Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ИЗОЛЯТОРА
Вид РИД
Изобретение
Изобретение относится к способу изготовления керамического изолятора согласно родовому понятию пункта 1 формулы изобретения.
Изолирующая способность твердых материалов, например, таких как керамические материалы на основе оксида алюминия, в общем является очень высокой в отношении высоковольтных нагрузок, однако она имеет свои границы в предельном сопротивлении пробою твердых тел. Это справедливо также для высоковольтных изоляторов, в частности, керамических изоляторов для средне- и высоковольтных вакуумных разрядников. Причиной является развитие разряда внутри изоляторов, которое обусловливается плотностью дефектов по направлению поля. При этом диэлектрическая прочность обусловливает пробивную напряженность поля в твердом теле не напрямую в зависимости от длины изолятора, но она пропорциональна корню из длины изолятора. Результатом этого является то, что, в частности, для высоких напряжений более, чем около 100 кВ, все труднее осуществлять необходимую диэлектрическую пробивную прочность, например, вакуумных разрядников для высоковольтного диапазона, то есть, в диапазоне свыше 72 кВ. До сих пор эта проблема, в частности, в случае вакуумных разрядников электротехнического оборудования для передачи и распределения энергии, разрешалась тем, что вместо отдельной цилиндрической конструкционной детали изолятора с большей длиной применялись многочисленные более короткие детали, которые соединялись друг с другом по аксиальному направлению подходящим, вакуумноплотным и механически стабильным способом соединения, например, таким как с помощью твердого припоя. Сопряжение многочисленных таких укороченных изоляторов согласно вышеописанной закономерности внутренней диэлектрической прочности имеет более высокую диэлектрическую прочность, чем имеющий постоянную длину цельный изолятор. Однако в общем и целом этот способ пайки является очень дорогостоящим, так как требуются большие технологические издержки для создания соответствующей вакуумной плотности для соединения.
Поэтому задача изобретения состоит в создании технологически экономично изготавливаемого керамического изолятора для распределительного устройства высокого и среднего напряжения.
Решение задачи состоит в способе изготовления керамического изолятора согласно пункту 1 формулы изобретения, а также в керамическом изоляторе с признаками пункта 9 формулы изобретения.
Соответствующий изобретению способ изготовления керамического изолятора для распределительного устройства высокого и среднего напряжения согласно пункту 1 формулы изобретения при этом представляется в такой форме, что по меньшей мере два осесимметричных керамических структурных элемента соединяются вдоль, то есть, по направлению, их оси симметрии, и между структурными элементами размещается электрически проводящий эквипотенциальный слой. При этом ориентация вдоль и, соответственно, по направлению оси симметрии означает, что на практике при применении предварительно отформованных заготовок они присоединяются друг к другу своими торцевыми поверхностями. Кроме того, структурным элементам также могут быть приданы такие формы, которые отклоняются от осевой симметрии, отчего под понятием ось симметрии в специальных случаях также подразумевается плоскость симметрии. Тем самым также целесообразны эллиптические или многоугольные тела. Способ отличается тем, что исходный материал для эквипотенциального слоя наносится уже перед процессом спекания керамических структурных элементов между ними.
Под понятием структурный элемент при этом понимается самонесущий керамический материал, который получается из так называемой необожженной заготовки, причем в данном случае применяется процесс спекания. При этом заготовкой называется керамический полуфабрикат в необожженном состоянии, который еще легко поддается обработке. Например, заготовка изготавливается прессованием керамического порошка шликерным литьем, при необходимости с добавлением связующего материала, или экструзионным способом. В процессе спекания мелкозернистые керамические или также металлические материалы нагреваются, по обстоятельствам при повышенном давлении, причем, однако температуры остаются ниже температур плавления основных компонентов, так что практически сохраняется внешний вид и, соответственно, форма изделия (с учетом обычной так называемой огневой усадки). При этом, как правило, происходит усадка, причем частицы исходного материала уплотняются, и заполняется поровый объем. При этом проводится различие между твердофазным спеканием и жидкофазным спеканием, причем при твердофазном спекании главным образом в результате диффузионных процессов между отдельными частицами образуются так называемые спеченные перешейки, которые приводят к твердому, в конечном итоге монолитному соединению. Тот же самый процесс также может происходить при участии жидкостной фазы, так что этим путем также создается монолитное соединение между частицами прежней заготовки. В теле в зависимости от состава фаз заготовки диффузионные процессы и процессы плавления могут совместно протекать параллельно во время процесса спекания. Процесс спекания выполняется как термическая обработка при повышенных температурах, обычно температуры составляют между 500° и 1500°, что весьма зависит от сорта применяемого керамического исходного материала, и, соответственно, металлического исходного материала при спекании металлов, который привлекается для изготовления заготовки.
При этом под эквипотенциальными слоями подразумеваются проводящие слои между керамическими структурными элементами, которые имеют более высокую электрическую проводимость, чем керамический материал структурных элементов, и при этом размещаются перпендикулярно относительно оси симметрии, и которые определяют так называемые эквипотенциальные поверхности для аксиальных электрических полей. Тем самым керамический материал внутренне электрически подразделяется на короткие аксиальные фрагменты, в результате чего повышается диэлектрическая прочность отдельных участков, как и всего изолятора в целом. Описываемым способом непосредственного введения эквипотенциальных слоев между необожженными структурными элементами перед процессом спекания явственно технологически упрощается изготовление эквипотенциальных слоев, в частности, при высоких требованиях к вакуумной плотности и электрической изоляции, что обеспечивает возможность экономичного изготовления всего изолятора.
Особенно благоприятным оказывается, когда процесс спекания керамического структурного элемента, и при этом процесс связывания структурных элементов, проводится с участием материала для эквипотенциального слоя, по меньшей мере частично, в той же технологической стадии. При этом под одной и той же технологической стадией подразумевается, что уже предварительно соединенный полуфабрикат изолятора, состоящий из заготовок структурного элемента с размещенным между ними исходным материалом для эквипотенциальных слоев, совместно подвергается термической обработке. В принципе возможно, что для спекания структурных элементов потребуется более высокая или более низкая температура, нежели для образования эквипотенциальных слоев. Тем самым весь процесс может проводиться в два этапа или в целом многоступенчато, причем также в принципе могут преобладать различные атмосферы, и иногда также может иметь место процесс охлаждения. Все эти проводимые последовательно друг за другом отдельные этапы, между тем в которых не проводится никакая механическая обработка материала, в этом случае понимаются как одна и та же технологическая стадия.
Целесообразно, когда исходный материал для эквипотенциального слоя представляет собой металлическую фольгу, металлический порошок, металлическую ткань, проводящий керамический материал или электропроводный стеклообразующий материал. Также могут применяться смеси из указанных материалов, причем, наконец, для необходимой проводимости, которая рассчитывается в отношении варианта применения, подходящий состав материала выбирается так, что целенаправленно регулируется именно эта проводимость. Тогда при выборе исходных материалов для эквипотенциального слоя, наряду с электрической проводимостью материалов, также обращается внимание на их характеристики спекания и, соответственно, способность к связыванию между эквипотенциальным слоем и структурными элементами.
Исходный материал для эквипотенциального слоя предпочтительно наносится между двумя заготовками керамического структурного элемента. В этом варианте сначала изготавливается заготовка согласно классическому описанному способу формования керамического материала, которая служит в качестве полуфабриката для структурного элемента. Теперь между по меньшей мере двумя этими заготовками вводится исходный материал для эквипотенциального слоя, причем теперь этот таким образом сформированный композит направляется в процесс спекания. Этим путем непосредственно во время процесса термической обработки, в котором также происходит процесс спекания, одновременно создается соединение между структурными элементами с образованием эквипотенциального слоя. Тем самым способ связывания и способ спекания при этом исполняются почти синхронно, предпочтительно в одной и той же технологической стадии, причем эта технологическая стадия, как уже упоминалось, может выполняться многоступенчато.
При этом исходный материал для эквипотенциального слоя может быть нанесен способом нанесения покрытия погружением, способом термического напыления, например, таким как плазменное напыление или холодное распыление, кроме того, способом химического или физического осаждения, например, таким как так называемое химическое осаждение из паровой фазы. В дополнение, также возможно применение пленки, в частности, металлической фольги или металлической спеченной порошковой заготовки и, соответственно металлической заготовки в форме полуфабриката.
В альтернативном варианте, для этого исходный материал для эквипотенциального слоя может быть введен также во время заполнения пресс-формы между керамическим исходным материалом заготовок, причем проводится весь процесс формования в целом, в частности, прессованием. Исходный материал для структурного элемента и исходный материал для эквипотенциального слоя тем самым спрессовываются с образованием цельного многослойного полуфабриката. Этот полуфабрикат также затем подвергается обработке в условиях способа термической обработки, который, с одной стороны, включает процесс связывания, и, с другой стороны, процесс спекания, причем при процессе связывания могут иметь место подобные физические явления, например, в форме диффузии и соединения с расплавлением, как при спекании.
Дополнительной составной частью изобретения является керамический изолятор для распределительного устройства высокого и среднего напряжения по меньшей мере с двумя осесимметричными керамическими структурными элементами, причем структурные элементы соединены эквипотенциальным слоем. Керамический изолятор отличается тем, что длина структурных элементов вдоль их оси симметрии составляет между 15 и 35 мм. Вследствие того, что пробивная прочность керамического изоляционного материала находится в корнеквадратичной зависимости от длины керамического структурного элемента, явным увеличением длины отдельного структурного элемента нельзя добиться существенного повышения пробивной прочности. Путем рационального сокращения структурного элемента и соответствующего введения проводящих эквипотенциальных слоев между структурными элементами, применением многочисленных структурных элементов, которые также требуют многочисленных связующих слоев, то есть, эквипотенциальных слоев, может быть при более короткой конструкции изолятора достигнута более высокая или по меньшей мере равновеликая пробивная прочность. Согласно изобретению выяснилось, что при применении структурных элементов, которые при длине между 15 мм и 35 мм, в частности, между 20 мм и 30 мм, можно сформировать изолятор, который обеспечивает значительное укорочение сравнительно с традиционным изолятором из структурных элементов с длиной около 80 мм. При этом достигается оптимальный баланс между укорочением и применением технологически трудоемких и дорогостоящих эквипотенциальных слоев.
Особенно целесообразной эта конструкция является тогда, когда между структурными элементами и по меньшей мере одним эквипотенциальным слоем имеется монолитное соединение, которое, например, является благоприятным при совместном проведении стадии термической обработки для спекания структурных элементов и для связывания их через эквипотенциальные слои в ходе процесса спекания между отдельными частицами исходного материала для эквипотенциального слоя и частицами для керамического исходного материала структурного элемента. В частности, в отношении монолитного соединения речь предпочтительно идет о соединении спеканием.
Дополнительные варианты осуществления и дополнительные признаки изобретения более подробно разъясняются посредством нижеследующих примеров. При этом речь идет о примерных вариантах исполнения, которые не представляют собой ограничения правовой защиты. При этом одинаковые признаки в различных вариантах исполнения обозначены одинаковыми ссылочными позициями.
При этом показано:
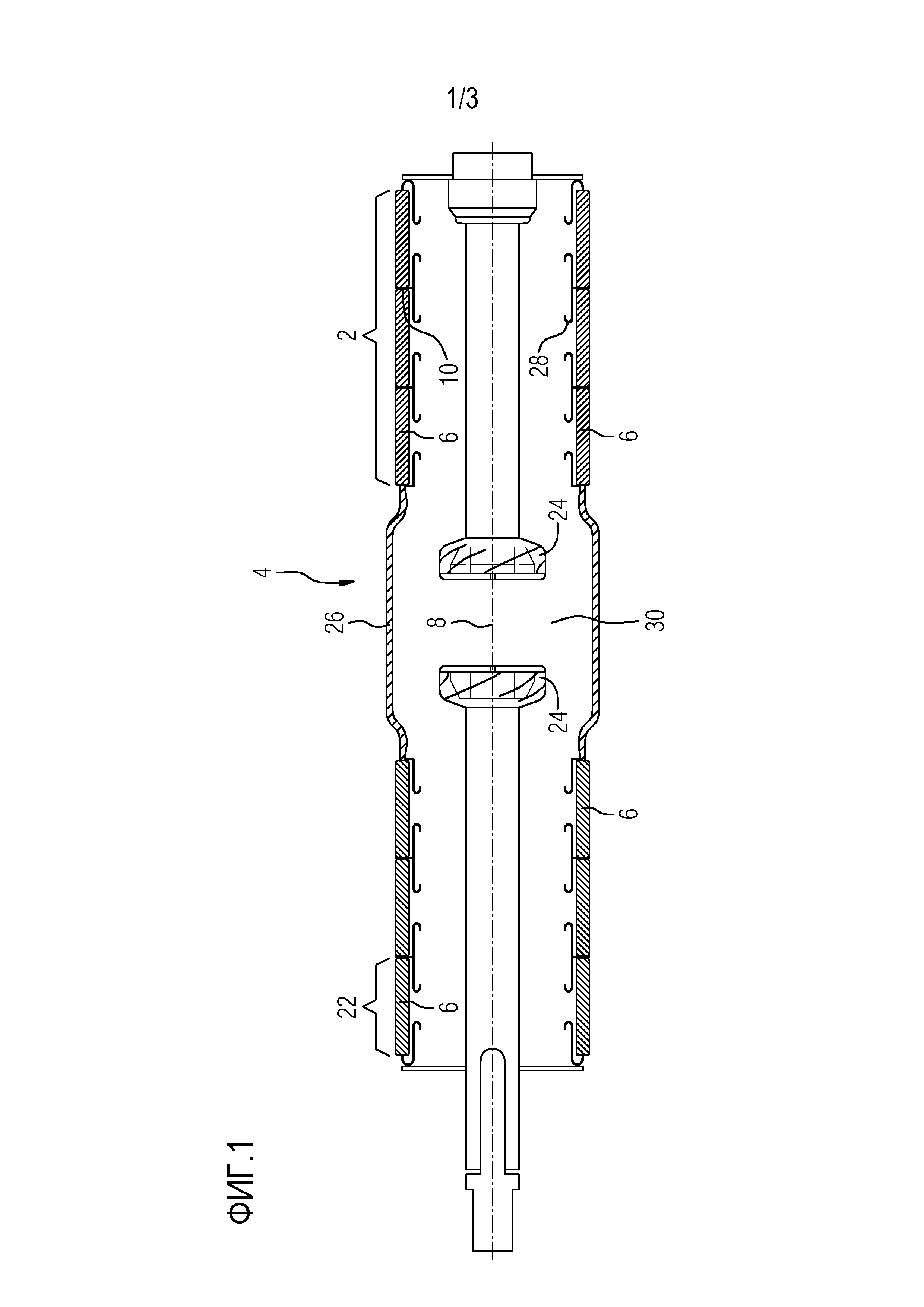
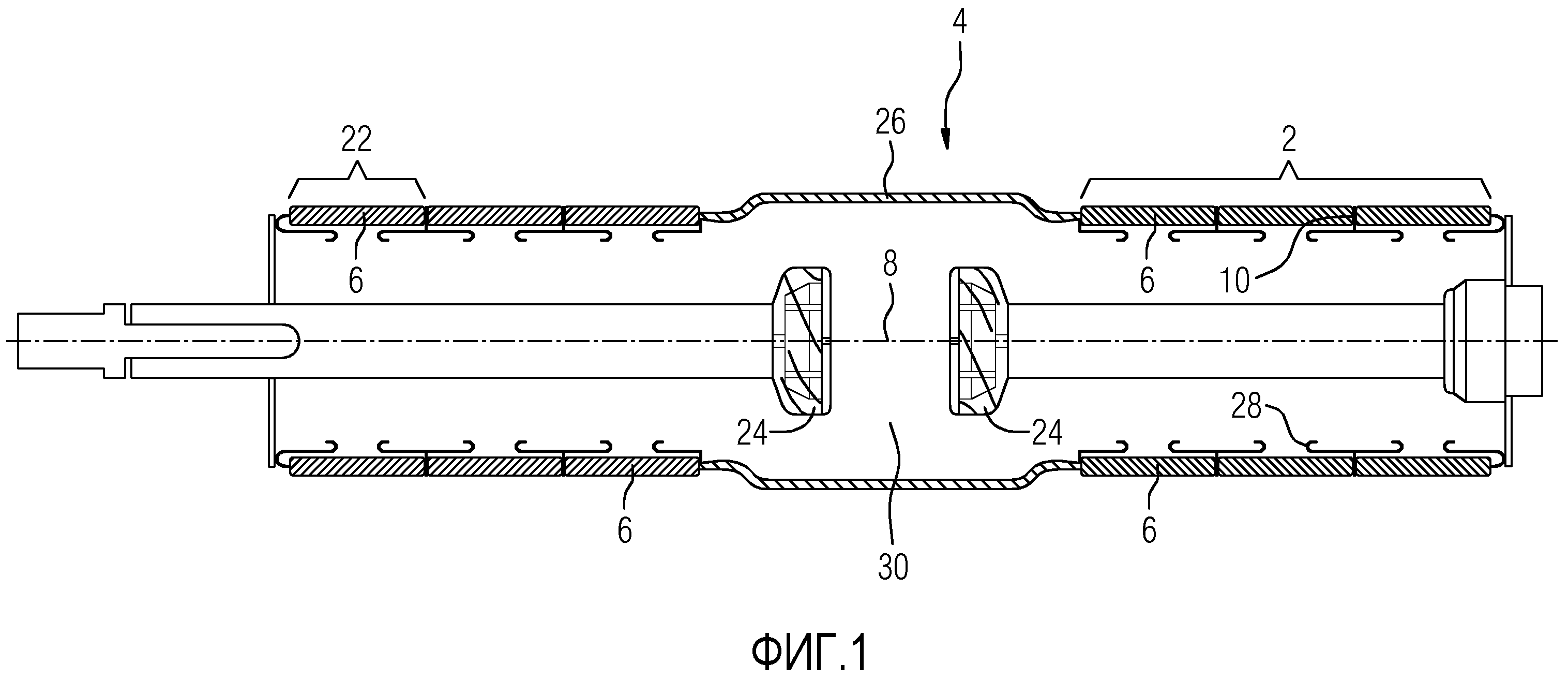
Фигура 1 представляет вид в разрезе вакуумного разрядника с керамическим изолятором,
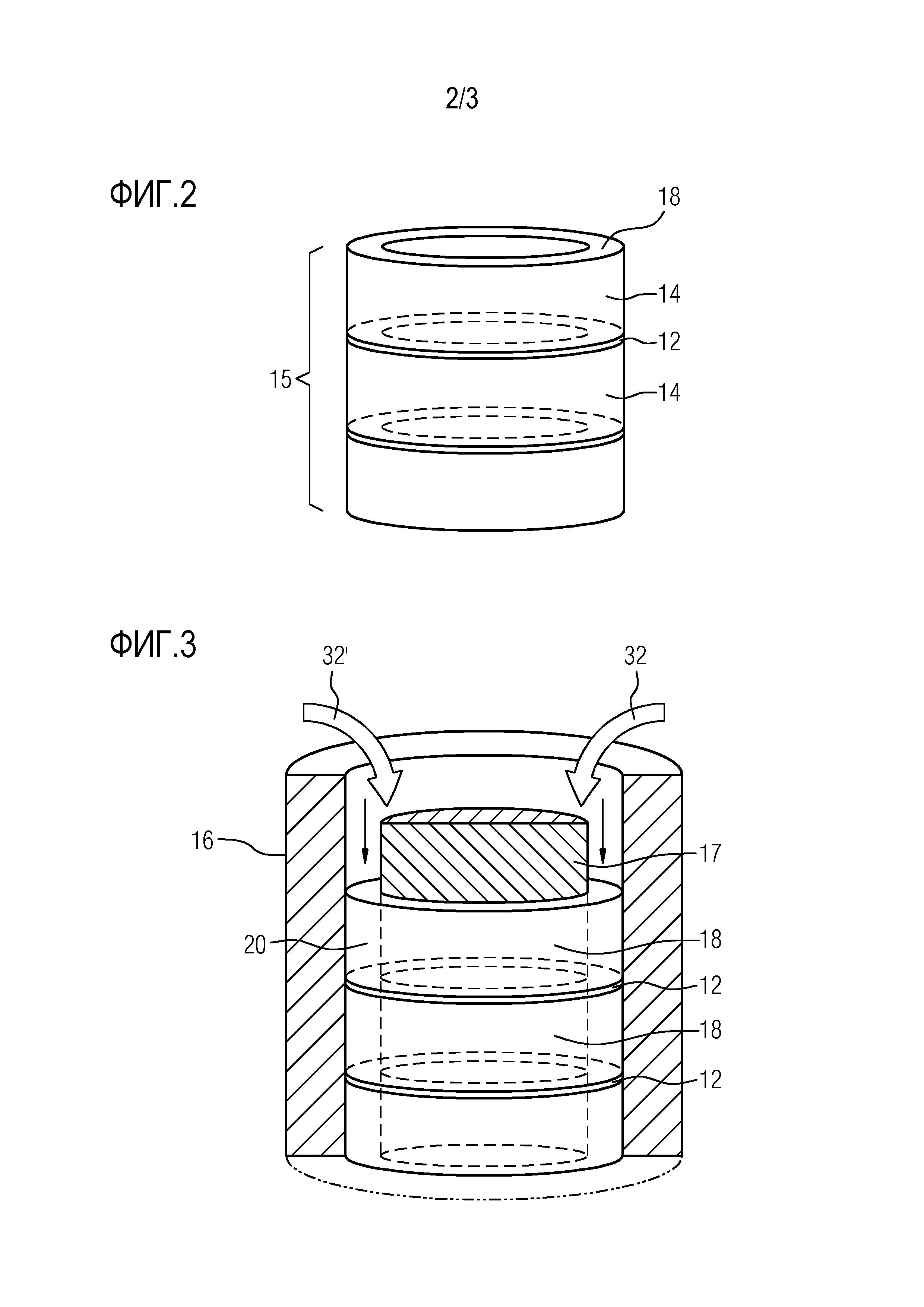
Фигура 2 представляет строение заготовки для структурного элемента, которая составляет пакет с полуфабрикатом эквипотенциального слоя,
Фигура 3 представляет формовочный инструмент с размещенной в нем многослойной заготовкой, и
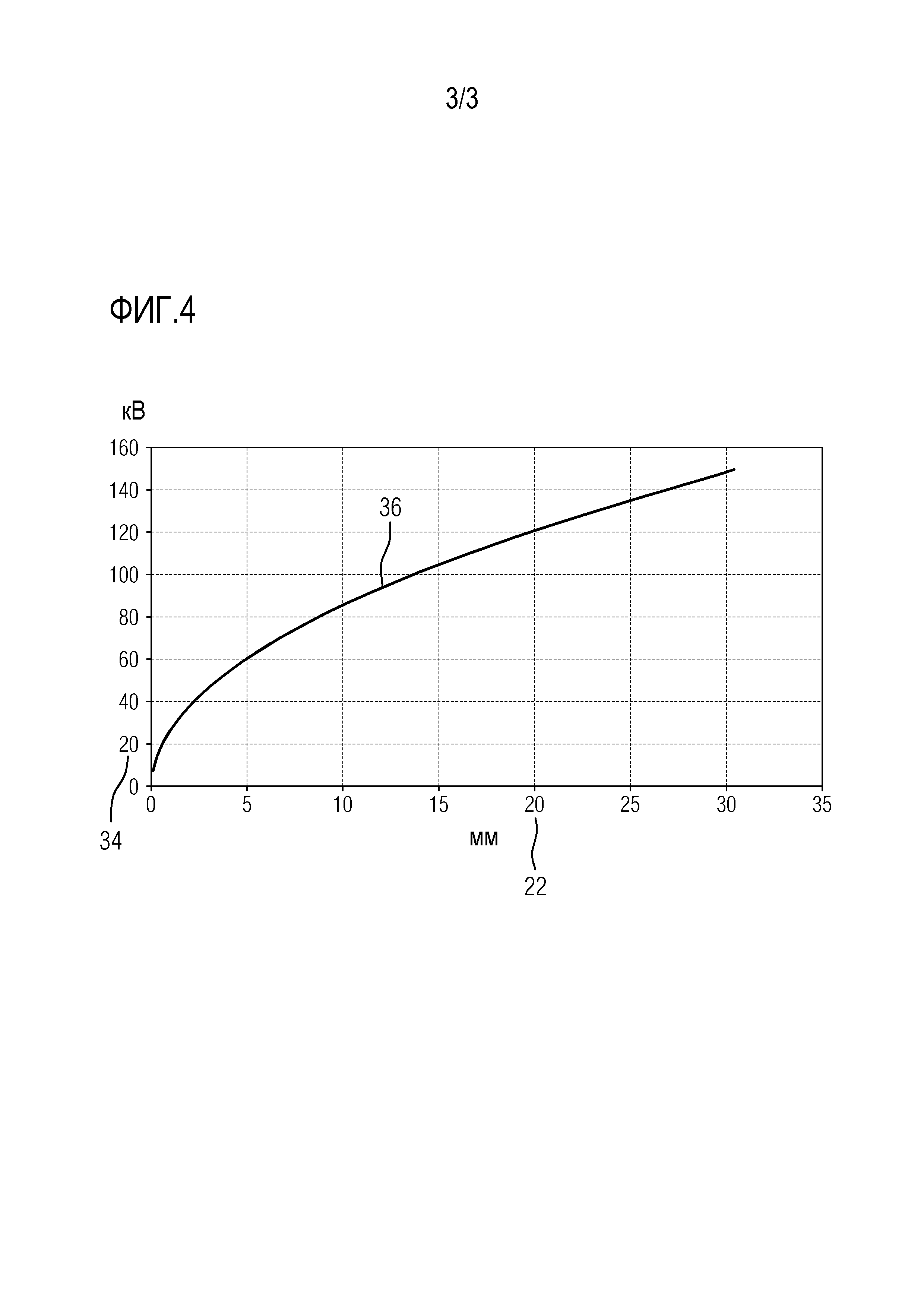
Фигура 4 представляет параболическую взаимозависимость между пробивной напряженностью поля керамических изоляторов и их длиной.
На Фигуре 1 представлено распределительное устройство 4, которое имеет керамический изолятор 2, причем керамический изолятор 2 включает два или более керамических структурных элементов 6, которые отделены друг от друга эквипотенциальными слоями 10. Эти эквипотенциальные слои 10 согласно прототипу представляют собой слои припоя или металлические кольца, которые припаяны между структурными элементами. Во многих случаях эти эквипотенциальные слои 10 или металлические соединительные слои также имеют экранирующие листы 28, которые экранируют силовые линии электрического поля от поверхностей керамических структурных элементов 6 и соответственно отводят на эквипотенциальные слои 10. Структурные элементы 6 и, соответственно, керамический изолятор 2, выстроены осесимметрично вдоль оси 8 симметрии, причем они при этом, как правило, представлены как вращательно-симметричные. В принципе все распределительное устройство, как правило, выполнено имеющим вращательную симметрию с различными радиусами поперечного сечения. При этом керамический изолятор 2 представляет собой составную часть общего корпуса 26 распределительного устройства 4. В распределительном устройстве 4 в вакуумной разрядной камере 30 размещены коммутационные контакты 24, которые выполнены подвижными вдоль оси симметрии 8, и которые могут быть сведены или, соответственно, разведены перемещением электрического контакта в распределительном устройстве 4.
На Фигуре 2 приведено изображение наслоенного композита 15, который состоит как из заготовок 14, которые служат в качестве полуфабрикатов для керамических структурных элементов 6, так и из исходного материала 12 для эквипотенциальных слоев 10. При этом по меньшей мере две заготовки 14 и исходный материал 12 наслоены друг на друга, причем в этом варианте исполнения предусматривается, что заготовка 14 сформирована в отдельном процессе уже имеющей вращательную симметрию. При этом, например, применяется способ шликерного литья или способ аксиального или неаксиального прессования. Показанный на Фигуре 2 пакет 15 теперь направляется на технологическую стадию термической обработки. При этом процесс термической обработки проводится многоступенчато, причем приспосабливается в зависимости от конструкции и физических и химических свойств отдельных исходных материалов 12 и, соответственно, керамического исходного материала 18 для заготовки 14. В ходе термической обработки протекает процесс спекания так, что исходный материал 18 керамических компонентов уплотняется согласно описанному механизму спекания. Одновременно происходит сопоставимый процесс, который основывается на таком же физическом явлении, причем здесь также по обстоятельствам происходит уплотнение в результате диффузионных процессов и/или процессов плавления, которые в этом случае называются спеканием. В результате этого процесса исходный материал 12 преобразуется в окончательный эквипотенциальный слой 10, который затем образует вакуумно-плотный, по меньшей мере частично электрически проводящий слой между теперь готовыми структурными элементами 6.
Альтернативный подход согласно Фигуре 3 состоит в том, что в формовочный инструмент для всех соединяемых заготовок 14 попеременно укладываются исходный материал 18 для заготовки 14 структурного элемента 6 и затем исходный материал 12 для эквипотенциального слоя 10. Это заполнение может выполняться шликерным литьем или засыпкой порошков. Затем выполняется уплотнение, которое, например, проводится в изображенной пресс-форме 16 путем уплотнения посредством непоказанного соответствующего пуансона, что не иллюстрировано из соображений наглядности. При этом следует упомянуть, что для создания полости и, соответственно, формирования кольцеобразного и, соответственно, цилиндрического керамического изолятора в середине пресс-формы 16 размещается дорн 17. Стрелками 32 и 32' наглядно показано попеременное заполнение различными исходными материалами 12 и 18.
Изготовленная таким образом многослойная заготовка 20 подвергается аналогичной термической обработке, которая уже описана в отношении конструкции на Фигуре 2. При этом также это приводит к спеканиям и, соответственно, образованию спеченных перешейков между отдельными частицами внутри структурного элемента 6 и, соответственно, внутри эквипотенциального слоя 10, и в области связывания между структурным элементом 6 и эквипотенциальным слоем 10. Тем самым здесь в заготовке 20 согласно Фигуре 3, как и в композите согласно Фигуре 2, образуется монолитное соединение между структурным элементом 6 и эквипотенциальным слоем 10.
На Фигуре 4 приведено изображение характеристики пробивного напряжения 34 в зависимости от длины и, соответственно, высоты структурного элемента 6. Сама кривая, которая представляет корнеквадратичную взаимозависимость указанных величин, обозначена ссылочной позицией 36. Вследствие корнеквадратичной конфигурации кривой 36 очевидно, что при увеличении длины структурного элемента 6 не происходит значительное повышение пробивного напряжения 34. Для случая, что должны быть представлены изоляторы для очень высоких напряжений, то есть, для напряжений в диапазоне 450 кВ, многочисленные отдельные структурные элементы размещаются друг за другом и связываются между собой трудоемким способом пайки, в частности, твердым припоем для обеспечения вакуумной плотности. Для этого нанесения расплавленного припоя, как правило, требуются также дорогостоящие соединения с использованием серебра, вследствие чего способ пайки является технологически трудоемким и высокозатратным. Для рассчитанного на 450 кВ устройства при этом согласно прототипу обычно три структурных элемента длиной 80 мм соответственным образом связываются друг с другом трудоемким способом пайки. Длина всего керамического изолятора согласно прототипу составляет 240 мм.
Описанная технологическая конфигурация сравнительно со способом пайки является явно более экономичной, так как способ связывания и способ спекания структурного элемента выполняется в одной или по меньшей мере частично одной технологической стадии, то есть, in-situ. Благодаря этому явственно упрощается изготовление в отношении технологических издержек. Как оказалось, этим путем для такой же необходимой пробивной прочности на уровне 450 кВ требуются только четыре структурных элемента, которые имеют высоту структурного элемента 6 и, соответственно, их заготовки 14, которая варьирует между 15 мм и 35 мм, предпочтительно между 20 мм и 30 мм. Они связываются друг с другом тремя связующими соединениями, и при этом имеют три эквипотенциальных слоя 10. Этим путем увеличения числа эквипотенциальных слоев 10 на один дополнительный эквипотенциальный слой совокупная длина изолятора может быть сокращена на 80 мм, то есть, примерно на треть изолятора согласно прототипу. Напротив, получается дополнительный эквипотенциальный слой, который, однако, описанным способом может быть изготовлен явно более экономичным путем, чем используемый согласно прототипу способ пайки.
Способ дифференциальной защиты и устройство для дифференциальной защиты
Способ управления многофазным выпрямителем переменного тока с распределенными накопителями энергии при низких выходных частотах
Компрессор для газовой турбины
Элемент горелки и горелка с коррозионно-стойкой вставкой
Плавильная печь
Абсорбент, способ его получения и его применение
Способ и устройство для классификации генерирующих звук процессов
Электронный предохранитель блока электропитания
Конструктивный элемент с каталитической поверхностью, способ его изготовления и применение этого конструктивного элемента
Способ сварки и конструктивный элемент
Устройство для выделения ферромагнитных частиц из суспензии
Силовой переключатель постоянного напряжения

