Результат интеллектуальной деятельности: Способ пространственной стабилизации дуги
Вид РИД
Изобретение
Изобретение относится к области электрометаллургии и может быть использовано для прецизионной сварки, наплавки и изготовления деталей способом 3D-печати.
Способы лазерно-дуговой сварки, резки, обработки поверхности и устройства для их практической реализации были предложены в конце 20 века. Дальнейшие исследования в этой области были направлены на изучение технологических возможностей лазерно-дуговых процессов, а также на исследование взаимодействия лазерного излучения с плазмой дугового разряда, приводящего к нарушению аддитивности теплового воздействия на изделие. Последнее означает, что комбинированный лазерно-дуговой источник тепла может обеспечить более высокую скорость металлообработки, чем дуговой или лазерный источники в отдельности при эквивалентной эффективной мощности. Таким образом, развитие и совершенствование способов лазерно-дуговой обработки металлов является актуальной задачей.
Из уровня техники известен способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм [Романцов А.И. и др. // Патент РФ №2660791 09.07.2018. Бюл. №19] - аналог. На свариваемую поверхность воздействуют двумя лазерными лучами и электрической дугой: первый лазерный луч оплавляет свариваемые кромки для формирования сварочной ванны, второй лазерный луч в комбинации с дуговой сваркой на расстоянии 50-70 мм от первого формируют единую сварочную ванну, причем второй лазерный луч и дуговая горелка образуют между собой угол (50-60)°. Предлагаемый способ минимизирует или полностью исключает риск образования кристаллизационных трещин и пор, но не пригоден для прецизионной сварки, наплавки и изготовления деталей способом 3D-печати. Изобретение может быть использовано только для сварки крупногабаритных заготовок из углеродистой стали, т.к. большие подводимые мощности лазерного излучения (15-32 кВт) и сварочной дуги (5,4-15 кВт) не позволяют вести процесс сварки тонколистовых заготовок и наплавки тонкодисперсного порошка.
Из уровня техники известен способ гибридной лазерно-дуговой сварки [Романцов А.И. и др. // Патент РФ №2640105. 26.12.2017. Бюл. №36] - аналог. Способ заключается в одновременном воздействии на поверхность свариваемых деталей лазерного луча, направленного перпендикулярно к свариваемой поверхности и дуги, причем присадочный материал используют в виде двух проволок, которые вместе с защитным газом подают под углом к поверхности детали из одного сопла с образованием сдвоенной дуги, ток в каждой дуге не превышает 500А. По утверждению авторов применение двух источников тепловой энергии одновременно позволяет снизить затраты тепловой энергии, необходимые для расплавления проволок лазерным лучом, и увеличить глубину проплавления. Поэтому предлагаемый способ применяют только для сварки деталей стык в стык, преимущественно труб большого диаметра с толщиной стенок до 45 мм, но он не пригоден для прецизионной сварки, наплавки и изготовления деталей способом 3D-печати, где требуется сочетание малой подводимой мощности и высокой точности позиционирования анодного пятна дуги.
Из уровня техники известен способ гибридной лазерно-дуговой сварки продольного шва трубы [Романцов А.И. и др. // Патент РФ №2637035 29.11.2017. Бюл. №34] - аналог. Повышение качества сварного шва при сварке заготовок с максимально допустимым зазором достигается одновременным использованием двух лазерных лучей со стороны наружной поверхности стыка кромок трубной заготовки и образующих с дугой единую сварочную ванну при подаче присадочной проволоки в зону плавления. Электрическую дугу располагают позади лазерных лучей, которые лежат в одной плоскости, перпендикулярной направлению сварки, и пересекающихся в области фокуса, расположенного выше поверхности заготовки, причем область расфокусировки попадает на соответствующую противоположную кромку стыка. Такой способ гибридной сварки возможно применить только для изделий, имеющих зазор и разделку кромок под определенным углом при заданной толщине свариваемой детали. Способ не пригоден для прецизионной сварки, наплавки и изготовления деталей способом 3D-печати и не позволяет позиционировать анодное пятно дуги с высокой точностью.
Из уровня техники известен способ лазерно-дуговой сварки вертикальных стыков толстолистовых стальных конструкций [Андреева О.Я. и др. // Патент РФ №2578303 27.03.2016. Бюл. №9] - аналог. Дуговую горелку располагают перед лазерным лучом по ходу его движения, разделку кромок выполняют Х-образной формы, угол раскрытия которой не более 20° с каждой ее стороны, а притупление составляет от 40 до 50% от толщины заготовок. Сварку Х-образной разделки выполняют за один проход при движении гибридной лазерно-дуговой сварочной головки сверху вниз с расположением лазерного луча перпендикулярно участку поверхности зоны соединения. Последующее заполнение разделки с каждой ее стороны выполняют с поперечными колебаниями лазерно-дуговой головки. Достигается высокое качество сварных соединений за счет повышения прочности, отсутствия несплавлений и уменьшения размеров зоны термического влияния. Лазерно-дуговую сварку проводили на волоконном лазере ЛС-25 с оптическим волокном диаметром 400 мкм при средней мощности лазерного излучения 15 кВт и с использованием дугового сварочного источника питания Jackie InnoMIG 500, со средними значениями сварочного тока IСВ=410 А и напряжения UCB=23,7B. В качестве плавящегося электрода использовали сплошную проволоку OK Autrod 12.51 диаметром 1,2 мм, при скорости подачи проволоки 15,5 м/мин, скорости сварки 1,4 м/мин, защитном газе с составом: 5% СO2+95% Аr. Получили сварной шов глубиной 20 мм. Недостатком способа, наряду с большой подводимой мощностью в зону плавления, является большая скорость истечения газа около 1,5 м/с, в соответствии с заявленной технической характеристикой на сварочный источник питания Jackie InnoMIG 500 (расход газа преимущественно зависит от сварочного тока.6-8 л/мин.). Способ не пригоден для наплавки металлических порошков при изготовлении деталей способом 3D-печати и не позволяет позиционировать анодное пятно дуги с высокой точностью.
Из уровня техники известен способ лазерно-дуговой сварки плавящимся электродом стыковых соединений из алюминиевых сплавов [Андреева О.Я. и др. // Патент РФ №2572671. 20.01.2016 Бюл. №2] - аналог. Сварку деталей осуществляют при одновременном воздействии лазерного луча и дуги в одну сварочную ванну в среде инертного газа. Лазерный луч фокусируют над поверхностью свариваемых деталей с диаметром пятна на поверхности, равным (0,4-0,6) мм, впереди дугового разряда на расстоянии(0,1-0,2) диаметра электрода с пороговой плотностью мощности, необходимой для начала процесса сварки. По ходу движения лазерный луч наклоняют вперед на угол 8-9°. Дуговую горелку располагают позади лазерного луча под углом 40-50°. Изобретение обеспечивает получение стабильного по глубине сварного шва при минимально возможных энергетических затратах и высокой скорости процесса сварки. Изобретение относится к технологическим процессам сварки стыковых соединений алюминиевых сплавов, которые используются при создании комбинированных конструкций в авиационной промышленности. Недостаток этих способов заключается в высокой энергоемкости процесса из-за необходимости расплавления основного металла, присадочного материала и нагрева защитного газа, а также усложнения всего технологического процесса за счет импульсной модуляции для устранения поглощения и рассеяния лазерного излучения сварочными аэрозолями, интенсивно образующимися над ванной расплава при воздействии дуги плавящимся электродом. Специальная подготовка кромок с учетом углов наклона лазерного луча и дугового разряда также значительно усложняет технологический процесс сварки и является существенным недостатком при использовании предлагаемого способа при сварке других материалов кроме алюминия. Способ не пригоден для прецизионной сварки, наплавки и изготовления деталей способом 3D-печати и не позволяет позиционировать анодное пятно дуги с высокой точностью.
Из уровня техники известна схема комбинированного лазерно-дугового процесса сварки с различным пространственным расположением источников тепла [Д.М. Гуреев и др. Лазерно-дуговая обработка железоуглеродистых сплавов с эмиссионными покрытиями и углерод-углеродных композиционных материалов // Известия Самарского научного центра РАН. - 2000. - Т.2. - №1. - С. 21-32.] - прототип. В работе рассмотрены энергетические характеристики и технологические возможности лазерно-дугового процесса обработки металлов. Технический результат - стабилизация опорного пятна электрической дуги на поверхности металлических материалов с низкой интенсивностью лазерного излучения - достигается только при использовании дуги обратной полярности, при объединении зон теплового воздействия лазерного луча и дуги в пределах единой сварочной ванны, причем лазерный луч может быть направлен как коллинеарно, так и под углом к оси дугового разряда. Взаимодействие излучения СО2-лазера с анодной областью дуги, приводит к локальному повышению температуры и, следовательно, в соответствии с принципом минимума Штеенбека, к увеличению электропроводности и снижению напряжения дугового разряда, стабилизируя хаотичные перемещения дуги по поверхности металла. Комбинированное использование лазера и дуги позволяет повышать производительность процесса металлообработки не за счет дорогостоящей энергии лазерного излучения, а за счет гораздо более дешевой энергии электрической дуги. Существенными недостатками прототипа являются: 1) большая мощность лазерного излучения, требуемая для обеспечения стабилизации анодной области дуги в пятне лазерного нагрева на поверхности металла при использовании дуги прямой полярности (в прототипе мощность излучения СO2 лазера непрерывного действия ЛГН-702 составляет 600 Вт при потребляемой мощности из сети около 20 кВт) - эффект стабилизации анодного пятна носит пороговый характер по отношению к интенсивности лазерного излучения (q) q≥(105-106) Вт/см2 - значения, при которых реализуется режим кинжального проплавления; 2) нанесение эмиссионных покрытий на поверхность металла (окислов ВаО и СаО) загрязняет ванну расплава нежелательными примесями. Все перечисленные недостатки делают невозможным применение прототипа для прецизионной сварки, наплавки и изготовления деталей способом 3D-печати, где требуется сочетание малой подводимой мощности в зону расплава с высокой точностью позиционирования анодного пятна.
Задачей настоящего изобретения является разработка способа пространственной стабилизации плазменного канала электрической дуги, пригодного для применения в прецизионной сварке, наплавке и изготовления деталей способом 3D-печати.
Поставленная задача решается с помощью лазерного излучения, направленного перпендикулярно оси дугового разряда, причем плотность мощности лазерного излучения находится в диапазоне 50-100 Вт/см2.
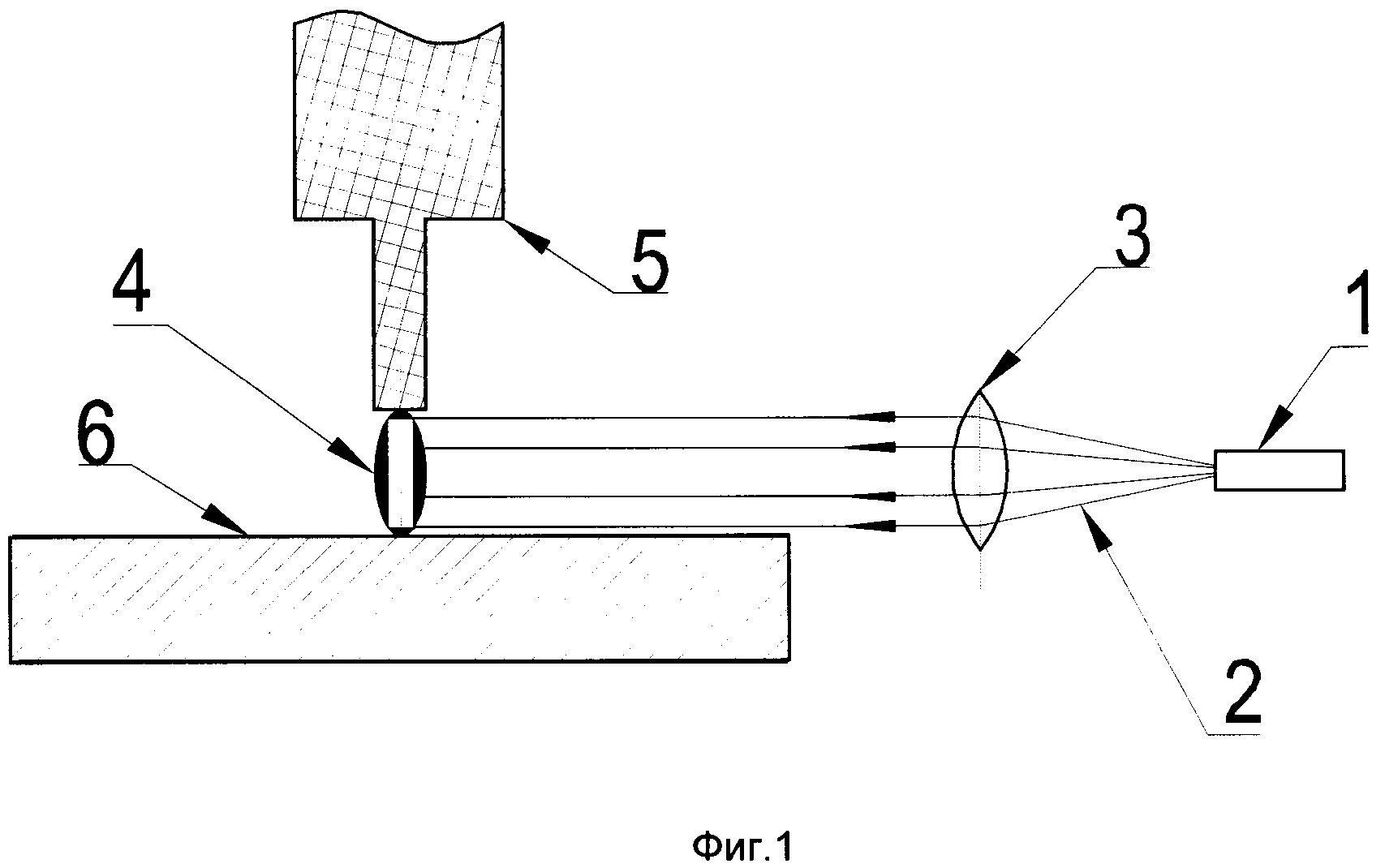
Анодная область дугового разряда с малым падением напряжения наиболее подвержена влиянию внешних факторов: конвективных потоков рабочего газа, эмиссии ионов металла - материала анода, пульсациям тока и напряжения дуги, приводящих к флуктуациям пространственного положения анодного пятна в технологических процессах сварки, наплавки и обработки поверхности. Несмотря на то, что ряд особенностей поведения электрических дуг до сих пор не находит своего теоретического обоснования в физике плазмы и часто носит феноменологический характер, в основе явления дугового разряда лежит представление о взаимодействии сил электрической и магнитной природы с веществом. Поэтому одним из наиболее эффективных способов пространственной стабилизации дуги было выбрано воздействие электромагнитного поля лазерного излучения на плазму дугового разряда. Технический результат достигается за счет действия пондеромоторных сил электромагнитного поля, возникающих в результате абсорбции лазерного излучения плазмой дугового разряда. Полный ток в плазме дугового разряда складывается из тока проводимости и тока поляризации, который связан с периодическими смещениями положения электрона под действием осциллирующего поля. Поскольку скорость свободных колебаний электрона сдвинута по фазе на π/2 по отношению к фазе поля, то в среднем по времени поле не совершает работы - электрон только однажды приобретает энергию колебаний и джоулева тепла ток поляризации не дает и, следовательно, к диссипации поля не приводит. Таким образом, мощность падающего излучения электромагнитной волны не играет существенной роли на процессы поляризации в плазме. В условиях, когда частота поля превышает плазменную частоту (а для оптических частот это условия выполняется почти всегда), коэффициент преломления и коэффициент поглощения электромагнитной волны зависят только от электронной плотности. При взаимодействии с лазерным излучением дуга действует в комбинированном процессе более эффективно и передает энергию электрического поля изделию в локализованной области анодного пятна без значительных флуктуаций своего пространственного положения. На фиг. 1 представлена схема реализации способа пространственной стабилизации дуги, где цифрами обозначены: (1) - полупроводниковый УФ лазерный диод (2) - лазерный луч; (3) - коллиматор, формирующий луч, направленный перпендикулярно на дуговой разряд; (4) - дуговой разряд; (5) - катод; (6) - анод.
Способ реализуется следующим образом: лазерный луч (2), сгенерированный диодом (1), пройдя через коллиматор (3), направлен в область дугового разряда перпендикулярно оси дуги. В результате абсорбции лазерного излучения с интенсивностью q≤100 Вт/см2 плазма дугового разряда поляризуется и, благодаря действию пондеромоторных сил, пространственное положение дуги стабилизируется. Интервал значений плотности мощности выбран экспериментально: при плотности мощности менее 50 Вт/см2 не наблюдается достаточной стабилизации дуги; при плотности мощности свыше 100 Вт/см2 не наблюдается дальнейшего положительного эффекта.
Пример 1. Лазерное излучение направлено перпендикулярно оси дуги в виде коллимированного луча. Плотность мощности излучения 25 Вт/см2. Стабилизации пространственного положения дуги не наблюдается.
Пример 2. Лазерное излучение направлено перпендикулярно оси дуги в виде коллимированного луча. Плотность мощности излучения 50 Вт/см2. Наблюдается стабилизация пространственного положения дуги, выражающееся в том, что среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины шва в 2,5 раза меньше, чем в отсутствии лазерного излучения.
Пример 3. Лазерное излучение направлено перпендикулярно оси дуги в виде коллимированного луча. Плотность мощности излучения 75 Вт/см2. Наблюдается стабилизация пространственного положения дуги, выражающееся в том, что среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины шва в 3,3 раза меньше, чем в отсутствии лазерного излучения.
Пример 4. Лазерное излучение направлено перпендикулярно оси дуги в виде коллимированного луча. Плотность мощности излучения 100 Вт/см2. Наблюдается стабилизация пространственного положения дуги, выражающееся в том, что среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины шва в 3,3 раза меньше, чем в отсутствии лазерного излучения.
Пример 5. Лазерное излучение направлено перпендикулярно оси дуги в виде коллимированного луча. Плотность мощности излучения 150 Вт/см2. Не наблюдается дальнейшего положительного эффекта стабилизации пространственного положения дуги, выражающегося в том, что среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины шва в 3,3 раза меньше, чем в отсутствии лазерного излучения.
Таким образом, предложенный способ пространственной стабилизации дуги является перспективным для прецизионной сварки, наплавки и изготовления деталей способом 3D-печати.
Способ пространственной стабилизации дуги, использующий комбинированный лазерно-дуговой источник тепла, отличающийся тем, что лазерное излучение направлено перпендикулярно оси дугового разряда, а плотность мощности составляет 50-100 Вт/см.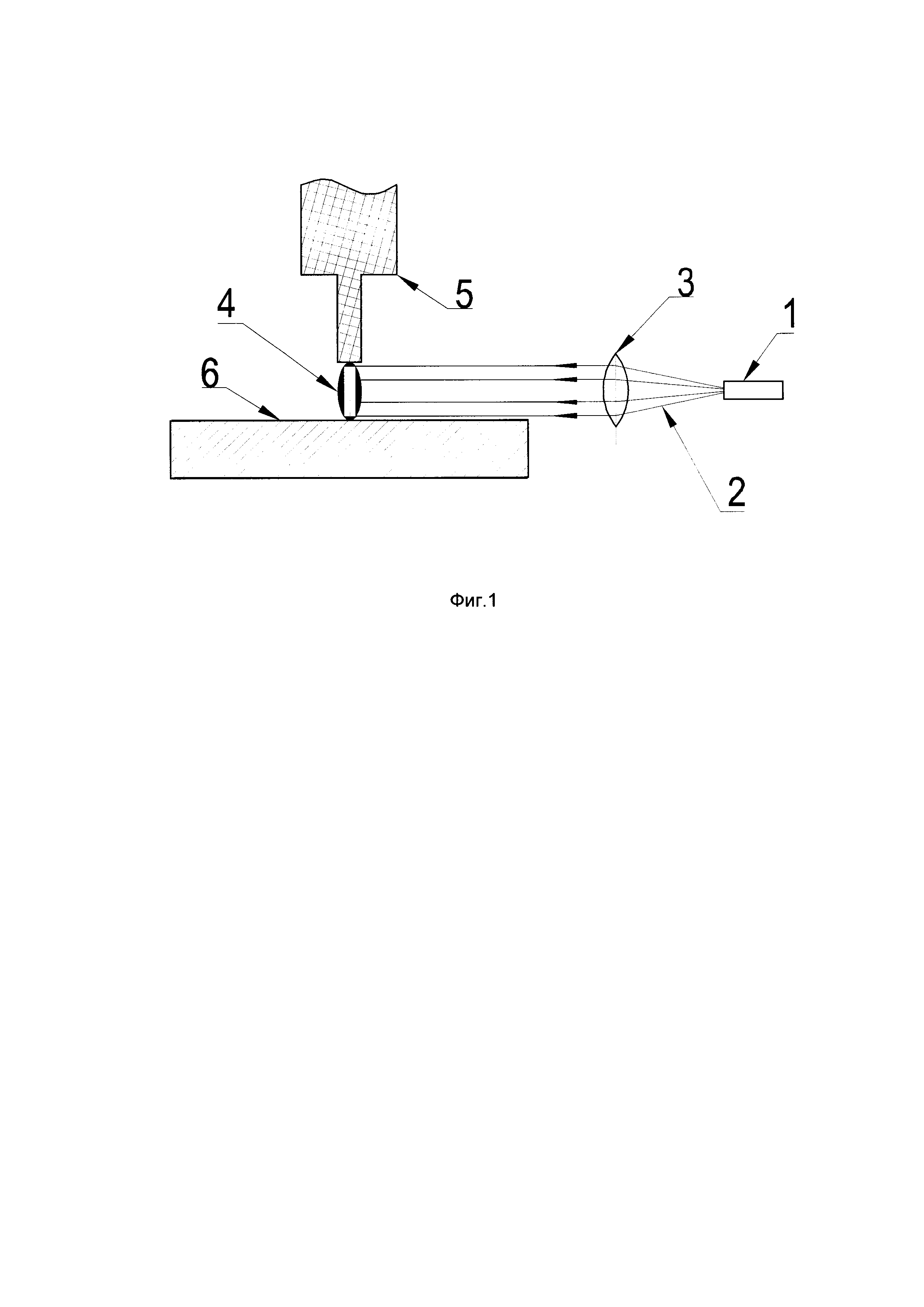
Устройство для получения массивов углеродных нанотрубок на металлических подложках
Устройство и способ с речевым интерфейсом определения водолазом направления на источник тонального звукового сигнала
Способ определения глубины погружения приводняющегося объекта
Способ получения монокристаллов теллурида галлия (ii)
Способ получения кристаллов вольфрамата натрия-висмута
Крионаконечник с сапфировым хладопроводом-облучателем
Устройство для визуализации электрических полей свч в пространстве
Способ удаления опухолей мозга с выделением границ опухоли флуоресцентной диагностикой с одновременной коагуляцией и аспирацией и устройство для его осуществления
Способ эксфолиации слоистых кристаллических материалов
Способ получения слоев карбида кремния
Устройство для получения массивов углеродных нанотрубок на металлических подложках
Способ получения монокристаллов теллурида галлия (ii)
Способ получения кристаллов вольфрамата натрия-висмута
Способ эксфолиации слоистых кристаллических материалов
Люминесцентное литий-боратное стекло
Ампула для выращивания кристаллов в условиях микрогравитации
Способ определения доброкачественных и злокачественных новообразований щитовидной железы человека
Способ дифференциальной диагностики новообразований щитовидной железы человека
Холодный катод
Фотохромное люминесцентное стекло

