Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ
Вид РИД
Изобретение
Изобретение относится к области металлообработки, в частности к методам изготовления, восстановления и упрочнения поверхностей деталей машин электромеханической обработкой, направлено на повышение долговечности шпоночных соединений на валах в условиях массового и ремонтного производства.
Плотные соединения (посадки) шпонок на валах обеспечиваются точным изготовлением стандартных размеров шпонок и шпоночных пазов на валах, зависящих от диаметра вала (см. Схиртладзе, А.Г.. Метрология, стандартизация и сертификация / А.Г. Схиртладзе, Я.М. Радкевич. - Старый Оскол: ТНТ, 2015. - 540 с.). Для получения плотных соединений шпонка по ширине делается на десятки микрометров больше ширины шпоночного паза, что позволяет получить натяг при сборке шпонки с валом, как правило, с помощью пресса.
Недостатками таких технологий является необходимость закалки вала по шпоночному пазу до необходимой твердости. Процессы закалки отличаются сложностью и большими затратами энергии, большим термическим влиянием на деталь, что приводит к значительным деформациям изделий. Кроме того после закалки необходимо применять дополнительные методы финишной механической обработки для получения точных размеров шпоночного паза.
Известны способы электромеханической обработки деталей машин (Яковлев С.А. Влияние электрофизических параметров на электромеханическую обработку деталей машин: монография / С.А. Яковлев. - Ульяновск: УВАУ ГА (И), 2014. - 129 с.) при которых через зону контакта двух деформирующих электрод-инструментов (роликов или пластин) и детали проходит ток большой плотности (108-109 А/м2) и низкого (1-6 В) напряжения, вследствие чего на контактирующих поверхностях изделия выделяется большое количество тепла, происходят высокоскоростной нагрев локальных микрообъемов поверхности с одновременным их пластическим деформированием и последующее интенсивное охлаждение за счет отвода тепла внутрь детали, что приводит к повышению твердости, прочности и износостойкости обработанных участков.
Однако данные способы не позволяют обеспечить нужное соединение шпонки на валу.
Известен способ восстановления изношенных боковых поверхностей шлицев, включающий их нагрев и раздачу (патент РФ №2611000 - принят за прототип), в котором нагрев и раздачу боковых поверхностей шлицев осуществляют посредством электрод-инструмента для электромеханической обработки, движущимся вдоль шлица по его поверхности, причем деформацию металла в сторону износа боковых поверхностей шлицев ограничивают калиброванной пластиной, выполненной с возможностью изменения своих размеров по ширине шлицевого паза.
При обработке по данному способу происходит восстановление износа боковых поверхностей шлицев за счет пластической деформации и перераспределения металла с одновременным их упрочнением твердостью до 9 ГПа.
Однако данный способ не применим для получения шпоночных соединений на валах.
Достигаемый технический результат по заявленному изобретению - это получение плотного шпоночного соединения на валах с одновременным упрочнением боковых поверхностей шпоночного паза за счет перераспределения металла применением электромеханической обработки с использованием шпонки, установленной в шпоночный паз.
Указанный технический результат достигается за счет того, что зазоры между шпонкой и боковыми поверхностями шпоночного паза регулируются с помощью изолятора установленного на шпонку, электрод-инструменты устанавливаются вертикально и движутся вдоль шпоночного паза по его поверхности на расстоянии 0,2…1 мм от края паза вызывая осадку и раздачу металла вала в сторону паза, причем раздача металла ограничивается наличием шпонки.
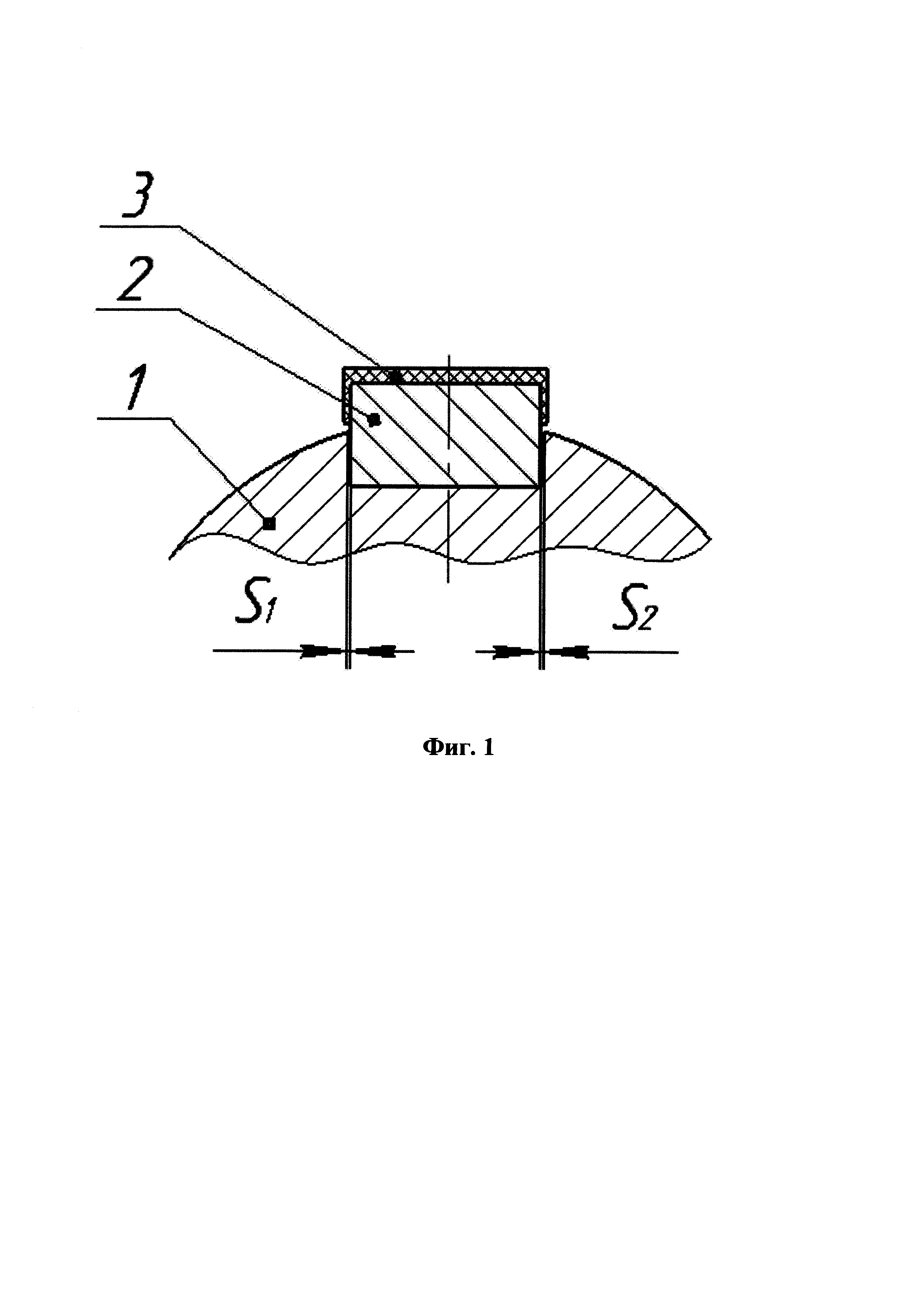
На фиг. 1 представлена схема установки шпонки в шпоночном пазу. Шпонка 2 устанавливается на дно шпоночного паза вала 1. На шпонку устанавливается изолятор 3. С помощью изолятора устанавливаются зазоры между шпонкой и боковой поверхностью шпоночного паза S1 и S2. Величина зазора может составлять десятки микрометров, для изношенных шпоночных пазов величина зазоров может достигать до 1,5 мм.
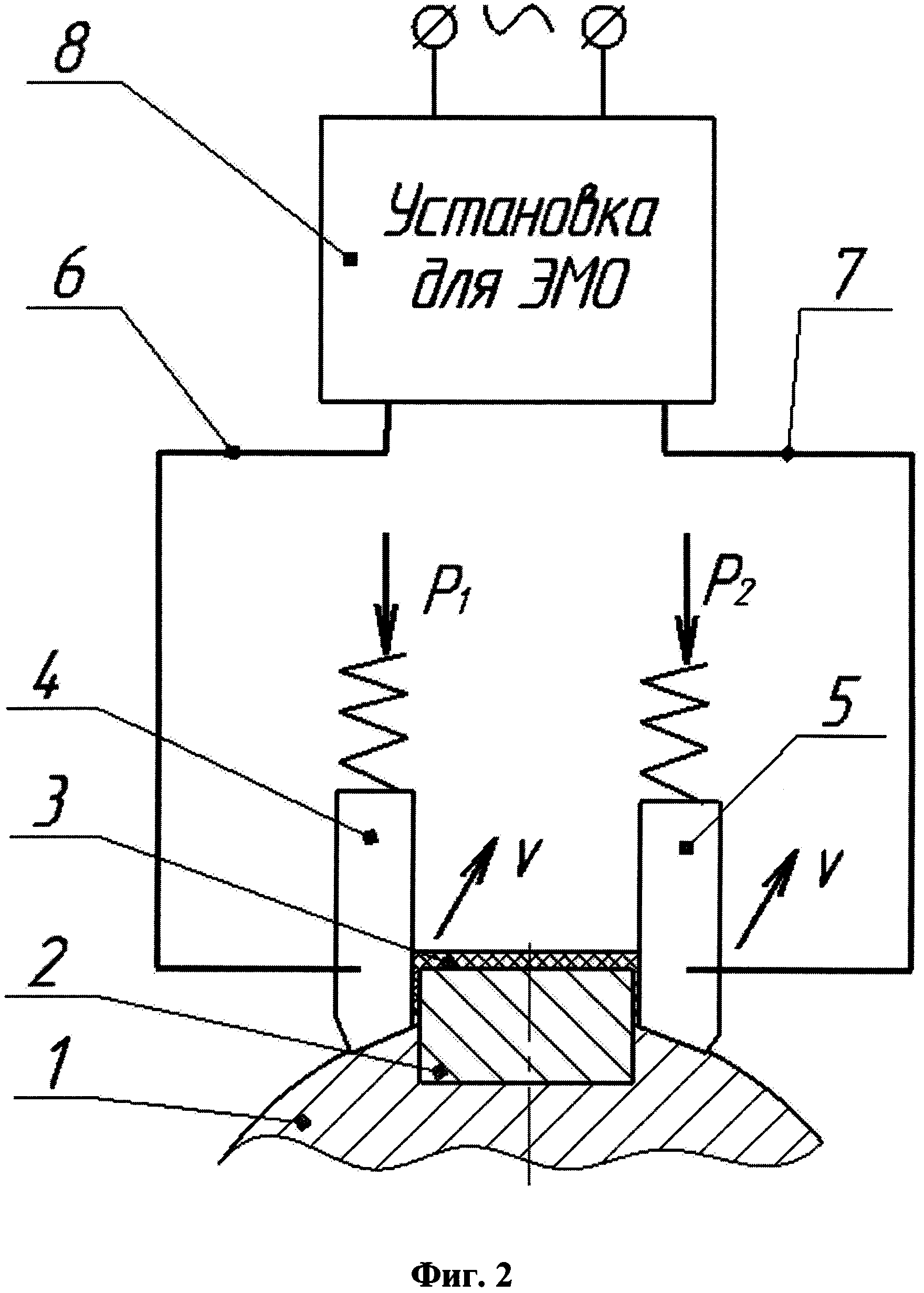
На фиг. 2 схематично представлена схема получения шпоночного соединения на валах. Способ осуществляется следующим образом. На специальной оправке (не показана) крепится инструмент 5 для электромеханической обработки шпоночного паза. Инструменты прижимаются сверху вертикально на расстоянии 0,2…1 мм от края шпоночного паза вала 1 с усилиями P1 и Р2 и перемещаются вдоль шпоночного паза со скоростью v.
Инструменты для электромеханической обработки 4 и 5 подсоединены с помощью токоподводящих кабелей 6 и 7 к источнику питания для ЭМО 8, образуя с деталью общую электрическую цепь. При замыкании электрической цепи происходит мгновенный нагрев (током до 5000 А) в местах контакта инструментов 4 и 5 с поверхностью шпоночного паза выше температуры выше фазовых превращений и механическое воздействие этими инструментами с усилиями P1 и Р2. Это позволяет инструментам в горячем состоянии осаживать поверхности шпоночного паза с раздачей в сторону шпоночного паза. Деформация металла в сторону шпоночного паза ограничивается наличием шпонки.
При движении инструментов вдоль шпоночного паза со скоростью ν источник термомеханического воздействия удаляется, что приводит к последующему охлаждению нагретых участков вглубь детали за счет ее массы, в результате чего происходит упрочнение поверхностного слоя боковых поверхностей шпоночного паза.
Сила тока, усилия прижатия инструментов Р1 и Р2 к детали, скорость ν перемещения инструментов вдоль шпоночного паза, материал и форма инструментов принимаются исходя из задач и требований технологического процесса.
При обработке по данному способу происходит образование плотного соединения шпонки со шпоночным пазом за счет пластической деформации и перераспределения металла с одновременным упрочнением боковых поверхностей шпоночного паза твердостью до 9 ГПа.
Способ получения шпоночного соединения на валах, включающий установку шпонки в шпоночный паз с зазором, нагрев шпоночных пазов вала двумя электродами-инструментами для электромеханической обработки и пластическую деформацию металла, отличающийся тем, что зазоры между шпонкой и боковыми поверхностями шпоночного паза регулируют с помощью изолятора, установленного на шпонку, электроды-инструменты устанавливают вертикально и перемещают вдоль шпоночного паза по его поверхности на расстоянии 0,1…1 мм от края шпоночного паза с обеспечением осадки и раздачи металла вала в сторону паза, при этом раздача металла ограничена шпонкой.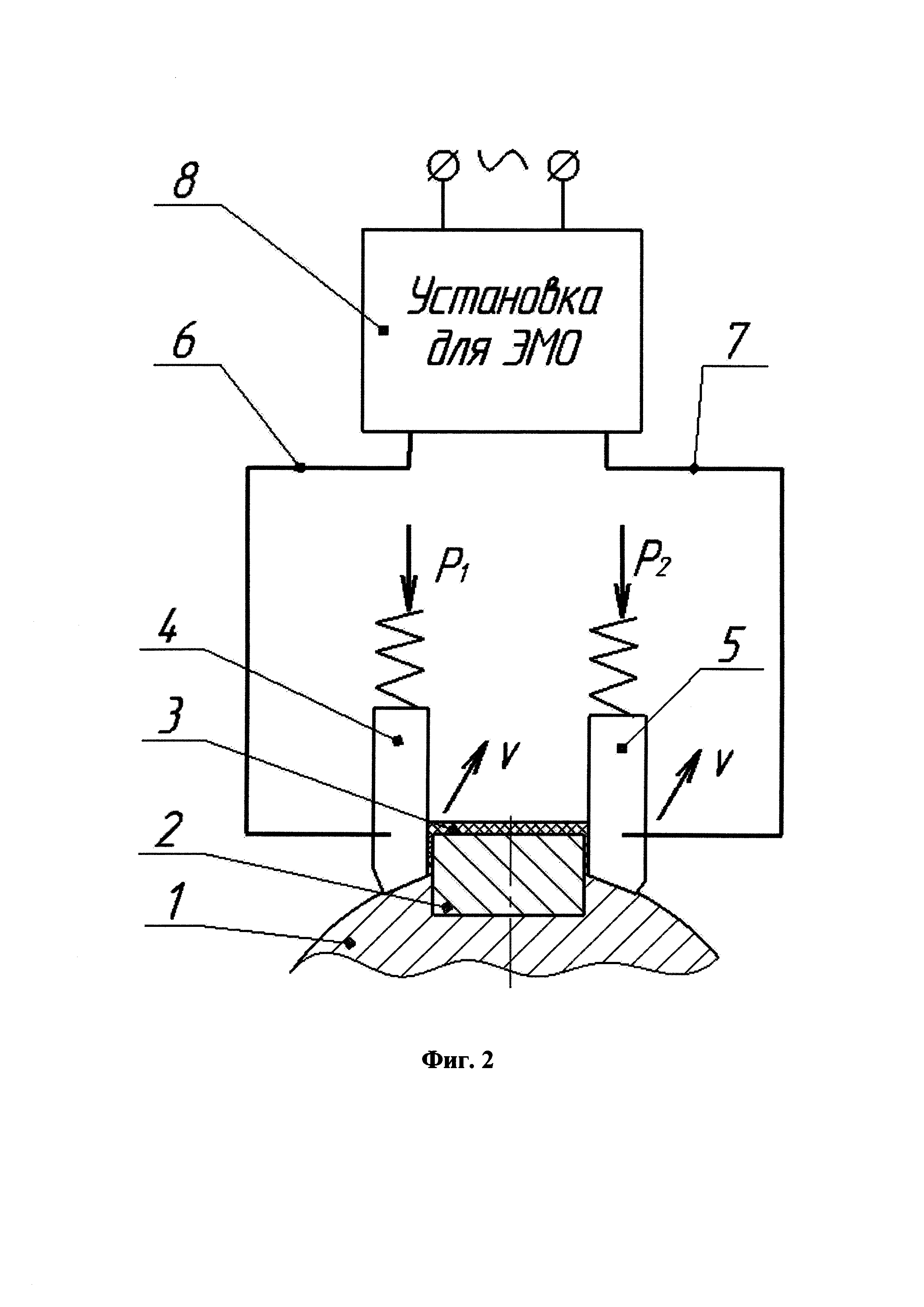
Гребневая сеялка
Гребневая сеялка
Способ электромеханического дорнования
Способ электромеханического дорнования
Устройство для сушки свекловичного жома
Гребневая сеялка
Гребневая сеялка
Гребневая сеялка
Способ получения шпоночного соединения
Способ получения шпоночного соединения
Способ получения шпоночного соединения на валах точечной электромеханической обработкой
Способ получения шпоночного соединения на валах
Способ получения шпоночного соединения на валах
Способ локальной радионавигации по сигналам несинхронизированных отечественных средств радиоэлектронного подавления глобальных навигационных спутниковых систем
Навигационная аппаратура санкционированного потребителя с возможностью локальной навигации по сигналам несинхронизированных отечественных средств радиоэлектронного подавления глобальных навигационных спутниковых систем
Способ упрочнения режущих частей культиваторных лап
Способ упрочнения режущих частей культиваторных лап
Способ упрочнения режущих частей культиваторных лап

