Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ КОНСТРУКЦИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к области сварки трением с перемешиванием (СТП) алюминиевых конструкций и может быть использовано в авиационной и космической технике, в судостроении и других областях машиностроения.
Уровень техники
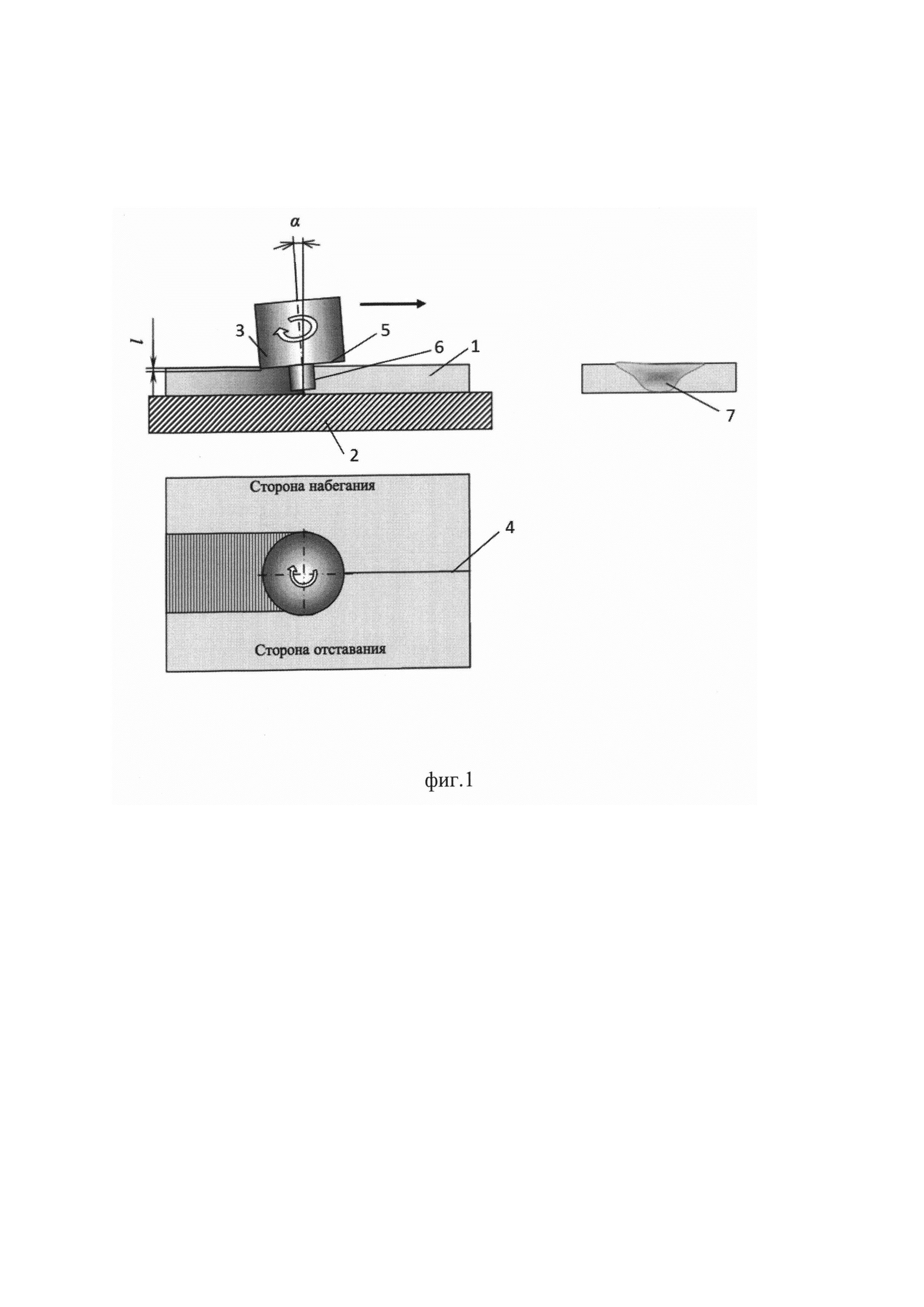
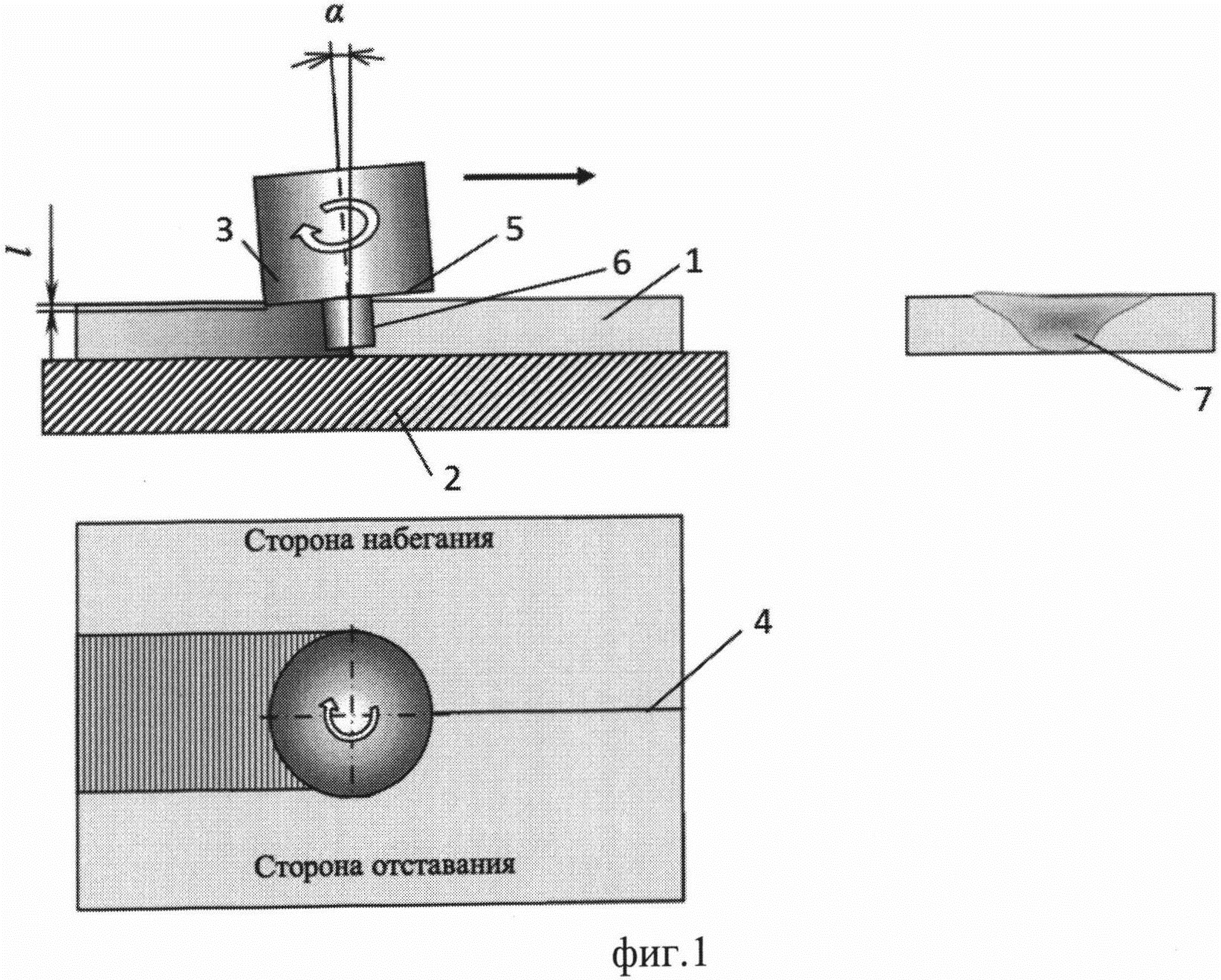
На фиг. 1 изображен способ СТП. При сварке трением с перемешиванием свариваемые детали 1 размещают на подложке 2 и приводят в контакт друг с другом, в зону контакта вводят вращающийся с высокой скоростью инструмент 3. После этого инструмент 3 перемещается по линии соединения 4 со скоростью сварки. В результате трения происходит нагрев металла вплоть до пластического состояния, перемешивание его вращающимся инструментом 3 и вытеснение в освобождающееся пространство позади движущегося по линии стыка 4 инструмента 3. По окончании сварки вращающийся инструмент 3 выводят из стыка за пределы деталей 1. Трение со свариваемым материалом вызывает тепловыделение, за счет которого происходит размягчение материала. Процесс трения при СТП сопровождается пластической деформацией тонких приконтактных слоев, в которых реализуется внутреннее трение. Основными функциями инструмента 3 являются перемешивание и перенос материала путем экструзии между поверхностью инструмента 3 и не размягченным материалом деталей 1, а заплечика 5 - создание избыточного давления в зоне сварки. Давление заплечика 5 инструмента 3 в зоне стыка вызывает пластическую деформацию и течение пластифицированного металла, перемешиваемого наконечником - пином 6. Таким образом, соединение осуществляется в условиях экструзии с проковкой материала при высоких скоростях относительной деформации. Ядро сварного шва 7.
Известен способ сварки металлов трением для соединения «в стык» листовых деталей, по которому вращающийся инструмент, выполненный в виде стержня с напаянным наконечником, погружают в стык соединямых деталей и перемещают его вдоль линии стыка, перенося нагретый ротационным трением материал в зону, освобождаемую сзади движущегося инструмента. При этом при достижении пластичности материалов в зоне стыка к инструменту прикладывают осевое усилие (А.С. СССР №195846, МПК В23К, 1967 г.).
Известен «Способ сварки трением и инструмент для его осуществления» (патент RU №2277465, МПК В23К 20/12, 2006 г.), в котором инструмент для сварки содержит вращаемую вокруг оси оправку с опорной поверхностью на торце, снабженную расположенным ей соосно выступающим рабочим стержнем. Рабочий стержень погружают в стык соединяемых элементов и перемещают инструмент с наклоном его оси вдоль стыка. На пластифицированную зону воздействуют давлением, создаваемым опорной торцевой поверхностью оправки и периодически изменяющимся по величине давлением. При этом оправка выполнена с опорной поверхностью, отклоненной от плоскости, перпендикулярной ее оси вращения на угол 0,5-5,0 град. При сварке размещают оправку с возможностью погружения ее опорной поверхности в кромки соединяемых листов. Повышение качества шва за счет создания плотной мелкозернистой его структуры и отсутствия микродефектов обеспечено интенсификацией процессов формирования шва путем введения силовых частотных пульсаций.
Известные решения не позволяют получать стабильно надежный и прочный сварной шов.
Наиболее близким того же назначения к заявленному изобретению по совокупности признаков является способ сварки трением с перемешиванием, преимущественно для конструкционных элементов, включающий подгонку, установку и закрепление соединяемых элементов, соединение элементов между собой с помощью введения пина (инструмента), выполненного с цилиндрической оправкой, снабженной на конце опорной поверхностью и соосно расположенным наконечником из материала более твердого, чем соединяемые материалы, вращаемого вокруг оси и перемещаемого вдоль линии соединения, для генерирования тепла трения и создания пластифицированной зоны материала элементов. Кроме того, способ включает воздействие на пластифицированную зону давлением, прикладываемым перпендикулярно поверхности материалов с помощью опорной поверхности, и создание улучшенного потока пластифицированного материала перпендикулярно и вертикально к кромкам соединяемых элементов за счет выступов на наконечнике (международная заявка WO 95/26254, МПК В23К 20.12. 1995 года). Данный способ принят за прототип.
Признаки прототипа, совпадающие с существенными признаками заявляемого способа, включающем подгонку, установку и закрепление соединяемых элементов, при этом соединение листовых деталей между собой осуществляют с помощью введения в стык деталей инструмента, содержащего опорный заплечик и соосно расположенный пин из материала более твердого, чем материал соединяемых деталей и вращающегося вокруг оси, и перемещаемого вдоль линии соединения с воздействием на пластифицированную зону давлением, прикладываем перпендикулярно поверхности деталей с помощью опорной поверхности инструмента.
Данный способ и инструмент не обеспечивают гарантированного получения высококачественного сварного шва и отсутствия в нем несплошностей, неоднородностей, вследствие недостаточного концентрирования тепла в зоне соединения.
Задачей изобретения является создание такого способа сварки и изготовление специализированного инструмента для его осуществления, который бы позволил бы повысить качество сварного шва, за счет подобранных оптимальных режимов сварки, обеспечивающих отсутствие дефектов и повышение прочности сварных соединений, выполненных СТП, близкого к прочности основного металла.
Признаки заявляемого технического решения, отличительные от прототипа - до введения инструмента в стык деталей производят закрепление листовых деталей толщиной 5 мм, с помощью технологической оснастки (чертежи не представлены) для выполнения в дальнейшем СТП на вертикально-фрезерном станке; в качестве подложки принята пластина из материалов (например нержавеющая сталь), с более низким коэффициентом теплопроводности, чем у материала свариваемых деталей, что обеспечивает концентрацию тепла в зоне соединения. Используют сварочный инструмент с пином выполненным длиной 4,5…4,9 мм, конструкция которого выбрана в виде цилиндрической поверхности и сферической поверхности на торце пина, исходя из соотношения, что радиус сферической торцевой поверхности соответствует 0,7-0,8 от диаметра цилиндрической поверхности пина и опорным заплечиком диаметром 17…20 (18…22). Производят погружение инструмента в стык соединяемых деталей на требуемую глубину и выполняют сварку с продольной подачей инструмента 40-60 мм/мин. и скоростью вращения 560-710 об/мин, при этом угол инструмента составляет 1°-3° в направлении сварки.
Отличительные признаки в совокупности с известными обеспечивают отсутствие дефектов; уменьшение потерь тепловой энергии, вследствие применения подложки из материала с более низким коэффициентом теплопроводности чем у материала свариваемых деталей; повышение прочности соединений. Прочность сварных соединений при рассмотренных режимах сварки, близка к прочности основного металла и составляет около 95% от прочности основного металла.
Способ осуществляется следующим образом.
Перед процессом СТП детали (образцы), представляющие собой листы из алюминиевого сплава размерами, например 1000×75×5 мм размещают на жесткой подложке из нержавеющей стали. Крепление образцов выполняется с помощью разработанной технологической оснастки (чертежи не представлены). Расстояние между прижимами составляет 95…100 мм, что обеспечивает жесткость закрепления образцов фиг. 2. В стык соединяемых деталей погружают инструмент в свариваемый металл на глубину равную 0,10…0,2 мм и в процессе сварки за счет осевого усилия прижатия поддерживают его в таком положении. В процессе сварки инструменту придается вращение 560-710 об/мин., при этом угол инструмента составляет 1°-3° в направлении сварки.
Сущность способа заключается в следующем: для сварки используют сварочный инструмент с пином, выполненным длиной 4,5…4,9 мм, конструкция которого выбрана в виде цилиндрической поверхности и сферической поверхности на торце пина, исходя из соотношения, что радиус сферической торцевой поверхности соответствует 0,7-0,8 от диаметра цилиндрической поверхности пина и опорным заплечиком диаметром 18…22 фиг. 3; до введения пина в стык деталей производят закрепление листовых деталей толщиной 5 мм, с помощью технологической оснастки для выполнения в дальнейшем СТП на вертикально-фрезерном станке; в качестве подложки принята пластина из материалов (например нержавеющая сталь) с более низким коэффициентом теплопроводности, чем у материала свариваемых деталей, что обеспечивает концентрацию тепла в зоне соединения и получение размягченного слоя за счет уменьшения потерь тепловой энергии. Производят погружение инструмента в стык соединяемых деталей на требуемую глубину и выполняют сварку с продольной подачей инструмента 40-60 мм/мин. и скоростью вращения 560-710 об/мин., при этом угол инструмента составляет 1°-3° в направлении сварки.
В результате трения происходит нагрев металла вплоть до пластического состояния, перемешивание его вращающимся инструментом и вытеснение в освобождающееся пространство позади движущегося по линии стыка инструмента. Объем, в котором формируется шов, ограничивается сверху опорным заплечиком инструмента. По окончании сварки вращающийся инструмент выводят из стыка за пределы детали. Основной функцией опорного заплечика является создание требуемого тепловыделения в зоне соединения деталей за счет его трения о поверхности деталей при приложении к инструменту давления. Давление опорного заплечика инструмента в зоне стыка вызывает пластическую деформацию и течение пластифицированного металла, перемешиваемого профилированным пином. Таким образом, соединение осуществляется в условиях экструзии с
проковкой материала при высоких скоростях относительной деформации. На формирование соединения при помощи СТП и его качество, помимо закрепления его на подготовленной подложке с помощью технологического оборудования, влияние оказывает геометрия инструмента и материал для его изготовления. Материал должен характеризоваться высокой теплостойкостью и вязкостью в связи с тем, что инструмент при сварке работает в сложных условиях.
Для инструмента выбран материал из инструментальной штампованной стали, обладающей высокой теплостойкостью и вязкостью. Твердость инструмента находится в диапазоне 53…60 HRC. Конструкция пина инструмента выбрана в виде цилиндрической поверхности и сферической поверхности на торце пина исходя из соотношения, что радиус сферической поверхности соответствует приблизительно 0,7-0,8 диаметра цилиндрической поверхности пина. Данное соотношение обеспечивает хороший провар соединения в корне шва. Диаметр пина инструмента выбирается с учетом толщины свариваемого материала.
Таким образом, с применением новой улучшенной конструкции инструмента и способа в соответствии с настоящим изобретением, обеспечивается достаточное выделение тепла от трения. Этот эффект достигается за счет применения жесткой подложки с более низким коэффициентом теплопроводности, по сравнению с коэффициентом теплопроводности материала свариваемых деталей, что в совокупности с применением улучшенной конструкции инструмента позволяет повысить прочность сварного соединения, выполненного СТП, близкого к прочности основного металла.


Устройство оповещения о лазерном облучении
Многофункциональный компактный полигон
Программно-аппаратный комплекс автоматической репликации данных (пакард) и способ управления им
Способ измерения потерь в обтекателе
Способ нанесения гальванических покрытий на сложнопрофильные детали
Биконическая антенна с поляризатором
Береговой ракетный комплекс
Подвижный пункт целеуказания и управления
Шаровой манипулятор
Способ гидроабразивного резания листовых слоистых полимерных материалов
Способ сварки давлением с подогревом
Способ сварки давлением с подогревом
Управляемый электронным способом асинхронный электродвигатель и устройство для проверки и регулировки блоков регулирования напряжения
Устройство оповещения о лазерном облучении
Многофункциональный компактный полигон
Способ контактной шовной сварки
Береговой ракетный комплекс

