Результат интеллектуальной деятельности: СПОСОБ АДАПТИВНОГО УПРАВЛЕНИЯ РАБОТОЙ ГРУППЫ УСТРОЙСТВ ДЛЯ ИЗГОТОВЛЕНИЯ И УПАКОВКИ
Вид РИД
Изобретение
Настоящее изобретение относится к системе и способу управления работой группы, содержащей устройство для изготовления сигарет, упаковочную машину для сигарет и буфер.
Курительные изделия, такие как сигареты, как правило, изготавливают и упаковывают с помощью групп высокоавтоматизированных блоков, содержащих устройство для изготовления сигарет, в котором курительные изделия собирают, начиная с сырьевых материалов, таких как наполнитель из резаного табака, оберточная бумага, сегменты фильтра и ободковая бумага, и упаковочную машину, в которой пучки курительных изделий сортируют и упаковывают в тары, такие как тары с шарнирной крышкой.
В таких группах автоматизированных блоков буфер, как правило, предусмотрен между устройством для изготовления сигарет и упаковочной машиной для сигарет. Буфер действует как резервуар сформованных курительных изделий, чтобы свести к минимуму зависимость между устройством для изготовления сигарет и упаковочной машиной.
Необходимо предварительно установить несколько рабочих параметров устройства для изготовления сигарет, буфера и упаковочной машины для сигарет с учетом конкретных производственных требований. Всякий раз, когда одна такая группа работает с целью производства сигарет с разными характеристиками, например, сигарет разных торговых марок или дизайна, для обеспечения стабильной работы группы необходимо установить определенные рабочие параметры для разных конкретных значений.
Устройство для изготовления сигарет и упаковочная машина для сигарет работают при независимо переменных производственных скоростях. В целом, устройство для изготовления сигарет и упаковочная машина для сигарет обычно работают при разных заданных производственных скоростях, и поэтому уровень заполнения буфера изменяется со временем.
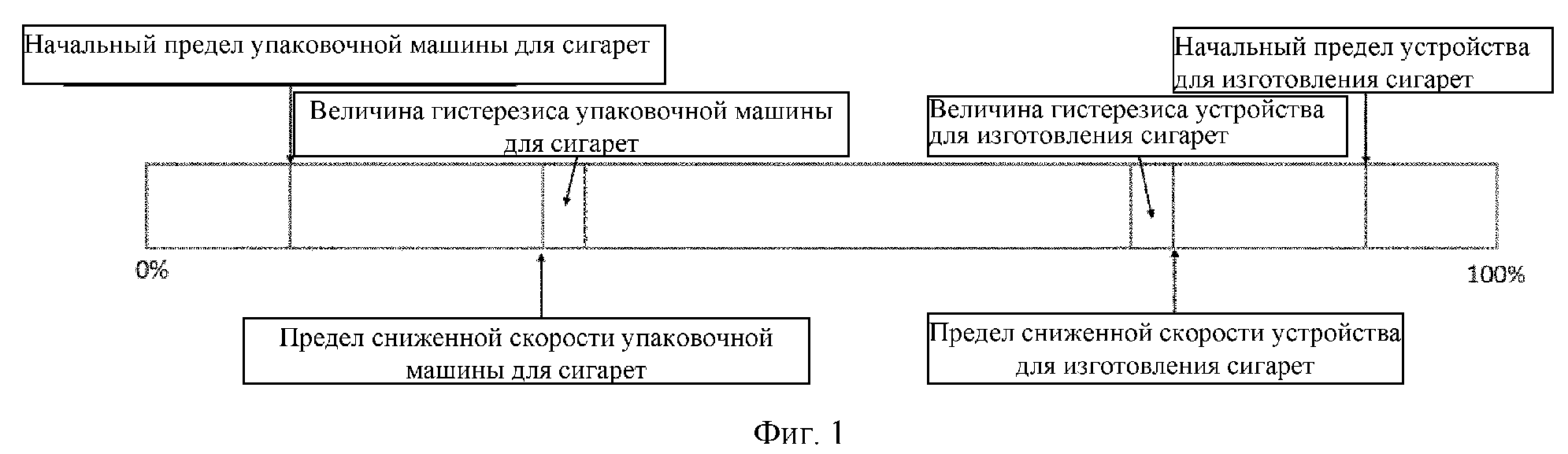
При полном заполнении буфера необходимо будет остановить устройство для изготовления сигарет и перезапустить его только тогда, когда уровень заполнения буфера упадет ниже первого порогового значения устройства для изготовления (начальный предел устройства для изготовления сигарет). С целью уменьшения случаев возникновения остановки устройства для изготовления сигарет было предложено уменьшать производственную скорость устройства для изготовления сигарет, когда уровень заполнения буфера превышает второе пороговое значение устройства для изготовления (предел сниженной скорости устройства для изготовления сигарет), которое обычно ниже, чем первое пороговое значение устройства для изготовления. Такая сниженная скорость является заранее заданным параметром устройства для изготовления сигарет.
Когда уровень заполнения буфера снижается обратно до значения ниже второго порогового значения устройства для изготовления, производственная скорость устройства для изготовления сигарет может быть снова увеличена. Однако с целью ограничения частоты, с которой происходят изменения скорости устройства для изготовления сигарет, было предложено увеличивать производственную скорость устройства для изготовления сигарет только тогда, когда уровень заполнения буфера падает ниже второго порогового значения устройства для изготовления на заданное количество (величина гистерезиса устройства для изготовления сигарет).
С другой стороны, при полном опустошении буфера необходимо будет остановить упаковочную машину для сигарет и перезапустить ее только тогда, когда уровень заполнения буфера достигнет первого порогового значения упаковочной машины (начальный предел упаковочной машины для сигарет). С целью уменьшения случаев возникновения остановки упаковочной машины для сигарет было дополнительно предложено уменьшать производственную скорость упаковочной машины для сигарет, когда уровень заполнения буфера падает ниже второго порогового значения упаковочной машины (предел сниженной скорости упаковочной машины для сигарет), которое обычно выше, чем первое пороговое значение упаковочной машины. Такая ограниченная скорость упаковочной машины для сигарет является заранее заданным параметром упаковочной машины для сигарет.
Когда уровень заполнения буфера снижается обратно до значения выше второго порогового значения упаковочной машины, производственная скорость упаковочной машины для сигарет может быть снова увеличена. Однако с целью ограничения частоты, с которой происходят изменения скорости упаковочной машины для сигарет, было предложено увеличивать производственную скорость упаковочной машины для сигарет только тогда, когда уровень заполнения буфера превышает второе пороговое значение упаковочной машины на заданное количество (величина гистерезиса упаковочной машины для сигарет).
Всякий раз, когда происходит остановка устройства для изготовления сигарет, некоторые сигареты бракуются. Аналогично, всякий раз, когда происходит остановка упаковочной машины для сигарет, некоторые пачки сигарет бракуются. В дополнение к вышеуказанным условиям другие причины, такие как поломка машины, отсутствие одного или нескольких исходных материалов и т.д., могут привести к остановке устройства для изготовления сигарет или упаковочной машины для сигарет. Кроме того, во время производства некоторые сигареты и/или пачки сигарет также могут быть забракованы, если они не соответствуют определенным требованиям качества. Все эти отбраковки представляют собой затраты, и поэтому было бы желательно ограничить случаи возникновения остановки устройства для изготовления сигарет и упаковочной машины для сигарет.
Еще более, в общем, было бы желательно повысить эффективность и общую эффективность группы, содержащей устройство для изготовления сигарет, упаковочную машину для сигарет и буфер. На практике общая эффективность одной такой группы может быть оценена как «время безотказной работы», то есть отношение между общим количеством фактически произведенных сигарет в течение определенного времени и количеством сигарет, которые теоретически могут быть получены, если группа постоянно одновременно работает на данной скорости, за то же время.
Поэтому было бы желательно обеспечить способ управления работой группы, содержащей устройство для изготовления сигарет, упаковочную машину для сигарет и буфер, помещенный между устройством для изготовления сигарет и упаковочной машиной для сигарет, так, чтобы увеличивалась общая эффективность группы. Кроме того, было бы желательно обеспечить способ управления работой одной такой группы, так чтобы общая эффективность (например, выраженная через общее количество сигарет, произведенных и упакованных в течение определенного времени) увеличивалась, например, путем уменьшения количество браков во время производства. Кроме того, было бы желательно обеспечить систему, способную осуществлять один такой способ.
Согласно аспекту настоящего изобретения предусмотрен способ управления работой группы, содержащей устройство для изготовления сигарет, упаковочную машину для сигарет и буфер, при этом относительно направления перемещения устройство для изготовления сигарет расположено выше по потоку относительно буфера, и упаковочная машина для сигарет расположена ниже по потоку относительно буфера, при этом группа выполнена таким образом, что работа устройства для изготовления сигарет и упаковочной машины для сигарет зависит от уровня заполнения буфера. Способ включает: установку по меньшей мере одного рабочего параметра группы в исходном значении, при этом параметр коррелирует рабочее состояние устройства для изготовления сигарет или упаковочной машины для сигарет с уровнем заполнения буфера; и работу группы в течение заданного времени первого цикла на основании по меньшей мере одного рабочего параметра. Кроме того, способ включает определение рабочей эффективности устройства для изготовления сигарет в течение времени первого цикла; определение рабочей эффективности упаковочной машины для сигарет в течение времени первого цикла; определение сравнительной эффективности группы как отношение между рабочей эффективностью устройства для изготовления сигарет и рабочей эффективностью упаковочной машины для сигарет. Более того, способ включает в конце времени первого цикла повторную установку по меньшей мере одного рабочего параметра в обновленном значении в зависимости от сравнительной эффективности группы.
Согласно дополнительному аспекту настоящего изобретения предусмотрена система, содержащая первую группу, содержащую устройство для изготовления сигарет, упаковочную машину для сигарет и буфер, при этом относительно направления перемещения устройство для изготовления сигарет расположено выше по потоку относительно буфера, и упаковочная машина для сигарет расположена ниже по потоку относительно буфера, таким образом, что работа устройства для изготовления сигарет и упаковочной машины для сигарет зависит от уровня заполнения буфера. Кроме того, система содержит первый датчик для определения уровня заполнения буфера, фактического выхода продукции из устройства для изготовления сигарет и фактического выхода продукции из упаковочной машины для сигарет в первой группе; и блок управления, функционально соединенный с любым из устройства для изготовления сигарет, упаковочной машины для сигарет, буфера или любой их комбинации в первой группе, и выполненный с возможностью управления работой первой группы согласно способу, как установлено выше.
Следует иметь в виду, что любые признаки, описанные в отношении одного аспекта настоящего изобретения, в равной степени применимы к любому другому аспекту настоящего изобретения.
В отличие от известных способов работы группы автоматизированных блоков, содержащих устройство для изготовления сигарет, буфер и упаковочную машину для сигарет, согласно настоящему изобретению по меньшей мере один из параметров, определяющих как именно различные автоматизированные блоки в группе функционально коррелируются - то есть, в частности, определяющих как именно на рабочее состояние устройства для изготовления сигарет и устройства для упаковки сигарет влияет уровень заполнения буфера - можно адаптивно отрегулировать в зависимости от измеряемых значений эффективности устройства для изготовления сигарет и эффективности упаковочной машины для сигарет.
Авторы настоящего изобретения обнаружили, что путем управления работой одной такой группы способом согласно настоящему изобретению всю эффективность и эффективность группы можно преимущественно увеличить в рамках, как всей эффективности сигарет, так и времени безотказной работы. В целом, влияние неравных полных производственных скоростей устройства для изготовления сигарет и упаковочной машины для сигарет может быть преимущественно уменьшено.
Кроме того, авторы настоящего изобретения обнаружили, что способы согласно настоящему изобретению могут быть дополнительно оптимизированы для учета преднамеренных, рутинных остановок группы, например, таких как остановки в целях очистки, так что полученные кажущиеся изменения в эффективности группы не влияют на алгоритм адаптивного управления, лежащий в основе способов согласно настоящему изобретению.
Термин «устройство для изготовления сигарет» используется по всему тексту описания для обозначения автоматизированного блока, который выполнен с возможностью приема табака, фильтрующих стержней, оберточной бумаги и ободковой бумаги в качестве сырьевых материалов и образования из указанных сырьевых материалов множества сигарет с фильтром. Устройство для изготовления сигарет, как правило, может работать при полной производственной скорости и при сниженной производственной скорости. Таким образом, устройство для изготовления сигарет может находиться в одном из нескольких разных рабочих состояний (например, полная скорость, сниженная скорость, остановка). Под выражениями «производственная скорость» или «производственная норма» по всему тексту описания подразумевается количество товаров (в случае устройства для изготовления сигарет, количество сигарет), производимых в течение определенного периода времени. В качестве примера, производственная скорость или производственная норма могут быть измерены и выражены в единицах сигареты/час.
Специалисту в данной области техники будут известны несколько видов и моделей устройств для изготовления сигарет. Например, одним из таких автоматизированных блоков является PROTOS PM 100 (от компании Hauni Maschinenbau AG, Германия).
Термин «упаковочная машина для сигарет» используется по всему тексту описания для обозначения автоматизированного блока, который выполнен с возможностью приема сигарет с фильтром и упаковочного материала, а также сбора и упаковки пучков сигарет с фильтром для образования пачек сигарет с фильтром. Упаковочная машина для сигарет, как правило, может работать при полной производственной скорости и при сниженной производственной скорости. Таким образом, упаковочная машина для сигарет может находиться в одном из нескольких разных рабочих состояний (например, полная скорость, сниженная скорость, остановка). В случае упаковочной машины для сигарет производственная скорость или производственная норма обычно относятся к количеству товаров, то есть количеству пачек, производимых в течение определенного периода времени. Каждая пачка содержит заданное количество сигарет, например 20 сигарет в пачке. Таким образом, производственная скорость или норма упаковочной машины для сигарет также может быть удобно выражена как количество сигарет, которые упакованы в течение определенного периода времени, так что легче сравнивать и коррелировать производственную скорость упаковочной машины для сигарет с производственной скоростью устройства для изготовления сигарет. Соответственно, в дальнейшем производственная скорость упаковочной машины для сигарет также будет измерена и выражена в виде сигареты/час.
Специалисту в данной области техники будут известны несколько видов и моделей упаковочных машин для сигарет. Например, одним из таких автоматизированных блоков является F550 (от компании Focke GmbH, Германия).
Термин «буфер» используется по всему тексту описания для обозначения автоматизированного блока, выполненного с возможностью приема сигарет, сформованных устройством для изготовления сигарет, и передачи их в упаковочную машину для сигарет.
Специалисту в данной области техники будут известны несколько видов и моделей буферов. Одним из таких автоматизированных блоков является CAPRICORN (от компании ITM, Нидерланды).
В настоящем описании ссылка делается на один или несколько «рабочих параметров группы» в качестве параметра, определяющего зависимость между рабочим состоянием устройства для изготовления сигарет или упаковочной машины для сигарет и уровнем заполнения буфера. На практике «рабочий параметр группы» соответствует заданному уровню заполнения буфера, при котором возможно изменение рабочего состояния устройства для изготовления сигарет и/или упаковочной машины для сигарет.
Одним из таких рабочих параметров является, например, «предел сниженной скорости устройства для изготовления сигарет», то есть уровень заполнения буфера, выше которого производственная скорость устройства для изготовления сигарет уменьшается с полной производственной скорости до сниженной производственной скорости.
Другие такие рабочие параметры группы включают:
«начальный предел устройства для изготовления сигарет», то есть уровень заполнения буфера, ниже которого устройство для изготовления сигарет перезапускается после остановки, вызванной заполнением буфера;
«величина гистерезиса устройства для изготовления сигарет», то есть разница между пределом сниженной скорости устройства для изготовления сигарет и уровнем заполнения буфера, ниже которого производственная скорость устройства для изготовления сигарет увеличивается обратно со сниженной производственной скорости до полной производственной скорости;
«предел сниженной скорости упаковочной машины для сигарет», то есть уровень заполнения буфера, ниже которого производственная скорость упаковочной машины для сигарет снижается с полной производственной скорости до сниженной производственной скорости;
«начальный предел упаковочной машины для сигарет», то есть уровень заполнения буфера, выше которого упаковочная машина для сигарет перезапускается после остановки, вызванной опустошением буфера; и
«величина гистерезиса упаковочной машины для сигарет», то есть разница между пределом сниженной скорости упаковочной машины для сигарет и уровнем заполнения буфера, выше которого производственная скорость упаковочной машины для сигарет увеличивается обратно со сниженной производственной скорости до полной производственной скорости. На фиг. 1 качественно проиллюстрировано, как эти параметры могут соотноситься друг с другом.
Термин «рабочая эффективность устройства для изготовления сигарет» используется по всему тексту описания для обозначения отношения между фактическим выходом продукции устройства для изготовления, то есть количеством фактически произведенных сигарет в течение запланированного времени производства, и теоретическим выходом продукции. Теоретический выход продукции рассчитывается как произведение запланированного времени производства на полную производственную скорость устройства для изготовления сигарет.
 (1)
(1)
Термин «рабочая эффективность упаковочной машины для сигарет» используется по всему тексту описания для обозначения отношения между фактическим выходом продукции устройства для изготовления, то есть количеством фактически упакованных сигарет в течение запланированного времени производства, и теоретическим выходом продукции. Теоретический выход продукции рассчитывается как произведение запланированного времени производства на полную производственную скорость упаковочной машины для сигарет.
 (2)
(2)
Способы согласно настоящему изобретению предусмотрены для управления работой группы автоматизированных блоков, содержащей устройство для изготовления сигарет, упаковочную машину для сигарет и буфер, при этом относительно направления перемещения устройство для изготовления сигарет расположено выше по потоку относительно буфера, и упаковочная машина для сигарет расположена ниже по потоку относительно буфера. Одна из таких групп выполнена таким образом, что работа устройства для изготовления сигарет и упаковочной машины для сигарет зависит от уровня заполнения буфера согласно заданному алгоритму. В частности, на рабочее состояние устройства для изготовления сигарет и/или упаковочной машины для сигарет влияет уровень заполнения буфера. В качестве примера, если уровень заполнения буфера варьирует от 0 процента до 100 процентов, устройство для изготовления сигарет или упаковочная машина для сигарет, как правило, выполнены с возможностью работы при полной производственной скорости или работы при сниженной производственной скорости до остановки.
В способе согласно настоящему изобретению по меньшей мере один рабочий параметр группы, а именно параметр, определяющий корреляцию между рабочим состояния устройства для изготовления сигарет или упаковочной машины для сигарет и уровня заполнения буфера, устанавливают в исходном значении, и группа работает в течение заданного времени первого цикла на основании по меньшей мере одного рабочего параметра.
Кроме того, способ включает определение рабочей эффективности устройства для изготовления сигарет в течение времени первого цикла; определение рабочей эффективности упаковочной машины для сигарет в течение времени первого цикла; и определение сравнительной эффективности группы как отношение между рабочей эффективностью устройства для изготовления сигарет и рабочей эффективностью упаковочной машины для сигарет. В конце времени первого цикла по меньшей мере один параметр повторно устанавливают в обновленном значении в зависимости от сравнительной эффективности определенной группы.
Предпочтительно, фактический выход продукции устройства для изготовления сигарет и фактический выход продукции упаковочной машины для сигарет постоянно отслеживают, так что преимущественно возможно определить эффективность устройства для изготовления сигарет и эффективность упаковочной машины для сигарет в любое заданное время в ходе времени первого цикла. В качестве альтернативы, фактический выход продукции упаковочной машины для сигарет можно определить при заданных интервалах в ходе времени первого цикла, так что можно определить только дискретные значения эффективности устройства для изготовления сигарет и эффективности упаковочной машины для сигарет в заданные моменты в ходе времени первого цикла. По меньшей мере один параметр повторно устанавливают в обновленном значении на основании сравнительной эффективности группы, как определено в конце времени первого цикла, и, таким образом, фактический выход продукции устройства для изготовления сигарет и упаковочной машины для сигарет определяют по меньшей мере в конце времени первого цикла.
По меньшей мере один параметр повторно устанавливают в обновленном значении в зависимости от сравнительной эффективности группы, как определено в конце времени первого цикла.
Таким образом, в способах согласно настоящему изобретению качество и степень рабочей корреляции между устройством для изготовления сигарет и буфером и/или между упаковочной машиной для сигарет и буфером проверяют в ходе работы группы. Преимущественным является то, что несмотря на то, что группа изначально работает при по меньшей мере одном параметре, установленном в исходном значении, которое было конкретно выбрано для заданной торговой марки или вида сигареты и, следовательно, для заданной комбинации сырьевых материалов и требований производства, тот же параметр адаптивно регулируют с точки зрения изменений эффективности автоматизированных блоков, вовлеченных в процесс производства.
Предпочтительно, по меньшей мере один рабочий параметр выбирают из группы, состоящей из начального предела устройства для изготовления сигарет, предела сниженной скорости устройства для изготовления сигарет, величины гистерезиса устройства для изготовления сигарет, начального предела упаковочной машины для сигарет, предела сниженной скорости упаковочной машины для сигарет, величины гистерезиса упаковочной машины для сигарет. Авторы настоящего изобретения отметили, что при адаптивной регулировке согласно алгоритму, лежащему в основе настоящего изобретения, одного или нескольких из этих параметров, которые устанавливают четкие корреляции между рабочим состоянием устройства для изготовления сигарет или упаковочной машины для сигарет и уровнем заполнения буфера, легко повысить эффективность и эффективность группы в целом.
Предпочтительно, этап повторной установки значения по меньшей мере одного рабочего параметра включает определение скорректированного значения по меньшей мере одного рабочего параметра в зависимости от сравнительной эффективности группы в конце времени первого цикла.
В некоторых вариантах осуществления, если скорректированное значение по меньшей мере одного параметра находится в диапазоне от нижнего граничного значения по меньшей мере одного параметра до верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в скорректированном значении. Иным образом, если скорректированное значение по меньшей мере одного параметра меньше нижнего граничного значения по меньшей мере одного параметра или больше верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в исходном значении.
В других вариантах осуществления, если скорректированное значение по меньшей мере одного параметра находится в диапазоне от нижнего граничного значения по меньшей мере одного параметра до верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в скорректированном значении. Если скорректированное значение по меньшей мере одного параметра меньше нижнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в нижнем граничном значении по меньшей мере одного параметра. Если скорректированное значение по меньшей мере одного параметра больше верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в верхнем граничном значении по меньшей мере одного параметра.
Таким образом, преимущественно возможно проверить, что по меньшей мере один рабочий параметр не попадает в приемлемый диапазон. Это должно быть связано не только с присущими ограничениями, относящимися к характеристикам группы (например, уровень заполнения буфера может составлять только от 0 до 100 процентов), но также и с тем, что определенные соотношения между различными рабочими параметрами предпочтительно сохраняются. В качестве примера, предел сниженной скорости устройства для изготовления сигарет предпочтительно ниже начального предела устройства для изготовления сигарет. Кроме того, преимущественным является то, что граничные значения могут быть оптимизированы таким образом, что осуществление способов согласно настоящему изобретению приводит к наиболее стабильному увеличению производства.
Предпочтительно, этап определения скорректированного значения по меньшей мере одного рабочего параметра включает умножение исходного значения по меньшей мере одного рабочего параметра на фактор, по существу равный сравнительной эффективности группы в конце времени первого цикла, или на его обратное значение.
Начальный предел устройства для изготовления сигарет определяет уровень заполнения буфера, ниже которого устройство для изготовления сигарет перезапускается после остановки, вызванной заполнением буфера. Если полная производственная скорость устройства для изготовления сигарет больше полной производственной скорости упаковочной машины для сигарет (то есть область узкого прохода приближается к 100 процентам уровня заполнения буфера), и если эффективность устройства для изготовления сигарет остается постоянной, а эффективность упаковочной машины для сигарет увеличивается, случаи возникновения остановки устройства для изготовления сигарет вследствие заполнения буфера будут уменьшаться. Схожее поведение ожидается, если полная производственная скорость упаковочной машины для сигарет больше полной производственной скорости устройства для изготовления сигарет (то есть если область узкого прохода приближается к 0 процентам уровня заполнения буфера) и если эффективность устройства для изготовления сигарет остается постоянной, а эффективность упаковочной машины для сигарет увеличивается.
Однако в последнем случае случаи возникновения остановки устройства для изготовления сигарет будут уменьшены до немного большей степени. На практике количество содержимого буфера, которое должно потребляться упаковочной машиной для сигарет перед возможным началом работы устройства для изготовления сигарет, может быть уменьшено. Таким образом, начальный предел устройства для изготовления сигарет можно расценивать прямо пропорционально эффективности упаковочной машины. В то же время, начальный предел устройства для изготовления сигарет можно расценивать обратно пропорционально эффективности устройства для изготовления сигарет. Таким образом, можно считать, что:
начальный предел устройства для изготовления ∝ (эффективность упаковочной машины/эффективность устройства для изготовления) (3).
Предел сниженной скорости устройства для изготовления сигарет определяет уровень заполнения буфера, выше которого производственная скорость устройства для изготовления сигарет уменьшается от полной производственной скорости до сниженной производственной скорости. Если полная производственная скорость устройства для изготовления сигарет больше полной производственной скорости упаковочной машины для сигарет (то есть область узкого прохода приближается к 100 процентам уровня заполнения буфера), и если эффективность устройства для изготовления сигарет остается постоянной, а эффективность упаковочной машины для сигарет увеличивается, случаи возникновения остановки устройства для изготовления сигарет вследствие заполнения буфера будут уменьшаться, поскольку упаковочная машина, в основном, потребляет больше. С другой стороны, если полная производственная скорость упаковочной машины для сигарет больше полной производственной скорости устройства для изготовления сигарет (то есть если область узкого прохода приближается к 0 проценту уровня заполнения буфера), и если эффективность устройства для изготовления сигарет остается постоянной, а эффективность упаковочной машины для сигарет увеличивается, частота, с которой буфер заполняется, будет уменьшаться в большей степени. Таким образом, диапазон уровня заполнения, в котором устройство для изготовления сигарет работает при ограниченной скорости, может уменьшаться. Это приводит в результате к дополнительному диапазону уровня заполнения, в котором устройство для изготовления сигарет может работать при полной производственной скорости, что, как ожидается, приведет к увеличению производства.
Соответственно, предел сниженной скорости устройства для изготовления сигарет можно расценивать прямо пропорционально эффективности упаковочной машины. В то же время предел сниженной скорости упаковочной машины для сигарет можно расценивать обратно пропорционально эффективности устройства для изготовления сигарет. Таким образом, можно считать, что:
предел сниженной скорости устройства для изготовления ∝ (эффективность упаковочной машины/эффективность устройства для изготовления) (4).
Величина гистерезиса устройства для изготовления сигарет определяет разницу между уровнем заполнения буфера, выше которого производственная скорость устройства для изготовления сигарет уменьшается от полной производственной скорости до сниженной производственной скорости (то есть предела сниженной скорости устройства для изготовления сигарет), и уровнем заполнения буфера, ниже которого производственная скорость устройства для изготовления сигарет увеличивается обратно от сниженной производственной скорости до полной производственной скорости. Если полная производственная скорость устройства для изготовления сигарет больше полной производственной скорости упаковочной машины для сигарет (то есть область узкого прохода приближается к 100 процентам уровня заполнения буфера), и если эффективность устройства для изготовления сигарет остается постоянной, а эффективность упаковочной машины для сигарет увеличивается, вероятность необходимости остановки устройства для изготовления сигарет вследствие заполнения буфера будет слегка увеличиваться. Однако если полная производственная скорость упаковочной машины для сигарет больше полной производственной скорости устройства для изготовления сигарет (то есть если область узкого прохода приближается к 0 проценту уровня заполнения буфера), и если эффективность устройства для изготовления сигарет остается такой же и эффективность упаковочной машины для сигарет увеличивается, вероятность остановки упаковочной машины для сигарет вследствие опустошения буфера будет увеличиваться. Таким образом, при таких обстоятельствах величина гистерезиса устройства для изготовления сигарет может быть уменьшена в целях ограничения влияния образования узкого прохода.
Соответственно, величину гистерезиса устройства для изготовления сигарет можно расценивать обратно пропорционально эффективности упаковочной машины для сигарет. В то же время, величину гистерезиса устройства для изготовления сигарет можно расценивать прямо пропорционально эффективности устройства для изготовления сигарет. Таким образом, можно считать, что:
величина гистерезиса устройства для изготовления ∝ (эффективность устройства для изготовления/эффективность упаковочной машины) (5).
Начальный предел упаковочной машины для сигарет определяет уровень заполнения буфера, выше которого упаковочная машина для сигарет перезапускается после остановки, вызванной опустошением буфера. Если полная производственная скорость устройства для изготовления сигарет больше полной производственной скорости упаковочной машины для сигарет (то есть область узкого прохода приближается к 100 процентам уровня заполнения буфера), и если эффективность упаковочной машины для сигарет остается постоянной, и эффективность устройства для изготовления сигарет увеличивается, случаи возникновения остановки упаковочной машины для сигарет вследствие опустошения буфера будут уменьшаться. Таким образом, с целью повышения производства начальный предел упаковочной машины для сигарет может быть уменьшен, чтобы иметь более широкий диапазон значений уровня заполнения буфера, при которых упаковочная машина для сигарет находится в эффективном производственном состоянии. Однако, если полная производственная скорость упаковочной машины для сигарет больше полной производственной скорости устройства для изготовления сигарет, и если эффективность упаковочной машины для сигарет остается такой же, и эффективность устройства для изготовления сигарет увеличивается, случаи возникновения остановки упаковочной машины для сигарет вследствие опустошения буфера будут уменьшаться. Таким образом, начальный предел упаковочной машины для сигарет должен быть снижен на меньшую величину. Соответственно, начальный предел упаковочной машины для сигарет можно расценивать обратно пропорционально эффективности устройства для изготовления сигарет.
Если полная производственная скорость устройства для изготовления сигарет больше полной производственной скорости упаковочной машины для сигарет, если эффективность упаковочной машины увеличивается, тогда как эффективность устройства для изготовления сигарет остается постоянной, вероятность опустошения буфера будет также увеличиваться. Следовательно, начальный предел упаковочной машины для сигарет должен быть увеличен для улучшения эффективности. С другой стороны, если полная производственная скорость упаковочной машины для сигарет больше полной производственной скорости устройства для изготовления сигарет, и если эффективность упаковочной машины увеличивается, тогда как эффективность устройства для изготовления сигарет остается такой же, намного более часто будет возникать условие пустого буфера, чем условие полного буфера. Таким образом, в одном из таких случаев начальный предел упаковочной машины для сигарет должен быть увеличен до большей степени. Соответственно, начальный предел упаковочной машины для сигарет можно расценивать прямо пропорционально эффективности упаковочной машины для сигарет. Таким образом, можно считать, что:
начальный предел упаковочной машины ∝ (эффективность упаковочной машины/эффективность устройства для изготовления) (6).
Предел сниженной скорости упаковочной машины для сигарет определяет уровень заполнения буфера, ниже которого производственная скорость упаковочной машины для сигарет снижается с полной производственной скорости до сниженной производственной скорости. Если полная производственная скорость устройства для изготовления сигарет больше полной производственной скорости упаковочной машины для сигарет, и если эффективность упаковочной машины увеличивается, тогда как эффективность устройства для изготовления сигарет остается такой же, случаи возникновения остановки упаковочной машины для сигарет будут увеличиваться, поскольку упаковочная машина для сигарет является более продуктивной. При таких обстоятельствах предел сниженной скорости упаковочной машины для сигарет может быть преимущественно увеличен. С другой стороны, если полная производственная скорость упаковочной машины для сигарет больше полной производственной скорости устройства для изготовления сигарет, и если эффективность упаковочной машины увеличивается, тогда как эффективность устройства для изготовления сигарет остается такой же, предел сниженной скорости упаковочной машины для сигарет должен быть намного выше, поскольку опустошение буфера более вероятно. Соответственно, предел сниженной скорости упаковочной машины для сигарет можно расценивать прямо пропорционально эффективности упаковочной машины для сигарет.
Если полная производственная скорость устройства для изготовления сигарет больше полной производственной скорости упаковочной машины для сигарет, если эффективность устройства для изготовления сигарет увеличивается, тогда как эффективность упаковочной машины для сигарет остается такой же, опустошение буфера будет менее вероятно. Таким образом, при таких обстоятельствах предел сниженной скорости упаковочной машины для сигарет может быть снижен. С другой стороны, если полная производственная скорость упаковочной машины для сигарет больше полной производственной скорости устройства для изготовления сигарет, уменьшение предела сниженной скорости упаковочной машины для сигарет должно быть слегка менее существенным, поскольку область узкого прохода приближается к 0 проценту уровня заполнения буфера. Таким образом, можно считать, что:
предел сниженной скорости упаковочной машины ∝ (эффективность упаковочной машины/эффективность устройства для изготовления) (7).
Величина гистерезиса упаковочной машины для сигарет определяет разницу между уровнем заполнения буфера, ниже которого производственная скорость упаковочной машины для сигарет уменьшается от полной производственной скорости до сниженной производственной скорости (то есть предела сниженной скорости упаковочной машины для сигарет), и уровнем заполнения буфера, выше которого производственная скорость упаковочной машины для сигарет увеличивается обратно от сниженной производственной скорости до полной производственной скорости. Если полная производственная скорость устройства для изготовления сигарет больше полной производственной скорости упаковочной машины для сигарет, уровень заполнения буфера будет ближе к 100 для большей части времени производства. Если эффективность устройства для изготовления сигарет увеличивается, тогда как эффективность упаковочной машины для сигарет остается постоянной, число остановок упаковочной машины для сигарет будет увеличиваться. С другой стороны, если полная производственная скорость упаковочной машины для сигарет больше полной производственной скорости устройства для изготовления сигарет, увеличенная эффективность упаковочной машины приведет в результате к более высокому количеству остановок упаковочной машины. Для подсчета такого эффекта величина гистерезиса упаковочной машины для сигарет может быть увеличена, так что влияние остановок упаковочной машины для сигарет уменьшается. Следовательно, величину гистерезиса упаковочной машины для сигарет можно расценивать прямо пропорционально эффективности упаковочной машины для сигарет.
Если полная производственная скорость устройства для изготовления сигарет больше полной производственной скорости упаковочной машины для сигарет, если эффективность упаковочной машины для сигарет остается такой же, и эффективность устройства для изготовления сигарет увеличивается, вероятность заполнения буфера будет увеличиваться, и, таким образом, устройство для изготовления сигарет будет останавливаться намного чаще. При таких условиях величина гистерезиса упаковочной машины для сигарет может быть уменьшена, так что упаковочная машина может работать при полной производственной скорости в течение времени столько, насколько это возможно. Схожую ситуацию можно наблюдать, если полная производственная скорость упаковочной машины для сигарет больше полной производственной скорости устройства для изготовления сигарет. Следовательно, величину гистерезиса упаковочной машины для сигарет можно расценивать обратно пропорционально эффективности устройства для изготовления сигарет. Таким образом, можно считать, что:
величина гистерезиса упаковочной машины ∝ (эффективность упаковочной машины/эффективность устройства для изготовления) (8).
Ввиду вышесказанного, авторы настоящего изобретения обнаружили, что скорректированное значение по меньшей мере одного рабочего параметра можно преимущественно определить путем умножения исходного значения по меньшей мере одного рабочего параметра на коэффициент, по существу равный сравнительной эффективности группы в конце времени первого цикла, или на его обратное значение. Таким образом, по существу линейная связь устанавливается во все времена между по меньшей мере одним параметром и отношением между эффективностью упаковочной машины для сигарет и эффективностью устройства для изготовления сигарет, или его обратным значением.
Предпочтительно, исходное значение для по меньшей мере одного параметра определяют как значение по меньшей мере одного параметра, который, при таких условиях, что эффективность устройства для изготовления сигарет по существу равна эффективности упаковочной машины для сигарет, приводит в результате к оптимизированной производственной способности группы. Это может быть достигнуто, например, путем моделирования поведения группы, так что влияние на производственную способность различных значений исходного значения для по меньшей мере одного параметра может удобно оцениваться без необходимости эффективной работы группы.
В ходе работы группы несколько дополнительных циклов могут следовать за первым циклом. Предпочтительно, фактический выход продукции устройства для изготовления сигарет и фактический выход продукции упаковочной машины для сигарет, а также рабочую эффективность устройства для изготовления сигарет отслеживают непрерывно входе времени дополнительного цикла. Таким образом, преимущественно возможно определить текущее значение эффективности устройства для изготовления сигарет и/или эффективности упаковочной машины при любом определенном времени в ходе любого времени дополнительного цикла. Однако, выход продукции устройства для изготовления сигарет и упаковочной машины для сигарет может быть альтернативно измерен при заданных интервалах в ходе любого времени дополнительного цикла. В некоторых предпочтительных вариантах осуществления способ включает работу группы в течение времени дополнительного цикла на основании обновленного по меньшей мере одного рабочего параметра; определение рабочей эффективности устройства для изготовления сигарет в течение времени дополнительного цикла; определение рабочей эффективности упаковочной машины для сигарет в течение времени дополнительного цикла; и определение сравнительной эффективности группы как отношение между рабочей эффективностью устройства для изготовления сигарет и рабочей эффективностью упаковочной машины для сигарет в конце времени дополнительного цикла. Если сравнительная эффективность группы в конце времени дополнительного цикла отличается по меньшей мере на 5 процентов от сравнительной эффективности группы в начале времени дополнительного цикла, по меньшей мере один рабочий параметр повторно устанавливают в дополнительном обновленном значении в зависимости от сравнительной эффективности группы в конце времени дополнительного цикла. Иным образом, если сравнительная эффективность группы в конце времени дополнительного цикла отличается менее чем на 5 процентов от сравнительной эффективности группы в начале времени дополнительного цикла, по меньшей мере один рабочий параметр поддерживают неизменным.
Преимущественным является то, что осуществляют проверку, чтобы выяснить, изменилось ли поведение автоматизированных блоков в группе между началом и концом дополнительного цикла. Это оценивают путем определения любого изменения в сравнительной эффективности группы между началом и концом дополнительного цикла. Если поведение любого одного из автоматизированных блоков в группе оставалось по существу неизменным, нет никакой реальной необходимости в повторной установке по меньшей мере одного параметра. С другой стороны, если произошло соответствующее изменение в поведении любого одного из автоматизированных блоков в группе, тогда предпочтительно, чтобы по меньшей мере один параметр был повторно установлен в обновленном значении, который учитывает изменение.
Предпочтительно, этап повторной установки по меньшей мере одного рабочего параметра включает определение дополнительного обновленного значения по меньшей мере одного рабочего параметра на основании значения отношения между измеренной/определенной рабочей эффективностью устройства для изготовления сигарет и измеренной/определенной рабочей эффективностью упаковочной машины для сигарет в конце времени дополнительного цикла. Если обновленное значение по меньшей мере одного параметра находится в диапазоне от заданного нижнего граничного значения по меньшей мере одного параметра до заданного верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в определенном обновленном значении. Иным образом, если обновленное значение по меньшей мере одного параметра меньше заданного нижнего граничного значения по меньшей мере одного параметра или больше заданного верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр поддерживают неизменным.
В качестве альтернативы, этап повторной установки по меньшей мере одного рабочего параметра может включать определение дополнительного обновленного значения по меньшей мере одного рабочего параметра на основании значения сравнительной эффективности группы в конце времени дополнительного цикла. Если дополнительное обновленное значение по меньшей мере одного параметра находится в диапазоне от нижнего граничного значения по меньшей мере одного параметра до верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в дополнительном обновленном значении. Если дополнительное обновленное значение по меньшей мере одного параметра меньше нижнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в нижнем граничном значении по меньшей мере одного параметра. Если дополнительное обновленное значение по меньшей мере одного параметра больше верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в верхнем граничном значении по меньшей мере одного параметра.
Таким образом, проверку того, что дополнительное обновленное значение попадает в приемлемый диапазон, повторяют в конце каждого дополнительного цикла. Преимущественным является то, что это обеспечивает стабильность работы группы в ходе производства.
В альтернативных вариантах осуществления способ включает работу группы в течение заданного времени дополнительного цикла, на основании отрегулированного по меньшей мере одного рабочего параметра; определение рабочей эффективности устройства для изготовления сигарет в течение времени дополнительного цикла; определение рабочей эффективности упаковочной машины для сигарет в течение времени дополнительного цикла; и определение сравнительной эффективности группы как отношение между рабочей эффективностью устройства для изготовления сигарет и рабочей эффективностью упаковочной машины для сигарет в конце времени дополнительного цикла.
Если рабочая эффективность устройства для изготовления сигарет в конце времени дополнительного цикла меньше исходной эффективности устройства для изготовления, средняя исходная эффективность устройства для изготовления в ходе времени дополнительного цикла принимается как текущее значение рабочей эффективности устройства для изготовления сигарет. Иным образом, если рабочая эффективность устройства для изготовления сигарет в конце времени дополнительного цикла по меньшей мере настолько же большая, как и исходная эффективность устройства для изготовления, рабочая эффективность устройства для изготовления сигарет в конце времени дополнительного цикла принимается как текущее значение рабочей эффективности устройства для изготовления сигарет.
Если рабочая эффективность упаковочной машины для сигарет в конце времени дополнительного цикла меньше исходной эффективности упаковочной машины, средняя исходная эффективность упаковочной машины в ходе времени дополнительного цикла воспринимается как текущее значение рабочей эффективности упаковочной машины для сигарет. Иным образом, если рабочая эффективность упаковочной машины для сигарет в конце второго цикла по меньшей мере настолько же большая, что и исходная эффективность устройства для изготовления, рабочая эффективность упаковочной машины для сигарет в конце второго цикла воспринимается как текущее значение рабочей эффективности упаковочной машины для сигарет.
В таких альтернативных вариантах осуществления способ дополнительно включает определение текущей сравнительной эффективности группы как отношение между текущим значением рабочей эффективности устройства для изготовления сигарет и текущим значением рабочей эффективности упаковочной машины для сигарет. Следовательно, если текущая сравнительная эффективность группы отличается по меньшей мере на 5 процентов от сравнительной эффективности группы в начале времени дополнительного цикла, по меньшей мере один рабочий параметр повторно устанавливают в дополнительном обновленном значении в зависимости от текущей сравнительной эффективности группы. Иным образом, если текущая сравнительная эффективность группы отличается менее чем на 5 процентов от сравнительной эффективности группы в начале времени дополнительного цикла, по меньшей мере один рабочий параметр поддерживают неизменным.
Учитывая среднее значение эффективности автоматизированных блоков в группе, преимущественно возможно ослаблять возможные нарушения, которые могут возникнуть в результате остановок устройства для изготовления сигарет или упаковочной машины для сигарет, вызванных не уровнем заполнения буфера, достигающим 100 процентов или 0 процентов, а другими причинами, такими как преднамеренные прерывания производственного процесса.
Предпочтительно, этап повторной установки по меньшей мере одного рабочего параметра включает определение дополнительного обновленного значения по меньшей мере одного рабочего параметра на основании текущей сравнительной эффективности группы.
В некоторых вариантах осуществления, если дополнительное обновленное значение по меньшей мере одного параметра находится в диапазоне от нижнего граничного значения по меньшей мере одного параметра до верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в дополнительном обновленном значении. Иным образом, если дополнительное обновленное значение по меньшей мере одного параметра меньше нижнего граничного значения по меньшей мере одного параметра или больше верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр поддерживают неизменным.
В альтернативных вариантах осуществления, если дополнительное обновленное значение по меньшей мере одного параметра находится в диапазоне от нижнего граничного значения по меньшей мере одного параметра до верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в дополнительном обновленном значении. Иным образом, если дополнительное обновленное значение по меньшей мере одного параметра меньше нижнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в нижнем граничном значении по меньшей мере одного параметра. Наконец-то, если дополнительное обновленное значение по меньшей мере одного параметра больше верхнего граничного значения по меньшей мере одного параметра, по меньшей мере один рабочий параметр повторно устанавливают в верхнем граничном значении по меньшей мере одного параметра.
Система для реализации способа согласно настоящему изобретению содержит первую группу, содержащую устройство для изготовления сигарет, упаковочную машину для сигарет и буфер, при этом относительно направления перемещения устройство для изготовления сигарет расположено выше по потоку относительно буфера, и упаковочная машина для сигарет расположена ниже по потоку относительно буфера. Работа устройства для изготовления сигарет и упаковочной машины для сигарет зависит от уровня заполнения буфера. Система дополнительно содержит первый датчик для определения уровня заполнения буфера и для измерения выхода продукции устройства для изготовления сигарет и выхода продукции упаковочной машины для сигарет в первой группе. Более того, система содержит блок управления, функционально соединенный с любым из устройства для изготовления сигарет, упаковочной машины для сигарет, буфера или любой их комбинации в первой группе и выполненный с возможностью управления работой первой группы согласно способу, как описано выше.
Блок управления в основном выполнен с возможностью осуществления алгоритма управления в соответствии со способами, описанными выше. Таким образом, блок управления обеспечивает не только корреляцию рабочего состояния устройства для изготовления сигарет и устройства для упаковки сигарет и уровня заполнения буфера, но также проверку и изменение со временем характера и качества такой корреляции, чтобы адаптировать возможные изменения эффективности устройства для изготовления сигарет и/или упаковочной машины для сигарет.
В некоторых вариантах осуществления одна такая система содержит дополнительную группу, содержащую устройство для изготовления сигарет, упаковочную машину для сигарет и буфер, при этом относительно направления перемещения устройство для изготовления сигарет расположено выше по потоку относительно буфера, и упаковочная машина для сигарет расположена ниже по потоку относительно буфера, таким образом, работа устройства для изготовления сигарет и упаковочной машины для сигарет зависит от уровня заполнения буфера. Кроме того, система содержит второй датчик для определения уровня заполнения буфера и для измерения выхода продукции устройства для изготовления сигарет и выхода продукции упаковочной машины для сигарет во второй группе. Блок управления дополнительно функционально соединен с любым из устройства для изготовления сигарет, упаковочной машины для сигарет, буфера или любой их комбинации во второй группе и выполнен с возможностью управления работой первой группы и дополнительной группы согласно способу, как описано выше.
Преимущественным является то, что в системах, в которых две или более таких групп автоматизированных блоков работают параллельно, тот же алгоритм можно осуществлять в различных группах на основании наблюдения поведения всех автоматизированных блоков в системе. Таким образом, вся производственная способность системы может быть преимущественно улучшена.
Настоящее изобретение будет дополнительно описано лишь на примерах, со ссылками на графические материалы с прилагаемыми фигурами, на которых:
на фиг. 1 проиллюстрирован качественный пример параметров, определяющих как именно работа устройства для изготовления сигарет и упаковочной машины для сигарет коррелирует с уровнем заполнения буфера, помещенного между устройством для изготовления сигарет и упаковочной машиной для сигарет;
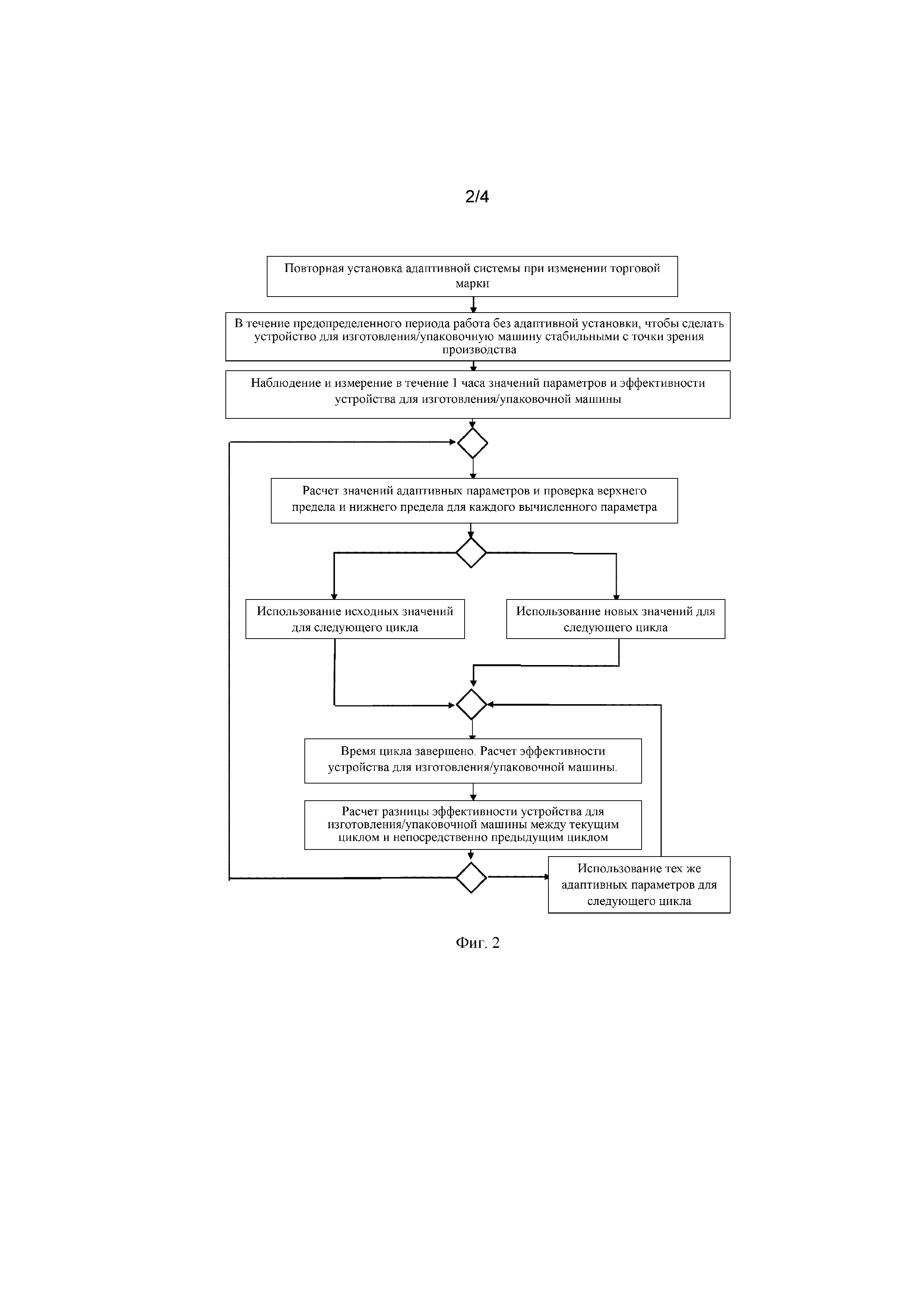
на фиг. 2 представлена блок-схема, иллюстрирующая этапы способа согласно настоящему изобретению;
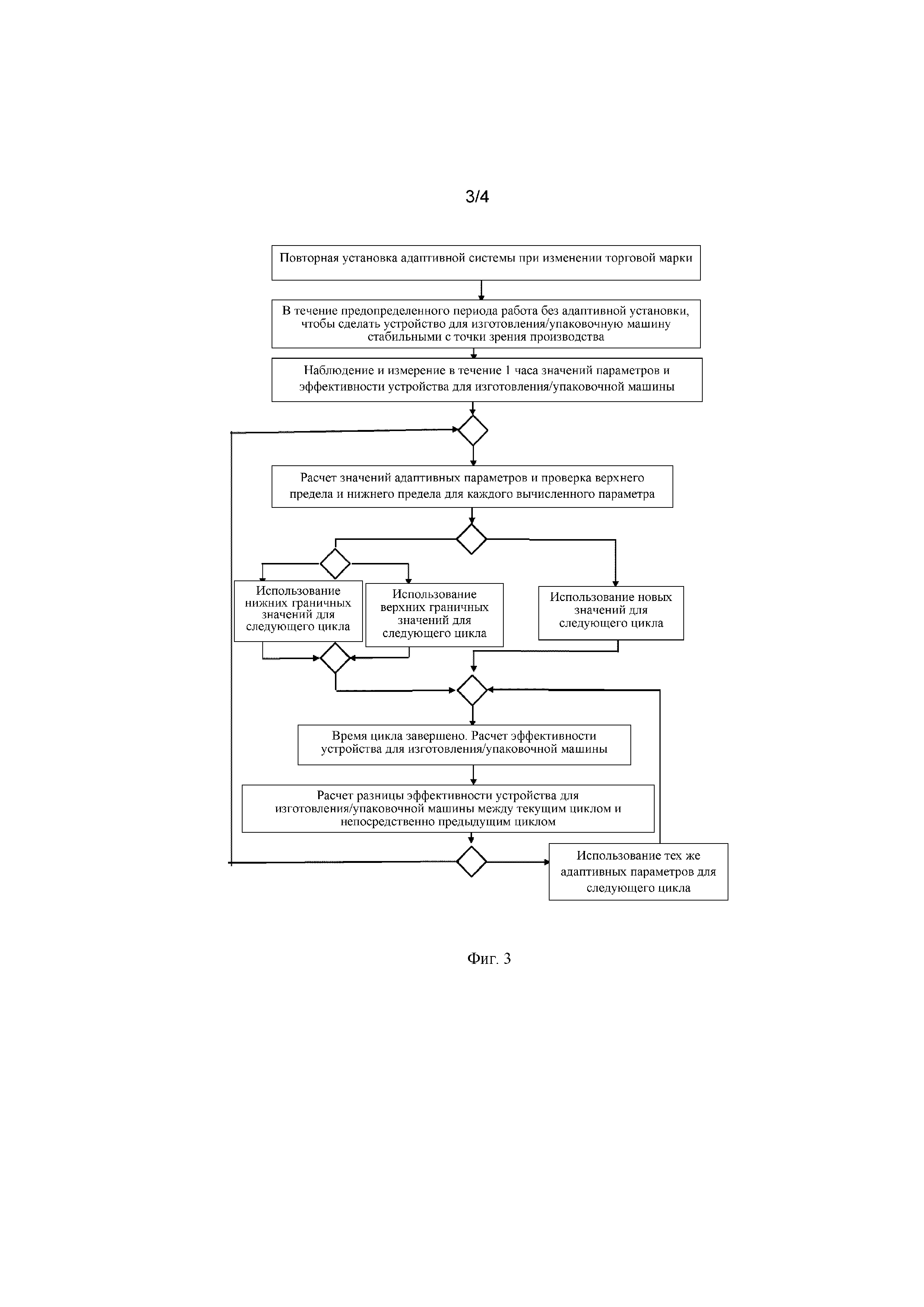
на фиг. 3 представлена блок-схема, иллюстрирующая этапы предпочтительного варианта осуществления способа согласно настоящему изобретению; и
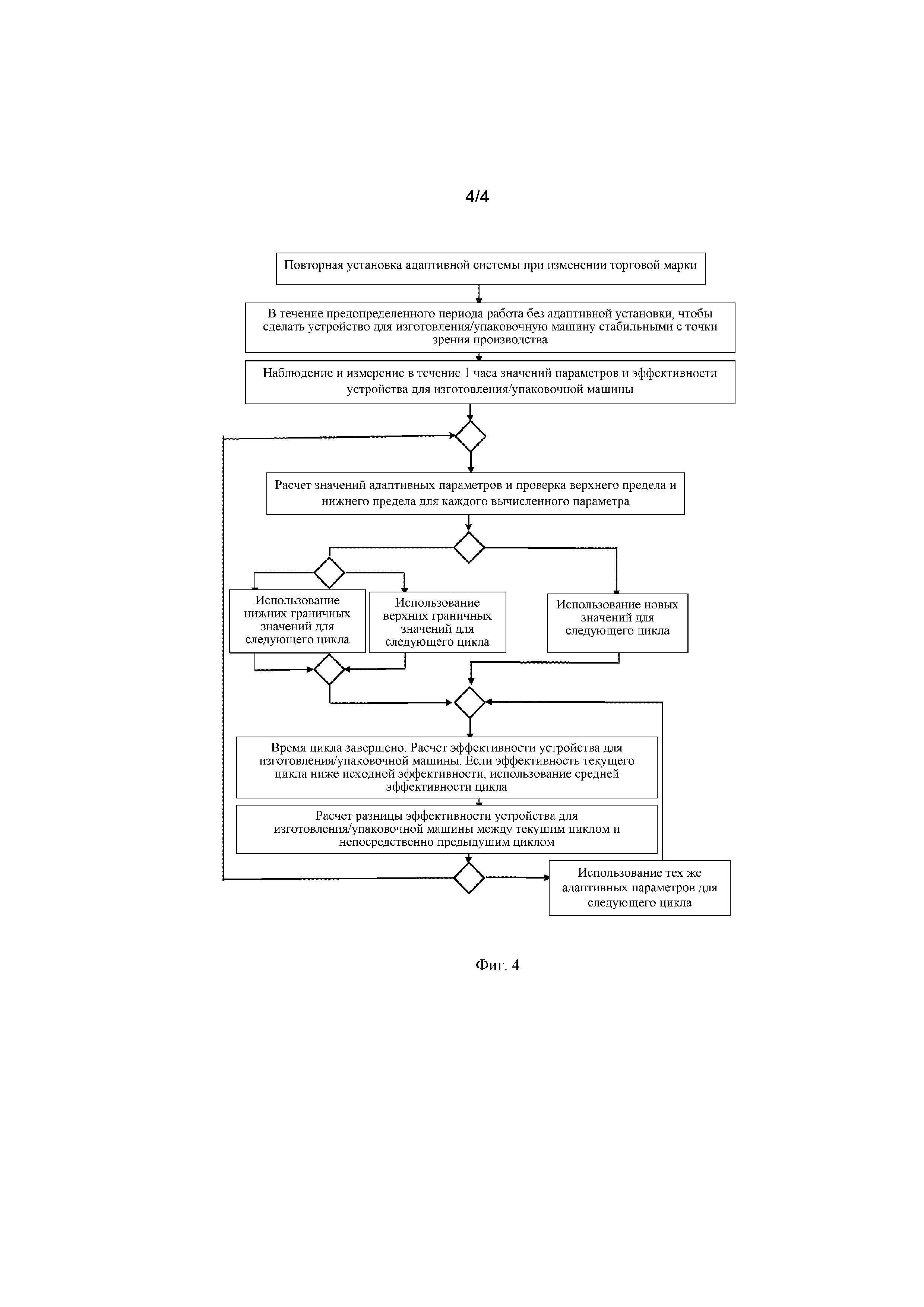
на фиг. 4 представлена блок-схема, иллюстрирующая этапы дополнительного предпочтительного варианта осуществления способа согласно настоящему изобретению.
На фиг. 1 показан ряд рабочих параметров группы, содержащей устройство для изготовления сигарет, упаковочную машину для сигарет и буфер. Параметры коррелируют рабочее состояние устройства для изготовления сигарет и упаковочной машины для сигарет с уровнем заполнения буфера. Они включают начальный предел устройства для изготовления сигарет, предел сниженной скорости устройства для изготовления сигарет, величину гистерезиса устройства для изготовления сигарет, начальный предел упаковочной машины для сигарет, предел сниженной скорости упаковочной машины для сигарет и величину гистерезиса упаковочной машины для сигарет.
Установлена одна такая группа, содержащая PROTOS PM 100 (от компании Hauni Maschinenbau AG, Германия) в качестве устройства для изготовления сигарет, F550 (от компании Focke GmbH, Германия) в качестве упаковочной машины для сигарет и CAPRICORN (от компании ITM, Нидерланды) в качестве буфера. PROTOS PM 100 имеет полную производственную скорость 10000 сигарет/минуту. F550 имеет полную производственную скорость 500 пачек/минуту, при этом каждая пачка содержит 20 сигарет (это также соответствует 10000 сигаретам, производимых каждую минуту). CAPRICORN имеет активную емкость 125000 сигарет со скоростью перемещения выше по потоку и ниже по потоку 10000 сигарет/минуту.
Исходные значения для перечисленных рабочих параметров определяли на основании результатов моделирования, выполненных на том основании, что рабочая эффективность устройства для изготовления сигарет по существу равна рабочей эффективности упаковочной машины для сигарет. Исходные значения выбирали в качестве значений рабочих параметров, которые приводят в результате к оптимизированной производственной способности группы. В следующей таблице 1 перечислены исходные значения, определенные из моделирования.
|
Таблица 1. Исходные значения для рабочих параметров группы
Граничные значения установлены для рабочих параметров для обеспечения стабильной работы группы. В следующей таблице 2 перечислены граничные значения.
|
Таблица 2. Исходные значения для рабочих параметров группы
На фиг. 2 представлена блок-схема, иллюстрирующая первый вариант осуществления способа согласно настоящему изобретению.
Вышеуказанные рабочие параметры группы устанавливали в соответствующих начальных значениях, и группа работала в течение времени первого цикла, составляющего один час. За это время работу группы отслеживали с целью определения рабочей эффективности устройства для изготовления сигарет, рабочей эффективности упаковочной машины для сигарет и их отношения, которое берется как сравнительная эффективность группы.
Через 1 час скорректированные значения рабочих параметров определяли в зависимости от сравнительной эффективности группы. Таким образом, обновленное значение начального предела устройства для изготовления сигарет рассчитывали путем умножения связанного исходного значения на определенное значение сравнительной эффективности группы (см. уравнение 1). Аналогичные расчеты выполняли для предела сниженной скорости устройства для изготовления сигарет, начального предела упаковочной машины для сигарет, предела сниженной скорости упаковочной машины для сигарет и величины гистерезиса упаковочной машины для сигарет (см. уравнения 2, 4, 5 и 6). Обновленное значение величины гистерезиса устройства для изготовления сигарет рассчитывали путем умножения связанного исходного значения на обратное значение определенного значения сравнительной эффективности группы.
Рабочие параметры повторно устанавливали в таких обновленных значениях. Группа работала в течение времени дополнительного цикла, составляющего 1 час. В конце времени дополнительного цикла снова определяли сравнительную эффективность группы. Если сравнительная эффективность группы варьировала по меньшей мере на 5 процентов между началом и концом времени дополнительного цикла, рассчитывали новые обновленные значения для рабочих параметров, как указано выше, и рабочие параметры повторно устанавливали в таких обновленных значениях. Иным образом, если сравнительная эффективность группы варьировала менее чем на 5 процентов между началом и концом времени дополнительного цикла, рабочие параметры оставались неизменными.
По сравнению с идентичной группой, работающей без адаптивного управления, увеличение времени безотказной работы на приблизительно 0,25 процента обнаруживали при работе группы согласно способу, проиллюстрированному на фиг. 2.
На фиг. 3 проиллюстрирован второй вариант осуществления способа согласно настоящему изобретению. Это будет описано только далее, поскольку он отличается от варианта осуществления, показанного на фиг. 2.
Способ, проиллюстрированный блок-схемой на фиг. 3, отличается от вышеописанного варианта осуществления тем, что осуществляют дополнительную проверку сразу после определения обновленных значений рабочих параметров. На практике обновленное значение каждого из рабочих параметров сравнивают с соответствующими граничными значениями. Если обновленное значение попадает в граничные значения, то его используют для повторной установки значения рабочего параметра. Иным образом, если обновленное значение превышает верхнее граничное значение, верхнее граничное значение используют для повторной установки значения рабочего параметра. Если, наконец, обновленное значение ниже нижнего граничного значения, то нижнее граничное значение используют для повторной установки значения рабочего параметра.
По сравнению с идентичной группой, работающей без адаптивного управления, увеличение времени безотказной работы от приблизительно 0,6 процента до приблизительно 0,8 процента было обнаружено при работе группы согласно способу, проиллюстрированному на фиг. 3.
На фиг. 4 проиллюстрирован третий вариант осуществления способа согласно настоящему изобретению. Это будет описано только далее, поскольку он отличается от варианта осуществления, показанного на фиг. 3.
Способ, проиллюстрированный блок-схемой на фиг. 4, отличается от вышеописанного варианта осуществления тем, что осуществляли дополнительную проверку сразу после определения обновленных значений рабочих параметров. На практике текущее значение эффективности устройства для изготовления сигарет и эффективности упаковочной машины для сигарет сравнивали с исходным значением эффективности (например, 30 процентов). Если текущее значение эффективности устройства для изготовления сигарет и эффективности упаковочной машины для сигарет по меньшей мере равно связанному исходному значению, то текущее значение эффективности устройства для изготовления сигарет и эффективности упаковочной машины для сигарет используют для последующей проверки изменения эффективности в ходе времени дополнительного цикла. Иным образом, если текущее значение эффективности устройства для изготовления сигарет и эффективности упаковочной машины для сигарет ниже связанного исходного значения, то среднее значение эффективности в ходе второго цикла обработки используют для последующей проверки изменения эффективности.
По сравнению с идентичной группой, работающей без адаптивного управления, увеличение времени безотказной работы на, приблизительно 0,9 процента было обнаружено при работе группы согласно способу, проиллюстрированному на фиг. 4. Это может привести к увеличению производства на более чем 385000 сигарет в течение производственного периода в три дня.
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения
Параллельное получение водорода, монооксида углерода и углеродсодержащего продукта

