Результат интеллектуальной деятельности: Установка для полунепрерывного литья плоских слитков
Вид РИД
Изобретение
Изобретение относиться к области литейного производства, и может быть использовано для изготовления плоских слитков из алюминиевых сплавов методом полунепрерывного литья.
Известна установка для полунепрерывного литья плоских слитков из алюминиевых сплавов, включающее устройство для подачи расплавленного металла в водоохлаждаемый кристаллизатор, поддон с устройством его вертикального перемещения, при этом кристаллизатор содержит корпус с выполненными внутри двумя камерами охлаждения. Из каждой камеры выходит один ряд отводящих каналов, предназначенных для регулируемой подачей хладагента на поверхность слитка, а угол наклона, диаметр и количество отводящих каналов выбирается исходя из размеров отливаемого слитка и марки сплава (Патент на полезную модель 182014 U1 Российская Федерация, МПК B22D 11/055. Кристаллизатор для литья алюминиевых слитков / Сидоров А.Ю., Вербицкий О.В., Пелевин А.Г. [и др.], заявитель и патентообладатель Общество с ограниченной ответственностью «Объединенная Компания РУСАЛ Инженерно-технологический центр» (RU). - №2017136922, заявлено 19.10.2017; опубликовано 31.07.2018 Бюл. №22).
Использование известной установки позволяет снизить величину деформации донной части слитка при литье (загибание торцов вверх и появление донных трещин) на начальной стадии литья, вызванное быстрой кристаллизацией и усадкой металла по периметру получаемого слитка. Однако данная установка не позволяет точно регулировать уровень металла в кристаллизаторе, что приводит к образованию складок и трещин на поверхности слитка, особенно в первоначальный период литья, то есть снижает качество продукции вплоть до появления брака.
Известно устройство для литья слитков, содержащее кристаллизатор, распределительную чашу и тепловую насадку с крышкой, отличающееся тем, что над кристаллизатором дополнительно размещено несколько тепловых насадок, с внешней стороны которых расположен один или несколько электромагнитных индукторов, а с внутренней стороны расположены крышки, образующие уровни, при этом нижняя тепловая насадка с крышкой герметично примыкает к кристаллизатору, а расположенные над ней тепловые насадки с крышками примыкают одна к другой, в каждой из дополнительных крышек имеется одно или несколько отверстий с буртиками по периметру, при этом отверстия в каждой из крышек размещены без перекрытия друг друга.
Однако, технический результат устройства заключается в обеспечении практически 100% защиты слитка от попадания в него окисных пленок, для этого тепловые насадки снабжены крышками, и примыкают одна к другой, при этом не предусматривается интенсивность охлаждения донной части слитка чтобы снизить термические напряжения приводящие к образованию трещин в алюминиевых сплавах.
Известен поддон для отливки слитков в изложницы в виде плиты с выпуклостью поддона, (патент UA от 25/07/1994) Однако, только наличие поддона не сможет решить проблему охлаждения слитка на стадиях литья.
Наиболее близким по совокупности существенных признаков и по технической сущности является установка для полунепрерывного литья плоских слитков из алюминиевых сплавов, включающее устройство для подачи расплавленного металла в водоохлаждаемый кристаллизатор, поддон с устройством его вертикального перемещения, при этом в верхней части кристаллизатора установлена тепловая насадка (hot-top), изготовленная из теплоизоляционного и теплостойкого материала (Курдюмов, А.В. Производство отливок из сплавов цветных металлов. / А.В. Курдюмов, В.Д. Белов, М.В. Пикунов [и др.]: под ред. В.Д. Белова. - 3-е изд. перераб. и доп. - М.: Изд. дом МИСиС, 2011. - 615 с.).
Данную установку принимаем за прототип.
Известная установка позволяет при постоянной подаче расплава в кристаллизатор контролировать высоту расплава в кристаллизаторе без проблем регулировки в нем уровня жидкого металла, что обеспечивает изготовление высококачественных слитков для прокатки, штамповки и прессования.
Однако данная установка не позволяет получать слитки с усеченным литником (верхняя часть слитка) и с выемкой донника (нижняя часть слитка). Данные части слитка формируются на неустановившихся первоначальной и заключительных этапах литья слитка, и, как правило, содержат определенные объемные и поверхностные дефекты, поэтому их удаляют. Естественно, что уменьшение отрезаемых объемов данных частей слитка позволит сократить количество возвратных отходов, повысить выход годного и эффективность процесса литья плоских слитков.
Основной задачей изобретения является повышение эффективности процесса литья плоских слитков из алюминиевых сплавов, изготовляемых методом полунепрерывного литья за счет стабилизации тепловых условий на стадиях литья.
Для достижения поставленной задачи установка для полунепрерывного литья плоских слитков, содержащая устройство для подачи расплавленного металла в водоохлаждаемый кристаллизатор с тепловой насадкой, поддон с возможностью его вертикального перемещения, согласно изобретению, в верхней части тепловой насадки выполнена рабочая полость в виде усеченной призмы с отверстием для подачи расплавленного металла в водоохлаждаемый кристаллизатор, а на рабочей поверхности в центральной части поддона выполнена выпуклость.
Следует отметить, что углы наклона граней усеченной призмы и ее высота, а также форма и размеры выпуклости выбираются исходя из размеров отливаемого слитка и марки алюминиевого сплава.
Конструктивные особенности заявляемой установки по сравнению с прототипом, характеризующиеся отличительными признаками, позволяют повысить эффективность процесса литья плоских слитков из алюминия и его сплавов, изготовляемых методом непрерывного литья, за счет уменьшение количества возвратных отходов и брака
По отношению к прототипу у предлагаемой установки имеются следующие отличительные признаки:
1) в верхней части тепловой насадки выполнена полость в виде усеченной призмы с отверстием для подачи расплавленного металла, которая полностью заполняется расплавленным металлом на начальной стадии литья, и только после этого поддон начинает опускаться. Интенсивность охлаждения слитка на начальной стадии литья значительно выше, чем на рабочем режиме. При старте литья донная часть слитка отдает тепло через контакт с поддоном, кристаллизатором и с хладагентом. С помощью увеличения объема расплавленного металла, находящегося в дополнительной полости в тепловой насадке, удается существенно снизить интенсивность охлаждения донной части слитка и, этим самым, уменьшить дополнительные термические напряжения, способствующие образованию пережима и донных трещин особенно в высоколегированных алюминиевых сплавах.
Эффект пережима донной части слитка широко выявляется при производстве слитков с высоким отношением ширины к толщине слитка, когда значение ширины 1000÷2200 мм при толщине слитка 500÷600 мм.
Кроме того на заключительной стадии литья верхняя часть слитка кристаллизуется в виде усеченной призмы, которую в дальнейшем удаляют. Данная обрезь представляет собой возвратные отходы, и их объем гораздо меньше, чем у слитка прямоугольной формы согласно ГОСТ 9498-79 «Слитки из алюминия и алюминиевых деформируемых сплавов плоские для проката».
2) выполнение на рабочей поверхности в центральной части поддона выпуклости позволяет снизить эффект пережима донной части слитка и предотвратить образование брака. Кроме того данная удаляемая донная часть слитка будет меньшего объема, чем у слитка прямоугольной формы, что также сократит количество возвратных отходов.
Таким образом, между отличительными признаками и решаемой задачей существует следующая причинно-следственная связь. Выполнение установки для непрерывного литья плоских слитков, имеющего указанную выше совокупность, позволяет повысить эффективность процесса литья плоских слитков из алюминия и его сплавов, изготовляемых методом непрерывного литья.
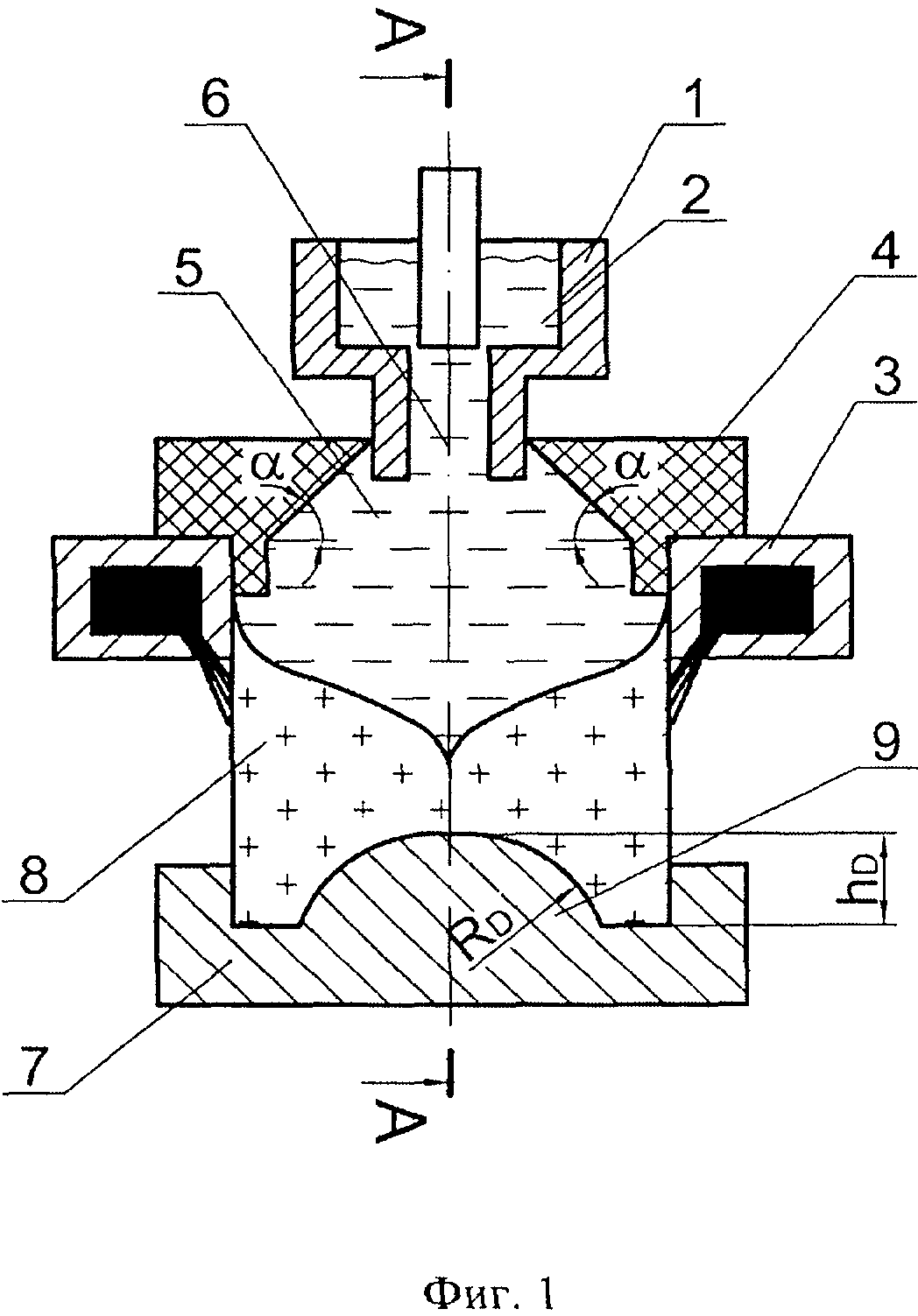
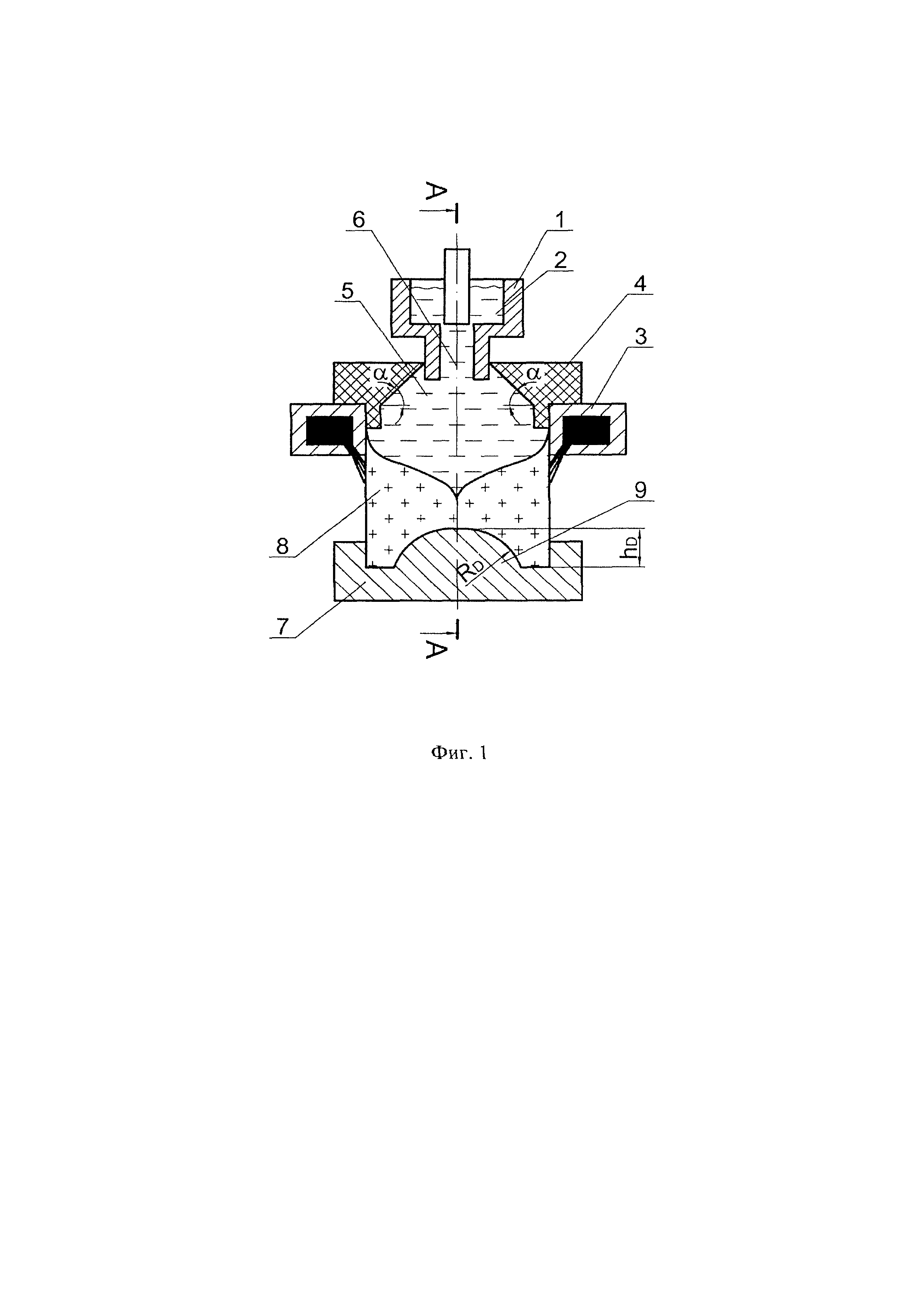
Сущность изобретения поясняется графическими материалами. На фиг. 1 показана схема предлагаемой установки, а на фиг. 2 - разрез А-А. Заявляемая установка для полунепрерывного литья плоских слитков, включает устройство для подачи 1 расплавленного металла 2 в водоохлаждаемый кристаллизатор 3 с тепловой насадкой 4, изготовленной из графита, имеющей в верхней части рабочую полость 5 в виде усеченной призмы с углами наклона ее граней α и β отверстием 6 для подачи расплавленного металла 2 в водоохлаждаемый кристаллизатор 3; поддон 7 с возможностью его вертикального перемещения формирующегося слитка 8, на рабочей поверхности в центральной части которого выполнена выпуклость 9 высотой hD. Углы наклона граней α и β усеченной призмы и ее высота, а также форма и размеры выпуклости, в том числе ее высота h, выбираются исходя из размеров отливаемого слитка и марки алюминиевого сплава.
Установка работает следующим образом. Перед началом процесса литья нового типоразмера слитка 8 из алюминиевого сплава рабочую поверхность водоохлаждаемого кристаллизатора 3 смазывают универсальной легкоплавкой синтетической смазкой с помощью подвода жидкой смазки (на рис. не показано), затем вводят в водоохлаждаемый кристаллизатор 3 поддон 7, устанавливают тепловую насадку 4, имеющей в верхней части рабочую полость 5 в виде усеченной призмы с углами наклона ее граней α и β с отверстием 6 для подачи расплавленного металла 2 в водоохлаждаемый кристаллизатор 3, в которую помещают распределительную воронку 10 устройства для подачи 1 расплавленного металла 2 так, чтобы истечение металла 2 из нее в направлении стенок водоохлаждаемого кристаллизатора 3 происходило под требуемый уровень.
Затем охлаждающая вода подается в водоохлаждаемый кристаллизатор 3 и на боковую поверхность поддона 7. После чего расплавленный металл 2 из печи-миксера с дозатором поступает в литейный желоб (не показаны на рис), а оттуда через устройство для подачи 1 расплавленного металла 2 поступает на неподвижный поддон 7, постепенно заполняя всю рабочую полость 5 тепловой насадки 4, и только после полного ее заполнения поддон 7 плавно начинает опускаться. По мере движения поддона 7 охлаждающая вода поступает на затвердевшую поверхность слитка 8, обеспечивая в процессе литья образование корочки и полное затвердевание слитка 8. После отливки слитка необходимых размеров процесс литья прекращают, слиток извлекают, и процесс литья повторяется.
Пример. Опытные плавки сплава алюминиевого сплава 1ХХХ серии проводилась в литейном отделении на миксерах и литейной машине промышленного производства. Отливался слиток размером 600×1750×4700 мм общей массой 14 тонн. Приготовление и литье слитка производилось с обязательным применением дегазационных установок SNIF; фильтрация производилась через трубчатый металлофильтр PTF (Mitsui) и пенокерамический фильтр ПКФ. Модифицирование производилось прутковой лигатурой Al-Ti-B после выходного портала PTF (Mitsui) из расчета 2 кг/т. В процессе приготовления расплава производился отбор проб для анализа химического состава сплава, на содержание водорода, макро- и; микроструктуры. Макроструктуру образцов изучали с применением стереоскопического микроскопа Stemi 2000-С, Carl Zeiss. При анализе макроструктуры слитка из сплава 1ХХХ серии контролировали внутренние и поверхностные дефекты.
Технологические и температурно-скоростные режимы литья слитка соответствовали следующим значениям: температура металла в миксере 740±5°С; температура металла в раздаточном желобе 700÷710°С; скорость литья 65 мм/мин.; уровень металла в кристаллизаторе 50 мм; расход воды - 55 м3/час и температура воды на входе в систему охлаждения кристаллизатора 10±1°С.
Тепловая насадка была изготовлена из графита с рабочей полостью в верхней ее части в виде усеченной призмы с углами наклона ее граней равными α=β=45°, высотой полости - hЛИТ=200 мм, а отверстие для подачи расплавленного металла имело размеры 200×1700 мм. Выпуклость на рабочей поверхности в центральной части поддона была изготовлена в виде полуцилиндра радиусом RD=200 мм и протяженностью LD=1650 мм.
Для сравнения предлагаемой установки и прототипа проводили литье слитка в таких же условиях на штатном оборудовании. Слиток, изготовленный по штатной технологии, на наружной поверхности имел незначительные поверхностные трещины и небольшой пережим донной части слитка, а у слитка, изготовленного на предлагаемой установке, какие либо дефекты практически отсутствовали. Кроме того количество возвратных отходов при использовании предлагаемой установки сократилось почти на 35%.
Таким образом, применение предлагаемой установки по сравнению с прототипом позволяет повысить эффективность процесса литья плоских слитков из алюминия и его сплавов, изготовляемых методом непрерывного литья.
Установка для полунепрерывного литья плоских слитков, содержащая устройство для подачи расплавленного металла в водоохлаждаемый кристаллизатор с тепловой насадкой и поддон, выполненный с возможностью вертикального перемещения, отличающаяся тем, что тепловая насадка в верхней части выполнена с рабочей полостью в виде усеченной призмы с отверстием для подачи расплавленного металла в водоохлаждаемый кристаллизатор, а центральная часть поддона выполнена с выпуклостью на рабочей поверхности.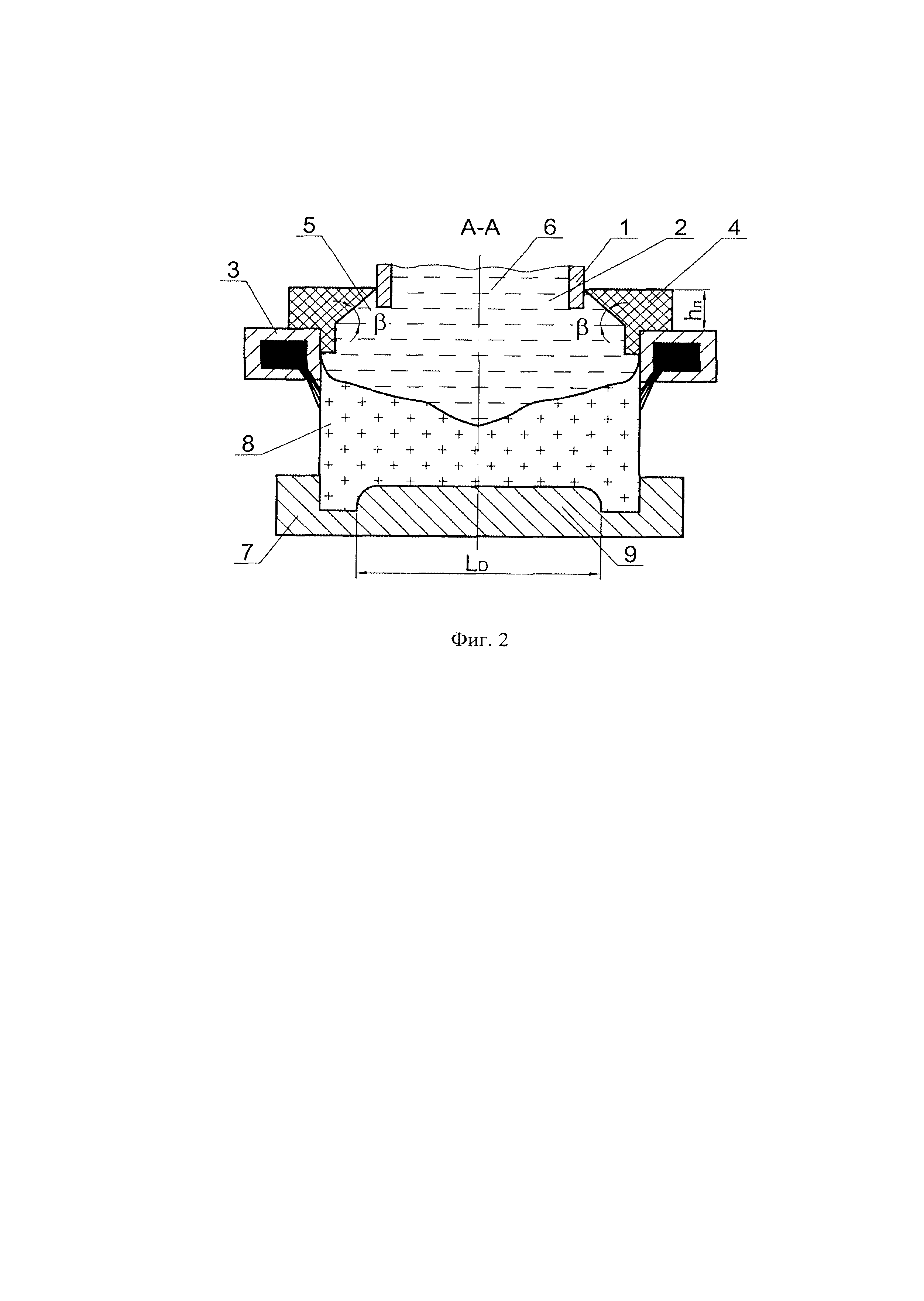
Способ выращивания монокристаллов германия
Способ изготовления биметаллической проволоки из драгоценных металлов
Композиция для полимерного сорбента и способ получения сорбента из композиции
Автономное устройство для подъема полезных ископаемых со дна акватории
Способ возведения фундамента
Тренажер глазомерного определения положения буровой машины относительно плоскости забоя
Способ определения термоокислительной стойкости смазочных материалов
Установка для беспрерывного нанесения графических изображений на дорожное полотно
Способ разделения платины (ii, iv), меди (ii) и цинка (ii) в солянокислых растворах
Способ определения термоокислительной стабильности смазочных материалов
Алюминиевый сплав для аддитивных технологий
Сплав на основе алюминия, изделие из него и способ получения изделия
Сплав на основе алюминия и способ получения изделия из него
Способ полунепрерывного литья плоских крупногабаритных слитков из алюминиево-магниевых сплавов, легированных скандием и цирконием
Устройство для бесслитковой прокатки и прессования металла
Установка для модифицирования алюминиевого расплава
Литейный алюминиевый сплав
Устройство для распределения расплавленного металла при литье
Порошковый алюминиевый материал
Литейный алюминиевый сплав

