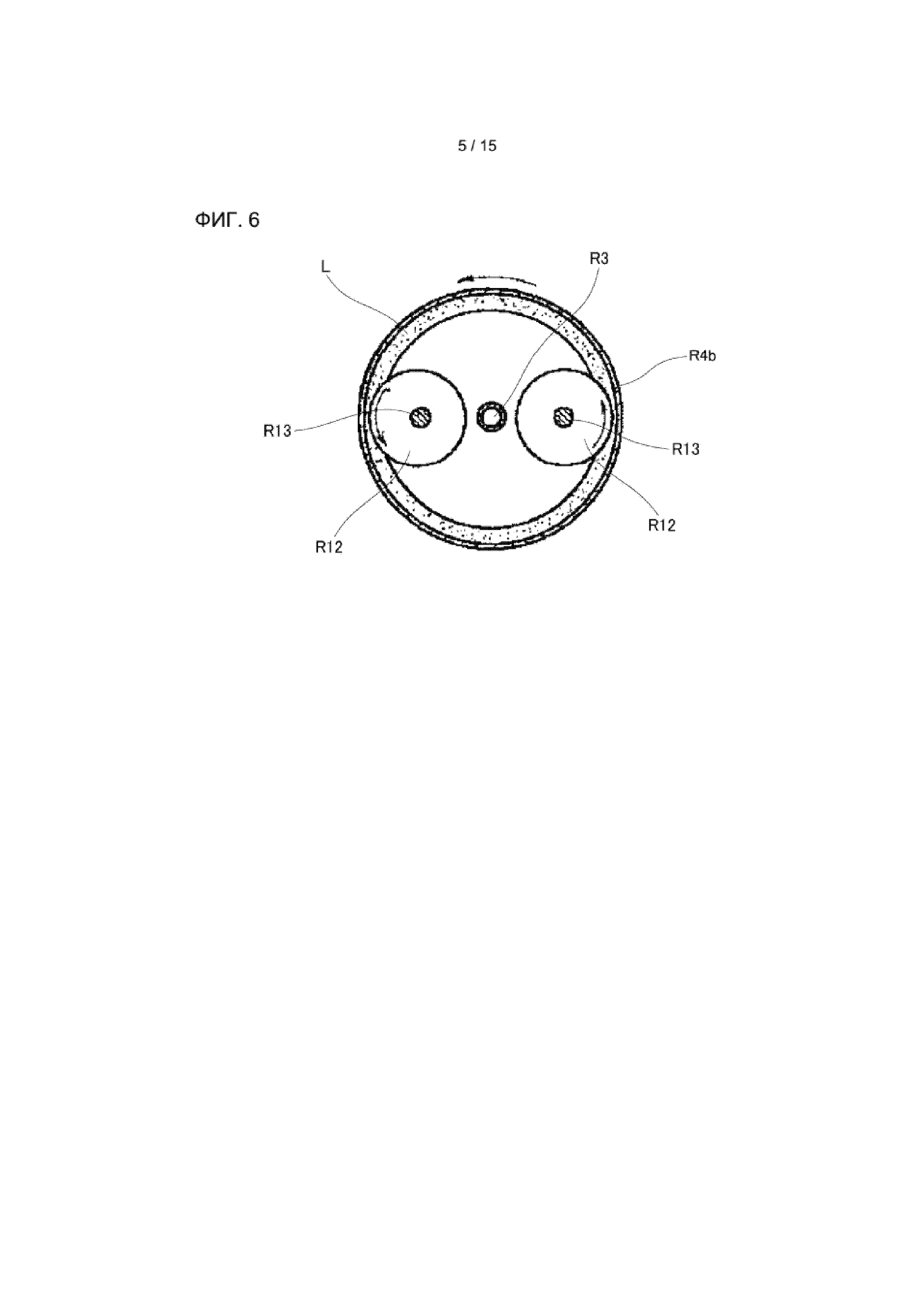
Фиг. 6 - вид по стрелкам A-A на фиг. 5.
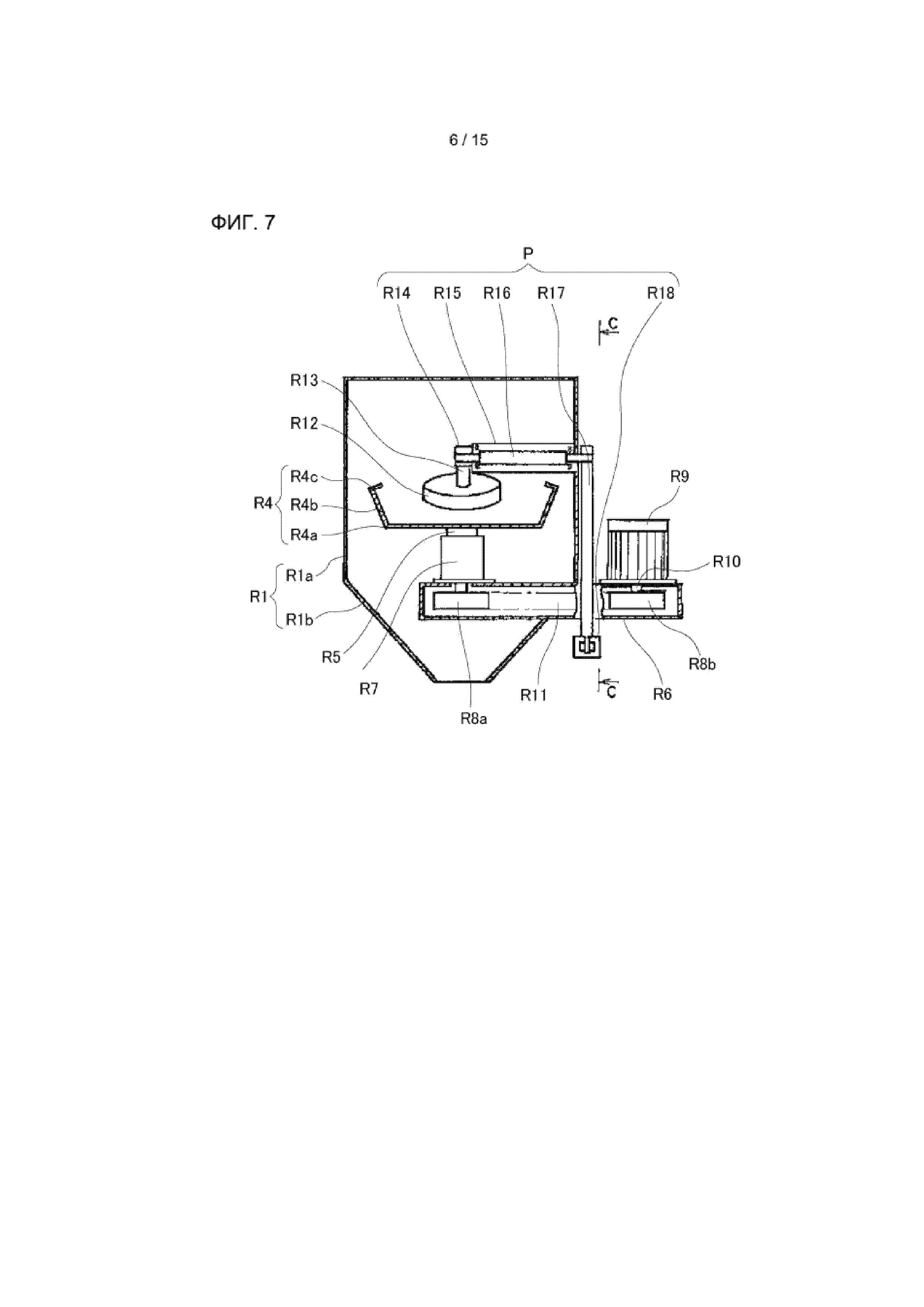
Фиг. 7 - вид по стрелкам B-B на фиг. 5.
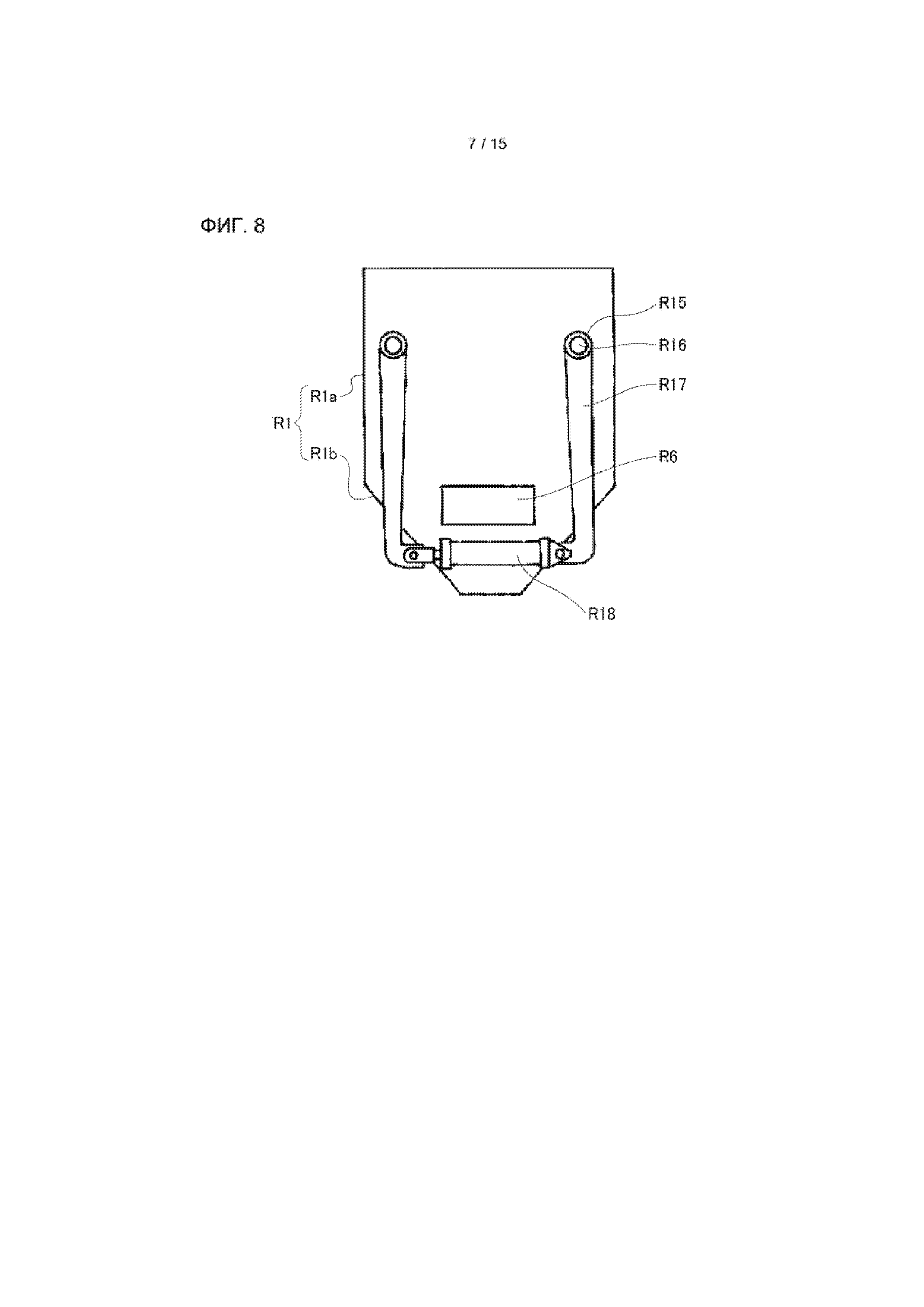
Фиг. 8 - вид по стрелкам C-C на фиг. 7.
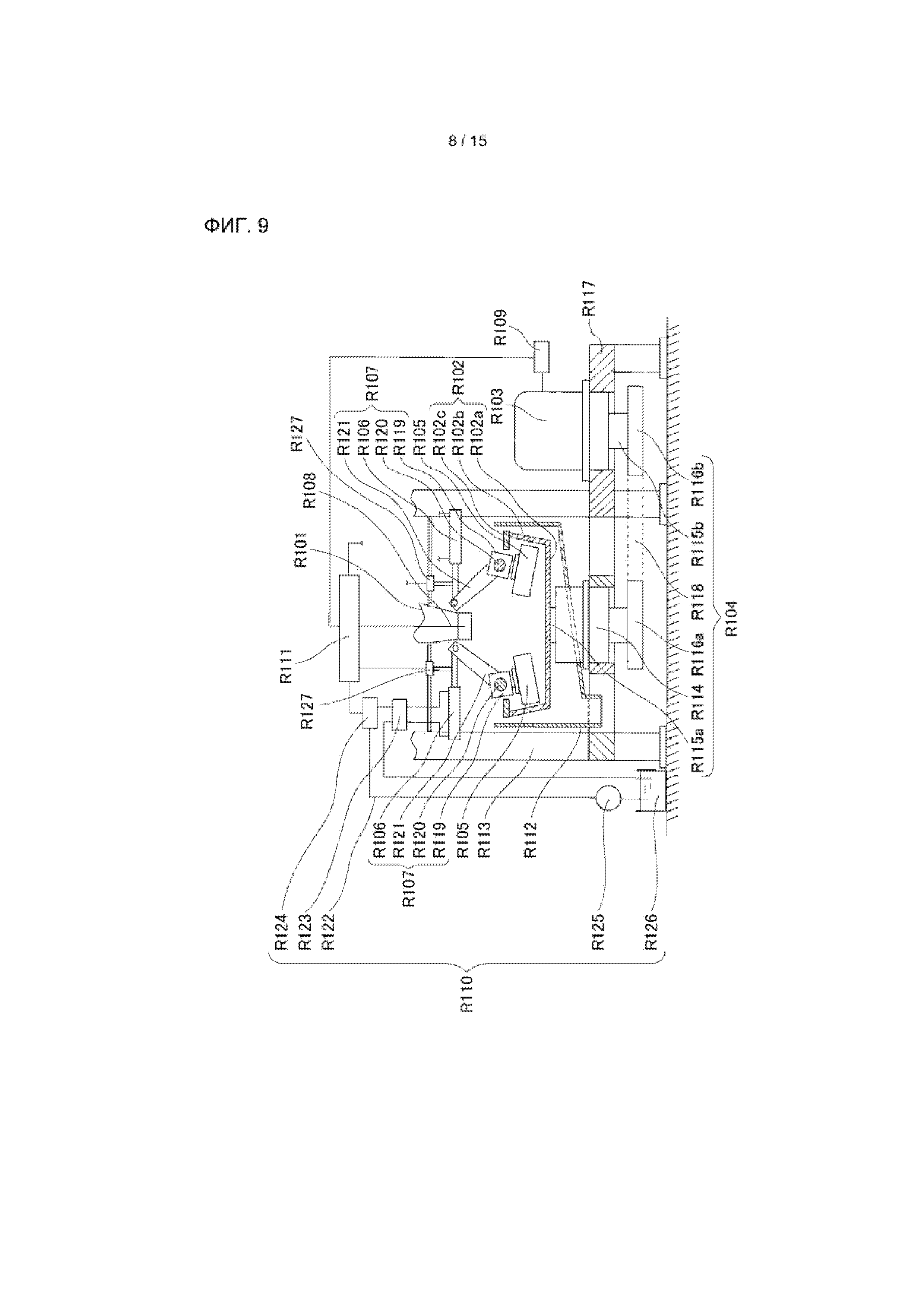
Фиг. 9 - схематический вид в разрезе, показывающий второй пример оборудования для сухой механической регенерации, используемого для системы регенерации формовочного песка, показанной в качестве варианта осуществления настоящего изобретения.
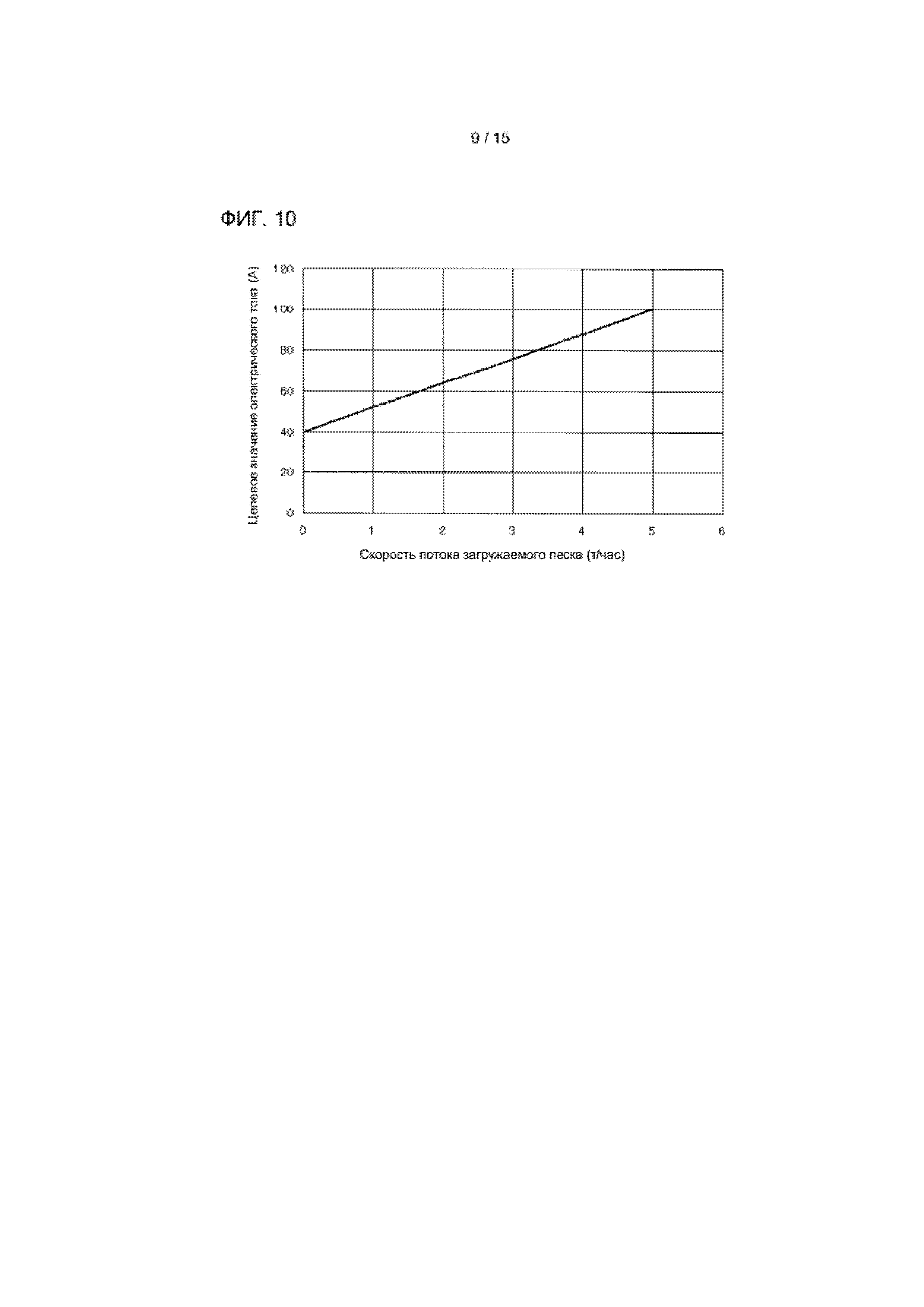
Фиг. 10 - график, показывающий корреляцию между скоростью потока подаваемого песка и целевым значением электрического тока двигателя во втором примере оборудования для сухой механической регенерации.
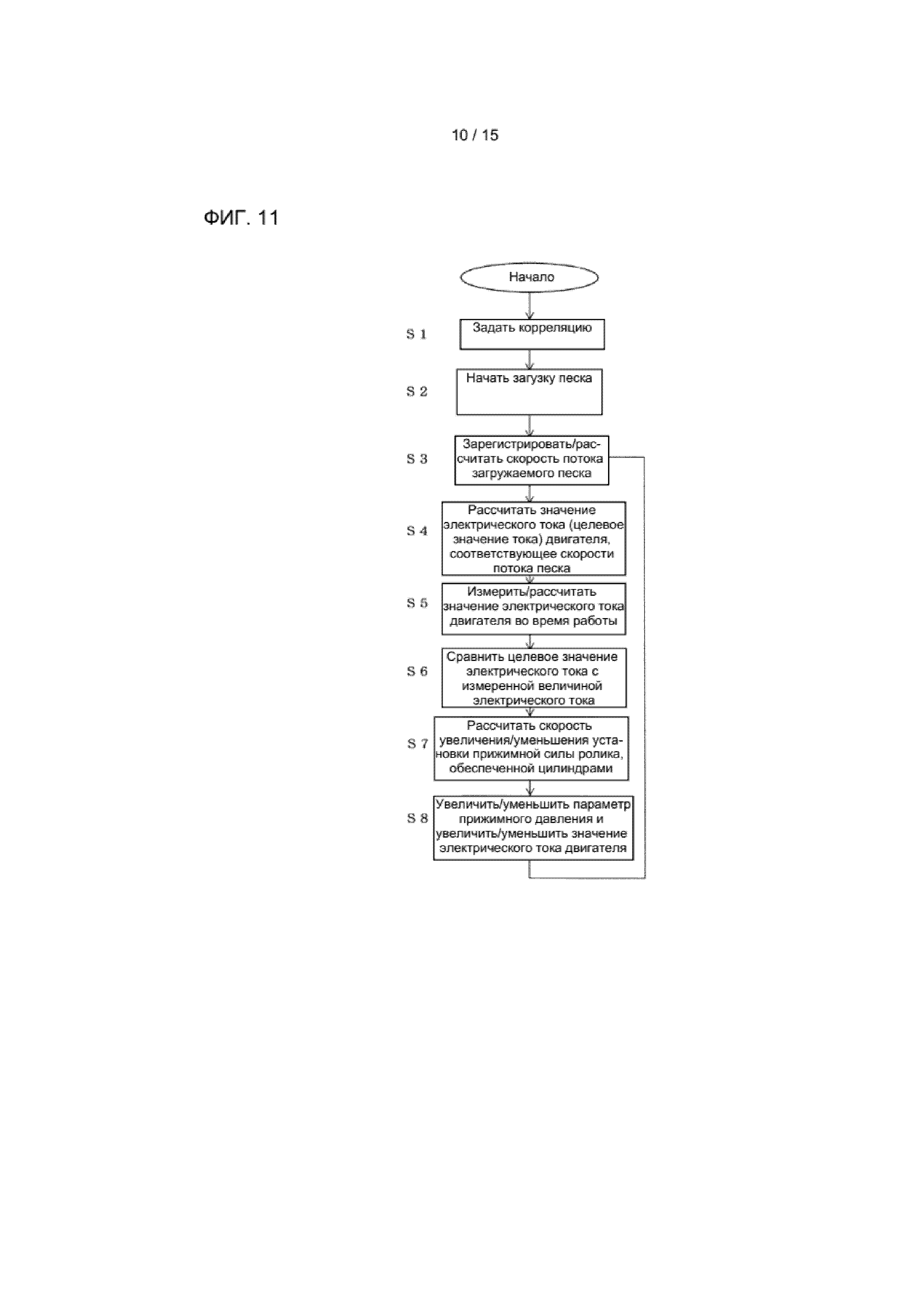
Фиг. 11 - блок-схема второго примера оборудования для сухой механической регенерации.
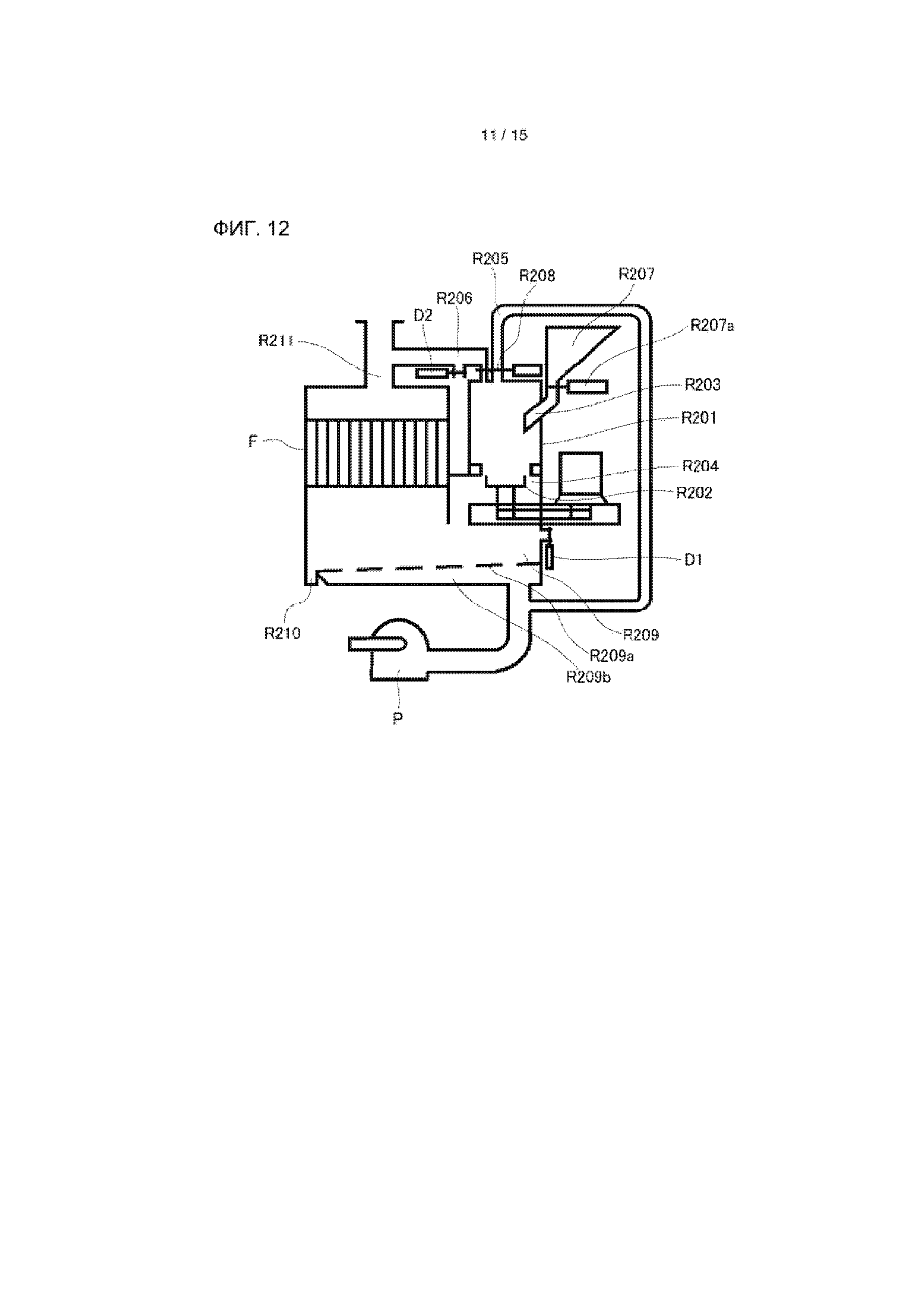
Фиг. 12 - схематический вид в разрезе, показывающий третий пример оборудования для сухой механической регенерации, используемого для системы регенерации формовочного песка, показанной в качестве варианта осуществления настоящего изобретения.
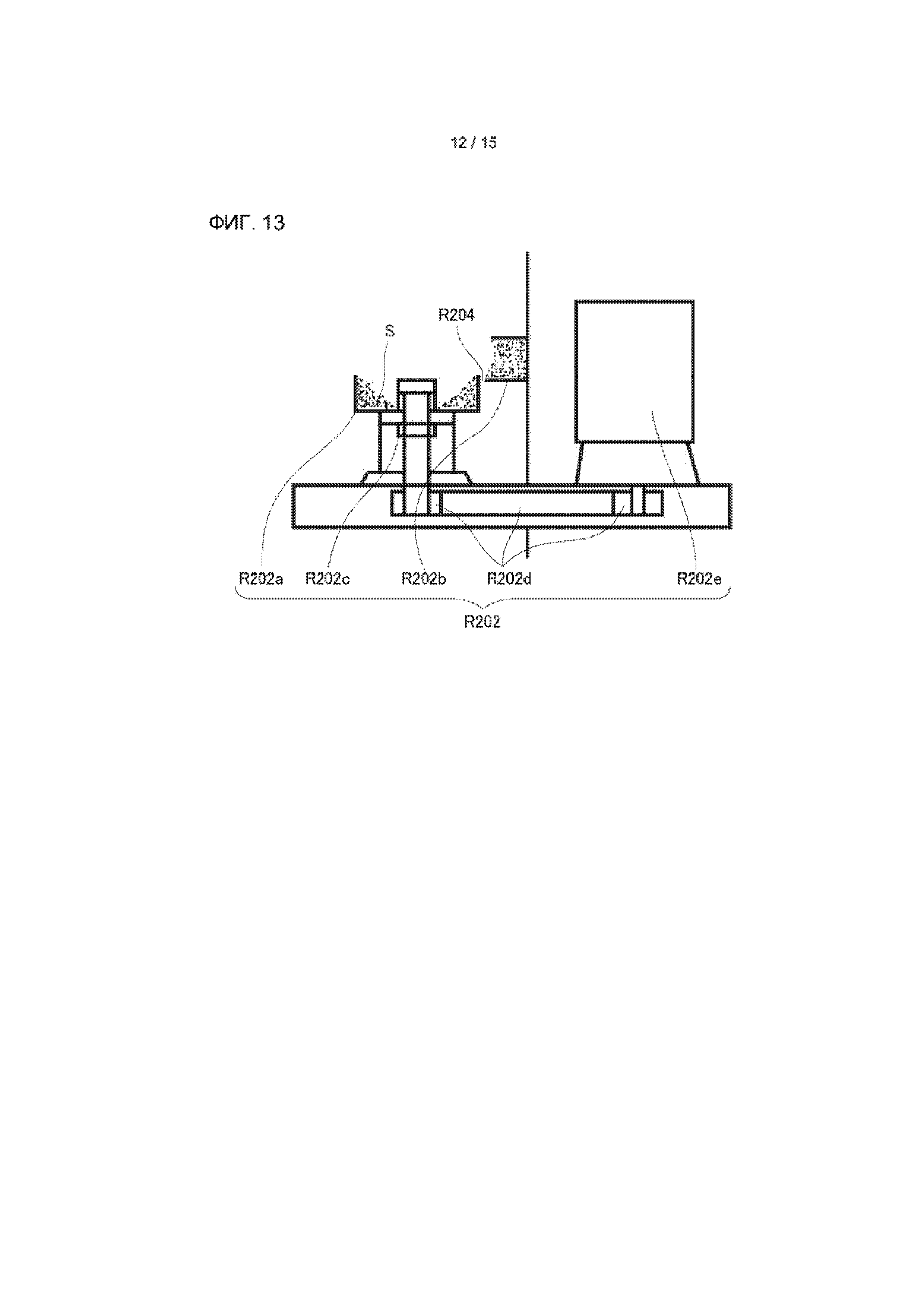
Фиг. 13 - увеличенный схематический вид в разрезе, показывающий средство очистки в третьем примере оборудования для сухой механической регенерации.
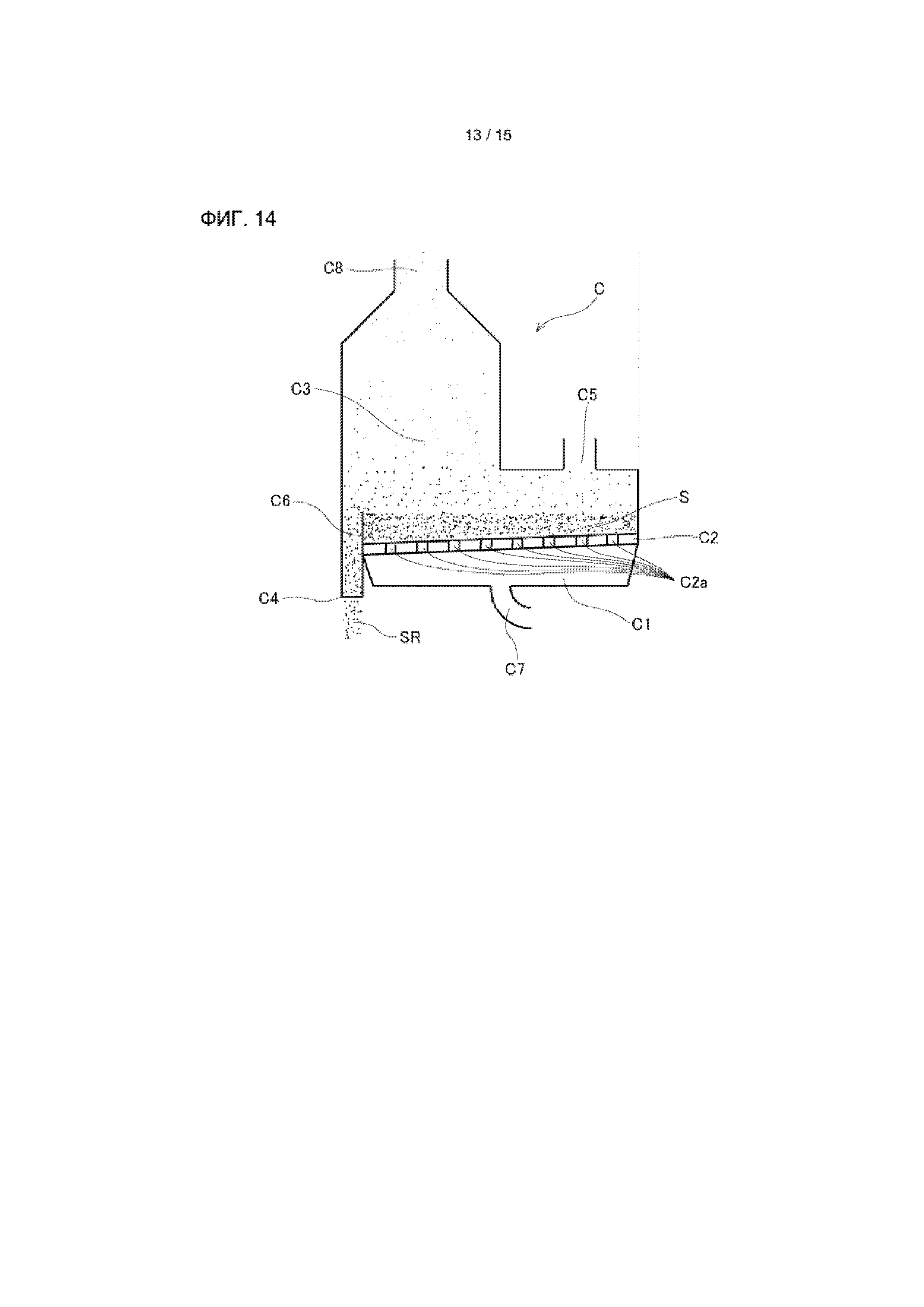
Фиг. 14 - схематический вид в разрезе, показывающий конструкцию сортирующего оборудования, используемого для системы регенерации формовочного песка, показанной в качестве варианта осуществления настоящего изобретения.
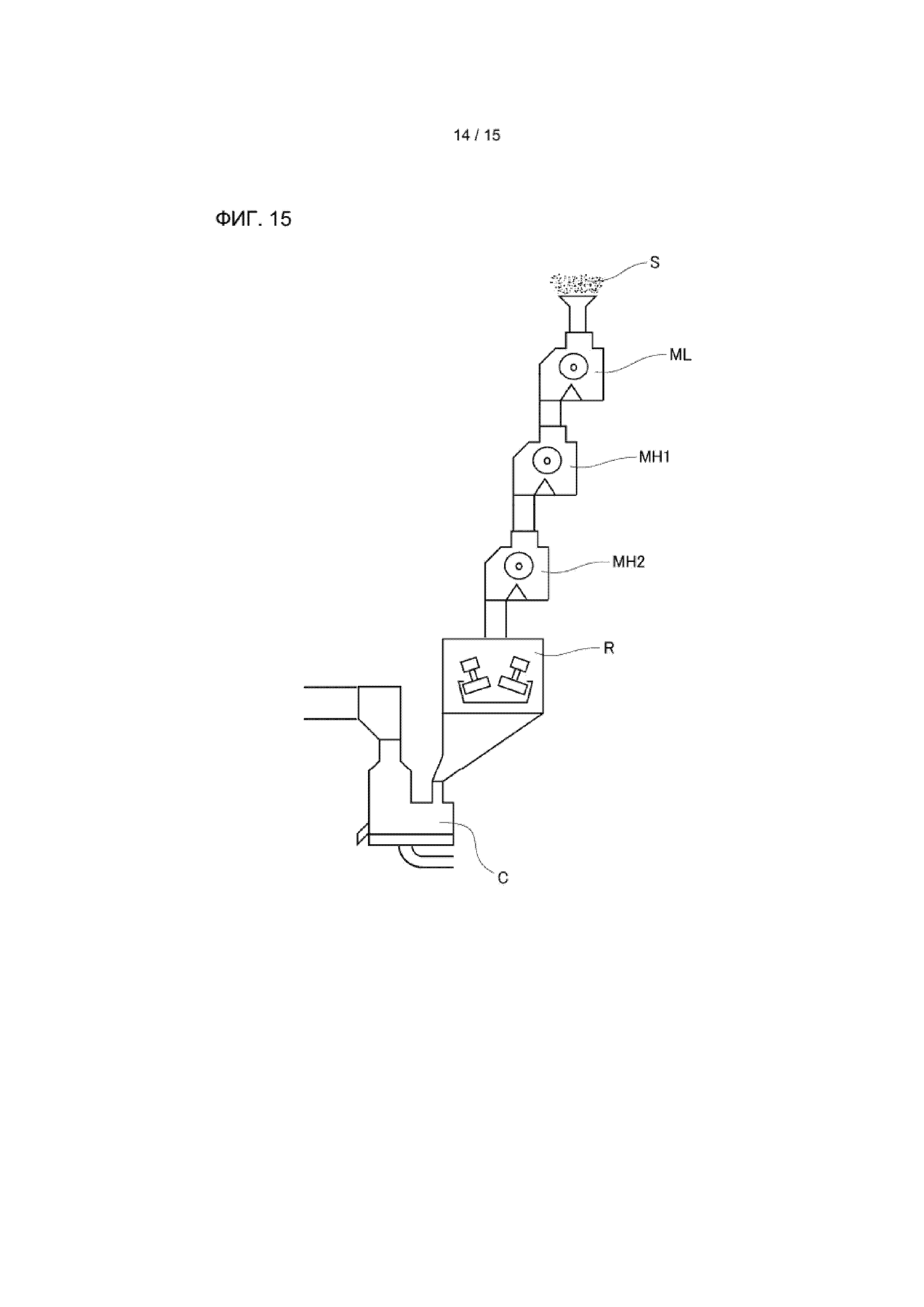
Фиг. 15 - схематическое изображение первого измененного примера системы регенерации формовочного песка, показанной в качестве варианта осуществления настоящего изобретения.
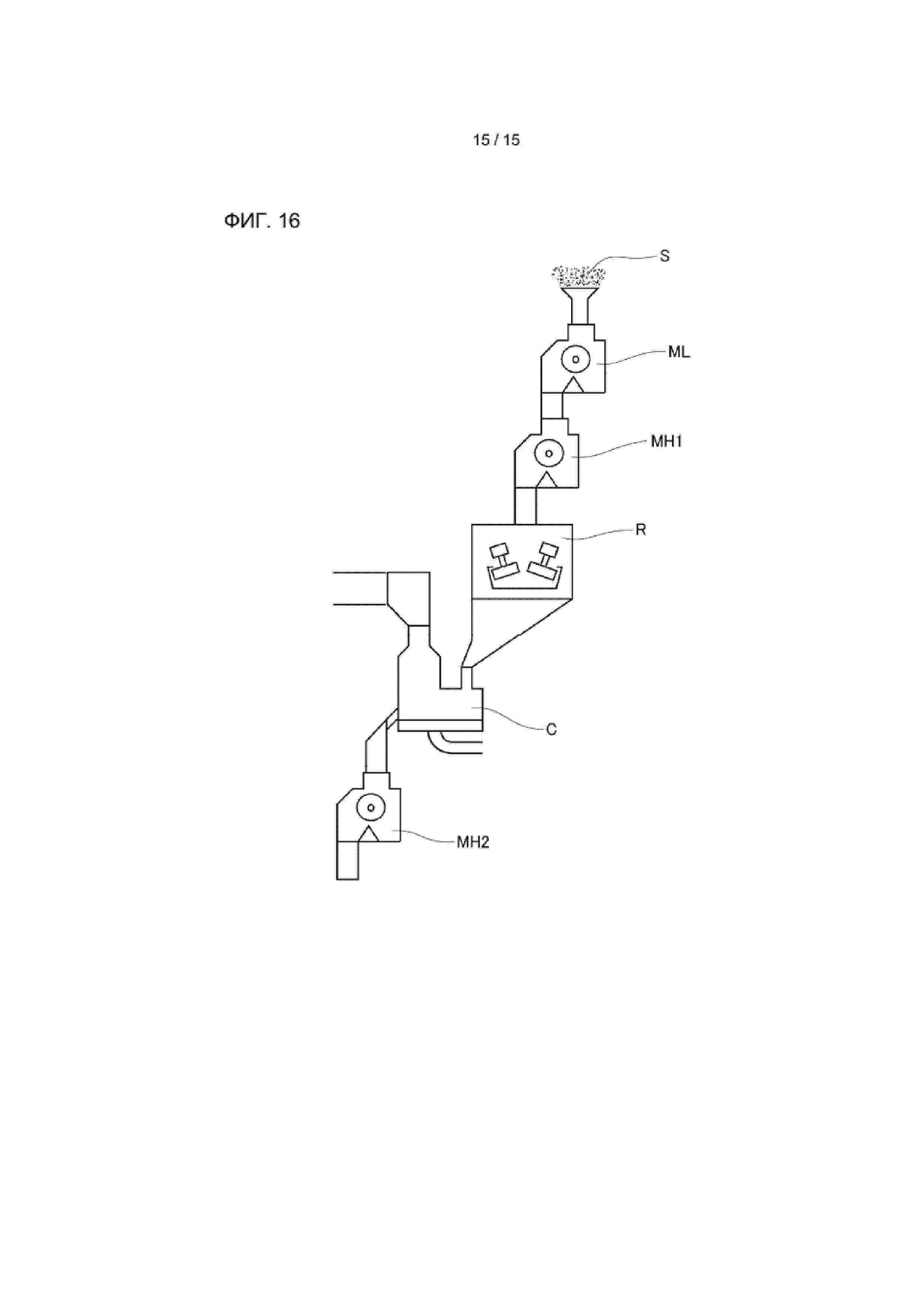
Фиг. 16 - схематическое изображение второго измененного примера системы регенерации формовочного песка, показанной в качестве варианта осуществления настоящего изобретения.
Осуществление изобретения
[0015]
Наилучший вариант для реализации настоящего изобретения будет описан ниже.
[0016]
Сначала будет объяснен способ регенерации формовочного песка. Способ регенерации формовочного песка включает в себя удаление металлического порошка и металлических фрагментов путем магнитного отделения с первой плотностью магнитного потока и удаление магнитно-притягиваемого материала путем магнитного отделения со второй плотностью магнитного потока, которая выше, чем первая плотность магнитного потока, из формовочного песка, отделенного от отливки путем дробеструйной обработки, и удаление из формовочного песка путем сухой механической регенерации веществ, содержащих карбонизированный материал, прилипший к поверхности формовочного песка.
[0017]
Материалы, содержащие карбонизированный материал в сырых литьевых формах, содержат пористые слои, известные как оолитики, образованные путем спекания бентонита, и карбонизированный материал добавок, таких как угольный порошок и крахмал, и в процессах на основе химических связующих содержат карбонизированный материал и продукты реакции связующих добавок и тому подобное. В этом случае химические процессы на основе связующих относятся, например, к таким процессам, как самоотверждение фурановой смолы в кислой среде; отверждение фурановой смолы в среде газа SO2; термоотверждение фурановой смолы; термоотверждение фенольной смолы; тепловлажностная обработка фенольной смолы перегретым паром; самоотверждение фенольной смолы в среде эфира; кислотное самоотверждение фенольной смолы; отверждение фенольной смолы метилформиатом; отверждение фенольной смолы диоксидом углерода CO2; самоотверждение фенольной смолы в реакции уретанизации; отверждение фенольной смолы в реакции уретанизации аминами; самоотверждение алкидной смолы, модифицированной маслом, в реакции уретанизации; самоотверждение полиэфирной смолы в реакции уретанизации; самоотверждение жидкого стекла ферросилицием; самоотверждение жидкого стекла двухкальциевым силикатом; самоотверждение жидкого стекла эфиром; отверждение жидкого стекла диоксидом углерода CO2; и отверждение жидкого стекла нагревом и дегидратацией.
[0018]
В данном способе регенерации магнитное отделение с использованием первой плотности магнитного потока относится к магнитному отделению с низкой плотностью магнитного потока, другими словами, к магнитного отделения, выполняемой с целью отделения ферромагнитного материала с сильным магнетизмом, например, повторно используемых металлов. В данном способе регенерации первая плотность магнитного потока обеспечена магнитной индукцией в диапазоне 0,05-0,1 Тл. Если магнитная индукция составляет менее 0,05 Тл, то в этом случае плотность магнитного потока будет слишком низкой и металл не сможет эффективно отделяться. Кроме того, если магнитная индукция выше 0,1 Тл, в этом случае можно было бы отделить повторно не используемый магнитно-притягиваемый материал с низким содержанием металла. По этой причине магнитная индукция, используемая при магнитном отделении с низкой плотностью магнитного потока, должна составлять 0,05-0,1 Тл.
[0019]
Кроме того, магнитное отделение со второй плотностью магнитного потока, которая выше, чем первая плотность магнитного потока, относится к магнитному отделению с высокой плотностью магнитного потока, т.е. к магнитного отделения, выполняемой с целью отделения магнитно-притягиваемого материала со слабым магнетизмом, например, повторно не используемого магнитно-притягиваемого материала. В данном способе регенерации вторая плотность магнитного потока обеспечена магнитной индукцией в диапазоне 0,15-0,5 Тл. Если магнитная индукция составляет менее 0,15 Тл, то плотность магнитного потока будет слишком низкой и магнитно-притягиваемый материал не может быть эффективно отделен. Кроме того, если магнитная индукция выше 0,5 Тл, то эффективность отделения магнитно-притягиваемого материала не будет пропорционально возрастать, даже если плотность магнитного потока будет дополнительно увеличиваться, и по существу останется такой же. По этой причине магнитная индукция, используемая при магнитном отделении с высокой плотностью магнитного потока, должна составлять 0,15-0,5 Тл.
[0020]
Многократное выполнение магнитного отделения с высокой плотностью магнитного потока могло бы повысить качество регенерированного песка и позволило бы обеспечить регенерированный песок, содержащий уменьшенное количество магнитно-притягиваемого материала. При этом эффективность удаления магнитно-притягиваемого материала будет увеличиваться за счет многократной магнитного отделения с одинаковой плотностью магнитного потока. Кроме того, увеличение плотности магнитного потока в соответствии с количеством раз выполнения магнитного отделения позволило бы обеспечить удаление даже магнитно-притягиваемого материала с более слабым магнетизмом. Кроме того, за счет выполнения магнитного отделения с высокой плотностью магнитного потока снова после отделения путем классификации очищенных зерен песка и карбонизированного материала, спеченного материала, продуктов реакции или тому подобного, зерна песка полируются за счет регенерации, и становится возможным обеспечить удаление даже магнитно-притягиваемого материала с повышенным содержанием металла.
[0021]
После удаления металлического порошка и металлических фрагментов, магнитно-притягиваемый материал и вещества, содержащие карбонизированный материал, зерна песка и вещества, содержащие карбонизированный материал, который был очищен, отделяют путем сортировки.
[0022]
Далее будет объяснена система регенерации формовочного песка для выполнения способа регенерации формовочного песка, описанного выше. На фиг.1 показано схематическое изображение системы регенерации формовочного песка, показанной в качестве варианта осуществления настоящего изобретения.
[0023]
Система регенерации формовочного песка, показанная на рис. 1 содержит первое оборудование ML для магнитного отделения, второе оборудование MH для магнитного отделения, оборудование R для механической регенерации и сортирующее оборудование C.
[0024]
Первое оборудование ML для магнитного отделения удаляет из формовочного песка S, отделенного от отливки путем дробеструйной обработки, металлический порошок и металлические фрагменты путем магнитного отделения с использованием первой плотности магнитного потока. Второе оборудование MH для магнитного отделения удаляет из формовочного песка S магнитно-притягиваемый материал путем магнитного отделения с использованием второй плотности магнитного потока, которая выше, чем первая плотность магнитного потока. Оборудование R для механической регенерации удаляет из формовочного песка S путем сухой механической регенерации, вещества, содержащие карбонизированный материал, прилипший к поверхности формовочного песка. Классифицирующее оборудование C отделяет зерна песка и вещества, содержащие карбонизированный материал, который был очищен.
[0025]
Далее будут объяснены конкретные примеры описанных выше различных типов оборудования, образующих настоящую систему регенерации формовочного песка.
[0026]
Сначала будет описано оборудование ML для магнитного отделения с низкой плотностью магнитного потока. На фиг.2 показан пример оборудования ML для магнитного отделения с низкой плотностью магнитного потока. Посторонний материал предварительно удаляют из формовочного песка S, который должен быть загружен в систему регенерации на фиг. 1, используя оборудование для удаления постороннего материала, которое не показано. Оборудование ML для магнитного отделения с низкой плотностью магнитного потока выполняет магнитное отделение формовочного песка S с первой плотностью магнитного потока, обеспеченного магнитной индукцией в диапазоне 0,05-0,1 Tл, чтобы удалить металлы из формовочного песка S. Оборудование ML для магнитного отделения с низкой плотностью магнитного потока представляет собой оборудование для магнитного отделения с наружным барабаном полумагнитного типа. Оборудование ML для магнитного отделения с низкой плотностью магнитного потока содержит: постоянный магнит M1, прикрепленный к центральной части оборудования и расположенный так, чтобы прикладывать магнитную силу в пределах диапазона транспортировки формовочного песка S; вращающийся барабан М2, расположенный вплотную к наружной окружности постоянного магнита М1 и имеющий механизм, вращаемый источником привода, который не показан; заслонку M3 на стороне входа, расположенную непосредственно над вращающимся барабаном M2 и имеющую механизм, который позволяет свободно регулировать степень открывания; разделительную пластину M4 на стороне выхода, расположенную непосредственно под вращающимся барабаном M2, так чтобы образовать зазор относительно вращающегося барабана M2, и имеющую механизм, который позволяет свободно регулировать степень открывания; отверстие M5 для загрузки песка, расположенное непосредственно над вращающимся барабаном M2 рядом с заслонкой M3 на стороне входа; отверстие M6 для выгрузки песка, открывающееся вниз, непосредственно под вращающимся барабаном M2 между разделительной пластиной M4 на стороне выхода и корпусом M8 на стороне, имеющей постоянный магнит M1; отверстие M7 для выгрузки металла, открывающееся вниз, непосредственно под вращающимся барабаном M2 между разделительной пластиной M4 на стороне выхода и корпусом M8 на стороне, противоположной отверстию M6 для выгрузки песка; и корпус М8.
[0027]
На рис. 2, когда формовочный песок S загружают в отверстие M5 для загрузки песка, в то время как вращающийся барабан M2 вращается против часовой стрелки и заслонка M3 на входе отрегулирована в состояние, позволяющее отпускать фиксированное количество, формовочный песок S транспортируется из положения на верхнем конце M2a вращающегося барабана M2 в состояние, в котором на вращающемся барабане M2 формируется слой. Когда происходит вращение вращающегося барабана М2 и формовочный песок S проходит среднюю точку M2b вращающегося барабана М2, формовочный песок S падает с вращающегося барабана М2 и выгружается через отверстие M6 для выгрузки песка. Металл Е транспортируется к нижнему концу М2с вращающегося барабана М2 и в этой точке падает с вращающегося барабана М2. В это время, если разделительная пластина M4 на стороне выхода наклонена к отверстию M6 для выгрузки формовочного песка, то в металле E, падающем с нижнего конца M2c вращающегося барабана M2, содержание металла E, выпускаемого из отверстия M7 для выгрузки металла увеличивается, и, наоборот, если разделительная пластина M4 на стороне выхода наклонена к отверстию M7 для выгрузки металла, то в металле E, падающем с нижнего конца M2c вращающегося барабана M2, содержание металла E, выгружаемого из отверстия M6 для выгрузки песка увеличивается. Поэтому положение разделительной пластины M4 на стороне выхода должно быть отрегулировано в соответствующее положение с учетом содержания металла E на выходе.
[0028]
Дополнительно, эффективность магнитного отделения определяется, помимо плотности магнитного потока, толщиной формовочного песка S, который формирует слой на вращающемся барабане M2. Если эта толщина становится чрезмерной, то даже если магнитное отделение выполняется при соответствующей плотности магнитного потока, металл E будет падать между средней точкой M2b вращающегося барабана M2 и нижним концом M2c вращающегося барабана M2, оставаясь, таким образом, в формовочного песка S. По этой причине диаметр и поперечная ширина постоянного магнита M1 должны выбираться с учетом количества подаваемой формовочного песка S, так чтобы толщина формовочного песка S, которая формирует слой на вращающемся барабане M2, составляла около 10 мм или менее.
[0029]
Далее будет описано оборудование MH для магнитного отделения с высокой плотностью магнитного потока, показанное на фиг. 1. Оборудование MH для магнитного отделения с высокой плотностью магнитного потока магнитно отделяет формовочный песок, магнитно отделенную оборудованием ML для магнитного отделения с низкой плотностью магнитного потока, со второй плотностью магнитного потока, обеспеченного магнитной индукцией в диапазоне 0,15-0,5 Tл, и удаляет магнитно-притягиваемый материал из формовочного песка. Оборудование MH для магнитного отделения с высокой плотностью магнитного потока является оборудованием для магнитного отделения с наружным барабаном полумагнитного типа, и имеет такую же конструкцию, что и оборудование ML для магнитного отделения с низкой плотностью магнитного потока, показанное на фиг. 2, за исключением того, что имеет другую плотность магнитного потока.
[0030]
Эффективность магнитного отделения также является такой же, что и эффективность в оборудовании ML для магнитного отделения с использованием низкой плотности магнитного потока, и диаметр и поперечная ширина постоянного магнита M1 должны выбираться с учетом количества подаваемой формовочного песка S, так чтобы толщина формовочного песка S, формирующего слой на вращающемся барабане M2, составляла около 10 мм или менее.
[0031]
В оборудовании для магнитного отделения, помимо оборудования полумагнитного типа с наружным барабаном, имеющего конструкцию, показанную на фиг. 2, подвесного типа, в котором магнит подвешен над ленточным конвейером, и типа с магнитным шкивом, в котором магнит встроен в ведущий шкив ленточного конвейера, также существует оборудование, имеющее конструкцию, использующую тип магнитного отделения с противоположными полюсами, в которой две пары полумагнитных наружных барабанов обращены друг к другу, но оборудование имеющее конструкцию, использующее тип магнитного отделения с противоположными полюсами имеет проблему, заключающуюся в том, что по сравнению с другими конструкциями стоимость оборудования является высокой и конструкция сложной. Настоящее изобретение способно отделять металл и магнитно-притягиваемый материал при помощи оборудования, имеющего невысокую стоимостью и простую конструкцию без использования оборудования для магнитного отделения, использующего тип магнитного отделения с противоположными полюсами.
[0032]
Кроме того, оборудование для магнитного отделения в примерах настоящего изобретения не ограничено оборудованием, имеющим конструкции, использующие тип с полумагнитным наружным барабаном, показанный на фиг. 1 или фиг. 2. Оборудование может также иметь конструкции, использующие подвесной тип, показанный на фиг. 3, в котором второй ленточный конвейер M12 и магнит M13 подвешены над первым ленточным конвейером M11, и тип с магнитным шкивом, показанный на фиг. 4, в котором магнит встроен в ведущий шкив M23 ленточного конвейера M22. Однако использование подвесного типа или типа с магнитными шкивами дополнительно потребовало бы транспортировочного оборудования, например, ленточных конвейеров. Используя тип с полумагнитным наружным барабаном можно отделять металл или магнитно-притягиваемый материал, заставляя формовочный песок падать под действием силы тяжести, как показано на фиг. 1 или фиг. 2, так что преимущество состоит в том, что стоимость оборудования может быть снижена и конструкция оборудования упрощена.
[0033]
В настоящем изобретении оборудование для магнитного отделения имеет такую конструкцию, в которой магнитное отделение при низкой плотности магнитного потока выполняют как магнитное отделение с использованием первой плотности магнитного потока, а магнитное отделение при высокой плотности магнитного потока выполняют как магнитное отделение с использованием второй плотностью магнитного потока. Причина такой конфигурации будет объяснена ниже. Другими словами, если магнитное отделение выполняют при высокой плотности магнитного потока без выполнения магнитного отделения при низкой плотности магнитного потока, то даже после отделения формовочного песка большие количества металла и магнитно-притягиваемого материала будут одновременно транспортироваться барабаном и не весь металл и магнитно-притягиваемый материал будет транспортироваться в полностью магнитно зафиксированном состоянии. Кроме того, часть металла и магнитно-притягиваемого материала будет скользить по барабану при транспортировке. В результате износ вращающегося барабана оборудования для магнитного отделения будет значительно ускоряться, что приведет к необходимости его частой замены. Таким образом, в целях сокращения времени простоя оборудования из-за частых замен и затрат на замену деталей необходимо сконструировать оборудование для магнитного отделения так, чтобы магнитное отделение при низкой плотности магнитного потока выполнялась как магнитное отделение с первой плотностью магнитного потока, и затем магнитное отделение с высокой плотностью магнитного потока выполнялась как магнитное отделение со второй плотностью магнитного потока.
[0034]
Далее будет описано оборудование R для сухой механической регенерации, показанное на фиг. 1. Оборудование R для сухой механической регенерации выполняет регенерацию формовочного песка, магнитно отделенного оборудованием MH для магнитного отделения с высокой плотностью магнитного потока, и удаляет карбонизированный материал, спеченный материал, продукты реакции и тому подобное, остающееся на поверхности.
[0035]
Сначала будет описан первый пример оборудования R для сухой механической регенерации с использованием фиг. 5-8. В первом примере оборудование R для сухой механической регенерации содержит непрерывный желоб R2 для подачи песка, снабженный на нижнем конце отверстием для сброса песка, вращающийся барабан R4, который предусмотрен таким образом, чтобы он мог вращаться горизонтально под желобом R2 для подачи песка, и по меньшей мере один ролик R12, предусмотренный внутри вращающегося барабана R4.
[0036]
В частности, воронкообразный желоб R2 для подачи песка подвешен над верхней концевой частью обрабатывающего резервуара R1, имеющего пирамидальную часть R1b, соединенную с нижней частью участка R1a квадратной трубы, и нижний конец желоба R2 для подачи песка снабжен отверстием R3 для подачи песка, сквозь которое через затвор, который не показан, беспрерывно падает постоянный поток песка. Вращающийся барабан R4 предусмотрен ниже желоба R2 для подачи песка, и вращающийся барабан R4 имеет конфигурацию, в которой наклонная периферийная стенка R4b, проходящая по диагонали вверх и наружу от периферийных краев круглой нижней пластины R4a, и перегородка R4c, выступающая внутрь от верхнего конца наклонной периферийной стенки R4b, соединены как одно целое.
[0037]
К центральной части нижней поверхности круглой нижней пластины R4a вращающегося барабана R4 прикреплен вращающийся вал R5, и вращающийся вал R5 поддерживается с возможностью вращения на опоре R7, установленной на полой опорной раме R6. На нижнем конце вращающегося вала R5A установлен шкив R8a с V-образной канавкой, который обеспечивает передачу движения при помощи клиновидного ремня R11 и шкива R8b с V-образной канавкой от вращающегося вала R10 двигателя R9, установленного на опорной раме R6 на внешней стороне обрабатывающего резервуара R1. Внутри вращающегося барабана R4 предусмотрены два ролика R12, R12 с небольшим зазором относительно наклонной периферийной стенки R4b и перпендикулярно к наклонной периферийной стенке R4b. Опорные валы R13, R13 соединены с центральными участками верхних поверхностей роликов R12, R12, так что они могут вращаться относительно друг друга. Верхние концы опорных валов R13, R13 прикреплены к концам опорных рычагов R14, R14, проходящих в поперечном направлении (параллельно роликам R12, R12), а другие концы опорных рычагов R14, R14 соединены посредством опор R15, R15 с концами горизонтальных валов R16, R16, которые поддерживаются так, чтобы иметь возможность вращаться вертикально, и которые проходят в направлениях, пересекающихся с опорными рычагами R14, R14. Другие концы горизонтальных валов R16, R16 выступают через участок R1a квадратной трубы наружу и прикреплены к верхним концам вращающихся рычагов R17, R17. Кроме того, нижние концы двух вращающихся рычагов R17, R17 соединены цилиндром R18, образуя в целом механизм P прижимания роликов. Другими словами, на ролики R12, R12 непрерывно приложено постоянное давление в направлении наклонной периферийной стенки R4b через вращающиеся рычаги R17, горизонтальные валы R16 и рычаги R14. Аналогичные функции и эффекты могут быть получены при соединении нижних концов вращающихся рычагов R17, R17 со сжатой цилиндрической пружиной вместо цилиндра R18.
[0038]
Оборудование, сконфигурированное таким образом, снабжается формовочным песком через желоб R2 для подачи песка, в то время как двигатель R9 работает так, чтобы вращать вращающийся барабан R4 в направлении стрелки на фиг. 6. В результате из отверстия R3 для подачи песка к центральной части круглой нижней пластины R4a вращающегося барабана R4 непрерывно подается постоянное количество формовочного песка. Подаваемый формовочный песок перемещается в наружном направлении за счет центробежной силы вращающегося барабана R4 и прижимаемая центробежной силой дополнительно аккумулируется на внутренней поверхности наклонной периферийной стенки R4b, тем самым увеличивая толщину и формируя слой L песка. Когда толщина этого слоя L песка становится больше, чем зазор между наклонной периферийной стенкой R4b и роликами R12, R12 ролики R12, R12 начинают вращаться в результате трения о формовочный песок. С течением времени слой L песка становится все толще и перетекает через перегородку R4c. После этого толщина поддерживается постоянной примерно на уровне толщины, равной ширине перегородки R4c.
[0039]
В таком состоянии слой L песка вращается вместе с вращающимся барабаном R4 и после достижения положений роликов R12, R12 зажимается между роликами R12, R12 и наклонной периферийной стенкой вращающегося барабана R4, и подвергается воздействию постоянной прижимной силы и внутри песка создается сдвигающее действие, в результате которого прилипший к поверхности формовочного песка материал очищается и удаляется, тем самым регенерируя песок. Такая регенерация песка выполняется путем сдвигающего действия, когда прижимными роликами R12 приложено постоянное давление, в результате чего налипшие фрагменты эффективно очищаются, и песок очень сильно не размалывается. Регенерированный песок перетекает над перегородкой R4c, падает в нижнюю часть обрабатывающего резервуара R1 и затем доставляется в сортирующее оборудование C, показанное на фиг. 1 , Как описано выше, подача формовочного песка во вращающийся барабан R4, регенерация песка внутри вращающегося барабана R4 и выгрузка регенерированного песка выполняется непрерывно, так что формовочный песок непрерывно регенерируется.
[0040]
В вышеописанной конфигурации используется расширяющаяся кверху наклонная поверхность, которая проходит вверх и наружу от периферийной стенки R4b вращающегося барабана R4, потому что когда центробежная сила формирует слой L песка, внутренний диаметр накопленного слоя уменьшается к нижней части из-за действия силы тяжести. Поэтому такая конструкция используется для поддержания толщины слоя L песка постоянной в направлении сверху вниз. В результате, давление от роликов R12, R12 поддерживается равномерным и достигается более эффективная регенерация песка. Кроме того, хотя в вышеописанной конфигурации предусмотрено два ролика R12, может быть только один ролик или может быть три или более роликов. Кроме того, за счет использования полирующего материала, например, абразивных зерен, в качестве материала наружных периферийных участков роликов R12, R12, песок, который защемлен между наклонной периферийной стенкой R4b вращающегося барабана R4 и роликами R12, R12, полируется с помощью полирующего материала одновременно с регенерацией песка, тем самым позволяя дополнительно улучшить эффективность регенерации. Кроме того, ролики R12, R12 находятся в состоянии, в котором они прикладывают постоянное давление в направлении наклонной периферийной стенки R4b. Таким образом, даже если имеется небольшой износ или тому подобное, формовочный песок может прижиматься с постоянным давлением, позволяя стабилизировать регенерацию песка.
[0041]
Дополнительно, в оборудовании R для механической регенерации, интенсивность регенерации отображается током нагрузки двигателя R9, но ток нагрузки двигателя R9 определяется толщиной слоя L песка и прижимной силой механизма P прижимания роликов. Следовательно, наиболее эффективная регенерация может выполняться путем оптимальной регулировки ширины перегородки R4c и прижимной силы механизма P прижимания роликов.
[0042]
Далее будет описан второй пример оборудования R для сухой механической регенерации с использованием фиг. 9-11. Во втором примере оборудование R для сухой механической регенерации содержит оборудование для регенерации формовочного песка, содержащее участок R101 для загрузки песка, имеющий отверстие для сброса песка на нижнем конце, вращающийся барабан R102, который предусмотрен для того, чтобы он мог вращаться горизонтально ниже участка R101 для загрузки песка, средство R104 привода двигателя для вращения вращающегося барабана R102 посредством двигателя R103, ролики R105, R105, расположенные внутри вращающегося барабана R102 с зазором между ними, и механизм R107, R107 прижимания роликов, в котором к роликам R105, R105 присоединены цилиндры R106, R106, механизмы R107, R107, прижимающие ролики R105, R105 в направлении к вращающемуся барабану R102. Оборудование R для сухой механической регенерации дополнительно содержит датчик R108 скорости потока песка, который установлен в отверстии для сброса песка на участке для загрузки песка и который регистрирует скорость потока загружаемого песка, датчик R109 тока, который регистрирует величину электрического тока средства R104 привода двигателя, средство R110 управления давлением в цилиндрах R106, R106 и средство R111 управления. Вращающийся барабан R102 имеет конфигурацию, в которой наклонная периферийная стенка R102b, проходящая по диагонали вверх и наружу от периферийных краев круглой нижней пластины R102a, соединена с перегородкой R102c, выступающей внутрь от верхнего конца наклонной периферийной стенки R102b. Ролики R105, R105 расположены так, чтобы оставить небольшой зазор относительно наклонной периферийной стенки R102b. Дополнительно, желоб R112 предусмотрен таким образом, чтобы окружать вращающийся барабан R102. В результате, регенерированный песок, который будучи прижатым с постоянным давлением роликами R105, R105 подвергается сдвигающему воздействию, перетекает над перегородкой R102c, собирается в желобе R112 и доставляется в классифицирующее оборудование.
[0043]
Хотя средство R104 привода двигателя R104 особо не ограничено, можно использовать механизм, в котором вращающийся барабан R102 приводится в действие двигателем R103 и ремнем. В такой конфигурации, вращающийся вал R115a, который поддерживается опорной частью R114, установленной на П-образной раме R113, прикреплен к центральной части нижней поверхности кольцеобразной нижней пластины R102a вращающегося барабана R102. На нижнем конце вращающего вала R115a установлен шкив R116a. Дополнительно снаружи корпуса оборудования к раме R117 прикреплен двигатель R103. В результате мощность привода двигателя R103 может передаваться на вращающийся барабан R102 посредством ремня R118, который обернут вокруг шкива R116a и шкива R116b, установленных на вращающем валу R115b двигателя R103.
[0044]
Механизм R107 прижимания роликов особо не ограничен, если только он может использовать механизм, который заставляет ролик R105 прикладывать давление при помощи цилиндра R106. Настоящая конфигурация содержит соединитель R119, который прикреплен к верхней торцевой поверхности ролика R105, вал R120, который вставлен через соединитель R119 и поддерживается им, рычаг R121, соединенный с валом R120, и цилиндр R106, соединенный с рычагом R121. Дополнительно, шток данного цилиндра R106 соединен с возможностью вращения с верхней концевой частью рычага R121. В настоящей конфигурации предусмотрены два ролика R105, но количество роликов R105 может быть выбрано в соответствии с требованиями.
[0045]
Датчик R108 скорости потока песка особо не ограничен, если только он является датчиком, установленным в отверстии для сброса песка на участке R101 для загрузки песка и способен регистрировать скорость потока загружаемого песка. Например, можно использовать устройство, которое измеряет нагрузку от песка, который сбрасывается с определенной высоты из загрузочной ячейки или тому подобного. Дополнительно, датчик R109 тока особо не ограничен, если только он является датчиком, способным регистрировать величину электрического тока средства R104 привода двигателя. Например, можно использовать устройство, которое преобразует сигналы трансформатора тока в числовые данные, которые используются для отображения электрического тока.
[0046]
Кроме того, средство R110 управления давлением особо не ограничено, если только средство способно регулировать прижимную силу, обеспеченную цилиндрами R106. В данной конфигурации средство представляет собой механизм, содержащий клапан 123 с электромагнитным управлением, соединенный с гидравлической трубой R122, клапан R124 управления давлением, гидравлический насос 125 и гидравлический резервуар R126. Данный клапан R124 управления давлением управляет давлением масла, которое подается на него, так чтобы оно было пропорционально величине выходного сигнала средства управления R111, и подает масло в цилиндры R106. В такой конфигурации цилиндры R106 являются гидравлическими цилиндрами, но цилиндры могут быть пневматическими цилиндрами, комбинированными пневматическими/гидравлическими цилиндрами или электрическими цилиндрами. В этом случае можно использовать механизм, который может соответствующим образом регулировать прижимную силу, обеспеченную цилиндрами в соответствии с типом цилиндра.
[0047]
Средство R111 управления выполнено с возможностью регулировать прижимную силу роликов R105, обеспеченную цилиндрами R106 в соответствии со скоростью потока песка, регистрируемой датчиком R108 скорости потока песка. В настоящей конфигурации средство содержит блок вычисления целевого значения тока, который рассчитывает значение электрического тока двигателя R103, соответствующее скорости потока песка, зарегистрированной датчиком R108 скорости потока песка, так чтобы поддерживать заданную корреляцию между скоростью потока песка, подлежащего загрузке во вращающийся барабан R102, и величиной электрического тока двигателя R103, соответствующей скорости потока песка, блок сравнения, который сравнивает целевое значение электрического тока двигателя R103, соответствующее рассчитанной скорости потока песка, с величиной электрического тока двигателя R103, фактически измеренного во время работы, и блок управления, который регулирует прижимную силу роликов R105, обеспеченную цилиндрами R106, так что величина электрического тока двигателя R103 во время работы соответствует целевому значению электрического тока на основании результатов от блока сравнения. В частности, вычисление включает в себя расчет величины отрицательной обратной связи. Другими словами, вычислительный процесс включает в себя вычисление того, насколько должна быть повышен или понижен параметр текущего давления, или параметр должен оставаться таким же, чтобы приблизиться к целевому значению электрического тока.
[0048]
Корреляция может определяться, как целевое значение электрического тока для величины электрического тока двигателя R103, необходимого для регенерации песка при скорости потока песка, загружаемого во вращающийся барабан R102, в зависимости от скорости потока песка, определяемого характеристиками и величиной электрического тока, которая обусловлена разницей в степени полировки, требуемой для регенерируемого песка, например приблизительно 80-100 А для песка, который легко полируется, и приблизительно 100-120 А для песка, который трудно полируется. Например, при рассмотрении оборудования, ориентированного на скорость потока песка приблизительно 2-5 т/ч, если величина электрического тока двигателя R103, необходимого для регенерации песка со скоростью потока 5 т/ч, составляет 100 А, то в случае, если скорость потока песка, загружаемого во вращающийся барабан R102, составляет 4 т/ч, целевое значение электрического тока двигателя R103, соответствующее скорости потока песка, будет составлять 88 А, как показано на фиг. 10. В настоящей конфигурации при снижении скорости потока песка с 5 т/ч до 4 т/ч, прижимная сила роликов R105, обеспеченная цилиндрами R106 установлена такой, что величина электрического тока двигателя R103 во время работы соответствует целевому значению электрического тока 88 А.
[0049]
В настоящей конфигурации настройка величины электрического тока в соответствии со скоростью потока загружаемого песка представляет собой корреляцию в виде прямой линии, но аналогичное управление возможно, даже если корреляция представлена кривой.
[0050]
Кроме того, блок сравнения предпочтительно содержит вычислительный блок, который сравнивает целевое значение электрического тока двигателя R103, соответствующее скорости потока загружаемого песка, с величиной электрического тока двигателя R103, фактически измеренного во время работы, затем вычисляет скорость увеличения/уменьшения прижимной силы роликов R105, обеспеченной цилиндрами R106. Например, прижимная силу, обеспеченная цилиндрами R106 регулируется путем вычисления с периодичностью в 1 секунду скорости увеличения/уменьшения (скорости увеличения давления или скорости снижения давления), получаемой из следующего уравнения (1). В данном случае чувствительность предназначена для выравнивания внезапных изменений скорости увеличения/уменьшения и может составлять, например, 0,2.
[0051]
(Уравнение 1)
Скорость увеличения/уменьшения = (целевое значение электрического тока/измеренная величина электрического тока - 1) × чувствительность + 1. . . . (1)
[0052]
В качестве конкретного примера расчета прижимной силы, когда целевое значение электрического тока = 88 А, измеренная величина электрического тока = 80 А и чувствительность = 0,2, скорость увеличения/уменьшения = (88/80 - 1) х 0,2 + 1 = 1,02. Поэтому, если параметр теущего давления составляет 100 кПа, то параметр давления через 1 секунду устанавливается на 100 × 1,02 = 102 кПа.
[0053]
Кроме того, в настоящей конфигурации в качестве дополнительной функции средства R111 управления предусмотрено вычислительное средство для расчета общего веса обработанного песка. Данное вычислительное средство выполняет интегрирование скорости потока песка, измеренной датчиком R108 скорости потока песка, по всему времени обработки для расчета общего веса обработанного песка. Например, способ выполнения интеграционного вычисления измеренного расхода песка во время обработки состоит в том, чтобы установить время выборки на 1 секунду, установить промежуточное количество песка в момент начала обработки на нуль и каждую 1 секунду вычислять количество обрабатываемого песка с помощью следующего уравнения (2).
[0054]
(Уравнение 2)
Промежуточное количество песка = промежуточное количество песка + расход песка в час × 1/3600. . . . (2)
[0055]
Затем, после интегрирования количества обрабатываемого песка, общий вес обработанного песка (суммарное количество песка) на момент завершения процесса может быть вычислен с использованием следующего уравнения (3).
[0056]
(Уравнение 3)
Суммарное количество песка = суммарное количество песка + промежуточное количество песка. . . . (3)
[0057]
Причина для разделения процедуры определения суммы нарастающим итогом на два этапа между промежуточным итогом и суммой нарастающим итогом заключается в соблюдении точности вычислений. Например, при обработке 2-5 т/ч, протекает 0,6-1,4 кг песка в секунду. Поэтому, при работе в течение 2000 часов в год количество обработанного песка составит (от 0,6 до 1,4) × 3600 × 2000 = от 4 320 000 до 10 080 000 кг. Поскольку в процессе вычисления расчет выполняется c плавающей запятой с семью значащими цифрами, высокоточное вычисление может выполняться путем прямого суммирования до тех пор, пока сумма нарастающим итогом является небольшой. Однако, если сумма нарастающим итогом не сбрасывается в течение длительного времени, результат вычисления может превысить семь разрядов, как в вышеупомянутом случае. В этом случае возникает проблема, заключающаяся в том, что меньшие значащие цифры теряются и вообще не суммируются. Поэтому промежуточный итог определяется для каждого процесса регенерации, меньшие разряды сдвигаются примерно на три разряда, а затем добавляются к сумме с нарастающим итогом, чтобы обеспечить высокоточное вычисление.
[0058]
Кроме того, рассчитанный общий вес обрабатываемого песка отображается на устройстве отображения, таком как персональный компьютер, графическая сенсорная панель или тому подобное, и записывается на карту памяти или тому подобное. В настоящей конфигурации эта записанная информация (данные) об общем весе обрабатываемого песка может использоваться для управления количеством песка во время процесса изготовления литейной формы или для управления временем замены расходных деталей в оборудовании, таких как ролики R105 или вращающийся барабан R102.
[0059]
Оборудование, сконфигурированное таким образом, работает в соответствии с блок-схемой на рис. 11. В настоящей конфигурации оборудование регенерирует песок со скоростью потока 5 т/ч и используется электродвигатель, имеющий целевое значение электрического тока 100 А. Корреляция в этом случае показана на фиг. 10. Таким образом, корреляция между скоростью потока песка, загружаемого во вращающийся барабан и целевым значением электрического тока двигателя, соответствующего скорости потока песка, задана и сохранена (этап S1).
Затем приводят в действие оборудование для регенерации песка. Затем начинают загрузку песка во вращающийся барабан (этап S2).
Затем датчик скорости потока песка, установленный на участке загрузки песка, рассчитывает текущую скорость потока загружаемого песка (этап S3).
Затем на основании корреляции рассчитывают целевое значение электрического тока двигателя, соответствующее скорости потока загружаемого песка (этап S4).
Затем вычисляют текущее (во время работы) значение электрического тока (измеренная величина электрического тока) двигателя и сравнивают с целевым значением электрического тока двигателя, соответствующим скорости потока загруженного песка (этапы S5, S6).
Затем рассчитывают скорость увеличения/уменьшения прижимной силы ролика, обеспеченной цилиндрами (этап S7).
Затем скорость увеличения/уменьшения, полученная из уравнения (1), рассчитывают с интервалами времени выборки, например 1 секундой, увеличивают или уменьшают параметр прижимной силы цилиндра и увеличивают или уменьшают величину электрического тока двигателя. В это время чувствительность установлена равной 0,2 (этап S8).
[0060]
В представленной конфигурации, качество регенерированного песка может быть улучшено путем управления прижимной силой, обеспеченной цилиндрами в соответствии с целевым значением электрического тока двигателя, соответствующим скорости потока загружаемого песка.
[0061]
Кроме того, в представленной конфигурации основные данные в регенерационном оборудовании во время работы записывают, полученные записи анализируются для мониторинга изменений в рабочем состоянии оборудования или в свойствах песка, и если соответствующий диапазон превышен, то выдается предупреждение о принятии контрмер, что предотвращает возникновение серьезных проблем и, таким образом, позволяет контролировать качество регенерируемого песка. Мониторинг может включать в себя вывод изображения на экран отображающего устройства и при выходе за пределы соответствующего диапазона, отображение причины этого и способ, который может быть реализован в качестве контрмеры. Примеры основных данных включают в себя скорость потока загружаемого песка, величину электрического тока двигателя, а также выдвижение и параметры для прижимной силы цилиндров. Например, чрезмерное уменьшение скорости потока загружаемого песка может привести к быстрому нагреву роликов и их повреждению, поэтому скорость потока песка контролируют. Для управления изменениями величины электрического тока, вследствие разницы целевого значения электрического тока и величины электрического тока двигателя, величину электрического тока двигателя записывают и контролируют. Если отклонение проявляется только тогда, когда выдвижение цилиндров выходит из соответствующего диапазона (например, 70-110 мм), то процесс, вызывающий это, будет непонятен, поэтому записываются значения. Кроме того, если выдвижение цилиндров становится больше, даже несмотря на то, что свойства песка или значения прижимной силы роликов или тому подобное не изменилось, то ролики или вращающийся барабан могут быть изношены, поэтому выдвижение цилиндров контролируют. Выдвижение цилиндров можно измерять, подключив датчики положения, например, линейные датчики R127, R127 к штокам цилиндров R106. Кроме того, поскольку имеется также подлежащий контролю диапазон прижимной силы роликов, прижимную силу роликов также контролируют.
[0062]
Таким образом, представленная конфигурация предпочтительно содержит блок памяти, который записывает основные данные во время работы, блок определения, который определяет, находятся или нет записанные основные данные в соответствующих диапазонах, и блок выдачи предупреждения, который в результате определения того, что основные данные находятся вне соответствующего диапазона, выдает предупреждение, сообщающее, что принимаются меры противодействия,.
[0063]
Далее будет описан третий пример оборудования R для сухой механической регенерации с использованием фиг. 12 и 13. В третьем примере оборудование R для сухой механической регенерации представляет собой тип оборудования с периодической загрузкой и содержит сортирующее оборудование. Обрабатывающий резервуар R201, в котором осуществляется удаление веществ, содержащих карбонизированный материал, имеет в своей нижней части средство R202 очистки для очистки формовочного песка. Обрабатывающий резервуар R201 имеет в своей верхней части загрузочное отверстие R203 для загрузки формовочного песка, и обрабатывающий резервуар R201 имеет в своей нижней части зазор R204 для выгрузки формовочного песка. Обрабатывающий резервуар R201 соединен в своей верхней части с воздуходувкой в качестве средства P подачи воздуха через нагнетательную трубу R205. Воздух нагнетают в обрабатывающий резервуар R201 через нагнетательную трубу R205. Кроме того, обрабатывающий резервуар R201 соединен в своей верхней части с пылесборным оборудованием, которое не показано, с помощью вытяжной трубы R206. Воздух вытягивается из обрабатывающего резервуара R201 через вытяжную трубу R206. Кроме того, в верхней части обрабатывающего резервуара R201 предусмотрен желоб R207 для загрузки песка, соединенный с отверстием R203 для загрузки песка, и содержащий измерительный затвор R207a. Кроме того, в качестве средства R208 переключения предусмотрен переключающий клапан, для переключения путем поочередного открытия и закрытия соединения между обрабатывающим резервуаром R201 и нагнетательной трубой R205 и соединения между обрабатывающим резервуаром R201 и вытяжной трубой R206. Кроме того, резервуар R209 для псевдожидкой среды и впускное отверстие пылезащитного колпака F в качестве средства для удаления мелкодисперсного материала, соединены под отверстием R204 для выгрузки формовочного песка, и дополнительно в нижней части резервуара R209 псевдожидкой среды предусмотрен воздушный отсек R209b, разделенный щелевыми пластинами R209a, и выходное отверстие R210 для песка. Верхняя часть резервуара R209 для псевдожидкой среды соединена с пылесборным оборудованием, которое не показано, посредством пылесборного канала R211.
[0064]
Фиг. 13 представляет собой вид в разрезе, подробно описывающий средство R202 очистки в третьем примере оборудования для сухой механической регенерации. На фиг. 13 средство R202 очистки снабжено вращающимся барабаном R202a, вращаемый с высокой скоростью двигателем R202e при помощи опор R202c и ремня/шкива R202d. Средство очистки сконфигурировано таким образом, что когда формовочный песок S загружают во вращающийся барабан R202a, формовочный песок трется сам о себя, так что очищается карбонизированный материал, спеченный материал, продукты реакции и тому подобное, прилипшее к поверхности зерен песка формовочного песка S. Дополнительно, между вращающимся барабаном R202a и неподвижным кольцом R202b имеется зазор R204 и воздух может проходить внутрь обрабатывающего резервуара R201 и выходить из него через зазор R204.
[0065]
В третьем примере оборудования для сухой механической регенерации благодаря совместной работе вытяжной трубы R206 и нагнетательной трубы R205 воздух может поступать внутрь обрабатывающего резервуара R201 и выходить из него. Например, на фиг. 12 процесс регенерации осуществляется путем установления открытого состояния между вытяжной трубой R206 и обрабатывающим резервуаром R201 и установления закрытого состояния между нагнетательной трубой R205 и обрабатывающим резервуаром R201. Кроме того, формовочный песок, подвергнутый процессу регенерации, распределяется путем установления закрытого состояния между вытяжной трубой R206 и обрабатывающим резервуаром R201 и установления открытого состояния между нагнетательной трубой R205 и обрабатывающим резервуаром R201.
[0066]
В частности, течение воздуха происходит следующим образом. Сначала при выполнении процесса регенерации затвор D1 для выполнения регенерации приводят в открытое состояние, а заслонку D2 приводят в закрытое состояние. Поскольку затвор D1 для выполнения регенерации открыт, воздух поступает из затвора D1 для выполнения регенерации через зазор R204 и обрабатывающий резервуар R201 в вытяжную трубу R206, которая находится в открытом состоянии. Продувная труба R205 закрыта, поэтому поток воздуха внутри пылезащитного колпака F становится аналогичным воздушному потоку от воздуходувки. В это время заслонка D2 закрыта, поэтому поток воздуха для сбора пыли становится объединенным воздушным потоком от воздуходувки и затвора D1. Затем, когда песок выгружен, затвор D1 закрывают, нагнетательную трубу R205 открывают, продувную трубу R206 закрывают и заслонку D2 открывают. Часть воздуха от воздуходувки проходит через псевдоожиженный резервуар, и часть воздуха поступает из вытяжной трубы R206 в пылезащитный колпак F. В это время общее количество воздуха для сбора пыли уменьшается, поэтому дефицит компенсируется заслонкой D2. Таким образом выполняются регенерация и классификация.
[0067]
В случае конфигурации оборудования R для регенерации песка на фиг. 12 и фиг. 13, оборудование содержит классифицирующее оборудование C, показанное на фиг. 1, как указано выше, поэтому преимущество состоит в том, что нет необходимости включать классифицирующее оборудование C отдельно от оборудования R для регенерации песка.
[0068]
Далее будет описано сортирующее оборудование C, используя фиг. 14. В третьем примере оборудования для сухой механической регенерации сортирующее оборудование C было размещено в оборудовании для механической регенерации, но в данном случае будет объяснена конфигурация, в которой классифицирующее оборудование С предусмотрено отдельно от оборудования R для регенерации песка. Классифицирующее оборудование C классифицирует формовочный песок S, регенерированный оборудованием для сухой механической регенерации, при помощи системы классификации по удельному весу, и разделяет песок на зерна песка, подлежащие регенерации, и пыль, например, карбонизированный материал, спеченный материал продукты реакции или тому подобное, которые должны быть собраны. Классифицирующее оборудование C содержит воздушный отсек C1, нижнюю пластину С2, расположенную на верхней части воздушного отсека С1 и имеющую просверленные в ней отверстия С2а для выпуска воздуха, осаждающую камеру C3, отверстие C4 для выгрузки песка, предусмотренное на конце осаждающей камеры C3 и открытое вниз из корпуса оборудования, отверстие C5 для загрузки песка, предусмотренное в верхней части воздушного отсека и открытое вверх из корпуса оборудования, перегородку C6, предусмотренную на нижней пластине C2 в положении, смежном с отверстием C4 для выгрузки песка, воздухонагнетающую трубу C7, предусмотренную в нижней части воздушного отсека и соединенную с нагнетателем воздуха, который не показан, и отверстие C8 для сбора пыли, предусмотренное на верхнем конце осаждающей камеры C3 и соединенное с устройством для сбора пыли, которое не показано. Нижняя пластина C2 слегка наклонена, чтобы находиться ниже по направлению к стороне, имеющей отверстие C4 для выгрузки песка, и выше по направлению к стороне, имеющей отверстие C5 для загрузки песка.
[0069]
В классифицирующем оборудовании C воздух поступает из отверстий С2а для выпуска воздуха через воздуховыпускную трубу C7 и воздушный отсек C1 одновременно с загрузкой формовочного песка S через отверстие C5 для загрузки песка. Затем формовочный песок S приводят в псевдоожиженное состояние и он начинает скользить по нижней пластине C2, причем часть течет внутри сортирующего оборудования C. Затем скольжение останавливается перегородкой C6 и формируется слой. В данном случае, если формовочный песок S загружают непрерывно, слой формовочного песка S будет перетекать через перегородку C6, так что песок будет выгружаться из отверстия C4 для выгрузки песка.
[0070]
В это время при сборе пыли из отверстия C8 для сбора пыли, формовочный песок S, протекающий внутри классифицирующего оборудования C, течет по направлению к отверстию C8 для сбора пыли, но формовочный песок S для повторного использования падает под действием силы тяжести внутрь осаждающей камеры C3, и карбонизированный материал, спеченный материал, продукты реакции и тому подобное, отделенные от формовочного песка S, имеют больший вес, чем формовочный песок S, и поэтому не падают под действием силы тяжести и собираются из отверстия C8 для сбора пыли и отделяются от формовочного песка S. Таким образом, регенерированный песок SR выгружается из отверстия C4 для выгрузки песка и используется для формирования основной литейной формы или стержня.
[0071]
Далее будет описан первый измененный пример варианта осуществления, описанный выше, используя фиг. 15. Разница между первым измененным примером и вариантом осуществления, описанным выше, заключается в том, что в первом измененном примере оборудование для магнитного отделения с высокой плотностью магнитного потока содержит множество блоков, как в MH1, так и MH2.
[0072]
Эффективность магнитного отделения повышается за счет оборудования для магнитного отделения с высокой плотностью магнитного потока MH1, MH2, содержащего множество блоков. При этом, создавая оборудование для магнитного отделения с высокой плотностью магнитного потока MH1, MH2, имеющее одинаковую плотность магнитного потока, магнитное отделение может выполняться неоднократно, позволяя магнитно-притягиваемому материалу, который не был полностью отделен путем магнитного отделения в первый раз, отделиться путем магнитного отделения во второй раз.
[0073]
Кроме того, путем увеличения магнитной индукции оборудования магнитного отделения с высокой плотностью магнитного потока MH1, MH2 в соответствии с количеством раз, например, путем настройки оборудования MH1 для магнитного отделения на 0,15 Тл и оборудования MH2 для магнитного отделения на 0,5 Тл, становится возможным, чтобы магнитно-притягиваемый материал, который имеет очень слабый магнитный момент и не может быть отделен оборудованием MH1 для магнитного отделения, был отделен оборудованием MH2 для магнитного отделения.
[0074]
Далее будет описан второй измененный пример варианта осуществления, описанный выше, используя фиг. 16. Разница между вторым измененным примером и вариантом осуществления, описанным выше, заключается в том, что во втором измененном примере оборудование для магнитного отделения с высокой плотностью магнитного потока содержит множество блоков как в MH1, так и MH2, причем MH2 расположен после классифицирующего оборудования C.
[0075]
Благодаря такой конфигурации магнитно-притягиваемый материал, который не мог быть полностью отделен первым блоком, оборудованием MH1 для магнитного отделения, полируется оборудованием R для регенерации и затем отделяется вторым блоком, оборудованием MH2 для магнитного отделения, за счет более сильного магнитного момента, являющегося результатом увеличения доли металлов благодаря удалению оксидов металлов из формовочного песка.
[0076]
Способ регенерации формовочного песка и система регенерации по настоящему изобретению не должны истолковываться как ограниченные вариантами осуществления и измененными примерами, раскрытыми выше, которые были разъяснены со ссылкой на чертежи, и различные другие измененные примеры могут быть рассмотрены в пределах его технического объема.
Например, в варианте осуществления и измененных примерах, описанных выше, регенерационное оборудование R содержит один блок, но количество блоков регенерационного оборудования R не ограничено одним блоком и может представлять собой конфигурацию, содержащую множество блоков в соответствии с требуемой производительностью регенерации.
Кроме того, в измененных примерах оборудование для магнитного отделения с использованием высокой плотности магнитного потока, содержащее множество блоков, не ограничено двумя блоками, как в MH1 так и в MH2, и может представлять собой конфигурацию из трех или более блоков.
Кроме того, во втором измененном примере оборудование для магнитного отделения с использованием высокой плотности магнитного потока, расположенное после классифицирующего устройства C не ограничено одним блоком, как в MH2, и может представлять собой конфигурацию из двух или более блоков.
В дополнение к вышесказанному, можно смешивать и сопоставлять конфигурации, указанные в вариантах осуществления, описанных выше, и соответствующим образом менять конфигурации на другие конфигурации, не отходя от сущности настоящего изобретения.
Описание ссылочных позиций
[0077]
S Формовочный песок
ML Оборудование для магнитного отделения с низкой плотностью магнитного потока
MH Оборудование для магнитного отделения с высокой плотностью магнитного потока
R Регенерационное оборудование
C Классифицирующее оборудование.
Чугунная отливка, способ производства чугунной отливки и оборудование для производства чугунной отливки
Устройство для непрерывного смешивания, система и способ непрерывного смешивания порошкового/гранулированного материала и вязкой жидкости
Чугунная отливка, способ производства чугунной отливки и оборудование для производства чугунной отливки
Устройство для непрерывного смешивания, система и способ непрерывного смешивания порошкового/гранулированного материала и вязкой жидкости

