Результат интеллектуальной деятельности: ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ВСТАВКИ КОМПОНЕНТОВ В ИЗДЕЛИЕ
Вид РИД
Изобретение
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к области машин и производственных модулей для монтажа компонентов.
Предшествующий уровень техники настоящего изобретения
Стандартные процессы монтажа и сборки выполняются набором оборудования, которое осуществляет последовательный или параллельный монтаж различных компонентов, которые образуют изделие. Например, обычно количество используемых роботов равняется количеству компонентов, которые должны быть вставлены в изделие, и каждый робот при помощи некоторого инструмента вставляет соответствующий ему компонент в изделие, перемещаемое при помощи конвейерной ленты, пока последний робот не завершит изделие.
Основной недостаток этого процесса заключается в том, что требуемое количество роботов равняется количеству компонентов, необходимых для изделия. Кроме того, это требует наличия значительного пространства. Более того, независимо от рабочей нагрузки, требуется одинаковое количество роботов.
В патенте США № US 6256868 B1 была предпринята попытка устранить указанные выше недостатки при помощи монтажной станции, в которой один робот способен последовательно монтировать различные компоненты на изделие при помощи других элементов, таких как устройство для подачи компонентов роботу в требуемом порядке, плита для подачи изделий к роботу и конвейерная лента.
В некоторых практических применениях требуется не только монтировать различные компоненты на одно изделие, но также прикладывать значительное давление для того, чтобы соответствующим образом вставить компоненты в изделие. В этих случаях робот, как правило, не может прикладывать требуемое давление для всего ряда монтируемых им компонентов.
Таким образом, существует необходимость в создании устройства, которое объединяет в себе преимущества большой универсальности в отношении компонентов, с которыми оно может работать, и способности прикладывать большое давление без повреждения изделий.
Краткое раскрытие настоящего изобретения
Объектом настоящего изобретения является производственный модуль для монтажа компонентов на изделие, содержащий прессующее устройство для вставки при помощи прессования по меньшей мере двух компонентов в соответствующее количество отверстий изделия, при этом указанное устройство содержит: пресс; множество толкателей, которые могут индивидуального принимать вставляемый компонент, причем толкатели выполнены с возможностью перемещения и поочередного размещения соосно с прессом для того, чтобы принять усилие, прикладываемое указанным прессом и передать его компоненту, который должен быть вставлен в отверстие изделия; и ударную пластину, которая выполнена с возможностью выдерживать возникающие во время вставки напряжения, создаваемые указанным прессом, при этом ударная пластина содержит множество опорных площадок, которые выполнены с возможностью перемещения для поочередного выравнивания в соответствии с толкателем, который расположен соосно с прессом. Производственный модуль согласно настоящему изобретению содержит робота, который выполнен с возможностью расположения изделия в прессующем устройстве таким образом, чтобы одно из отверстий изделия находилось между толкателем и опорной площадкой ударной пластины, а также было совмещено со штоком пресса. Робот предназначен для удержания изделия во время операции вставки.
Согласно возможному варианту осуществления прессующее устройство функционирует следующим образом.
На толкатели устанавливают компоненты, которые должны быть вставлены в изделия (предпочтительно один компонент для каждого толкателя).
Толкатели перемещают до тех пор, пока первый толкатель (на который установлен первый вставляемый компонент) не будет находиться в положении, в котором он совмещен и расположен соосно с исполнительным штоком пресса. Предпочтительно, все толкатели перемещаются линейно до тех пор, пока первый толкатель не будет совмещен с прессом, при этом согласно альтернативному варианту только первый толкатель может перемещаться, а остальные будут неподвижными.
Ударную пластину перемещают (при этом она может представлять собой поворотное устройство карусельного типа, например, которое вращается на валу и которое снабжено опорными площадками, расположенными на лучах указанного устройства) до тех пор, пока первая опорная площадка (которая соответствует первому компоненту, который должен быть вставлен в изделие) не будет в совмещена с первым толкателем (который в свою очередь совмещен с прессом).
Робот располагает изделие на ударной пластине (на первой опорной площадке) таким образом, что первое отверстие (отверстие, в которое должен быть вставлен компонент) совмещено с прессом. Робот удерживает изделие во время всей операции вставки, т.е. он не оставляет изделие на ударной пластине, удаляясь от нее при этом.
Затем приводят в действие пресс, который воздействует на первый толкатель, который осуществляет вставку первого компонента в первое отверстие изделия.
Процесс повторяют в отношении остальных вставляемых компонентов, т.е. толкатели перемешают (или только первый и второй толкатели) до тех пор, пока второй толкатель со вторым компонентом не будет совмещен с прессом, ударную пластину перемещают для надлежащего расположения второй опорной площадки, и робот перемещает изделие таким образом, чтобы совместить второе отверстие с прессом (при этом изделие располагается на второй опорной площадке и удерживается роботом). Затем аналогичным образом выполняют вставку третьего или четвертого компонента (или последующих компонентов).
Согласно возможному варианту осуществления множество толкателей выполнено с возможностью приема соответствующего множества компонентов, при этом указанные компоненты являются компонентами по меньшей мере первого типа и по меньшей мере второго типа, который отличается от первого типа. Таким образом, на каждый толкатель может быть установлен компонент, который отличается от компонентов других толкателей или аналогичен им, так что одно прессующее устройство может быстро и просто выполнить вставку (с использованием одиночного пресса и без изменения или модификации толкателей) различных компонентов изделия.
Согласно возможному варианту осуществления толкатели содержат часть, которая является общей или идентичной для всех толкателей (например, цилиндрическую часть), и нижнюю часть, которая специально подобрана для каждого вставляемого компонента. Эта нижняя часть выполнена с возможностью принимать давление, прикладываемое общей частью при активации пресса. Нижние части предпочтительно являются взаимозаменяемыми, чтобы обеспечить смену вставляемого компонента и использование одного и того же толкателя для вставки нескольких компонентов.
Пресс предпочтительно является электрическим прессом, при этом он также может быть механическим или гидравлическим прессом.
Пресс предпочтительно расположен вертикально, и робот удерживает изделие под прессом таким образом, чтобы одно из отверстий изделия располагалось вертикально. Очевидно, что толкатели в этом случае также расположены вертикально. Согласно другим варианта осуществления пресс или толкатели могут быть расположены таким образом, чтобы их штоки проходили горизонтально или даже занимали наклонное положение.
Прессующее устройство может быть соединено с линейным манипулятором, выполненным с возможностью перемещения толкателей до тех пор, пока один из них не будет совмещен с прессом. Линейный манипулятор может обеспечить перемещение толкателей в положения для установки множества вставляемых компонентов, поступающих, например, из системы хранения или питания.
Линейный манипулятор может быть выполнен с возможностью одновременной подачи множества компонентов по меньшей мере первого типа и компонентов по меньшей мере второго типа, который отличается от первого типа, чтобы они могли быть присоединены к соответствующему множеству толкателей прессующего устройства.
Согласно предпочтительному варианту осуществления изделия расположены на верхних плитах, содержащих множество установочных элементов, выполненных для указания положения и ориентации, в которых изделие устанавливается на верхнюю плиту. Согласно этому варианту осуществления предполагается, что робот может поднять верхнюю плиту, на которой расположено изделие, и перенести узел, образованный верхней плитой и изделием, к прессующему устройству. Таким образом, поскольку роботу известно положение установочных элементов верхней плиты, ему также всегда известно положение изделия по отношению к захватному устройству клешневого типа и, следовательно, всех его отверстий, при этом каждое из отверстий может быть расположено в требуемом положении и с требуемой ориентацией в прессующем устройстве.
Производственный модуль согласно настоящему изобретению может дополнительно содержать: конвейерную ленту для перемещения множество средств транспортировки; множество верхних плит, которые выполнены с возможностью расположения на соответствующем средстве транспортировки, при этом каждая верхняя плита содержит множество установочных элементов, выполненных для указания положения и ориентации, в которых изделие должно быть установлено на верхнюю плиту.
Согласно возможному варианту осуществления робот выполнен с возможностью подъема верхней плиты, на которой расположено изделие, и переноса узла, образованного верхней плитой и изделием, к прессующему устройству.
Захватное устройство клешневого типа (или зажимное устройство, или клещи) указанного робота содержит нижний захват, верхний захват и по меньшей мере один толкатель. Нижний захват указанного захватного устройства клешневого типа может содержать две симметричные лапы, внутри которых предусмотрено множество направляющих, которые выполнены с возможностью удержания верхней плиты.
Изделие, в которое производственный модуль согласно настоящему изобретению вставляет компоненты, может представлять собой кулак транспортного средства.
Преимущества и дополнительные признаки настоящего изобретения будут более очевидны при ознакомлении с приведенным ниже подробным раскрытием и прилагаемой формулой изобретения.
Краткое описание чертежей
В качестве дополнения к описанию и с целью сделать признаки настоящего изобретения более понятными на примере предпочтительного иллюстративного варианта осуществления, настоящее раскрытие дополнено группой чертежей, составляющих его неотъемлемую часть, на которых в качестве иллюстративных и неограничивающих примеров представлено следующее.
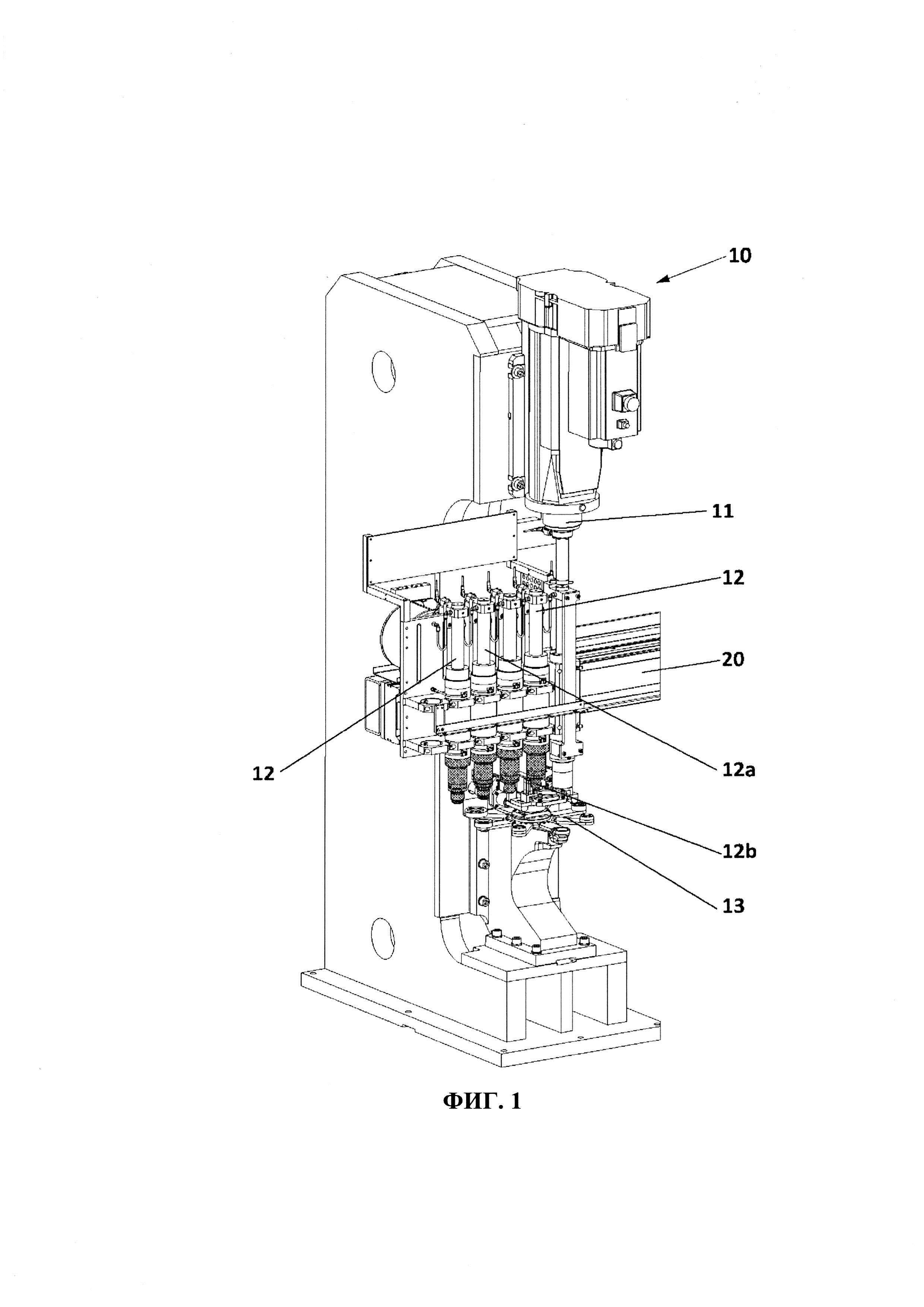
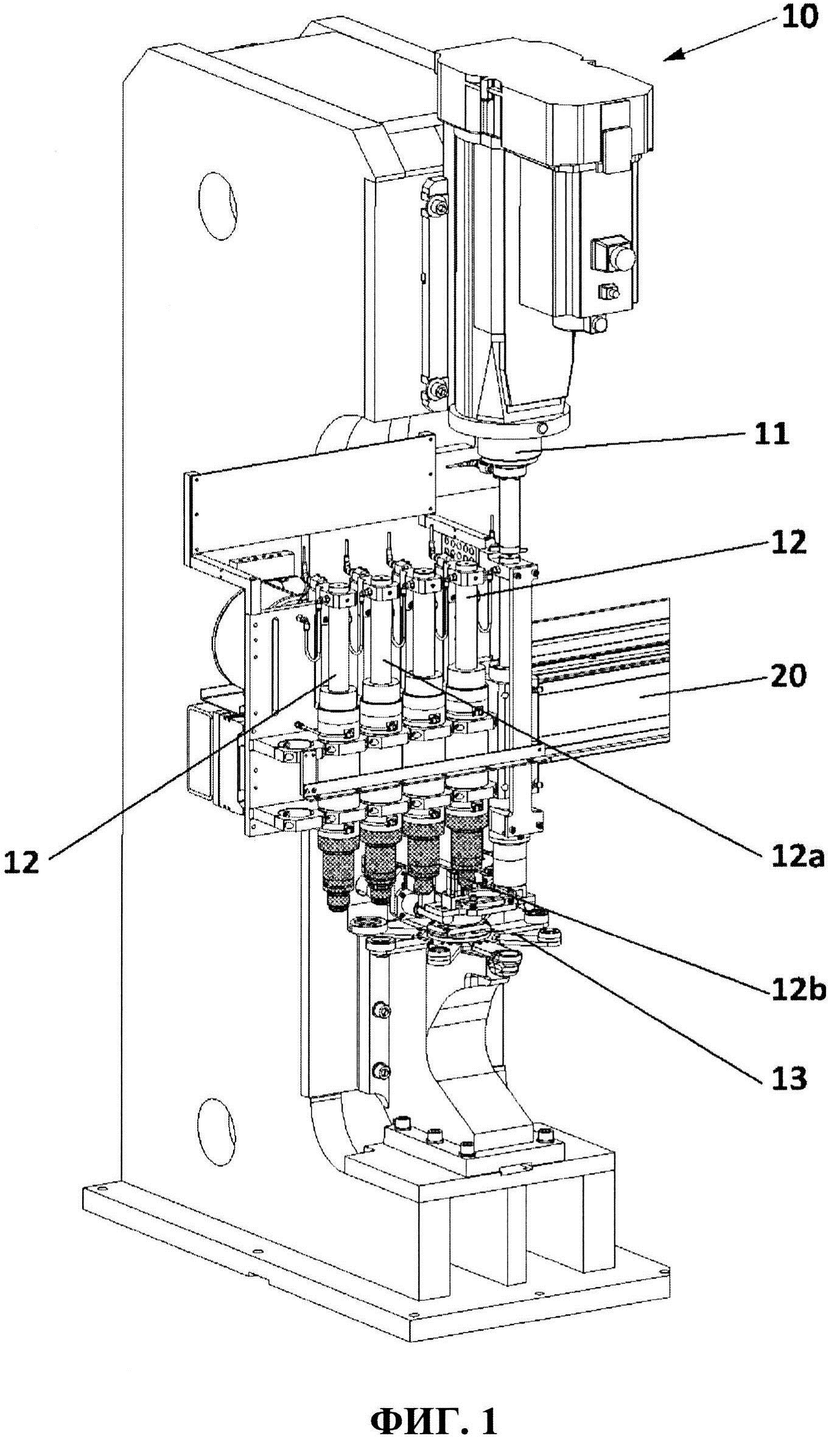
На фиг. 1 представлено прессующее устройство в соответствии с одним вариантом осуществления настоящего изобретения.
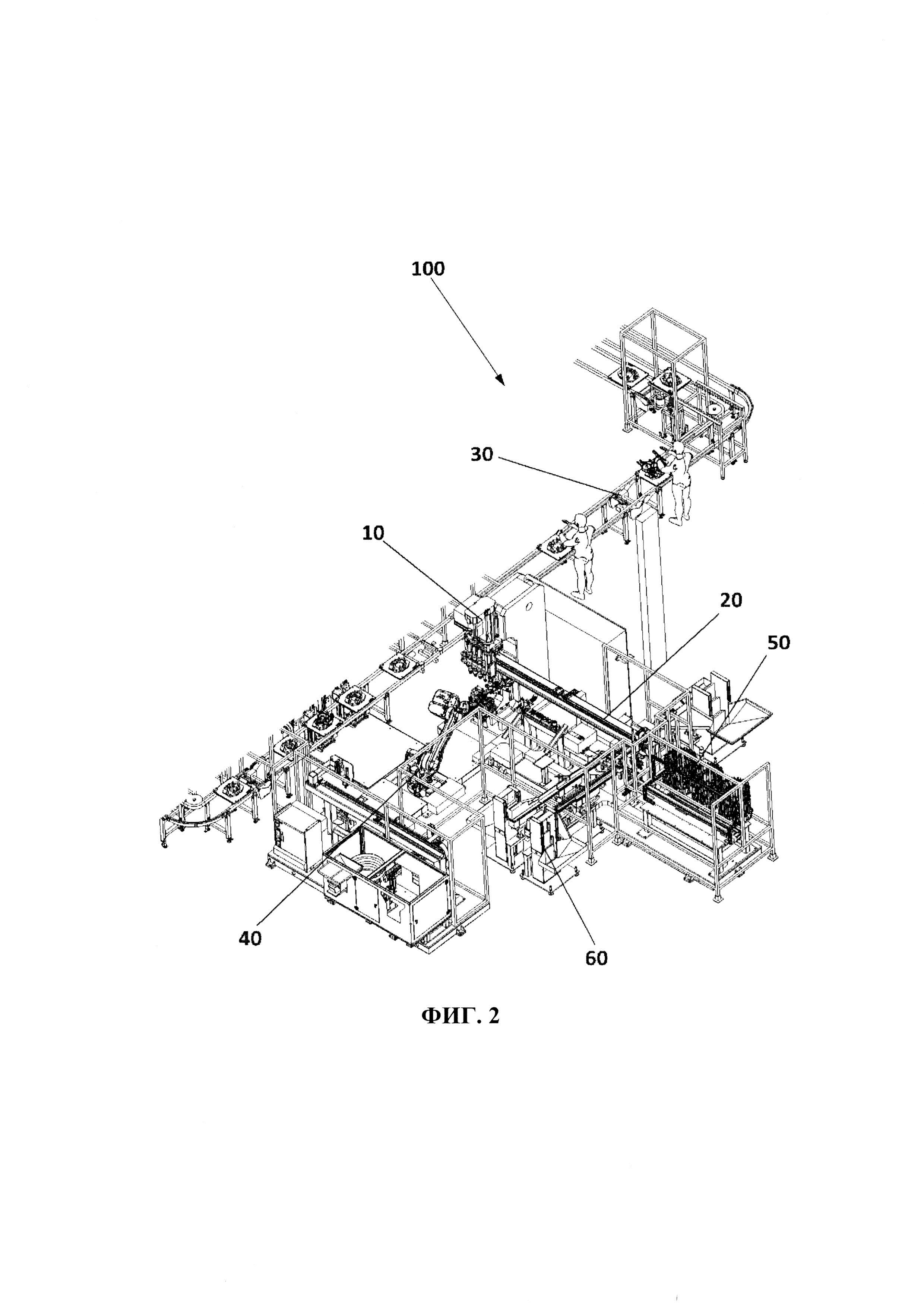
На фиг. 2 схематически представлены элементы, которые образуют часть производственного модуля или целой монтажной станции согласно настоящему изобретению.
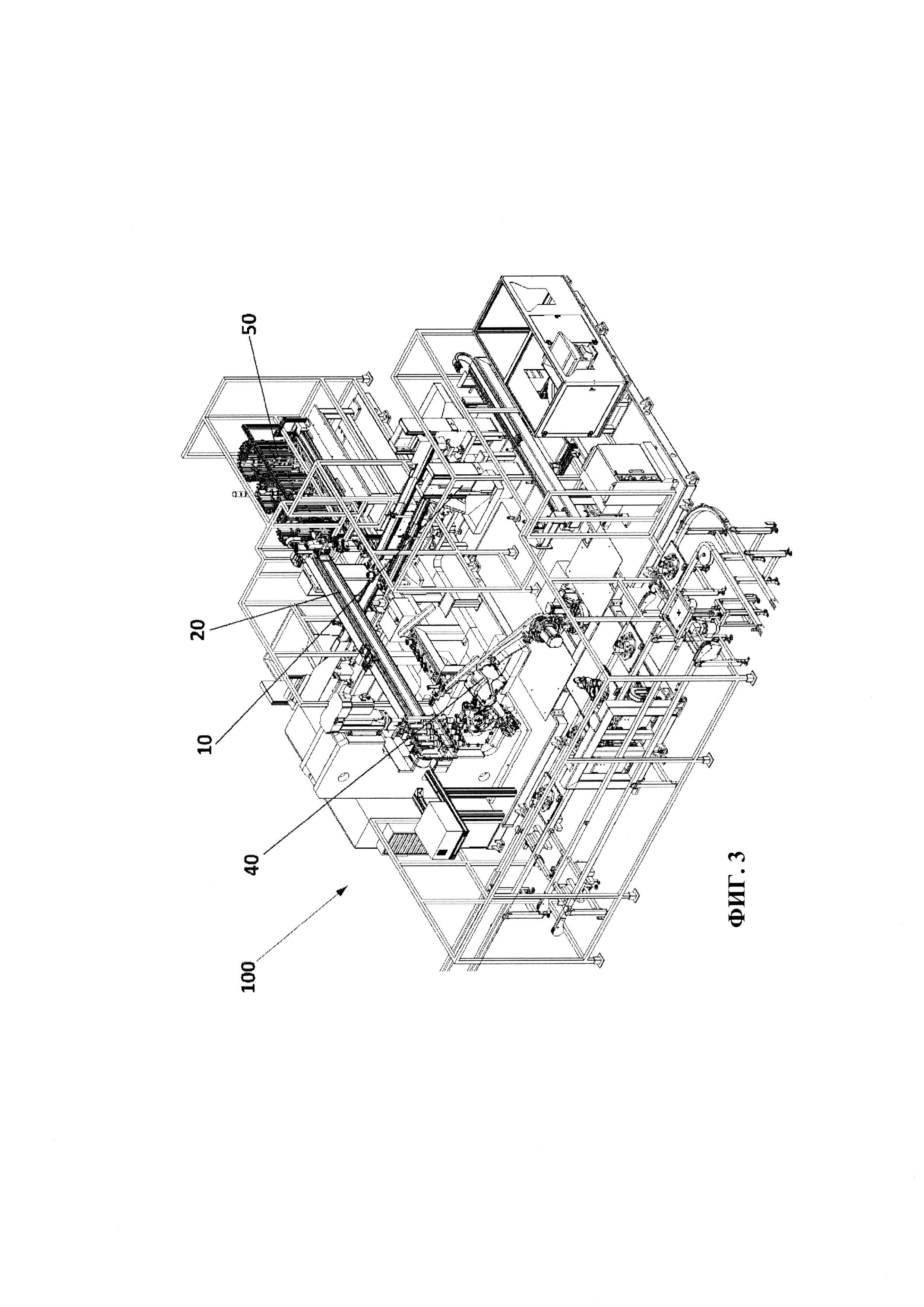
На фиг. 3 представлен другой схематический вид, который включает в себя часть монтажной станции.
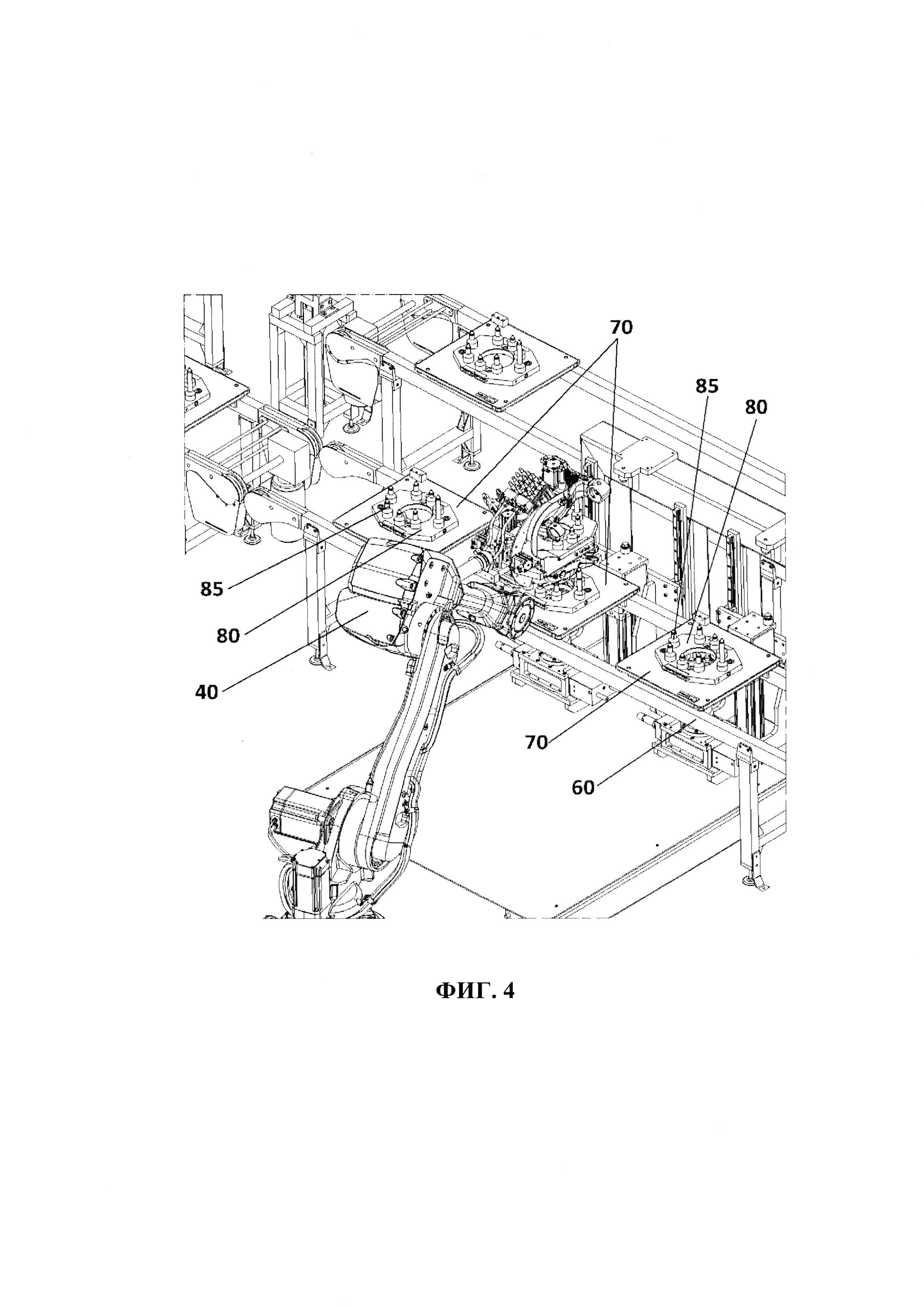
На фиг. 4 представлен подробный вид конвейерной ленты и верхней плиты производственного модуля согласно настоящему изобретению.
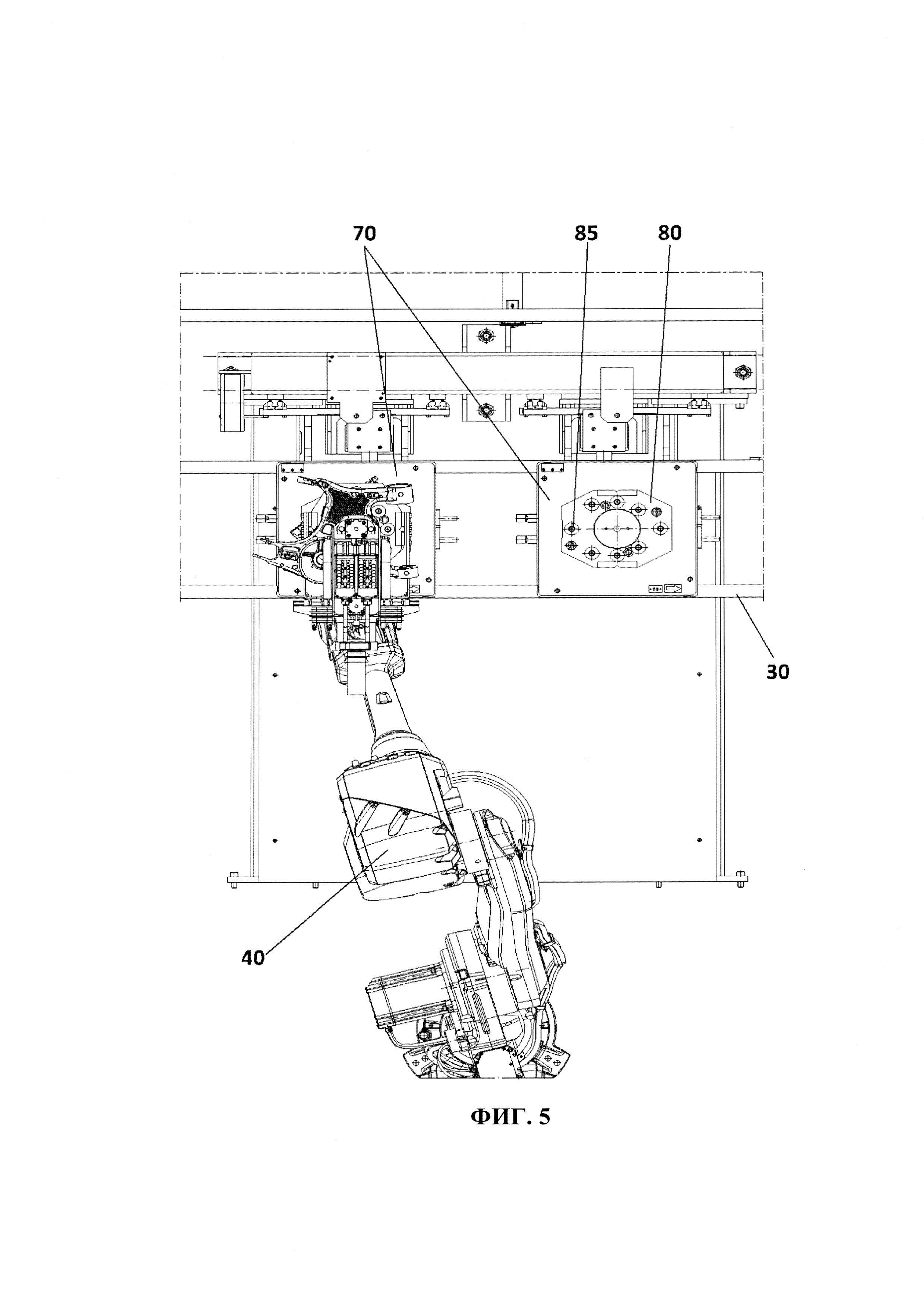
На фиг. 5 представлен альтернативный вид робота, поднимающего верхнюю плиту и изделие при помощи своего захватного устройства клешневого типа.
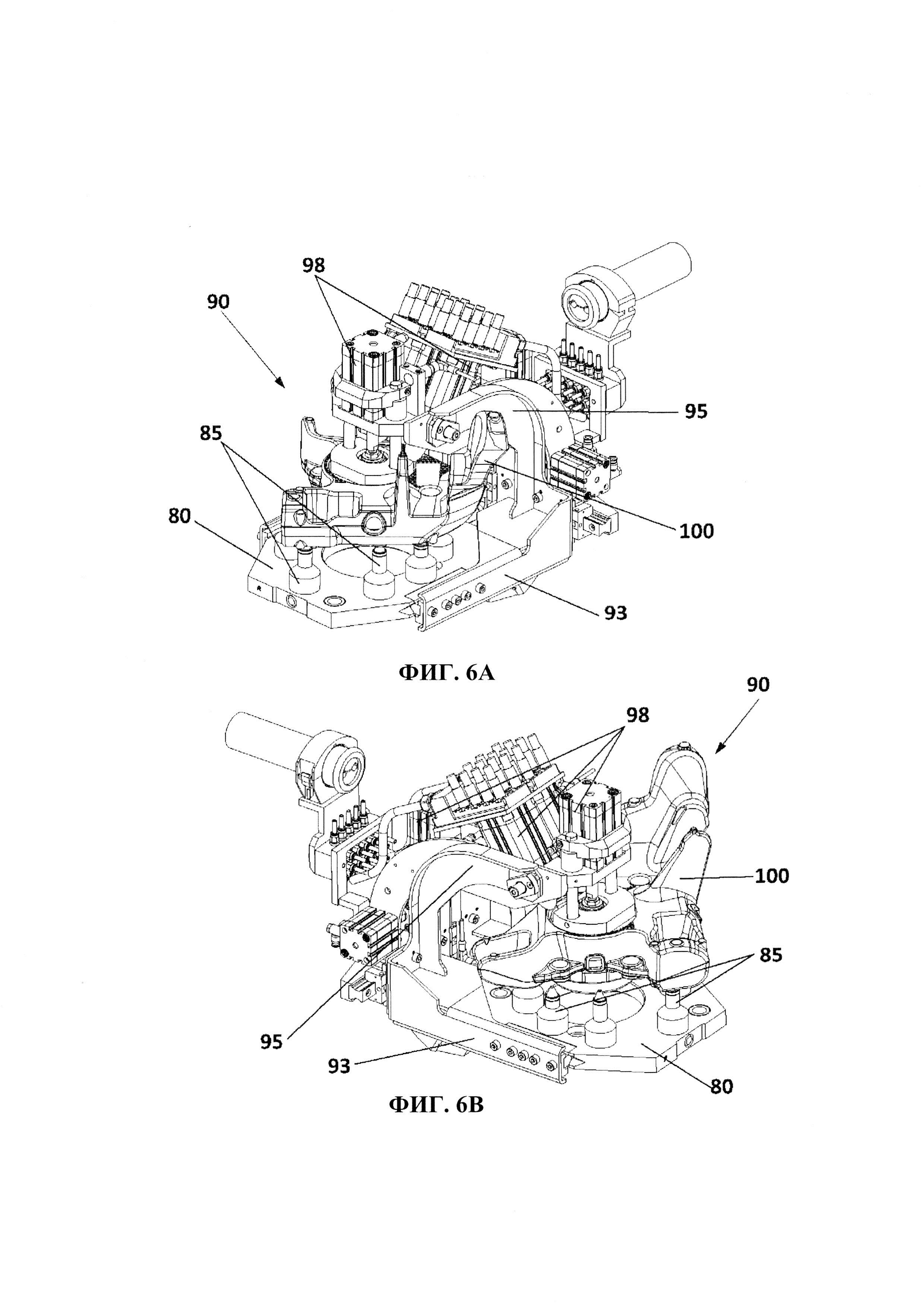
На фиг. 6А и 6В представлено захватное устройство клешневого типа, удерживающее изделие, в соответствии с возможным вариантом осуществления настоящего изобретения.
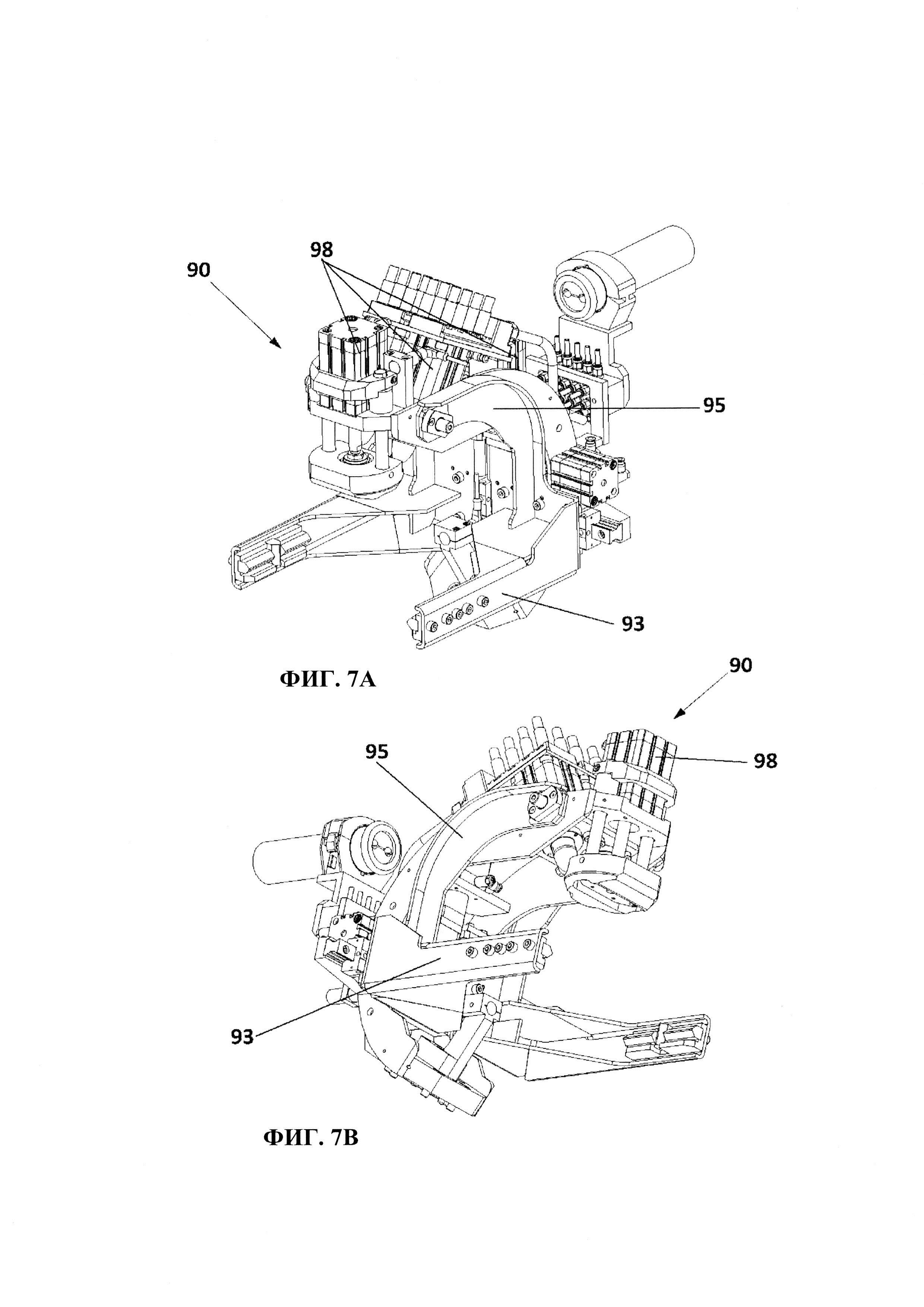
На фиг. 7А и 7В представлено захватное устройство клешневого типа без изделия в соответствии с возможным вариантом осуществления настоящего изобретения.
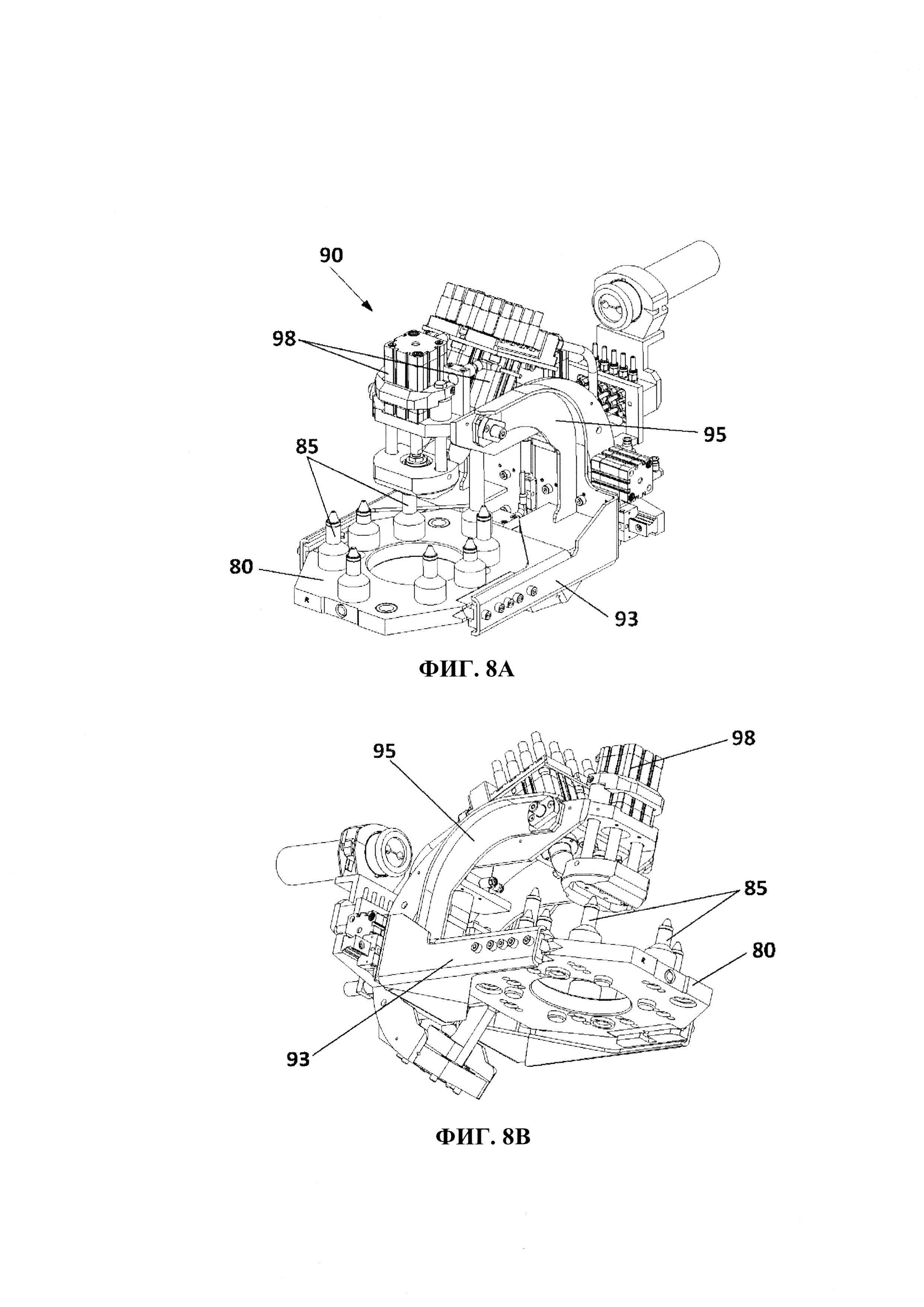
На фиг. 8А и 8В представлено захватное устройство клешневого типа, удерживающее верхнюю плиту, в соответствии с возможным вариантом осуществления настоящего изобретения.
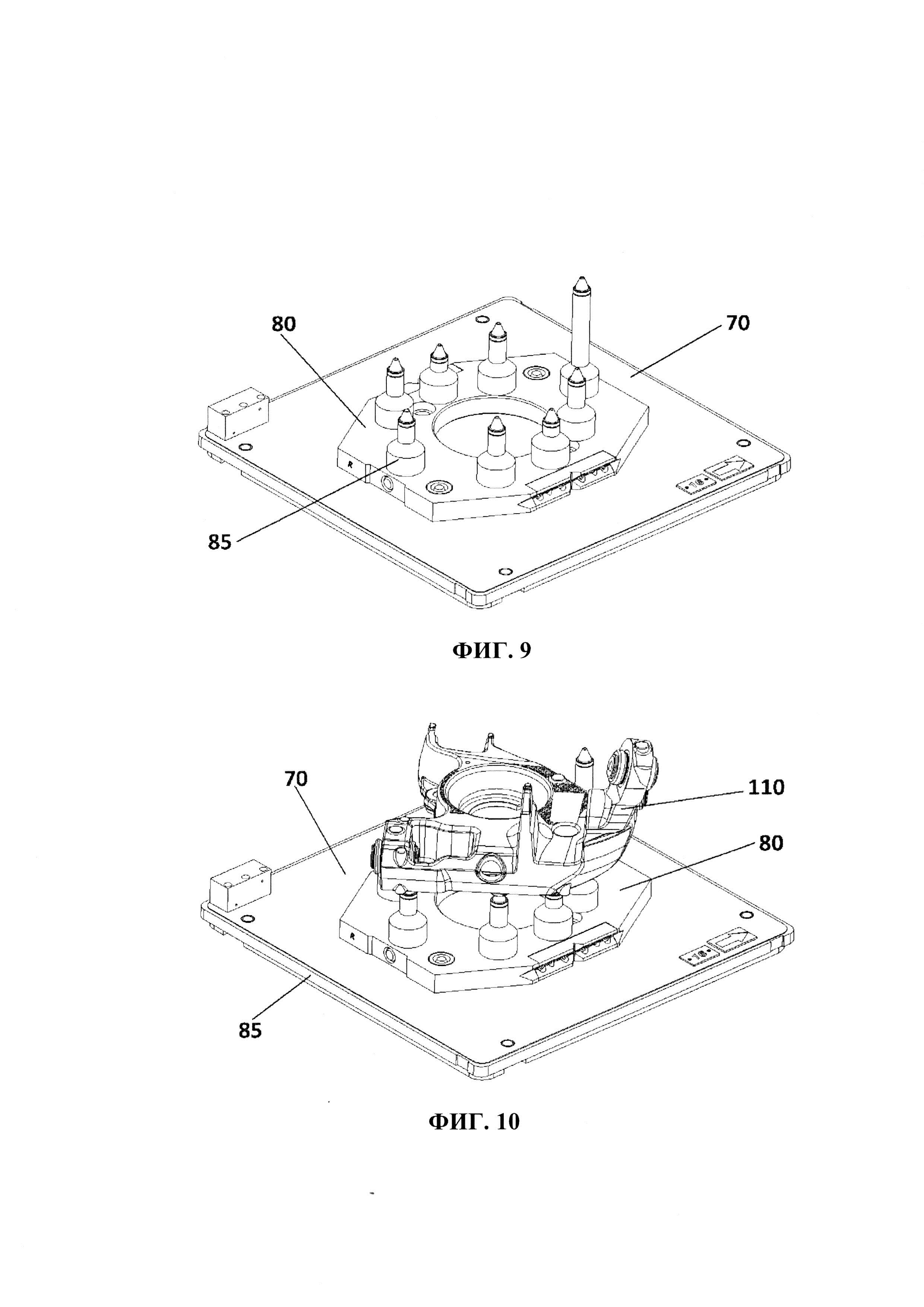
На фиг. 9 представлена верхняя плита, расположенная на средстве транспортировки.
На фиг. 10 представлен кулак, расположенный на верхней плите, представленной на фиг. 9.
Подробное раскрытие варианта осуществления изобретения
На фиг. 1 представлено прессующее устройство в соответствии с одним вариантом осуществления настоящего изобретения. Прессующее устройство 10 способно монтировать при помощи одиночного пресса различные компоненты в несколько мест одного или нескольких изделий, контролируя усилие и место вставки. Иными словами, устройство является гибким в отношении вставляемых компонентов и типов изделий, в которые указанные компоненты будут вставлены. Компоненты могут отличаться по длине и диаметру и могут быть вставлены в определенном направлении. Изделия могут иметь различные формы, и области вставки компонентов могут быть расположены в различных местах и под различными углами в пространстве.
Прессующее устройство 10 содержит:
одиночный пресс 11, который согласно варианту осуществления, представленному на фиг. 1, является электрическим (при этом согласно другим вариантам осуществления пресс может быть гидравлическим или механическим) и который контролирует положение и усилие вставки компонентов. Согласно варианту осуществления, представленному на фиг. 1, пресс является электрическим прессом, у которого исполнительный шток расположен вертикально (но согласно другим вариантам осуществления шток пресса может быть расположен горизонтально или под наклоном);
множество толкателей или промежуточных элементов 12, которые согласно варианту осуществления, представленному на фиг. 1, расположены вертикально (при этом они могут быть расположены горизонтально или под наклоном, но их штоки проходят параллельно исполнительному штоку пресса) между прессом 11 и изделием 100, 110 (когда последнее расположено в предусмотренном для него месте), в которое должны быть вставлены компоненты; при этом промежуточные элементы 12 перемещаются до тех пор, пока один из них не будет совмещен и не станет соосным с прессом 11, и являются индивидуальными для каждого монтируемого компонента; промежуточные элементы 12 расположены во множестве корпусов, размещенных для этого в промежуточной части прессующего устройства 10. Иначе говоря, в зависимости от находящегося в работе изделия и от компонентов, вставляемых в изделие, прессующее устройство 10 характеризуется наличием тех или иных промежуточных элементов 12. Предпочтительно, толкатели или промежуточные элементы 12 представляют собой вертикальные цилиндры. Каждый из толкателей состоит из части 12а, идентичной для каждого толкателя, и нижней части 12b, которая является индивидуальной для каждого толкателя. Часть или конец 12b является индивидуальным для каждого компонента, который должен быть вставлен в каждое изделие. Путем смены нижнего конца 12b промежуточного элемента 12 новый компонент с характеристиками, отличными от характеристик компонента, ранее присоединенного к промежуточному элементу 12, может быть присоединен к этому же промежуточному элементу 12, тем самым обеспечивая универсальность прессующего устройства 10. Конец 12b каждого промежуточного элемента 12 является сердечником, который передает давление, прикладываемое прессующим устройством 10, при этом он должен выдерживать усилие, прикладываемое прессом 11;
ударную пластину 13 для противодействия возникающим во время вставки напряжениям, на которую опирается (как рассмотрено ниже) часть изделия, в которую должны быть вставлены компоненты, и положение которой варьирует в зависимости от формы области изделия, в которую вставляют каждый компонент. Ударная пластина 13 содержит несколько опорных площадок, которые в целом отличаются друг от друга и с которыми может быть совмещен или на которых может быть расположен по меньшей мере один соответствующий участок каждого изделия. По этой причине ударная пластина 13 выполнена с возможностью поворота вокруг вертикального вала, тем самым обеспечивая необходимую поддержку для находящегося в работе изделия. Ударная пластина 13, представленная на фиг. 1, характеризуется наличием восьми положений (опорных площадок), но это количество может варьировать. Согласно этому варианту осуществления ударная пластина 13 представляет собой поворотное устройство карусельного типа, которое предпочтительно характеризуется наличием множества лучей, расположенных поперечно указанному вертикальному валу, при этом на каждом конце луча находятся указанные опорные площадки.
Вместе с этим к устройству 10 могут быть присоединены несколько различных компонентов (каждый на конце толкателя 12). Например, устройство может иметь по меньшей мере один компонент первого типа и по меньшей мере один компонент второго типа. Кроме того, устройство может иметь по меньшей мере один компонент третьего типа, по меньшей мере один компонент четвертого типа и т.п.
В основе прессующего устройства 10 лежит С-образная конструкция, которая выполнена таким образом, чтобы выдерживать обратную реакцию возникающих во время вставки усилий. При этом прессующее устройство остается неподвижным. Как уже отмечалось выше, компоненты вставляют при помощи одиночного пресса 11, при этом осуществляется независимый контроль усилия и глубины вставки каждого компонента.
Множество толкателей 12 присоединены к линейному манипулятору 20, который не является частью прессующего устройства 10, что позволяет поочередно располагать один из толкателей 12 под прессом 11. Остающееся неподвижным прессующее устройство 10 получает компоненты, которые должны быть вставлены в изделие, при помощи линейного манипулятора 20 в зависимости от находящегося в работе изделия и компонентов, которые должны быть в него вставлены. Во время одного перемещения вдоль линейного манипулятора 20 на множество толкателей 12 устанавливают несколько различных компонентов (при этом каждый компонент выполнен с возможностью соединения с концом 12b толкателя 12), например, несколько компонентов первого типа и несколько компонентов второго типа или несколько полностью отличающихся друг от друга компонентов.
На фиг. 2 схематически представлены элементы, которые вместе с прессующим устройством 10 образуют часть производственного модуля, станции или целой монтажной системы согласно настоящему изобретению. На фиг. 3 представлен другой схематический вид, который включает в себя часть системы, станции или монтажной установки. Прессующее устройство 10 получает компоненты, которые должны быть вставлены в изделие, при помощи линейного манипулятора 20. Каждый компонент соединен с нижней частью 12b каждого промежуточного элемента 12 прессующего устройства 10. Как пояснено выше, подходящую нижнюю часть 12b, служащую для приема компонента, который должен быть вставлен в изделие, предварительно (во время стадии планирования перед установкой изделия) выбирают и присоединяют к каждому используемому промежуточному элементу 12. Указанные компоненты, поступающие из системы 50 хранения, загружают в линейный манипулятор 20. Представленная на фиг. 2 система хранения представляет собой узел из индексирующихся поворотных столов, при этом могут быть использованы любые другие системы хранения. Компоненты поступают в прессующее устройство 10 при помощи множества тележек или направляющих, расположенных вдоль линейного манипулятора 20. Альтернативно, компоненты могут быть доставлены к прессующему устройству 10 при помощи питательного устройства 60. Представленное на фиг. 2 питательное устройство является шаговым питателем. Как и в предыдущем случае компоненты поступают в прессующее устройство 10 при помощи множества тележек или направляющих.
Робот 40, например робот с шестью степенями свободы, отвечает за поднятие изделий, в которые должны быть вставлены компоненты. Изделия, в которые должны быть вставлены компоненты (при помощи прессующего устройства 10), перемещаются на конвейерной ленте 30. Лента 30 перемещает группу средств транспортировки или стандартных плит 70. На каждом средстве транспортировке или плите 70 расположена вторая плита или верхняя плита 80. На фиг. 9 представлена верхняя плита 80, расположенная на плите или средстве 70 транспортировки.
На фиг. 4 представлен подробный вид конвейерной ленты 30 и верхней плиты 80. Вторая плита или верхняя плита 80, которая расположена на средстве транспортировки, характеризуется наличием установочных элементов или точек 85, служащих для установки в исходное положение изделия, которое должно быть расположено на верхней плите 80. Изделия располагают на вторых плитах или верхних плитах 80 предпочтительно при помощи оператора. Существует только одно корректное положение, в котором изделие может быть установлено на второй плите или верхней плите 80, при этом указанное положение определяется или отмечается указанными выше установочными точками 85. Робот 40 поднимает узел, сформированный верхней плитой и расположенным на ней изделием, при помощи зажимного устройства или захватного устройства клешневого типа (или клещей). На фиг. 4 можно увидеть, как робот 40 поднимает при помощи своего захватного устройства клешневого типа узел, сформированный верхней плитой 80 и изделием, которое ранее было установлено на ней, когда верхняя плита 80 располагалась на средстве 70 транспортировки, перемещающемся на конвейерной ленте 30. На фиг. 5 представлен альтернативный вид робота, поднимающего верхнюю плиту и изделие при помощи своего захватного устройства клешневого типа.
На фиг. 6А представлено захватное устройство 90 клешневого типа (или зажимное устройство, или клещи) робота 40 в соответствии с возможным вариантом осуществления настоящего изобретения. Захватное устройство 90 клешневого типа содержит нижний захват 93 и верхний захват 95. Нижний захват 93 захватного устройства клешневого типа робота захватывает верхнюю плиту 80, которая в свою очередь несет изделие 100. Как изображено на фигуре, изделие 100 расположено на верхней плите 80 лишь в одном корректном положении при помощи установочных точек 85 верхней плиты 80. Закрытие захватного устройства 90 клешневого типа или клещей, подобно сэндвичу, происходит при помощи по меньшей мере одного толкателя 98. Согласно возможному варианту осуществления захватное устройство 90 клешневого типа содержит несколько толкателей 98, установленных в нижней части, что позволяет закрыть узел, захватывая изделие 100 и верхнюю плиту 80. Толкатели обеспечивают адаптацию прессующего устройства к разнообразию изделий, т.е. обеспечивается привязка детали в зависимости от ее типа. Таким образом, робот 40 переносит изделие 100 до тех пор, пока оно не будет установлено на ударной пластине 13 прессующее устройства 10 или совмещено с ней. Робот обеспечивает надлежащее расположение и ориентацию изделия. Это может быть выполнено, так как захватное устройство клешневого типа робота поднимает изделие 100 совместно с верхней плитой 80, при этом всегда можно узнать положение изделия 100 относительно захватного устройства клешневого типа и, следовательно, всех отверстий, в которые должны быть вставлены компоненты. Указанные выше надлежащие положение и ориентация представляют собой положение и ориентацию, которые позволяют осуществить вставку необходимого компонента в вертикальном направлении путем приложения давления к каждому промежуточному элементу 12. Изделие выравнивают и устанавливают относительно соответствующей ударной пластины 13. Следует отметить, что робот 40 не отпускает изделие 100, оставляя его на ударной пластине 13, а скорее располагает изделие на указанной пластине, продолжая удерживать его, так что прессующее устройство 10 может осуществить вставку соответствующего компонента путем приложения давления, при этом напряжение, возникающее в результате этого давления, поглощается указанной ударной пластиной 13. Поскольку обычно в изделие 100 должны быть вставлены несколько компонентов, которые предпочтительно уже присоединены к нескольким соответствующим концам 12b промежуточных элементов 12, робот 40 извлекает захватное устройство клешневого типа из пространства между промежуточными элементами 12 и ударной пластиной 13 и перемещает (поворачивает, вращает и т.п.) узел, образованный верхней плитой 80 и изделием 100, прессующее устройство 10 перемещает ударную пластину, если в этом есть необходимость, чтобы подготовить последнюю к приему верхней плиты 80 в надлежащем положении и ориентации, и, наконец, происходит повторная ориентация и выравнивание узла, образованного изделием 100 и верхней плитой 80, на ударной пластине 13, подготовленной таким образом, чтобы новый компонент мог быть вертикально вставлен в соответствующую часть изделия 100 путем приложения давления. Робот удерживает изделие при помощи клещей, но без приложения усилия. Иначе говоря, сервомоторы захватных устройств клешневого типа отключены, так как это может привести к небольшим смещениям от заданного положения при прессовании.
На фиг. 7А и 7В представлена возможная реализация захватного устройства 90 клешневого типа (или зажимного устройства, или клещей), при этом на указанных фигурах хорошо видны нижний захват 93 и верхний захват 95, а также толкатели 98. На фигурах можно видеть, что нижний захват 93 образован двумя лапами, штангами или удерживающими элементами, которые выполнены удлиненными и симметричными и внутри которых предусмотрены многочисленные направляющие, выполненные с возможностью удерживания верхней плиты 80. Это хорошо видно на фиг. 8А. На фиг. 8В, на которой показан альтернативный вид захватного устройства, представленного на фиг. 8А, также можно видеть, что две лапы или штанги, которые образуют нижний захват 93, специально выполнены таким образом, чтобы верхняя плита 80 могла войти в указанный нижний захват 93.
Одновременно с рассмотренной выше активностью робота 40 компоненты, которые должны быть вставлены в соответствующие места каждого изделия, подаются системой 50 хранения или питательным устройством 60. Представленная на фиг. 2 система хранения представляет собой узел из индексирующихся поворотных столов, а питательное устройство 60 представляет собой шаговый питатель, при этом могут быть использованы любая другая система хранения или питательное устройство. Каждый вставляемый компонент присоединен к соответствующему нижнему концу 12b промежуточного элемента 12 прессующего устройства 10 или подвешен на нем.
После того как компоненты были вставлены и запрессованы в рассматриваемое изделие, робот 40 возвращает изделие на конвейерную ленту 30. Он может вернуть изделие на прежнее место или другие место (чтобы снизить время цикла).
Как можно видеть, в прессующем устройстве 10 используется одиночный пресс 11 для всех различных (отличающихся друг от друга) компонентов, которые должны быть вставлены в изделие. Следовательно, снижается количество прессующих модулей. Это достигается благодаря конструкции прессующего устройства 10, которое адаптируется ко всем изделиям и компонентам, которые должны быть вставлены в изделия, даже если компоненты должны быть вставлены в различные места, под различными углами или имеют различные размеры (например, диаметр). При изменении типа изделия может быть заменен конец 12b промежуточного элемента 12 и повернута ударная пластина 13.
Прессующее устройство 10 совместно с верхней плитой 80 и захватным устройством 90 клешневого типа могут быть использованы в любом практическом применении, которое требует вставки компонентов в изделие путем приложения значительного давления. Этот узел особенно полезен, когда рассматриваемое изделие является относительно асимметричным, то есть оно имеет сложную форму, неудобные углы вставки, отверстия и т.п., что особенно затрудняет вставку и роботизированное прессование. Согласно возможному варианту осуществления изделие 100 представляет собой кулак или НЗР (нижний задний рычаг) подвески транспортного средства. Вернемся к фиг. 6А, изделие, удерживаемое захватным устройством 90 клешневого типа, представляет собой кулак. На фиг. 6В представлен альтернативный вид этого же изделия, удерживаемого этим же захватным устройством 90 клешневого типа.
На фиг. 10 представлен кулак 110, расположенный на верхней плите 80, представленной на фиг. 9. Кулак 110 установлен в единственно возможном корректном положении на верхней плите 80 благодаря наличию установочных точек 85, выступающих из верхней плиты 80. Таким образом, удерживая при помощи своего захватного устройства 90 клешневого типа верхнюю плиту 80, которая идеально подогнана к геометрии нижнего захвата 93, робот 40 перемещает кулак 110, который идеально установлен относительно верхней плиты 80. Затем робот размещает и ориентирует узел, образованный верхней плитой 80 и кулаком (или в целом изделием), относительно ударной пластины 13 прессующего устройства 10, при этом робот не отпускает узел, продолжая удерживать его. Поскольку одновременно или по существу одновременно к нижним концам 12b толкателей или промежуточных элементов 12 прессующего устройства 10 были присоединены компоненты, которые должны быть вставлены в отверстия или соответствующие места изделия путем приложения давления, установка готова выполнить вставку указанных компонентов в изделие. В случае если изделие представляет собой кулак НО, компоненты обычно представляют собой втулки. Когда изделие надлежащим образом ориентировано/выровнено на ударной пластине 13, выполняют активацию пресса 11, который прикладывает необходимое усилие вставки, в результате чего толкатели или промежуточные элементы 12 при помощи своих концов 12b толкают компоненты, чтобы обеспечить вставку последних в соответствующее место изделия. Благодаря наличию ударной пластины 13, которая поглощает возникающие во время вставки напряжения, изделие не повреждается во время прессования. После того как компоненты вставлены в изделие, робот 40 переносит изделие (вместе с верхней плитой) в надлежащее место (предпочтительно устанавливает его на средство транспортировки, так чтобы могла быть выполнена дальнейшая транспортировка указанного изделия).
В тексте настоящего документа слово «содержит» и его варианты (такие как «содержащий» и т.п.) не следует интерпретировать в исключающем смысле, т.е. использование таких слов не исключает возможности того, что описываемый объект может включать в себя другие элементы, стадии и т.п.
Кроме того, настоящее изобретение не ограничивается конкретными вариантам осуществления, которые раскрыты в настоящем документе, но также охватывает, например, варианты, которые могут быть выполнены специалистом в данной области техники (например, в отношении выбора материалов, размеров, компонентов, конфигурации и т.п.) в пределах объема, раскрытого в формуле изобретения.