Результат интеллектуальной деятельности: ОПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к области техники, связанной с оптическим волокном и, более конкретно, к оптическому волокну и способу его изготовления.
Уровень техники
С быстрым развитием информационных технологий большое количество информации в виде данных необходимо передавать быстро и точно. Следовательно, оптическое волокно для передачи данных должно обладать большой пропускной способностью для достижения быстрой передачи большого объема данных и должно обладать более низкой потерей на затухание для достижения передачи информации на дальние расстояния. В настоящее время посредством очистки исходных материалов и работы, направленной на их улучшение, оптимизация показателя затухания практически достигает предела (оптимизирован пик воды), и при этом затухание уменьшается до 0,185 дБ/км. Для дополнительного уменьшения затухания является возможным только уменьшение количества легирующих добавок в сердцевине оптического волокна, то есть уменьшают потерю, вследствие рэлеевского рассеяния. Один способ уменьшения рэлеевского рассеяния заключается в том, что сердцевину не легируют, при этом оболочку легируют с помощью F для уменьшения показателя преломления.
Применение способа осевого осаждения из паровой фазы (VAD) для изготовления несвязанной массы сердцевинного стержня оптического волокна заключается в применении двух паяльных горелок для осаждения несвязанной массы. Газ, представляющий собой исходный материал, и легирующий газ поступают в одну паяльную горелку, и при этом образуется несвязанная масса сердцевины. В другую паяльную горелку поступает только газ, представляющий собой исходный материал, и при этом образуется несвязанная масса слоя оболочки. Две паяльные горелки расположены в продольном направлении, и несвязанная масса сердцевины и несвязанная масса слоя оболочки нарастают одновременно. Легирующий GeO2 в сердцевине обладает хорошей стабильностью и не диффундирует в слой оболочки. Однако для оптического волокна со сверхнизкой потерей является необходимым, чтобы сердцевину не легировали меньшим количеством, GeO2 или не легировали и слой оболочки легировали элементом F для уменьшения показателя преломления. Уравнение химической реакции для легирования слоя оболочки с помощью F, выглядит следующим образом:
12SiO2+3CF4⇌12SiO1,5F+3CO2
Однако в настоящее время, при применении способа VAD для изготовления несвязанной массы сердцевинного стержня, стабильность оксифторида кремния, образующегося в результате реакции, является крайне низкой, и при этом элемент F в слое оболочки, вероятно, диффундирует в несвязанную массу сердцевины. После спекания сердцевинного стержня показатель преломления сердцевины также уменьшается, и разница между показателем преломления слоя сердцевины и показателем преломления слоя оболочки не может соответствовать требованию, тем самым обеспечивая увеличение затухания полученного оптического волокна.
Следовательно, с целью предотвращения диффузии F из слоя оболочки в слой сердцевины в ходе осаждения в настоящее время в основном применяют способ внешнего осаждения из паровой фазы (OVD) для искусственного добавления слоя изоляции, состоящего из SiO2, с относительно высокой плотностью на границе раздела между слоем сердцевины и слоем оболочки для предотвращения диффузии F в слой сердцевины. Сердцевинный стержень оптического волокна надлежащего качества со сверхнизким затуханием получают путем дегидратации и спекания.
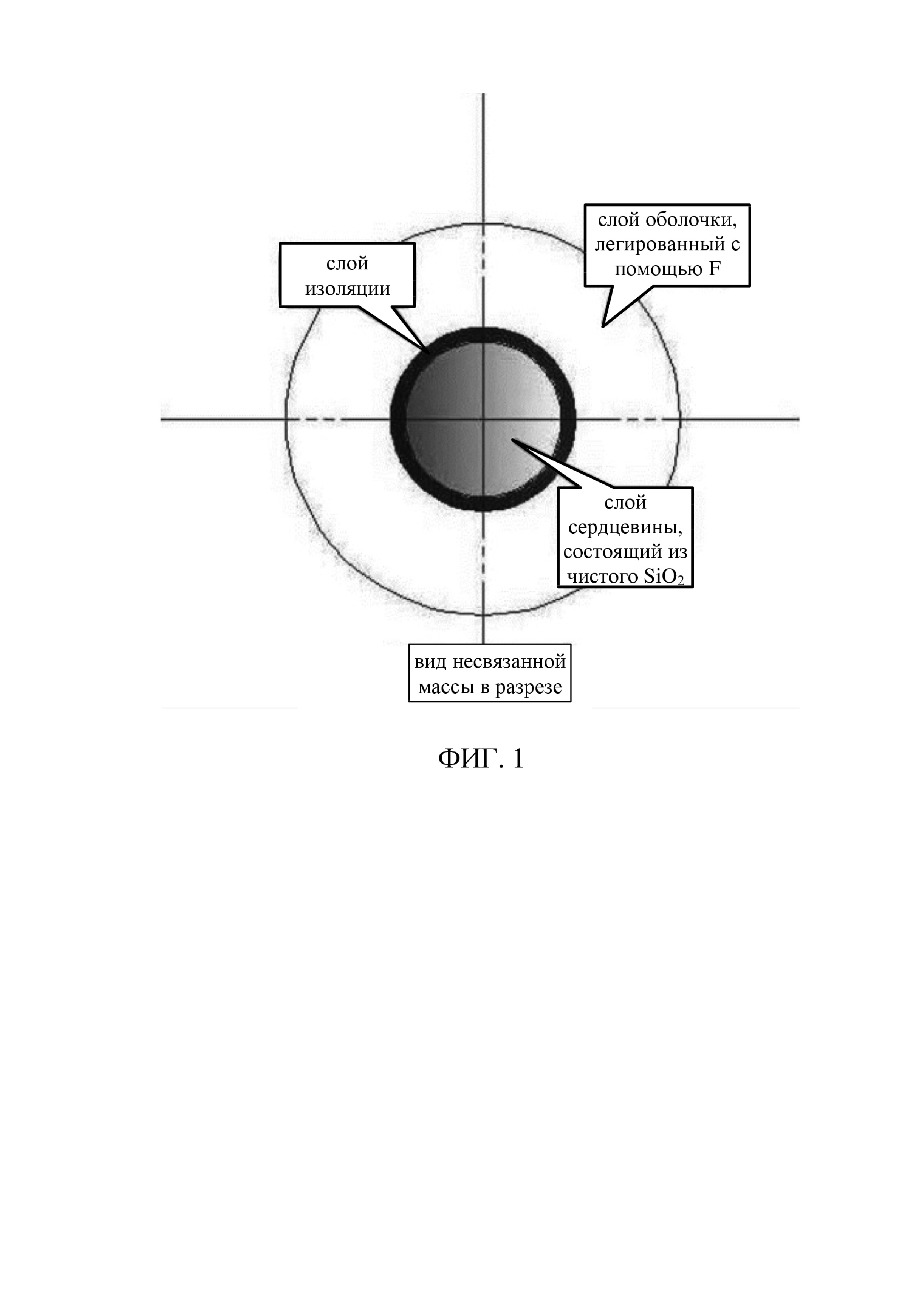
Смотрите фиг. 1, и при этом на фиг. 1 представлен вид в разрезе несвязанной массы сердцевинного стержня оптического волокна со сверхнизким затуханием, которая состоит из легированного с помощью F слоя оболочки, слоя изоляции и слоя сердцевины из чистого SiO2. Поскольку плотность слоя изоляции является относительно высокой, слой изоляции на границе раздела между слоем сердцевины и слоем оболочки может хорошо обеспечивать предотвращение проникания легирующего элемента F из слоя оболочки в слой сердцевины в ходе осаждения и остекловывания. Однако когда начинаются процессы дегидратации и спекания несвязанной массы, также из-за того, что плотность слоя изоляции является слишком высокой, среда для дегидратации не может проникнуть в слой изоляции, в результате чего количество среды для дегидратации в несвязанной массе слоя сердцевины является недостаточным и -OH в несвязанной массе слоя сердцевины не может быть удален. Следовательно, конечное полученное оптическое волокно характеризуется потерей на затухание, составляющей 2 дБ/км при длине волны, составляющей 1383 нм, что намного выше, чем потеря в традиционном оптическом волокне G.652D, составляющая 0,3 дБ/км при длине волны, составляющей 1383 нм.
Следовательно, актуальной проблемой, подлежащей решению, является то, каким образом применять способ VAD для изготовления оптического волокна со сверхнизким затуханием и обеспечивать достижение для пика воды стандартных значений.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Ввиду этого, технической проблемой, подлежащей решению в настоящем изобретении, является предоставление оптического волокна и способа его изготовления. В настоящем изобретении применяют способ осевого осаждения из паровой фазы (VAD) для изготовления оптического волокна со сверхнизкой потерей и низким пиком воды.
В настоящем изобретении предусмотрен способ изготовления оптического волокна, включающий следующие стадии:
A) применение полой стеклянной трубки в качестве затравочного стержня, применение способа осевого осаждения из паровой фазы (VAD) для изготовления несвязанной массы сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу, и применение для осаждения первой паяльной горелки, второй паяльной горелки и третьей паяльной горелки, где газы, поступающие в первую паяльную горелку, представляют собой H2, O2, Ar и SiCl4, и при этом образуется несвязанная масса слоя сердцевины; газы, поступающие во вторую паяльную горелку, представляют собой H2 и O2, при этом образуется слой изоляции из диоксида кремния, расход H2, поступающего во вторую паяльную горелку, находится в диапазоне 12-15 л/мин, и расход O2, поступающего во вторую паяльную горелку, находится в диапазоне 10-12 л/мин; газы, поступающие в третью паяльную горелку, представляют собой H2, O2, Ar, SiCl4 и CF4, и при этом образуется несвязанная масса слоя оболочки; и при этом полая стеклянная трубка содержит полое трубчатое тело и открытый наконечник для осаждения, сообщающийся с конечным участком полого трубчатого тела, и несвязанная масса слоя сердцевины соединена с наконечником для осаждения;
B) дегидратация несвязанной массы сердцевинного стержня, где среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку и проникает снаружи внутрь несвязанной массы слоя оболочки с получением дегидратированной несвязанной массы сердцевинного стержня;
C) последовательные спекание, растягивание и промывка агрессивным веществом дегидратированной несвязанной массы сердцевинного стержня и образование внешнего слоя оболочки на поверхности с получением заготовки и
D) вытягивание заготовки с получением оптического волокна со сверхнизкой потерей.
Предпочтительно первая паяльная горелка, вторая паяльная горелка и третья паяльная горелка могут быть последовательно расположены по направлению снизу вверх.
Предпочтительно первая паяльная горелка и вторая паяльная горелка могут быть расположены параллельно, при этом угол между первой паяльной горелкой и горизонтальной плоскостью может находиться в диапазоне 38°-50°, и угол между третьей паяльной горелкой и горизонтальной плоскостью может находиться в диапазоне 35°-45°.
Предпочтительно длина пламени от сопла паяльной горелки первой паяльной горелки до несвязанной массы сердцевинного стержня может находиться в диапазоне 40-50 мм, длина пламени от сопла паяльной горелки второй паяльной горелки до несвязанной массы сердцевинного стержня может находиться в диапазоне 80-90 мм, и длина пламени от сопла паяльной горелки третьей паяльной горелки до несвязанной массы сердцевинного стержня может находиться в диапазоне 120-160 мм.
Предпочтительно расстояние между центральной точкой сопла паяльной горелки первой паяльной горелки и центральной точкой сопла паяльной горелки второй паяльной горелки может находиться в диапазоне 70-80 мм, и расстояние между центральной точкой сопла паяльной горелки второй паяльной горелки и центральной точкой сопла паяльной горелки третьей паяльной горелки может находиться в диапазоне 100-130 мм.
Предпочтительно первая паяльная горелка может содержать трубу для подачи исходного материала, расположенную в центре первой паяльной горелки, для подачи смешанного газа, состоящего из кислорода и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород, водород, аргон, кислород, аргон, водород и аргон могут последовательно поступать в линию для семислойного газового потока по направлению от центра наружу первой паяльной горелки. Расход кислорода, поступающего в трубу для подачи исходного материала, может находиться в диапазоне 13-15 л/мин, и расход SiCl4 может находиться в диапазоне 2-3 г/мин; и значения расхода газов, поступающих в линию для семислойного газового потока по направлению от центра наружу первой паяльной горелки, могут последовательно находиться в диапазонах 0,2-0,5 л/мин, 2-4 л/мин, 2-3 л/мин, 15-17 л/мин, 3-4 л/мин, 13-17 л/мин и 4-5 л/мин.
Вторая паяльная горелка может содержать трубу, расположенную в центре второй паяльной горелки, для подачи водорода и трубу для подачи кислорода, расположенную в форме концентрической окружности снаружи трубы для подачи водорода.
Третья паяльная горелка может содержать трубу для подачи исходного материала, расположенную в центре третьей паяльной горелки, для подачи смешанного газа, состоящего из кислорода и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород, водород, смешанный газ, состоящий из аргона и CF4, кислород, аргон, водород и аргон могут последовательно поступать в линию для семислойного газового потока по направлению от центра наружу третьей паяльной горелки. Расход кислорода, поступающего в трубу для подачи исходного материала, может находиться в диапазоне 25-27 л/мин, расход SiCl4 может находиться в диапазоне 15-25 г/мин, и значения расхода газов, поступающих в линию для семислойного газового потока по направлению от центра наружу третьей паяльной горелки, могут последовательно находиться в диапазонах 2-3 л/мин, 3-5 л/мин, 3-7 л/мин, 35-40 л/мин, 4-5 л/мин, 35-45 л/мин и 6-7 л/мин, где общий расход смешанного газа, состоящего из аргона и CF4, может находиться в диапазоне 3-7 л/мин, расход аргона может находиться в диапазоне 2-3 л/мин, и расход CF4 может находиться в диапазоне 1-4 л/мин.
Открытый наконечник для осаждения может быть коническим, длина наконечника для осаждения может находиться в диапазоне 20-22 мм, и при этом в наконечнике для осаждения может быть предусмотрено отверстие диаметром в диапазоне 6-7 мм. Внутренний диаметр полого трубчатого тела может находиться в диапазоне 30-31 мм, и наружный диаметр полого трубчатого тела может находиться в диапазоне 32-34 мм.
Предпочтительно среда для дегидратации может состоять из гелия и хлора, и при этом содержание хлора в среде для дегидратации может находиться в диапазоне от 4% до 8%.
Предпочтительно давление, при котором среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку, может находиться в диапазоне 80-90 фунтов/кв. дюйм, и давление, при котором среда для дегидратации проникает снаружи внутрь несвязанной массы слоя оболочки, может находиться в диапазоне 35-45 фунтов/кв. дюйм.
Предпочтительно температура дегидратации может находиться в диапазоне 1245-1255°; и время дегидратации может находиться в диапазоне 2,5-3 часа.
Предпочтительно при изготовлении несвязанной массы сердцевинного стержня верхний конец тела полой стеклянной трубки может быть герметизирован; и при дегидратации несвязанной массы сердцевинного стержня верхний конец тела полой стеклянной трубки может быть открытым.
Предпочтительно при изготовлении несвязанной массы сердцевинного стержня осаждение может начинаться на полой стеклянной трубке на расстоянии 20 мм от верхнего конца наконечника для осаждения.
Предпочтительно длина осаждения несвязанной массы сердцевинного стержня, изготовленной с помощью способа VAD, может находиться в диапазоне 500-1100 мм, и скорость осаждения несвязанной массы сердцевинного стержня может находиться в диапазоне 80-90 мм/ч; и при этом диаметр несвязанной массы слоя сердцевины может находиться в диапазоне 23,8-24,3 мм, толщина слоя изоляции из диоксида кремния может находиться в диапазоне 0,8-1,2 мм и толщина несвязанной массы слоя оболочки может находиться в диапазоне 50-60 мм.
Предпочтительно плотность несвязанной массы слоя сердцевины может находиться в диапазоне 0,2-0,25 г/см3, плотность слоя изоляции из диоксида кремния может находиться в диапазоне 0,9-1,13 г/см3, и плотность несвязанной массы слоя оболочки может находиться в диапазоне 0,28-0,33 г/см3.
Предпочтительно температура в печи при вытягивании может находиться в диапазоне 1950-2050°, нагрузка при вытягивании может находиться в диапазоне 100-230 г, линейная скорость вытягивания может находиться в диапазоне 980-1050 м/мин, и длина оптического волокна после вытягивания может находиться в диапазоне 8-15 км.
В настоящем изобретении дополнительно предусмотрено оптическое волокно, изготовленное с помощью вышеупомянутого способа изготовления, при этом потеря в оптическом волокне при длине волны, составляющей 1550 нм, является меньшей или равной 0,172 дБ/км и потеря в оптическом волокне при длине волны, составляющей 1383 нм, равняется 0,285 дБ/км или меньше.
По сравнению с предшествующим уровнем техники в настоящем изобретении предусмотрен способ изготовления оптического волокна, включающий следующие стадии: A) применение полой стеклянной трубки в качестве затравочного стержня, применение способа VAD для изготовления несвязанной массы сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу, и применение для осаждения первой паяльной горелки, второй паяльной горелки и третьей паяльной горелки, где газы, поступающие в первую паяльную горелку, представляют собой H2, O2, Ar и SiCl4, и при этом образуется несвязанная масса слоя сердцевины; газы, поступающие во вторую паяльную горелку, представляют собой H2 и O2, при этом образуется слой изоляции из диоксида кремния, расход H2, поступающего во вторую паяльную горелку, находится в диапазоне 12-15 л/мин, и расход O2, поступающего во вторую паяльную горелку, находится в диапазоне 10-12 л/мин; газы, поступающие в третью паяльную горелку, представляют собой H2, O2, Ar, SiCl4 и CF4, и при этом образуется несвязанная масса слоя оболочки; и при этом полая стеклянная трубка содержит полое трубчатое тело и открытый наконечник для осаждения, сообщающийся с конечным участком полого трубчатого тела, и несвязанная масса слоя сердцевины соединена с наконечником для осаждения; B) дегидратация несвязанной массы сердцевинного стержня, где среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку и проникает снаружи внутрь несвязанной массы слоя оболочки с получением дегидратированной несвязанной массы сердцевинного стержня; C) последовательное спекание, растягивание и промывка агрессивным веществом дегидратированной несвязанной массы сердцевинного стержня и образование внешнего слоя оболочки на поверхности с получением заготовки и D) вытягивание заготовки с получением оптического волокна со сверхнизкой потерей.
В настоящем изобретении при осаждении несвязанной массы слоя сердцевины и несвязанной массы слоя оболочки применяют водородно-кислородное пламя для повышения температуры границы раздела между слоем сердцевины и слоем оболочки, вследствие чего диоксид кремния на границе раздела соответственно уплотняется с образованием слоя изоляции с относительно высокой плотностью, и слой изоляции может эффективно обеспечивать предотвращение диффузии элемента F из слоя оболочки в несвязанную массу сердцевины, так что разница между показателем преломления слоя сердцевины и показателем преломления слоя оболочки соответствует требованию с обеспечением тем самым изготовления оптического волокна со сверхнизким затуханием. Кроме того, в настоящем изобретении полую стеклянную трубку применяют в качестве затравочного стержня, и при этом полая стеклянная трубка, которая является затравочным стержнем, непосредственно соединена с несвязанной массой слоя сердцевины. В ходе последующей дегидратации среда для дегидратации не только проникает снаружи внутрь несвязанной массы слоя оболочки, но также среда для дегидратации непосредственно поступает в слой сердцевины через полую стеклянную трубку. Таким образом, даже если внешняя среда для дегидратации не может проникнуть в слой сердцевины, гидроксильные группы в слое сердцевины могут быть удалены с обеспечением тем самым уменьшения пика воды.
Результаты показывают, что потеря в оптическом волокне, изготовленном в соответствии с настоящим изобретением, при длине волны, составляющей 1550 нм, равняется 0,172 дБ/км или меньше, и потеря в оптическом волокне при длине волны, составляющей 1383 нм, равняется 0,285 дБ/км или меньше.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлен вид в разрезе несвязанной массы сердцевинного стержня оптического волокна со сверхнизким затуханием;
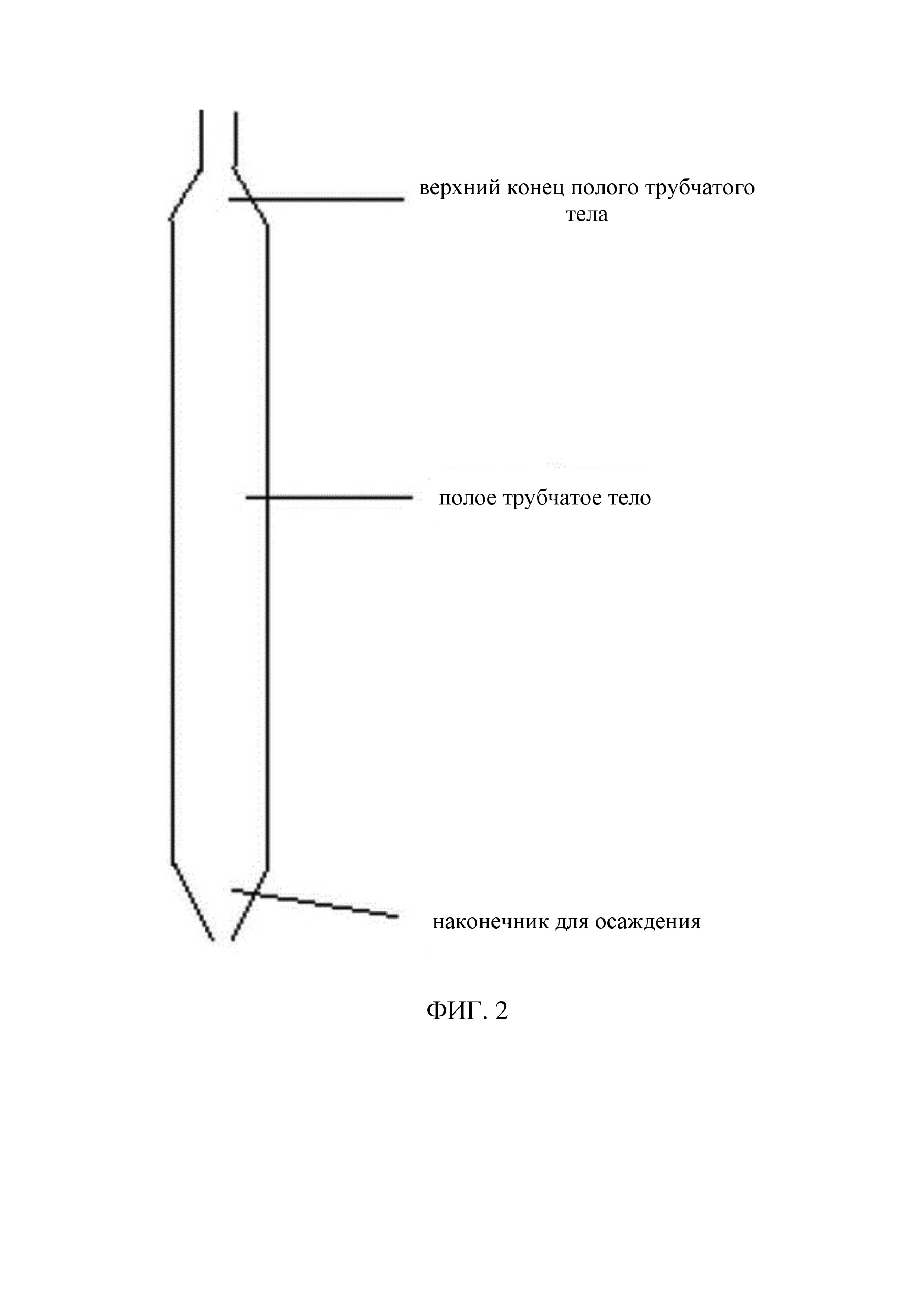
на фиг. 2 представлено структурное схематическое изображение полой стеклянной трубки, предусмотренной в соответствии с настоящим изобретением;
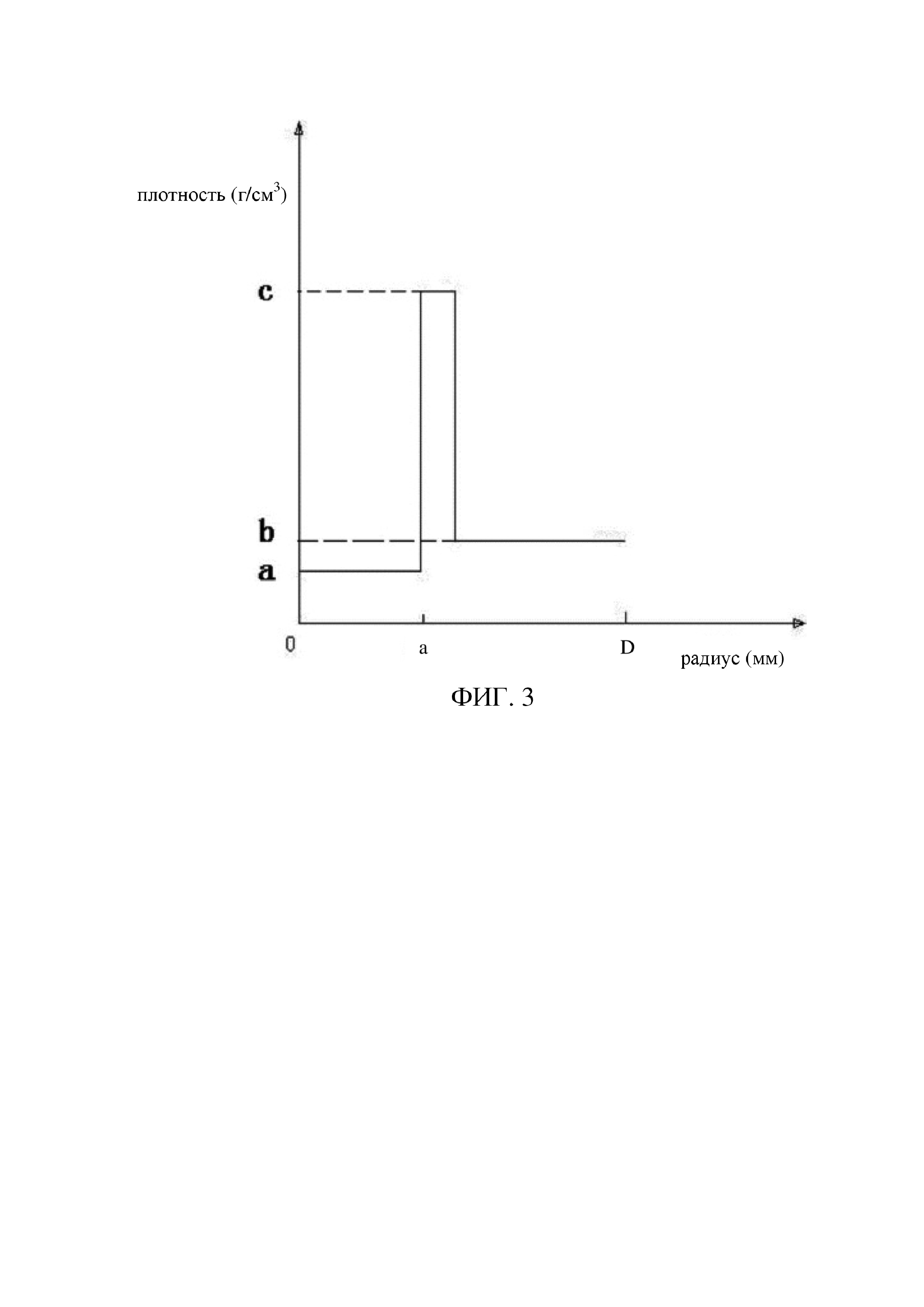
на фиг. 3 представлено схематическое изображение распределения плотности несвязанной массы сердцевинного стержня, изготовленной в соответствии с настоящим изобретением;
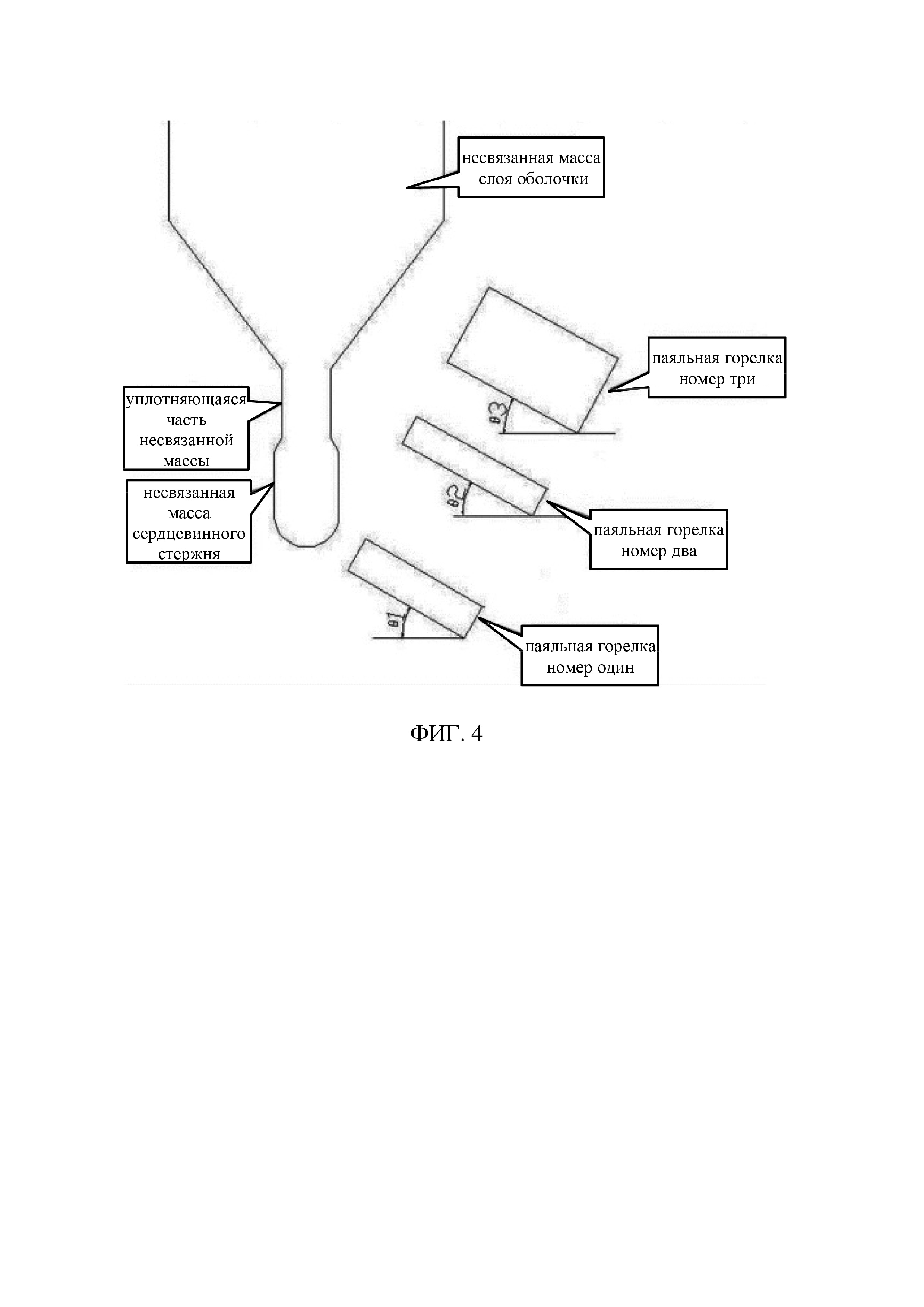
на фиг. 4 представлено схематическое изображение образования слоя изоляции из диоксида кремния в ходе процесса изготовления несвязанной массы сердцевинного стержня с помощью способа осевого осаждения из паровой фазы (VAD);
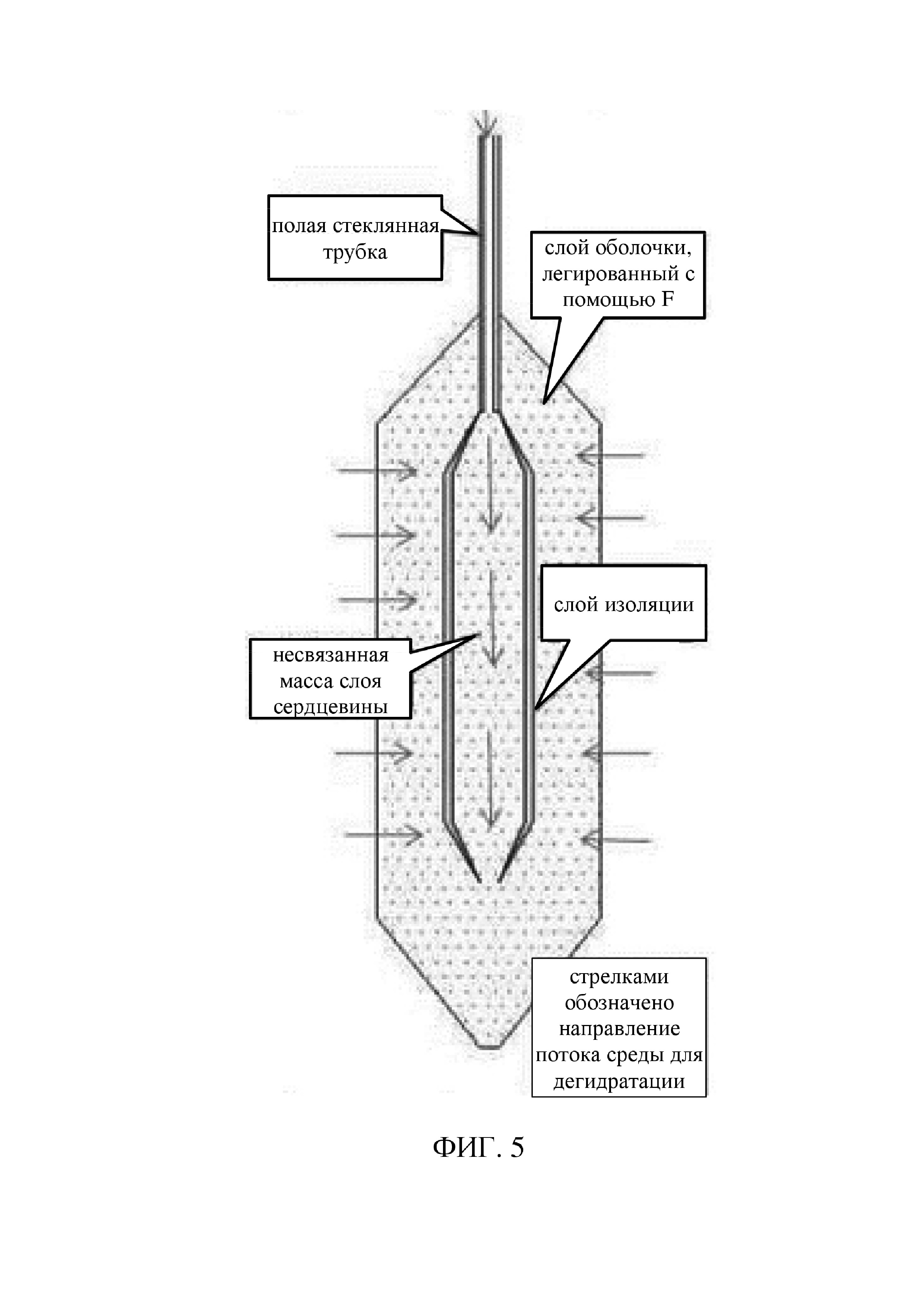
на фиг. 5 представлено схематическое изображение процесса дегидратации несвязанной массы сердцевинного стержня в соответствии с настоящим изобретением и
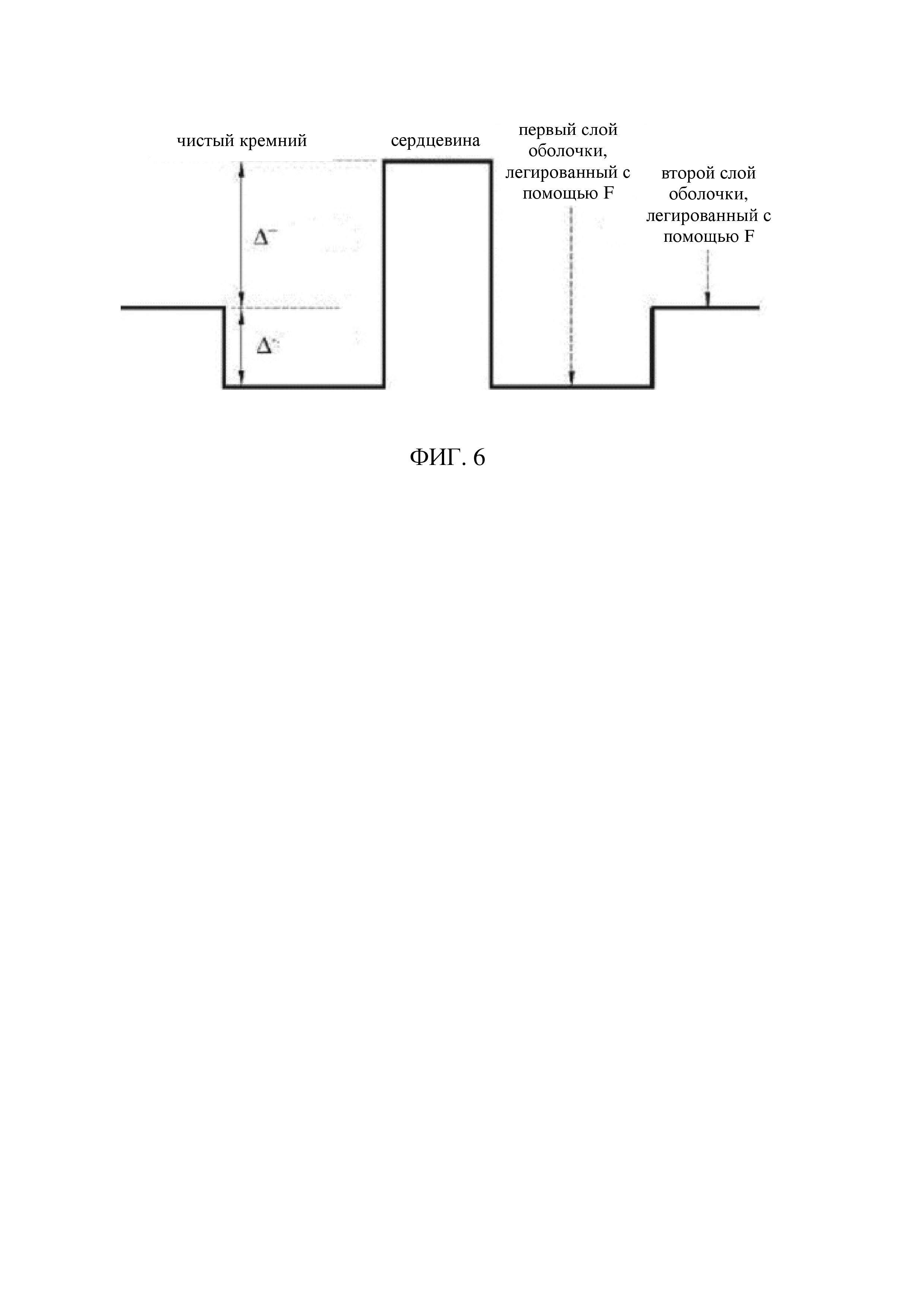
на фиг. 6 представлено схематическое изображение распределения показателя преломления заготовки.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем изобретении предусмотрен способ изготовления оптического волокна, включающий следующие стадии:
A) применение полой стеклянной трубки в качестве затравочного стержня, применение способа осевого осаждения из паровой фазы (VAD) для изготовления несвязанной массы сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу, и применение для осаждения первой паяльной горелки, второй паяльной горелки и третьей паяльной горелки, где газы, поступающие в первую паяльную горелку, представляют собой H2, O2, Ar и SiCl4, и при этом образуется несвязанная масса слоя сердцевины; газы, поступающие во вторую паяльную горелку, представляют собой H2 и O2, при этом образуется слой изоляции из диоксида кремния, расход H2, поступающего во вторую паяльную горелку, находится в диапазоне 12-15 л/мин, и расход O2, поступающего во вторую паяльную горелку, находится в диапазоне 10-12 л/мин; газы, поступающие в третью паяльную горелку, представляют собой H2, O2, Ar, SiCl4 и CF4, и при этом образуется несвязанная масса слоя оболочки; и при этом полая стеклянная трубка содержит полое трубчатое тело и открытый наконечник для осаждения, сообщающийся с конечным участком полого трубчатого тела, и несвязанная масса слоя сердцевины соединена с наконечником для осаждения;
B) дегидратация несвязанной массы сердцевинного стержня, где среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку и проникает снаружи внутрь несвязанной массы слоя оболочки с получением дегидратированной несвязанной массы сердцевинного стержня;
C) последовательные спекание, растягивание и промывка агрессивным веществом дегидратированной несвязанной массы сердцевинного стержня и образование внешнего слоя оболочки на поверхности с получением заготовки и
D) вытягивание заготовки с получением оптического волокна со сверхнизкой потерей.
В настоящем изобретении полую стеклянную трубку применяют в качестве затравочного стержня и способ VAD применяют для изготовления несвязанной массы сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу.
Полая стеклянная трубка содержит полое трубчатое тело и открытый наконечник для осаждения, сообщающийся с конечным участком полого трубчатого тела.
Предпочтительно открытый наконечник для осаждения является коническим, длина наконечника для осаждения находится в диапазоне 20-22 мм, и при этом в наконечнике для осаждения предусмотрено отверстие диаметром в диапазоне 6-7 мм. Внутренний диаметр полого трубчатого тела полой стеклянной трубки находится в диапазоне 30-31 мм, и наружный диаметр полого трубчатого тела полой стеклянной трубки находится в диапазоне 32-34 мм.
В настоящем изобретении верхний конец полого трубчатого тела полой стеклянной трубки представляет собой соединительный конец, соединенный с трубой для среды для дегидратации. Следовательно, с целью обеспечения соответствия размеру трубы для среды для дегидратации, площадь поперечного сечения верхнего конца полого трубчатого тела является меньшей, чем площадь поперечного сечения полого трубчатого тела. Предпочтительно наружный диаметр верхнего конца полого трубчатого тела уменьшается по направлению к концу сопла. Смотрите фиг. 2, и при этом на фиг. 2 представлено структурное схематическое изображение полой стеклянной трубки, предусмотренной в соответствии с настоящим изобретением.
Площадь поперечного сечения наконечника полой стеклянной трубки является меньшей, чем площадь поперечного сечения полого трубчатого тела. При изготовлении несвязанной массы сердцевинного стержня осаждение начинается на полой стеклянной трубке на расстоянии 20 мм от верхнего конца наконечника для осаждения. При медленном нарастании несвязанной массы накопленная несвязанная масса герметизирует отверстие наконечника для осаждения и окружает наконечник для осаждения в несвязанной массе сердцевинного стержня.
В настоящем изобретении применяют способ VAD для изготовления несвязанной массы сердцевинного стержня, в котором камера устройства для изготовления несвязанной массы сердцевинного стержня с помощью способа VAD обеспечена первой паяльной горелкой, второй паяльной горелкой и третьей паяльной горелкой. Предпочтительно первая паяльная горелка, вторая паяльная горелка и третья паяльная горелка расположены последовательно по направлению снизу вверх.
Первую паяльную горелку применяют для осаждения несвязанной массы слоя сердцевины, и при этом газы, поступающие в первую паяльную горелку, представляют собой H2, O2, Ar и SiCl4. Первая паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре первой паяльной горелки, для подачи смешанного газа, состоящего из кислорода и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород, водород, аргон, кислород, аргон, водород и аргон последовательно поступают в линию для семислойного газового потока по направлению от центра наружу первой паяльной горелки. Расход кислорода, поступающего в трубу для подачи исходного материала, находится в диапазоне 13-15 л/мин, и расход SiCl4 находится в диапазоне 2-3 г/мин. Значения расхода газов, поступающих в линию для семислойного газового потока по направлению от центра наружу первой паяльной горелки, последовательно находятся в диапазонах 0,2-0,5 л/мин, 2-4 л/мин, 2-3 л/мин, 15-17 л/мин, 3-4 л/мин, 13-17 л/мин и 4-5 л/мин.
Вторую паяльную горелку применяют для повышения температуры поверхности несвязанной массы слоя сердцевины, при этом поступающие газы представляют собой H2 и O2. Вторая паяльная горелка содержит трубу для подачи водорода, расположенную в центре второй паяльной горелки, и трубу для подачи кислорода, расположенную в форме концентрической окружности снаружи трубы для подачи водорода. Вторая паяльная горелка является ключевой для образования слоя изоляции, при этом водородно-кислородное пламя паяльной горелки номер два обеспечивает повышение температуры образованной несвязанной массы слоя сердцевины. Когда расход водорода во второй паяльной горелке находится в диапазоне 12-15 л/мин, предпочтительно в диапазоне 13-14 л/мин, и расход кислорода находится в диапазоне 10-12 л/мин, предпочтительно в диапазоне 10,5-11,5 л/мин, образованное водородно-кислородное пламя может обеспечить повышение температуры поверхности несвязанной массы слоя сердцевины до значения в диапазоне 900-960°C. При повышении локальной температуры частицы SiO2 на поверхности несвязанной массы слоя сердцевины начинают уплотняться, и при этом несвязанная масса слоя сердцевины уплотняется с образованием слоя изоляции из диоксида кремния на поверхности. Когда плотность слоя изоляции превышает 0,85 г/см3, диффузия F из слоя оболочки в слой сердцевины может быть эффективно предотвращена.
Третью паяльную горелку применяют для осаждения несвязанной массы слоя оболочки, и при этом газы, поступающие в третью паяльную горелку, представляют собой H2, O2, Ar, SiCl4 и CF4. Третья паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре третьей паяльной горелки, для подачи смешанного газа, состоящего из кислорода и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород, водород, смешанный газ, состоящий из аргона и CF4, кислород, аргон, водород и аргон последовательно поступают в линию для семислойного газового потока по направлению от центра наружу третьей паяльной горелки. Расход кислорода, поступающего в трубу для подачи исходного материала, находится в диапазоне 25-27 л/мин, и расход SiCl4 находится в диапазоне 15-25 г/мин Значения расхода газов, поступающих в линию для семислойного газового потока по направлению от центра наружу третьей паяльной горелки, последовательно находятся в диапазонах 2-3 л/мин, 3-5 л/мин, 3-7 л/мин, 35-40 л/мин, 4-5 л/мин, 35-45 л/мин и 6-7 л/мин, при этом общий расход смешанного газа, состоящего из аргона и CF4, находится в диапазоне 3-7 л/мин, расход аргона находится в диапазоне 2-3 л/мин и расход CF4 находится в диапазоне 1-4 л/мин.
Первая паяльная горелка, вторая паяльная горелка и третья паяльная горелка расположены по направлению снизу вверх в камере устройства для изготовления несвязанной массы сердцевинного стержня с помощью способа VAD, и при этом первая паяльная горелка и вторая паяльная горелка расположены параллельно. В соответствии с требованием к размеру наружного диаметра слоя сердцевины угол между первой паяльной горелкой и горизонтальной плоскостью можно регулировать, предпочтительно в диапазоне 38-50°, более предпочтительно в диапазоне 42-46°, и угол между третьей паяльной горелкой и горизонтальной плоскостью находится в диапазоне 35-45°, предпочтительно в диапазоне 37-41°.
Расстояние между центральной точкой сопла паяльной горелки первой паяльной горелки и центральной точкой сопла паяльной горелки второй паяльной горелки находится в диапазоне 70-80 мм, предпочтительно в диапазоне 73-77 мм. Расстояние между центральной точкой сопла паяльной горелки второй паяльной горелки и центральной точкой сопла паяльной горелки третьей паяльной горелки регулируют в диапазоне 100-130 мм в соответствии с толщиной слоя оболочки, предпочтительно в диапазоне 110-120 мм.
Длина пламени от сопла паяльной горелки первой паяльной горелки до несвязанной массы сердцевинного стержня находится в диапазоне 40-50 мм, предпочтительно в диапазоне 43-47 мм; длина пламени от сопла паяльной горелки второй паяльной горелки до несвязанной массы сердцевинного стержня находится в диапазоне 80-90 мм, предпочтительно в диапазоне 83-87 мм; и длина пламени от сопла паяльной горелки третьей паяльной горелки до несвязанной массы сердцевинного стержня находится в диапазоне 120-160 мм, предпочтительно в диапазоне 130-150 мм.
Путем регулирования положений трех паяльных горелок и видов и значений расхода газов, поступающих в паяльные горелки, несвязанную массу слоя сердцевины с исходным диаметром 25 мм уплотняют до несвязанной массы слоя сердцевины с диаметром в диапазоне 23,8-24,3 мм, и при этом на поверхности образуется слой изоляции из диоксида кремния толщиной 0,8-1,2 мм. В частности, длина осаждения несвязанной массы сердцевинного стержня, изготовленной с помощью способа VAD, находится в диапазоне 500-1100 мм, диаметр несвязанной массы слоя сердцевины находится в диапазоне 23,8-24,3 мм, толщина слоя изоляции из диоксида кремния находится в диапазоне 0,8-1,2 мм и толщина несвязанной массы слоя оболочки находится в диапазоне 50-60 мм.
Плотность несвязанной массы слоя сердцевины находится в диапазоне 0,2-0,25 г/см3, и плотность несвязанной массы слоя оболочки находится в диапазоне 0,28-0,33 г/см3. Плотность слоя изоляции из диоксида кремния находится в диапазоне 0,9-1,13 г/см3, предпочтительно в диапазоне 0,95-1,05 г/см3. Эксперименты показывают, что если плотность слоя изоляции превышает 0,85 г/см3, диффузия F из слоя оболочки в слой сердцевины может быть эффективно предотвращена. Образованный слой изоляции из диоксида кремния нарастает вместе со слоем сердцевины и слоем оболочки с получением несвязанной массы сердцевинного стержня, содержащей слой изоляции из диоксида кремния. Смотрите фиг. 3, и при этом на фиг. 3 представлено схематическое изображение распределения плотности несвязанной массы сердцевинного стержня, изготовленной в соответствии с настоящим изобретением. На фиг. 3 a представляет собой плотность несвязанной массы слоя сердцевины, b представляет собой плотность несвязанной массы слоя оболочки, и c представляет собой плотность слоя изоляции из диоксида кремния; и α представляет собой радиус несвязанной массы слоя сердцевины, и D представляет собой радиус несвязанной массы сердцевинного стержня.
Наконец, полученная несвязанная масса сердцевинного стержня состоит из несвязанной массы слоя сердцевины, слоя изоляции из диоксида кремния и несвязанной массы оболочки по направлению изнутри наружу.
Смотрите фиг. 4, и при этом на фиг. 4 представлено схематическое изображение образования слоя изоляции из диоксида кремния в ходе процесса изготовления несвязанной массы сердцевинного стержня с помощью способа VAD. На фиг. 4 паяльная горелка номер один представляет собой первую паяльную горелку, паяльная горелка номер два представляет собой вторую паяльную горелку, и паяльная горелка номер три представляет собой третью паяльную горелку. θ1 представляет собой угол между первой паяльной горелкой и горизонтальной плоскостью, θ2 представляет собой угол между второй паяльной горелкой и горизонтальной плоскостью, и θ3 представляет собой угол между третьей паяльной горелкой и горизонтальной плоскостью. Водородно-кислородное пламя второй паяльной горелки применяют для обеспечения повышения температуры образованной несвязанной массы слоя сердцевины. При повышении локальной температуры частицы SiO2 начинают уплотняться на поверхности несвязанной массы слоя сердцевины, и при этом несвязанная масса слоя сердцевины уплотняется с образованием слоя изоляции из диоксида кремния на поверхности.
В настоящем изобретении скорость осаждения несвязанной массы сердцевинного стержня оказывает влияние на плотность несвязанной массы сердцевинного стержня с оказанием влияния тем самым на последующий эффект дегидратации несвязанной массы сердцевинного стержня. Следовательно, в настоящем изобретении скорость осаждения несвязанной массы сердцевинного стержня находится в диапазоне 80-90 мм/ч, и температура при процессе изготовления несвязанной массы сердцевинного стержня находится в диапазоне 750-1000°.
Длина осаждения несвязанной массы сердцевинного стержня находится в диапазоне 500-1100 мм, при этом несвязанная масса слоя сердцевины соединена с наконечником для осаждения полой стеклянной трубки.
Кроме того, с целью обеспечения скорости осаждения и качества при изготовлении несвязанной массы сердцевинного стержня обеспечивают герметизацию верхнего конца тела полой стеклянной трубки. В настоящем изобретении нет особых ограничений в отношении способа герметизации, при этом с целью обеспечения повторного использования полой стеклянной трубки является предпочтительной герметизация верхнего конца полой стеклянной трубки с помощью герметизирующей крышки.
После получения несвязанной массы сердцевинного стержня, несвязанную массу сердцевинного стержня подвергают дегидратации, и при этом в ходе дегидратации верхний конец тела полой стеклянной трубки открывают, то есть удаляют герметизирующую крышку. Смотрите фиг. 5, и при этом на фиг. 5 представлено схематическое изображение процесса дегидратации несвязанной массы сердцевинного стержня в соответствии с настоящим изобретением. Как показано на фиг. 5, среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку и проникает снаружи внутрь несвязанной массы оболочки, и получают дегидратированную несвязанную массу сердцевинного стержня.
Среда для дегидратации состоит из гелия и хлора, и при этом в среде для дегидратации содержание хлора находится в диапазоне от 4% до 8%, предпочтительно в диапазоне от 5% до 7%. Давление, при котором среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку, находится в диапазоне 80-90 фунтов/кв. дюйм, предпочтительно в диапазоне 83-87 фунтов/кв. дюйм. Давление, при котором среда для дегидратации проникает снаружи внутрь несвязанной массы слоя оболочки, находится в диапазоне 35-45 фунтов/кв. дюйм, предпочтительно в диапазоне 38-42 фунтов/кв. дюйм.
Температура дегидратации находится в диапазоне 1245-1255°, предпочтительно в диапазоне 1248-1252°; и время дегидратации находится в диапазоне 2,5-3 часа.
После завершения дегидратации дегидратированную несвязанную массу сердцевинного стержня последовательно спекают, растягивают, промывают агрессивным веществом и на поверхности образуют внешний слой оболочки с получением заготовки.
Путем применения эффекта изоляции слоя изоляции из диоксида кремния в отношении F из слоя оболочки можно уменьшить показатель преломления слоя оболочки, при этом хорошо поддерживая показатель преломления чистого SiO2 в слое сердцевины.
Смотрите фиг. 6, и при этом на фиг. 6 представлено схематическое изображение распределения показателя преломления заготовки. Сердцевину изготавливают из несвязанной массы слоя сердцевины и слоя изоляции из диоксида кремния в несвязанной массе сердцевинного стержня, и она характеризуется относительно высоким показателем преломления. Первый слой оболочки, легированный с помощью F, изготавливают из несвязанной массы слоя оболочки в несвязанной массе сердцевинного стержня, и при этом показатель преломления первого слоя оболочки, легированного с помощью F, является относительно низким. Второй слой оболочки, легированный с помощью F, представляет собой внешний слой оболочки, и при этом его показатель преломления находится в диапазоне между показателем преломления сердцевины и показателем преломления первого слоя оболочки, легированного с помощью F. Δ представляет собой разницу между показателем преломления сердцевины и показателем преломления второго слоя оболочки, легированного с помощью F, и Δ' представляет собой разницу между показателем преломления второго слоя оболочки, легированного F, и показателем преломления первого слоя оболочки, легированного с помощью F.
Показатель преломления слоя сердцевины составляет 1,4572, показатель преломления первого слоя оболочки, легированного с помощью F, находится в диапазоне 1,45195-1,45283, и разница между показателем преломления сердцевины и показателем преломления первого слоя оболочки, легированного с помощью F, Δ=-0,3%--0,36%.
Наконец, полученную заготовку вытягивают с получением оптического волокна со сверхнизкой потерей.
Температура в печи при вытягивании находится в диапазоне 1950-2050°, нагрузка при вытягивании находится в диапазоне 100-230 г, линейная скорость вытягивания находится в диапазоне 980-1050 м/мин, и длина оптического волокна после вытягивания находится в диапазоне 8-15 км.
В настоящем изобретении также предусмотрено оптическое волокно, изготовленное посредством вышеупомянутого способа изготовления. Потеря в оптическом волокне при длине волны, составляющей 1550 нм, составляет не более 0,172 дБ/км, и потеря в оптическом волокне при длине волны, составляющей 1383 нм, составляет не более 0,285 дБ/км.
В настоящем изобретении при осаждении несвязанной массы слоя сердцевины и несвязанной массы слоя оболочки применяют водородно-кислородное пламя для обеспечения повышения температуры границы раздела между слоем сердцевины и слоем оболочки, вследствие чего диоксид кремния на границе раздела соответственно уплотняется с образованием слоя изоляции с относительно высокой плотностью, и при этом слой изоляции может эффективно предотвращать диффузию элемента F из слоя оболочки в несвязанную массу сердцевины, так что разница между показателем преломления слоя сердцевины и показателем преломления слоя оболочки соответствует требованию с обеспечением тем самым изготовления оптического волокна со сверхнизким затуханием. Кроме того, в настоящем изобретении полую стеклянную трубку применяют в качестве затравочного стержня, и при этом полая стеклянная трубка, которая является затравочным стержнем, непосредственно соединена с несвязанной массой слоя сердцевины. В ходе последующей дегидратации среда для дегидратации не только проникает снаружи внутрь несвязанной массы слоя оболочки, но также среда для дегидратации непосредственно поступает в слой сердцевины через полую стеклянную трубку. Таким образом, даже если внешняя среда для дегидратации не может проникнуть в слой сердцевины, гидроксильные группы в слое сердцевины могут быть удалены с обеспечением тем самым уменьшения пика воды.
Результаты показывают, что потеря в оптическом волокне, изготовленном в соответствии с настоящим изобретением, при длине волны, составляющей 1550 нм, равняется 0,172 дБ/км или меньше, и потеря в оптическом волокне при длине волны, составляющей 1383 нм, равняется 0,285 дБ/км или меньше.
Для дополнительного понимания настоящего изобретения оптическое волокно и способ его изготовления, предусмотренные в соответствии с настоящим изобретением, будут описаны ниже в сочетании с вариантами осуществления, и при этом объем защиты настоящего изобретения не ограничен следующими вариантами осуществления.
Вариант осуществления номер один
Полую стеклянную трубку применяют в качестве затравочного стержня, и способ VAD применяют для изготовления несвязанной массы сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу. Как показано на фиг. 2, полая стеклянная трубка содержит полое трубчатое тело и открытый наконечник для осаждения, сообщающийся с конечным участком полого трубчатого тела. Открытый наконечник для осаждения является коническим, длина наконечника для осаждения составляет 20 мм, и при этом в наконечнике для осаждения предусмотрено отверстие диаметром 6 мм. Внутренний диаметр полого трубчатого тела полой стеклянной трубки составляет 30 мм, и наружный диаметр полого трубчатого тела полой стеклянной трубки составляет 32 мм.
Камера устройства для изготовления несвязанной массы сердцевинного стержня с помощью способа VAD обеспечена первой паяльной горелкой, второй паяльной горелкой и третьей паяльной горелкой, последовательно расположенными по направлению снизу вверх.
Газы, поступающие в первую паяльную горелку, представляют собой H2, O2, Ar и SiCl4. Первая паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре первой паяльной горелки, для подачи смешанного газа, состоящего из кислорода (обозначенного как O1) и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород (обозначенный как H1), водород (обозначенный как H2), аргон (обозначенный как Ar1), кислород (обозначенный как O2), аргон (обозначенный как Ar2), водород (обозначенный как H3) и аргон (обозначенный как Ar3) последовательно поступают в линию для семислойного газового потока по направлению от центра наружу первой паяльной горелки. Значения расхода H2, поступающего в первую паяльную горелку для осаждения несвязанной массы слоя сердцевины, составляют для H1: 0,25 л/мин, для H2: 3 л/мин и для H3: 15 л/мин, значения расхода O2 составляют для O1: 13,5 л/мин и для O2: 15,5 л/мин, значения расхода Ar составляют для Ar1: 2,5 л/мин, для Ar2: 3 л/мин и для Ar 3: 4 л/мин, и расход SiCl4 составляет 2,1 г/мин. Несвязанную массу слоя сердцевины получают путем осаждения.
Вторая паяльная горелка содержит трубу для подачи водорода, расположенную в центре второй паяльной горелки, и трубу для подачи кислорода, расположенную в форме концентрической окружности снаружи трубы для подачи водорода. Расход H2, поступающего во вторую паяльную горелку, применяемую для изготовления слоя изоляции из диоксида кремния, составляет 12 л/мин, расход O2 составляет 10 л/мин, и при этом получают слой изоляции из диоксида кремния.
Третья паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре третьей паяльной горелки, для подачи смешанного газа, состоящего из кислорода (обозначенного O3) и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород (обозначенный H4), водород (обозначенный H5), смешанный газ, состоящий из аргона (обозначенный Ar4) и CF4, кислород (обозначенный O4), аргон (обозначенный Ar5), водород (обозначенный H6) и аргон (обозначенный Ar6) последовательно поступают в линию для семислойного газового потока по направлению от центра наружу третьей паяльной горелки. Значения расхода H2, поступающего в третью паяльную горелку для осаждения несвязанной массы слоя оболочки, составляют для H4: 2,5 л/мин, для H5: 3,5 л/мин и для H6: 35 л/мин, значения расхода O2 составляют для O3: 26 л/мин и для O4: 36 л/мин, значения расхода Ar составляют для Ar4: 2,5 л/мин, для Ar5: 4 л/мин и для Ar6: 6 л/мин, расход SiCl4 составляет 18 г/мин, и расход CF4 составляет 1,5 л/мин Несвязанную массу слоя оболочки получают путем осаждения.
Длина пламени от сопла паяльной горелки первой паяльной горелки до несвязанной массы сердцевинного стержня составляет 45 мм; длина пламени от сопла паяльной горелки второй паяльной горелки до несвязанной массы сердцевинного стержня составляет 85 мм; и длина пламени от сопла паяльной горелки третьей паяльной горелки до несвязанной массы сердцевинного стержня составляет 135 мм.
Расстояние между центральной точкой сопла паяльной горелки первой паяльной горелки и центральной точкой сопла паяльной горелки второй паяльной горелки составляет 70 мм, и расстояние между центральной точкой сопла паяльной горелки второй паяльной горелки и центральной точкой сопла паяльной горелки третьей паяльной горелки составляет 120 мм.
После установки параметров трех паяльных горелок паяльные горелки зажигают для осаждения несвязанной массы сердцевинного стержня. Водородно-кислородное пламя второй паяльной горелки применяют для повышения температуры образованной несвязанной массы слоя сердцевины до значения в диапазоне 900-1000°C. При повышении локальной температуры частицы SiO2 на поверхности несвязанной массы слоя сердцевины начинают уплотняться, несвязанная масса слоя сердцевины уплотняется с образованием слоя изоляции из диоксида кремния на поверхности, и при этом получают несвязанную массу сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу.
При изготовлении несвязанной массы сердцевинного стержня осаждение начинается на полой стеклянной трубке на расстоянии 20 мм от верхнего конца наконечника для осаждения. Длина осаждения несвязанной массы сердцевинного стержня составляет 800 мм. Диаметр несвязанной массы слоя сердцевины составляет 23,9 мм, толщина слоя изоляции из диоксида кремния составляет 0,85 мм, и толщина несвязанной массы слоя оболочки составляет 58 мм. Плотность несвязанной массы слоя сердцевины составляет 0,22 г/см3, плотность слоя изоляции из диоксида кремния составляет 0,95 г/см3, и плотность несвязанной массы слоя оболочки составляет 0,3 г/см3.
Скорость осаждения несвязанной массы сердцевинного стержня составляет 80 мм/ч. Рабочая температура составляет 980°. Наконец, получают несвязанную массу сердцевинного стержня длиной 800 мм.
При изготовлении несвязанной массы сердцевинного стержня применяют герметизирующую крышку для герметизации верхнего конца тела полой стеклянной трубки. Несвязанная масса слоя сердцевины конечной полученной несвязанной массы сердцевинного стержня соединена с наконечником для осаждения.
После получения несвязанной массы сердцевинного стержня несвязанную массу сердцевинного стержня подвергают дегидратации, и при этом в ходе дегидратации удаляют герметизирующую крышку на верхнем конце тела полой стеклянной трубки. Среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку и проникает снаружи внутрь несвязанной массы оболочки. Среда для дегидратации состоит из гелия и хлора, и при этом в среде для дегидратации содержание хлора составляет 4%. Давление, при котором среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку, составляет 80 фунтов/кв. дюйм; и давление, при котором среда для дегидратации проникает снаружи внутрь несвязанной массы слоя оболочки, составляет 35 фунтов/кв. дюйм. Температура дегидратации составляет 1250°; и время дегидратации составляет 2,5 часа. Наконец, получают дегидратированную несвязанную массу сердцевинного стержня.
После завершения дегидратации дегидратированную несвязанную массу сердцевинного стержня последовательно спекают, растягивают и промывают агрессивным веществом и на поверхности образуют внешний слой оболочки с получением заготовки.
После измерения показатель преломления слоя сердцевины заготовки составляет 1,4572, показатель преломления первого слоя оболочки, легированного с помощью F, составляет 1,45282, и разница между показателем преломления слоя сердцевины и показателем преломления первого слоя оболочки, легированного с помощью F, Δ=-0,3%.
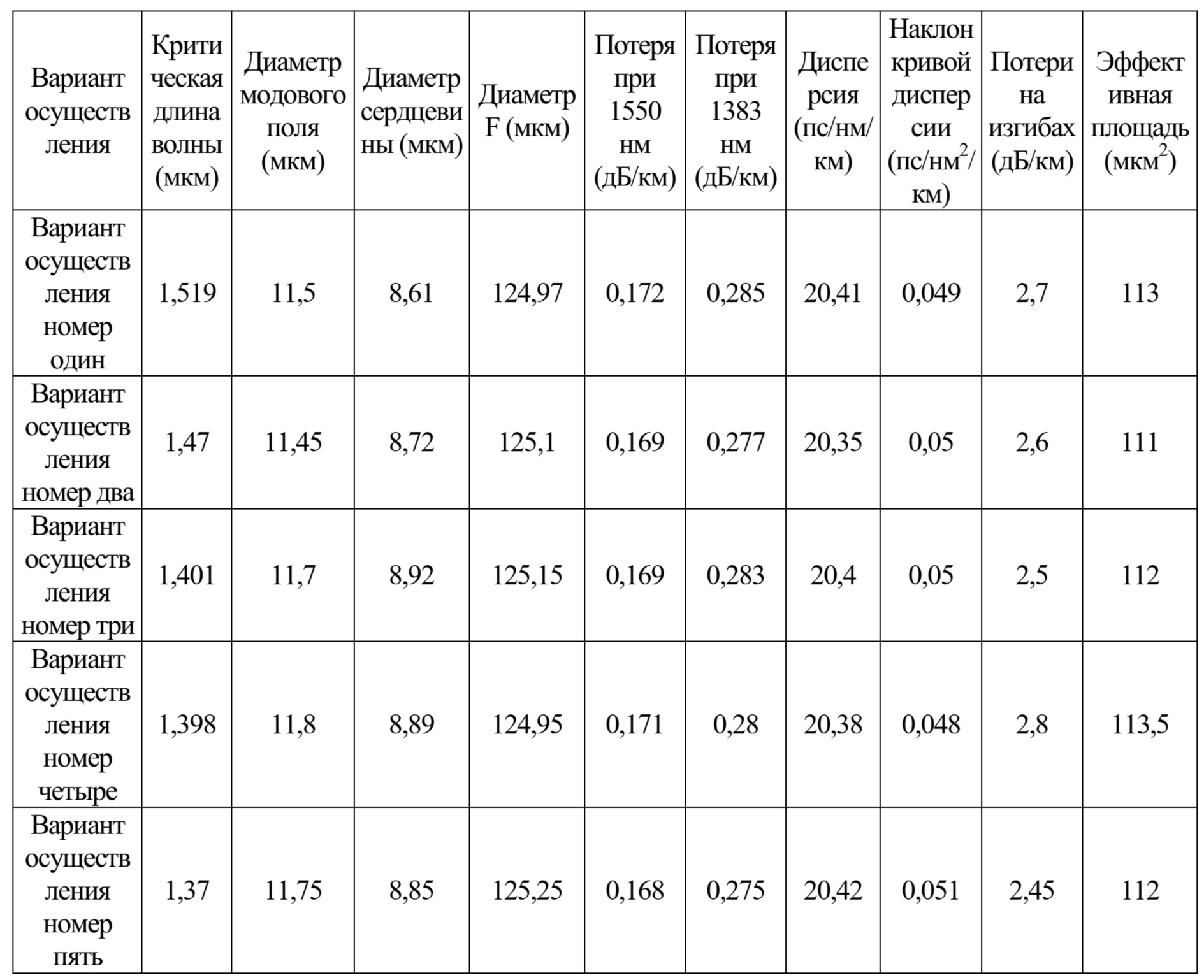
Далее заготовку вытягивают с получением оптического волокна. Температура в печи при вытягивании составляет 2050°, нагрузка при вытягивании составляет 115 г, линейная скорость вытягивания составляет 1000 м/мин, и длина оптического волокна после вытягивания составляет 10 км. Получают оптические волокна и измеряют рабочие характеристики оптических волокон. Результаты показаны в таблице 1, и при этом в таблице 1 показаны результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно вариантам осуществления 1-5.
Таблица 1. Результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно вариантам осуществления 1-5
Сравнительный вариант осуществления номер один
Оптическое волокно изготавливают в соответствии с технологическими параметрами согласно варианту осуществления номер один, за исключением того, что вместо полой стеклянной трубки в варианте осуществления применяют затравочный стержень из цельного стекла. Измеряют рабочие характеристики оптических волокон. Результаты показаны в таблице 2, и при этом в таблице 2 показаны результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно сравнительным вариантам осуществления 1-5.
Таблица 2. Результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно сравнительным вариантам осуществления 1-5

Вариант осуществления номер два
Полую стеклянную трубку применяют в качестве затравочного стержня, и способ VAD применяют для изготовления несвязанной массы сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу. Как показано на фиг. 2, полая стеклянная трубка содержит полое трубчатое тело и открытый наконечник для осаждения, сообщающийся с конечным участком полого трубчатого тела. Открытый наконечник для осаждения является коническим, длина наконечника для осаждения составляет 20 мм, и при этом в наконечнике для осаждения предусмотрено отверстие диаметром 6 мм. Внутренний диаметр полого трубчатого тела полой стеклянной трубки составляет 30 мм, и наружный диаметр полого трубчатого тела полой стеклянной трубки составляет 32 мм.
Камера устройства для изготовления несвязанной массы сердцевинного стержня с помощью способа VAD обеспечена первой паяльной горелкой, второй паяльной горелкой и третьей паяльной горелкой, последовательно расположенными по направлению снизу вверх.
Газы, поступающие в первую паяльную горелку, представляют собой H2, O2, Ar и SiCl4. Первая паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре первой паяльной горелки, для подачи смешанного газа, состоящего из кислорода (обозначенного как O1) и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород (обозначенный как H1), водород (обозначенный как H2), аргон (обозначенный как Ar1), кислород (обозначенный как O2), аргон (обозначенный как Ar2), водород (обозначенный как H3) и аргон (обозначенный как Ar3) последовательно поступают в линию для семислойного газового потока по направлению от центра наружу первой паяльной горелки. Значения расхода H2, поступающего в первую паяльную горелку для осаждения несвязанной массы слоя сердцевины, составляют для H1: 0,25 л/мин, для H2: 3 л/мин и для H3: 15 л/мин, значения расхода O2 составляют для O1: 13,5 л/мин и для O2: 15,5 л/мин, значения расхода Ar составляют для Ar1: 2,5 л/мин, для Ar2: 3 л/мин и для Ar3: 4 л/мин, и расход SiCl4 составляет 2,1 г/мин. Несвязанную массу слоя сердцевины получают путем осаждения.
Вторая паяльная горелка содержит трубу для подачи водорода, расположенную в центре второй паяльной горелки, и трубу для подачи кислорода, расположенную в форме концентрической окружности снаружи трубы для подачи водорода. Расход H2, поступающего во вторую паяльную горелку, применяемую для изготовления слоя изоляции из диоксида кремния, составляет 13 л/мин, расход O2 составляет 11 л/мин, и при этом получают слой изоляции из диоксида кремния.
Третья паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре третьей паяльной горелки, для подачи смешанного газа, состоящего из кислорода (обозначенного O3) и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород (обозначенный H4), водород (обозначенный H5), смешанный газ, состоящий из аргона (обозначенный Ar4) и CF4, кислород (обозначенный O4), аргон (обозначенный Ar5), водород (обозначенный H6) и аргон (обозначенный Ar6) последовательно поступают в линию для семислойного газового потока по направлению от центра наружу третьей паяльной горелки. Значения расхода H2, поступающего в третью паяльную горелку для осаждения несвязанной массы слоя оболочки, составляют для H4: 2,5 л/мин, для H5: 3,5 л/мин и для H6: 35 л/мин, значения расхода O2 составляют для O3: 26 л/мин и для O4: 36 л/мин, значения расхода Ar составляют для Ar4: 2,5 л/мин, для Ar5: 4 л/мин и для Ar6: 6 л/мин, расход SiCl4 составляет 18 г/мин, и расход CF4 составляет 2,5 л/мин Несвязанную массу слоя оболочки получают путем осаждения.
Длина пламени от сопла паяльной горелки первой паяльной горелки до несвязанной массы сердцевинного стержня составляет 45 мм; длина пламени от сопла паяльной горелки второй паяльной горелки до несвязанной массы сердцевинного стержня составляет 85 мм; и длина пламени от сопла паяльной горелки третьей паяльной горелки до несвязанной массы сердцевинного стержня составляет 135 мм.
Расстояние между центральной точкой сопла паяльной горелки первой паяльной горелки и центральной точкой сопла паяльной горелки второй паяльной горелки составляет 70 мм, и расстояние между центральной точкой сопла паяльной горелки второй паяльной горелки и центральной точкой сопла паяльной горелки третьей паяльной горелки составляет 120 мм.
После установки параметров трех паяльных горелок паяльные горелки зажигают для осаждения несвязанной массы сердцевинного стержня. Водородно-кислородное пламя второй паяльной горелки применяют для повышения температуры образованной несвязанной массы слоя сердцевины до значения в диапазоне 900-1000°. При повышении локальной температуры частицы SiO2 на поверхности несвязанной массы слоя сердцевины начинают уплотняться, несвязанная масса слоя сердцевины уплотняется с образованием слоя изоляции из диоксида кремния на поверхности, и получают несвязанную массу сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу.
При изготовлении несвязанной массы сердцевинного стержня осаждение начинается на полой стеклянной трубке на расстоянии 20 мм от верхнего конца наконечника для осаждения. Длина осаждения несвязанной массы сердцевинного стержня составляет 800 мм. Диаметр несвязанной массы слоя сердцевины составляет 24 мм, толщина слоя изоляции из диоксида кремния составляет 1,05 мм, и толщина несвязанной массы слоя оболочки составляет 58 мм. Плотность несвязанной массы слоя сердцевины составляет 0,223 г/см3, плотность слоя изоляции из диоксида кремния составляет 1,02 г/см3, и плотность несвязанной массы слоя оболочки составляет 0,31 г/см3.
Скорость осаждения несвязанной массы сердцевинного стержня составляет 80 мм/ч. Рабочая температура составляет 980°. Наконец, получают несвязанную массу сердцевинного стержня длиной 800 мм.
При изготовлении несвязанной массы сердцевинного стержня применяют герметизирующую крышку для герметизации верхнего конца тела полой стеклянной трубки. Несвязанная масса слоя сердцевины конечной полученной несвязанной массы сердцевинного стержня соединена с наконечником для осаждения.
После получения несвязанной массы сердцевинного стержня несвязанную массу сердцевинного стержня подвергают дегидратации, и при этом в ходе дегидратации удаляют герметизирующую крышку на верхнем конце тела полой стеклянной трубки. Среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку и проникает снаружи внутрь несвязанной массы оболочки. Среда для дегидратации состоит из гелия и хлора, и при этом в среде для дегидратации содержание хлора составляет 5%. Давление, при котором среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку, составляет 82 фунтов/кв. дюйм; и давление, при котором среда для дегидратации проникает снаружи внутрь несвязанной массы слоя оболочки, составляет 38 фунтов/кв. дюйм. Температура дегидратации составляет 1250°; и время дегидратации составляет 2,5 часа. Наконец, получают дегидратированную несвязанную массу сердцевинного стержня.
После завершения дегидратации дегидратированную несвязанную массу сердцевинного стержня последовательно спекают, растягивают и промывают агрессивным веществом и на поверхности образуют внешний слой оболочки с получением заготовки.
После измерения показатель преломления слоя сердцевины заготовки составляет 1,4572, показатель преломления первого слоя оболочки, легированного с помощью F, составляет 1,45224, и Δ=-0,34%.
Далее заготовку вытягивают с получением оптического волокна. Температура в печи при вытягивании составляет 2000°, нагрузка при вытягивании составляет 150 г, линейная скорость вытягивания составляет 1000 м/мин, и длина оптического волокна после вытягивания составляет 14 км. Получают оптическое волокно и измеряют рабочие характеристики оптических волокон. Результаты показаны в таблице 1, и при этом в таблице 1 показаны результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно вариантам осуществления 1-5.
Сравнительный вариант осуществления номер два
Оптическое волокно изготавливают в соответствии с технологическими параметрами согласно варианту осуществления номер два, за исключением того, что в варианте осуществления вместо полой стеклянной трубки применяют затравочный стержень из цельного стекла. Измеряют рабочие характеристики оптических волокон. Результаты показаны в таблице 2, и при этом в таблице 2 показаны результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно сравнительным вариантам осуществления 1-5.
Вариант осуществления номер 3
Полую стеклянную трубку применяют в качестве затравочного стержня, и способ VAD применяют для изготовления несвязанной массы сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу. Как показано на фиг. 2, полая стеклянная трубка содержит полое трубчатое тело и открытый наконечник для осаждения, сообщающийся с конечным участком полого трубчатого тела. Открытый наконечник для осаждения является коническим, длина наконечника для осаждения составляет 20 мм, и при этом в наконечнике для осаждения предусмотрено отверстие диаметром 6 мм. Внутренний диаметр полого трубчатого тела полой стеклянной трубки составляет 30 мм, и наружный диаметр полого трубчатого тела полой стеклянной трубки составляет 32 мм.
Камера устройства для изготовления несвязанной массы сердцевинного стержня с помощью способа VAD обеспечена первой паяльной горелкой, второй паяльной горелкой и третьей паяльной горелкой, последовательно расположенными по направлению снизу вверх.
Газы, поступающие в первую паяльную горелку, представляют собой H2, O2, Ar и SiCl4. Первая паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре первой паяльной горелки, для подачи смешанного газа, состоящего из кислорода (обозначенного как O1) и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород (обозначенный как H1), водород (обозначенный как H2), аргон (обозначенный как Ar1), кислород (обозначенный как O2), аргон (обозначенный как Ar2), водород (обозначенный как H3) и аргон (обозначенный как Ar3) последовательно поступают в линию для семислойного газового потока по направлению от центра наружу первой паяльной горелки. Значения расхода H2, поступающего в первую паяльную горелку для осаждения несвязанной массы слоя сердцевины, составляют для H1: 0,25 л/мин, для H2: 3 л/мин и для H3: 15 л/мин, значения расхода O2 составляют для O1: 13,5 л/мин и для O2: 15,5 л/мин, значения расхода Ar составляют для Ar1: 2,5 л/мин, для Ar2: 3 л/мин и для Ar3: 4 л/мин, и расход SiCl4 составляет 2,1 г/мин Несвязанную массу слоя сердцевины получают путем осаждения.
Вторая паяльная горелка содержит трубу для подачи водорода, расположенную в центре второй паяльной горелки, и трубу для подачи кислорода, расположенную в форме концентрической окружности снаружи трубы для подачи водорода. Расход H2, поступающего во вторую паяльную горелку, применяемую для изготовления слоя изоляции из диоксида кремния, составляет 15 л/мин, расход O2 составляет 12 л/мин, и при этом получают слой изоляции из диоксида кремния.
Третья паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре третьей паяльной горелки, для подачи смешанного газа, состоящего из кислорода (обозначенного O3) и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород (обозначенный H4), водород (обозначенный H5), смешанный газ, состоящий из аргона (обозначенный Ar4) и CF4, кислород (обозначенный O4), аргон (обозначенный Ar5), водород (обозначенный H6) и аргон (обозначенный Ar6) последовательно поступают в линию для семислойного газового потока по направлению от центра наружу третьей паяльной горелки. Значения расхода H2, поступающего в третью паяльную горелку для осаждения несвязанной массы слоя оболочки, составляют для H4: 2,5 л/мин, для H5: 3,5 л/мин и для H6: 35 л/мин, значения расхода O2 составляют для O3: 26 л/мин и для O4: 36 л/мин, значения расхода Ar составляют для Ar4: 2,5 л/мин, для Ar5: 4 л/мин и для Ar6: 6 л/мин, расход SiCl4 составляет 18 г/мин, и расход CF4 составляет 4 л/мин Несвязанную массу слоя оболочки получают путем осаждения.
Длина пламени от сопла паяльной горелки первой паяльной горелки до несвязанной массы сердцевинного стержня составляет 45 мм; длина пламени от сопла паяльной горелки второй паяльной горелки до несвязанной массы сердцевинного стержня составляет 85 мм; и длина пламени от сопла паяльной горелки третьей паяльной горелки до несвязанной массы сердцевинного стержня составляет 135 мм.
Расстояние между центральной точкой сопла паяльной горелки первой паяльной горелки и центральной точкой сопла паяльной горелки второй паяльной горелки составляет 70 мм, и расстояние между центральной точкой сопла паяльной горелки второй паяльной горелки и центральной точкой сопла паяльной горелки третьей паяльной горелки составляет 120 мм.
После установки параметров трех паяльных горелок паяльные горелки зажигают для осаждения несвязанной массы сердцевинного стержня. Водородно-кислородное пламя второй паяльной горелки применяют для повышения температуры образованной несвязанной массы слоя сердцевины до значения в диапазоне 900-1000°C. При повышении локальной температуры частицы SiO2 на поверхности несвязанной массы слоя сердцевины начинают уплотняться, и при этом несвязанная масса слоя сердцевины уплотняется с образованием слоя изоляции из диоксида кремния на поверхности, и при этом получают несвязанную массу сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу.
При изготовлении несвязанной массы сердцевинного стержня осаждение начинается на полой стеклянной трубке на расстоянии 20 мм от верхнего конца наконечника для осаждения. Длина осаждения несвязанной массы сердцевинного стержня составляет 1000 мм, диаметр несвязанной массы слоя сердцевины составляет 24 мм, толщина слоя изоляции из диоксида кремния составляет 1,15 мм, и толщина несвязанной массы слоя оболочки составляет 58 мм. Плотность несвязанной массы слоя сердцевины составляет 0,22 г/см3, плотность слоя изоляции из диоксида кремния составляет 1,13 г/см3, и плотность несвязанной массы слоя оболочки составляет 0,29 г/см3.
Скорость осаждения несвязанной массы сердцевинного стержня составляет 80 мм/ч. Рабочая температура составляет 980°. Наконец, получают несвязанную массу сердцевинного стержня длиной 1000 мм.
При изготовлении несвязанной массы сердцевинного стержня применяют герметизирующую крышку для герметизации верхнего конца тела полой стеклянной трубки. Несвязанная масса слоя сердцевины конечной полученной несвязанной массы сердцевинного стержня соединена с наконечником для осаждения.
После получения несвязанной массы сердцевинного стержня несвязанную массу сердцевинного стержня подвергают дегидратации, и при этом в ходе дегидратации удаляют герметизирующую крышку на верхнем конце тела полой стеклянной трубки. Среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку и проникает снаружи внутрь несвязанной массы оболочки. Среда для дегидратации состоит из гелия и хлора, и при этом в среде для дегидратации содержание хлора составляет 6%. Давление, при котором среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку, составляет 85 фунтов/кв. дюйм; и давление, при котором среда для дегидратации проникает снаружи внутрь несвязанной массы слоя оболочки, составляет 40 фунтов/кв. дюйм. Температура дегидратации составляет 1250°; и время дегидратации составляет 2,5 часа. Наконец, получают дегидратированную несвязанную массу сердцевинного стержня.
После завершения дегидратации дегидратированную несвязанную массу сердцевинного стержня последовательно спекают, растягивают и промывают агрессивным веществом и на поверхности образуют внешний слой оболочки с получением заготовки.
После измерения показатель преломления слоя сердцевины заготовки составляет 1,4572, показатель преломления первого слоя оболочки, легированного с помощью F, составляет 1,45195, и Δ=-0,36%.
Далее заготовку вытягивают с получением оптического волокна. Температура в печи при вытягивании составляет 1987°, нагрузка при вытягивании составляет 200 г, линейная скорость вытягивания составляет 1000 м/мин, и длина оптического волокна после вытягивания составляет 15 км. Получают оптическое волокно и измеряют рабочие характеристики оптических волокон. Результаты показаны в таблице 1, и при этом в таблице 1 показаны результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно вариантам осуществления 1-5.
Сравнительный вариант осуществления номер три
Оптическое волокно изготавливают в соответствии с технологическими параметрами согласно варианту осуществления номер три, за исключением того, что в варианте осуществления вместо полой стеклянной трубки применяют затравочный стержень из цельного стекла. Измеряют рабочие характеристики оптических волокон. Результаты показаны в таблице 2, и при этом в таблице 2 показаны результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно сравнительным вариантам осуществления 1-5.
Вариант осуществления номер четыре
Полую стеклянную трубку применяют в качестве затравочного стержня, и способ VAD применяют для изготовления несвязанной массы сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу. Как показано на фиг. 2, полая стеклянная трубка содержит полое трубчатое тело и открытый наконечник для осаждения, сообщающийся с конечным участком полого трубчатого тела. Открытый наконечник для осаждения является коническим, длина наконечника для осаждения составляет 20 мм, и при этом в наконечнике для осаждения предусмотрено отверстие диаметром 6 мм. Внутренний диаметр полого трубчатого тела полой стеклянной трубки составляет 30 мм, и наружный диаметр полого трубчатого тела полой стеклянной трубки составляет 32 мм.
Камера устройства для изготовления несвязанной массы сердцевинного стержня с помощью способа VAD обеспечена первой паяльной горелкой, второй паяльной горелкой и третьей паяльной горелкой, последовательно расположенными по направлению снизу вверх.
Газы, поступающие в первую паяльную горелку, представляют собой H2, O2, Ar и SiCl4. Первая паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре первой паяльной горелки, для подачи смешанного газа, состоящего из кислорода (обозначенного как O1) и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород (обозначенный как H1), водород (обозначенный как H2), аргон (обозначенный как Ar1), кислород (обозначенный как O2), аргон (обозначенный как Ar2), водород (обозначенный как H3) и аргон (обозначенный как Ar3) последовательно поступают в линию для семислойного газового потока по направлению от центра наружу первой паяльной горелки. Значения расхода H2, поступающего в первую паяльную горелку для осаждения несвязанной массы слоя сердцевины, составляют для H1: 0,4 л/мин, для H2: 3,5 л/мин и для H3: 17 л/мин, значения расхода O2 составляют для O1: 15 л/мин и для O2: 17 л/мин, значения расхода Ar составляют для Ar1: 2,5 л/мин, для Ar2: 3 л/мин и для Ar3: 4 л/мин, и расход SiCl4 составляет 2,5 г/мин Несвязанную массу слоя сердцевины получают путем осаждения.
Вторая паяльная горелка содержит трубу для подачи водорода, расположенную в центре второй паяльной горелки, и трубу для подачи кислорода, расположенную в форме концентрической окружности снаружи трубы для подачи водорода. Расход H2, поступающего во вторую паяльную горелку, применяемую для изготовления слоя изоляции из диоксида кремния, составляет 13 л/мин, расход O2 составляет 11 л/мин, и при этом получают слой изоляции из диоксида кремния.
Третья паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре третьей паяльной горелки, для подачи смешанного газа, состоящего из кислорода (обозначенного O3) и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород (обозначенный H4), водород (обозначенный H5), смешанный газ, состоящий из аргона (обозначенный Ar4) и CF4, кислород (обозначенный O4), аргон (обозначенный Ar5), водород (обозначенный H6) и аргон (обозначенный Ar6) последовательно поступают в линию для семислойного газового потока по направлению от центра наружу третьей паяльной горелки. Значения расхода H2, поступающего в третью паяльную горелку для осаждения несвязанной массы слоя оболочки, составляют для H4: 2,5 л/мин, для H5: 3,5 л/мин и для H6: 35 л/мин, значения расхода O2 составляют для O3: 26 л/мин и для O4: 36 л/мин, значения расхода Ar составляют для Ar4: 2,5 л/мин, для Ar5: 4 л/мин и для Ar6: 6 л/мин, расход SiCl4 составляет 18 г/мин, и расход CF4 составляет 2,5 г/мин Несвязанную массу слоя оболочки получают путем осаждения.
Длина пламени от сопла паяльной горелки первой паяльной горелки до несвязанной массы сердцевинного стержня составляет 42 мм; длина пламени от сопла паяльной горелки второй паяльной горелки до несвязанной массы сердцевинного стержня составляет 83 мм; и длина пламени от сопла паяльной горелки третьей паяльной горелки до несвязанной массы сердцевинного стержня составляет 125 мм.
Расстояние между центральной точкой сопла паяльной горелки первой паяльной горелки и центральной точкой сопла паяльной горелки второй паяльной горелки составляет 70 мм, и расстояние между центральной точкой сопла паяльной горелки второй паяльной горелки и центральной точкой сопла паяльной горелки третьей паяльной горелки составляет 120 мм.
После установки параметров трех паяльных горелок паяльные горелки зажигают для осаждения несвязанной массы сердцевинного стержня. Водородно-кислородное пламя второй паяльной горелки применяют для повышения температуры образованной несвязанной массы слоя сердцевины до значения в диапазоне 900-1000°C. При повышении локальной температуры частицы SiO2 на поверхности несвязанной массы слоя сердцевины начинают уплотняться, несвязанная масса слоя сердцевины уплотняется с образованием слоя изоляции из диоксида кремния на поверхности, и при этом получают несвязанную массу сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу.
При изготовлении несвязанной массы сердцевинного стержня осаждение начинается на полой стеклянной трубке на расстоянии 20 мм от верхнего конца наконечника для осаждения. Длина осаждения несвязанной массы сердцевинного стержня составляет 600 мм. Диаметр несвязанной массы слоя сердцевины составляет 23,8 мм, толщина слоя изоляции из диоксида кремния составляет 1,06 мм, и толщина несвязанной массы слоя оболочки составляет 58 мм. Плотность несвязанной массы слоя сердцевины составляет 0,25 г/см3, плотность слоя изоляции из диоксида кремния составляет 1,04 г/см3, и плотность несвязанной массы слоя оболочки составляет 0,3 г/см3.
Скорость осаждения несвязанной массы сердцевинного стержня составляет 85 мм/ч. Рабочая температура составляет 995°. Наконец, получают несвязанную массу сердцевинного стержня длиной 600 мм.
При изготовлении несвязанной массы сердцевинного стержня применяют герметизирующую крышку для герметизации верхнего конца тела полой стеклянной трубки. Несвязанная масса слоя сердцевины конечной полученной несвязанной массы сердцевинного стержня соединена с наконечником для осаждения.
После получения несвязанной массы сердцевинного стержня несвязанную массу сердцевинного стержня подвергают дегидратации, и при этом в ходе дегидратации удаляют герметизирующую крышку на верхнем конце тела полой стеклянной трубки. Среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку и проникает снаружи внутрь несвязанной массы оболочки. Среда для дегидратации состоит из гелия и хлора, и при этом в среде для дегидратации содержание хлора составляет 7%. Давление, при котором среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку, составляет 88 фунтов/кв. дюйм; и давление, при котором среда для дегидратации проникает снаружи внутрь несвязанной массы слоя оболочки, составляет 43 фунтов/кв. дюйм. Температура дегидратации составляет 1250°; и время дегидратации составляет 2,5 часа. Наконец, получают дегидратированную несвязанную массу сердцевинного стержня.
После завершения дегидратации дегидратированную несвязанную массу сердцевинного стержня последовательно спекают, растягивают и промывают агрессивным веществом и на поверхности образуют внешний слой оболочки с получением заготовки.
После измерения показатель преломления слоя сердцевины заготовки составляет 1,4572, показатель преломления первого слоя оболочки, легированного с помощью F, составляет 1,45239, и Δ=-0,33%.
Далее заготовку вытягивают с получением оптического волокна. Температура в печи при вытягивании составляет 1931°, нагрузка при вытягивании составляет 210 г, линейная скорость вытягивания составляет 1000 м/мин, и длина оптического волокна после вытягивания составляет 8 км. Получают оптическое волокно и измеряют рабочие характеристики оптических волокон. Результаты показаны в таблице 1, и при этом в таблице 1 показаны результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно вариантам осуществления 1-5.
Сравнительный вариант осуществления номер четыре
Оптическое волокно изготавливают в соответствии с технологическими параметрами согласно варианту осуществления номер четыре, за исключением того, что в варианте осуществления вместо полой стеклянной трубки применяют затравочный стержень из цельного стекла. Измеряют рабочие характеристики оптических волокон. Результаты показаны в таблице 2, и при этом в таблице 2 показаны результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно сравнительным вариантам осуществления 1-5.
Вариант осуществления номер пять
Полую стеклянную трубку применяют в качестве затравочного стержня, и способ VAD применяют для изготовления несвязанной массы сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу. Как показано на фиг. 2, полая стеклянная трубка содержит полое трубчатое тело и открытый наконечник для осаждения, сообщающийся с конечным участком полого трубчатого тела. Открытый наконечник для осаждения является коническим, длина наконечника для осаждения составляет 20 мм, и при этом в наконечнике для осаждения предусмотрено отверстие диаметром 6 мм. Внутренний диаметр полого трубчатого тела полой стеклянной трубки составляет 30 мм, и наружный диаметр полого трубчатого тела полой стеклянной трубки составляет 32 мм.
Камера устройства для изготовления несвязанной массы сердцевинного стержня с помощью способа VAD обеспечена первой паяльной горелкой, второй паяльной горелкой и третьей паяльной горелкой, последовательно расположенными по направлению снизу вверх.
Газы, поступающие в первую паяльную горелку, представляют собой H2, O2, Ar и SiCl4. Первая паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре первой паяльной горелки, для подачи смешанного газа, состоящего из кислорода (обозначенного как O1) и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород (обозначенный H1), водород (обозначенный H2), аргон (обозначенный Ar1), кислород (обозначенный O2), аргон (обозначенный Ar2), водород (обозначенный H3) и аргон (обозначенный Ar3) последовательно поступают в линию для семислойного газового потока по направлению от центра наружу первой паяльной горелки. Значения расхода H2, поступающего в первую паяльную горелку для осаждения несвязанной массы слоя сердцевины, составляют для H1: 0,25 л/мин, для H2: 3 л/мин и для H3: 15 л/мин, значения расхода O2 составляют для O1: 13,5 л/мин и для O2: 15,5 л/мин, значения расхода Ar составляют для Ar1: 2,5 л/мин, для Ar2: 3 л/мин и для Ar3: 4 л/мин, и расход SiCl4 составляет 2,1 г/мин Несвязанную массу слоя сердцевины получают путем осаждения.
Вторая паяльная горелка содержит трубу для подачи водорода, расположенную в центре второй паяльной горелки, и трубу для подачи кислорода, расположенную в форме концентрической окружности снаружи трубы для подачи водорода. Расход H2, поступающего во вторую паяльную горелку, применяемую для изготовления слоя изоляции из диоксида кремния, составляет 13 л/мин, расход O2 составляет 11 л/мин, и при этом получают слой изоляции из диоксида кремния.
Третья паяльная горелка содержит трубу для подачи исходного материала, расположенную в центре третьей паяльной горелки, для подачи смешанного газа, состоящего из кислорода (обозначенного O3) и SiCl4, и линию для семислойного газового потока, концентрически расположенную снаружи трубы для подачи исходного материала. Водород (обозначенный H4), водород (обозначенный H5), смешанный газ, состоящий из аргона (обозначенный Ar4) и CF4, кислород (обозначенный O4), аргон (обозначенный Ar5), водород (обозначенный H6) и аргон (обозначенный Ar6) последовательно поступают в линию для семислойного газового потока по направлению от центра наружу третьей паяльной горелки. Значения расхода H2, поступающего в третью паяльную горелку для осаждения несвязанной массы слоя оболочки, составляют для H4: 2,5 л/мин, для H5: 3,5 л/мин и для H6: 35 л/мин, значения расхода O2 составляют для O3: 26 л/мин и для O4: 36 л/мин, значения расхода Ar составляют для Ar4: 2,5 л/мин, для Ar5: 4 л/мин и для Ar6: 6 л/мин, расход SiCl4 составляет 25 г/мин, и расход CF4 составляет 3,5 г/мин Несвязанную массу слоя оболочки получают путем осаждения.
Длина пламени от сопла паяльной горелки первой паяльной горелки до несвязанной массы сердцевинного стержня составляет 50 мм; длина пламени от сопла паяльной горелки второй паяльной горелки до несвязанной массы сердцевинного стержня составляет 88 мм; и длина пламени от сопла паяльной горелки третьей паяльной горелки до несвязанной массы сердцевинного стержня составляет 156 мм.
Расстояние между центральной точкой сопла паяльной горелки первой паяльной горелки и центральной точкой сопла паяльной горелки второй паяльной горелки составляет 75 мм, и расстояние между центральной точкой сопла паяльной горелки второй паяльной горелки и центральной точкой сопла паяльной горелки третьей паяльной горелки составляет 120 мм.
После установки параметров трех паяльных горелок паяльные горелки зажигают для осаждения несвязанной массы сердцевинного стержня. Водородно-кислородное пламя второй паяльной горелки применяют для повышения температуры образованной несвязанной массы слоя сердцевины до значения в диапазоне 900-1000°. При повышении локальной температуры частицы SiO2 на поверхности несвязанной массы слоя сердцевины начинают уплотняться, несвязанная масса слоя сердцевины уплотняется с образованием слоя изоляции из диоксида кремния на поверхности, и получают несвязанную массу сердцевинного стержня с несвязанной массой слоя сердцевины, слоем изоляции из диоксида кремния и несвязанной массой слоя оболочки, последовательно расположенными по направлению изнутри наружу.
При изготовлении несвязанной массы сердцевинного стержня осаждение на полой стеклянной трубке начинается на расстоянии 20 мм от верхнего конца наконечника для осаждения. Длина осаждения несвязанной массы сердцевинного стержня составляет 800 мм. Диаметр несвязанной массы слоя сердцевины составляет 24 мм, толщина слоя изоляции из диоксида кремния составляет 1,05 мм, и толщина несвязанной массы слоя оболочки составляет 60 мм. Плотность несвязанной массы слоя сердцевины составляет 0,225 г/см3, плотность слоя изоляции из диоксида кремния составляет 1,02 г/см3, и плотность несвязанной массы слоя оболочки составляет 0,33 г/см3.
Скорость осаждения несвязанной массы сердцевинного стержня составляет 90 мм/ч. Рабочая температура составляет 980°. Наконец, получают несвязанную массу сердцевинного стержня длиной 800 мм.
При изготовлении несвязанной массы сердцевинного стержня применяют герметизирующую крышку для герметизации верхнего конца тела полой стеклянной трубки. Несвязанная масса слоя сердцевины конечной полученной несвязанной массы сердцевинного стержня соединена с наконечником для осаждения.
После получения несвязанной массы сердцевинного стержня несвязанную массу сердцевинного стержня подвергают дегидратации, и при этом в ходе дегидратации удаляют герметизирующую крышку на верхнем конце тела полой стеклянной трубки. Среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку и проникает снаружи внутрь несвязанной массы оболочки. Среда для дегидратации состоит из гелия и хлора, и при этом в среде для дегидратации содержание хлора составляет 8%. Давление, при котором среда для дегидратации поступает в несвязанную массу слоя сердцевины через полую стеклянную трубку, составляет 90 фунтов/кв. дюйм; и давление, при котором среда для дегидратации проникает снаружи внутрь несвязанной массы слоя оболочки, составляет 45 фунтов/кв. дюйм. Температура дегидратации составляет 1250°; и время дегидратации составляет 2,5 часа. Наконец, получают дегидратированную несвязанную массу сердцевинного стержня.
После завершения дегидратации дегидратированную несвязанную массу сердцевинного стержня последовательно спекают, растягивают и промывают агрессивным веществом и на поверхности образуют внешний слой оболочки с получением заготовки.
После измерения показатель преломления слоя сердцевины заготовки составляет 1,4572, показатель преломления первого слоя оболочки, легированного с помощью F, составляет 1,45253, и Δ=-0,32%.
Далее заготовку вытягивают с получением оптического волокна. Температура в печи при вытягивании составляет 1875°, нагрузка при вытягивания составляет 260 г, линейная скорость вытягивания составляет 1000 м/мин, и длина оптического волокна после вытягивания составляет 10 км. Получают оптическое волокно и измеряют рабочие характеристики оптических волокон. Результаты показаны в таблице 1, и при этом в таблице 1 показаны результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно вариантам осуществления 1-5.
Сравнительный вариант осуществления номер пять
Оптическое волокно изготавливают в соответствии с технологическими параметрами согласно варианту осуществления номер пять, за исключением того, что в варианте осуществления вместо полой стеклянной трубки применяют затравочный стержень из цельного стекла. Измеряют рабочие характеристики оптических волокон. Результаты показаны в таблице 2, и при этом в таблице 2 показаны результаты испытания для оценки рабочих характеристик оптических волокон, изготовленных согласно сравнительным вариантам осуществления 1-5.
Выше представлены только предпочтительные варианты осуществления настоящего изобретения. Следует отметить, что специалисты в данной области техники также могут вносить улучшения и модификации без отступления от сущности настоящего изобретения, и эти улучшения и модификации не следует рассматривать как входящие в объем защиты настоящего изобретения.