Результат интеллектуальной деятельности: СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА КОЛЬЦЕВОГО СВАРНОГО ШВА В ПРОЦЕССЕ МНОГОПРОХОДНОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к неразрушающему контролю и технической диагностике качества кольцевых сварных швов в процессе многопроходной сварки с использованием метода акустической эмиссии.
Известен способ акустико-эмиссионного контроля качества сварного шва в процессе сварки, заключающийся в том, что осуществляют прием возникающих в зоне сварки акустических сигналов смещенными друг относительно друга и относительно сварного шва К широкополосными акустическими преобразователями, усиление принимаемых акустических сигналов, их фильтрацию по величине заданной пиковой амплитуды и степени высокочастотности спектра акустического сигнала, аналого-цифровое преобразование, регистрацию времен прихода сигналов акустической эмиссии на акустические преобразователи, вычисление координат источников акустических сигналов, по результатам акустико-эмиссионного контроля строят картину локализации сигналов акустической эмиссии и выделяют активные области, характеризующиеся повышенным количеством сигналов акустической эмиссии. Кроме того, в процессе контроля регистрируют непрерывные сигналы, усредняют их амплитуду на заданном интервале времени и по ее значению регулируют порог селекции канала преобразования информации для приема в зоне сварки акустических сигналов и по цифровой форме сигнала акустической эмиссии проводят кластеризацию группы сигналов для каждой пьезоантенны, состоящей из трех акустических преобразователей, выделяют группы сигналов, объединенных в кластеры, проводят их локализацию и при превышении в кластерах критического числа сигналов, удовлетворяющих условиям превышения амплитудной и частотной селекции, сварной шов бракуется (Патент РФ 2379677, G01N 29/14, приоритет от 17.07.2008 г., Бюл. №2, 2010 г.), принятый за аналог.
Недостатком данного способа является необходимость выполнения кластеризации зарегистрированных сигналов акустической эмиссии на заданном интервале времени для оценки степени опасности источника и браковки сварного шва, что увеличивает время оценки его качества.
Наиболее близким к данному способу является способ акустико-эмиссионного контроля качества кольцевого сварного шва при многопроходной сварке, заключающийся в том, что устанавливают пороги селекции выше уровня шумов и осуществляют прием возникающих в зоне сварки акустических сигналов широкополосными акустическими преобразователями, усиление принимаемых акустических сигналов, их фильтрацию по величине заданной пиковой амплитуды, аналого-цифровое преобразование, регистрацию времен прихода сигналов акустической эмиссии на акустические преобразователи, вычисление координат источников акустических сигналов. Кроме того, предварительно осуществляют калибровку объекта контроля путем установки по контуру шва не менее четырех широкополосных преобразователей, сварной шов разбивают на равные секторы, координаты источников акустических сигналов определяют в полярной системе координат, при этом полярная ось проходит по границе между секторами, в каждом секторе определяют распределение энергетического параметра MARSE и число осцилляций в акустическом сигнале, сравнивают их с эталонными распределениями на бездефектном участке сварного шва и при превышении этими параметрами их эталонных значений в каком-либо секторе, сварной шов бракуют. (Патент РФ 2572067, G01N 29/14, приоритет от 06.08.2014 г., Бюл. №36, 2015 г.), принятый за прототип.
К недостаткам данного способа относится то, что для браковки сварного шва необходимо определять эталонные распределения энергетического параметра MARSE и числа осцилляций, на достоверность и устойчивость которых оказывают влияние внешние факторы, форма объекта контроля. Это уменьшает достоверность локации дефектов, повышает трудоемкость обработки и увеличивает время обработки результатов контроля.
При разработке заявляемого способа акустико-эмиссионного контроля качества кольцевого сварного шва в процессе многопроходной сварки была поставлена задача повышения достоверности локации дефектов в кольцевых сварных швах и уменьшения времени обработки результатов контроля.
Поставленная задача решается за счет того, что в предлагаемом способе акустико-эмиссионного контроля качества кольцевого сварного шва в процессе многопроходной сварки, заключающемся в том, что устанавливают по контуру шва широкополосные преобразователи, осуществляют калибровку объекта контроля, устанавливают пороги селекции выше уровня шумов и осуществляют прием возникающих в зоне сварки акустических сигналов и их усиление, фильтрацию сигналов по величине заданной амплитуды, аналого-цифровое преобразование, регистрацию времен прихода сигналов акустической эмиссии на акустические преобразователи, вычисление координат источников акустических сигналов, после калибровки по контуру сварного шва выполняют построение браковочной сетки, устанавливают пороговые значения нормированного коэффициента по суммарной амплитуде, затем в процессе выполнения каждого прохода сварки осуществляют регистрацию сигналов акустической эмиссии и расчет их суммарной амплитуды для вычисления координат активных областей сварного шва и величины нормированного коэффициента Ki,j в каждой ячейке браковочной сетки, сравнивают их с пороговыми значениями и при превышении первого порогового значения дефект считают малозначительным, при превышении второго порога нормированных коэффициентов дефект считают значительным, затем регистрируют сигналы акустической эмиссии в процессе остывания сварного шва и вычисляют нормированные коэффициенты Ki,j по амплитуде и сравнивают с их пороговым значением для этапа остывания сварного шва, после чего, сравнивая полученные данные, корректируют координаты расположения источников акустических сигналов сварного шва.
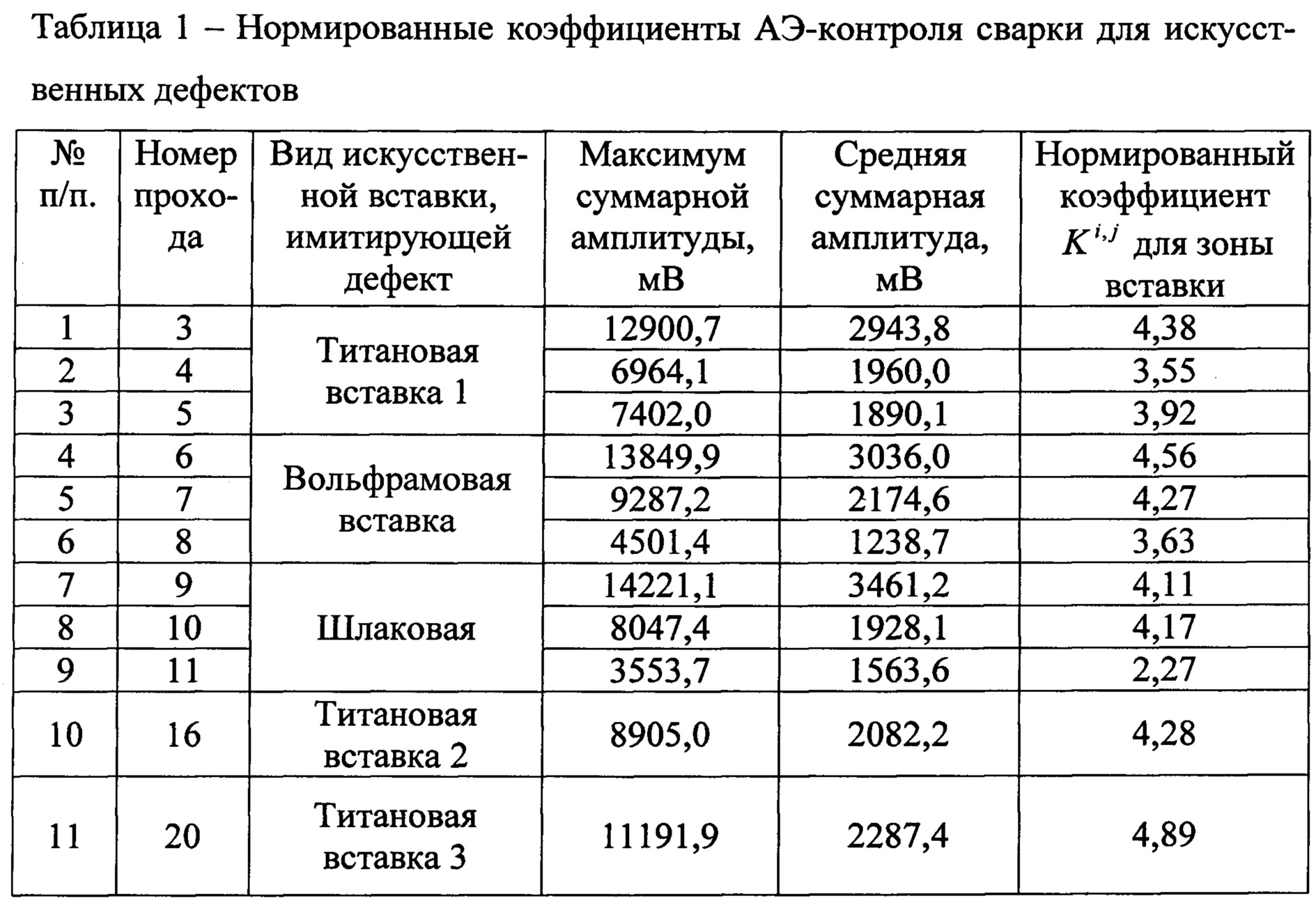
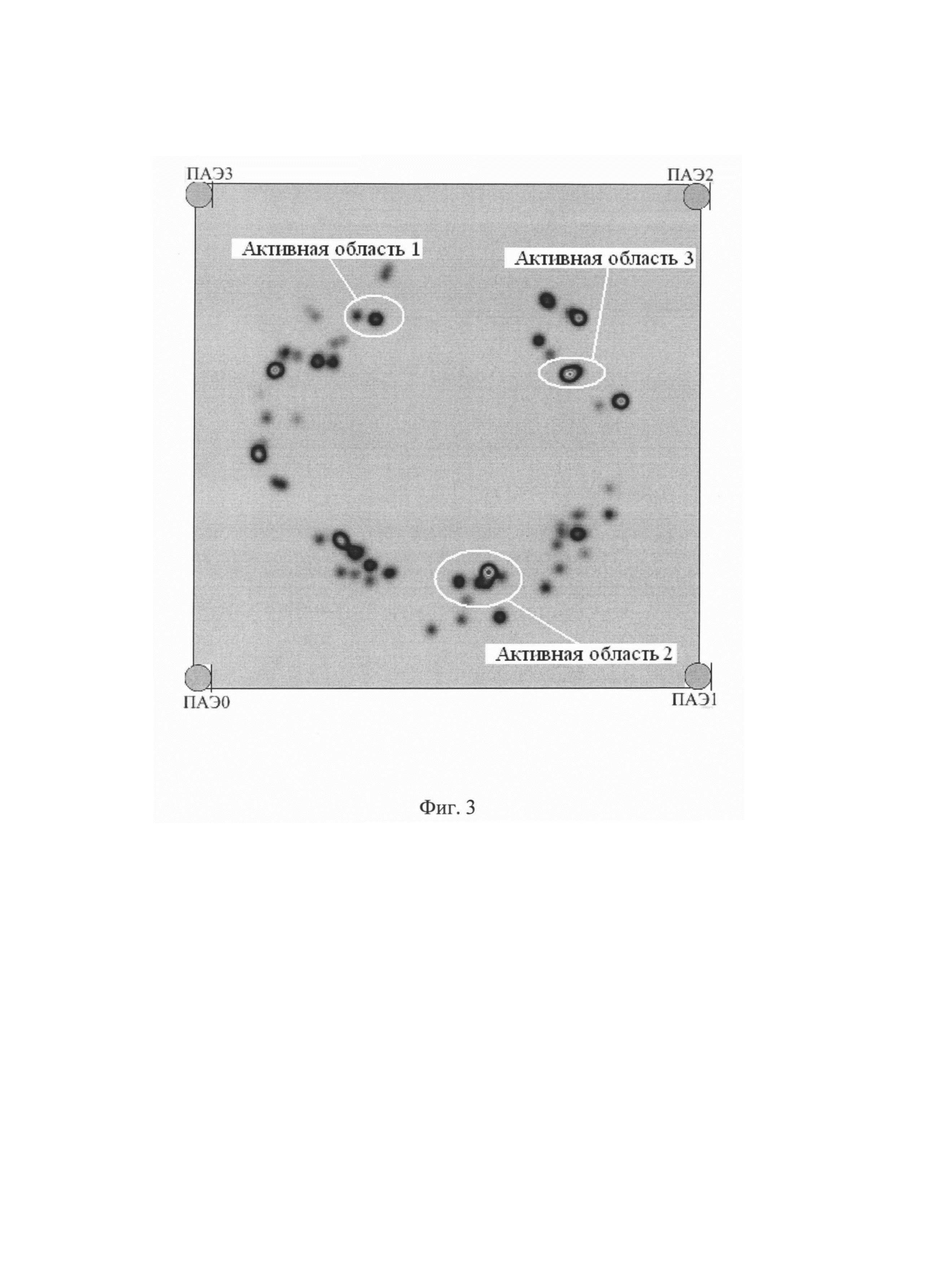
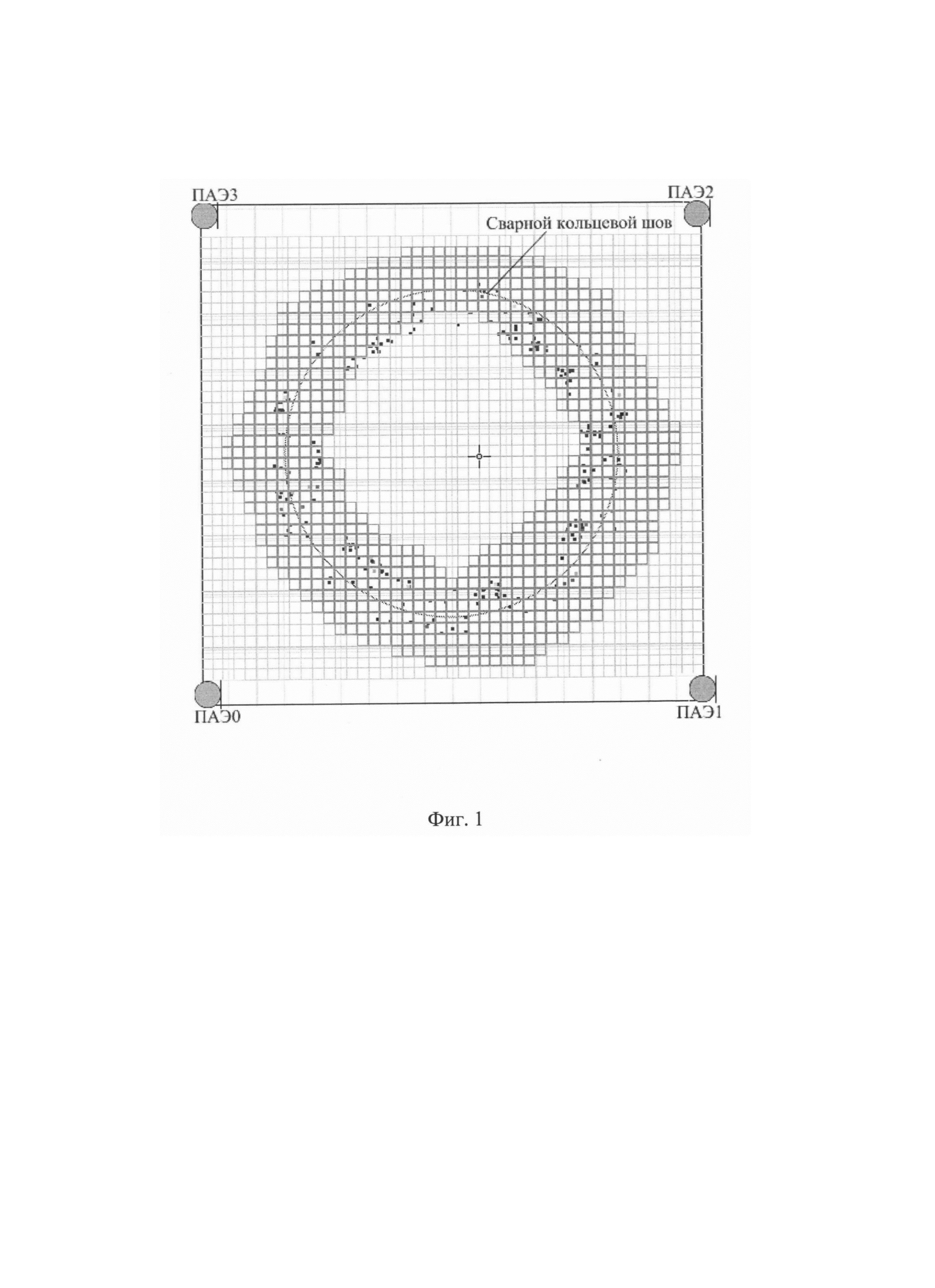
На фиг. 1 представлены результаты калибровки зоны контроля кольцевого сварного шва с нанесенной браковочной сеткой. На фиг. 2 показана локация сигналов акустической эмиссии, зарегистрированных при сварке кольцевого сварного шва. На фиг. 3 приведена локация сигналов акустической эмиссии, зарегистрированных при остывании кольцевого сварного шва.
Предложенный способ реализуется следующим образом.
Перед началом контроля дефектов многопроходной сварки выполняют калибровку объекта контроля. Для этого с учетом скорости звука и особенностей конфигурации объекта контроля по контуру сварного шва устанавливают широкополосные преобразователи. При этом пороги селекции задают выше уровня шумов. После калибровки по контуру сварного шва строится браковочная сетка, ячейки которой имеют координаты i, j, и устанавливают пороговые значения нормированного коэффициента по суммарной амплитуде. Затем выполняют первый проход сварки кольцевого шва, в процессе которого осуществляется прием сигналов акустической эмиссии, их усиление, фильтрация по величине заданной амплитуды, аналого-цифровой преобразование, регистрация времен прихода сигналов акустической эмиссии на акустические преобразователи и определение координат активных областей сварного шва. В каждой ячейке браковочной сетки активной области вычисляют величину нормированных коэффициентов Ki,j по амплитуде по формуле:

где (AΣ)i,j - массив значений суммарной амплитуды в ячейке браковочной сетки, В;  - медиана суммарной амплитуды в ячейке браковочной сетки, В.
- медиана суммарной амплитуды в ячейке браковочной сетки, В.
Затем сравнивают вычисленные значения нормированных коэффициентов Ki,j с их пороговыми значениями. При превышении первого порогового значения для этапа сварки считают дефект малозначительным. При превышении второго порога нормированных коэффициентов дефект считается значительным. В случае более, чем трехкратного превышения первого порогового значения нормированного коэффициента в данной ячейке сетки, тип дефекта заменяется с малозначительного на значительный. После этого определяют координаты расположения источников акустических сигналов сварного шва. Затем регистрируют сигналы акустической эмиссии в процессе остывания сварного шва. Вычисляют по формуле (1) нормированные коэффициенты Ki,j по амплитуде и сравнивают с их пороговым значением для этапа остывания сварного шва, после чего корректируют координаты расположения источников акустических сигналов сварного шва.
Пример 1. Осуществляли акустико-эмиссионный контроль дефектов в процессе многопроходной сварки кольцевого шва трубы из стали Ст3. Выполнялось два прохода сварки трубы внешним диаметром 325 мм и толщиной стенки 9 мм. Для контроля применялась диагностическая акустико-эмиссионная система СЦАД-16.10 с «плавающими» порогами селекции (свидетельство RU.C.27.007.A №40707, зарегистрирована в Государственном реестре средств измерений под номером 45154-10). На свариваемую конструкцию трубы устанавливалась прямоугольная пьезоантенна, состоящая из четырех преобразователей акустической эмиссии типа ПК-01-07 с полосой пропускания (100…700) кГц. Проводили калибровку кольцевого шва, для чего шов разбивали на 17 сегментов и в каждом сегменте имитатором Су-Нильсена возбуждали сигнал акустической эмиссии. Четыре преобразователя акустической эмиссии принимали сигналы. По временам прихода и расстояниям между преобразователями рассчитывали скорость звука, после чего осуществляли локацию сигналов акустической эмиссии. По локализованным в результате калибровки сигналам акустической эмиссии осуществляли построение браковочной сетки по контуру кольцевого сварного шва (фиг. 1).
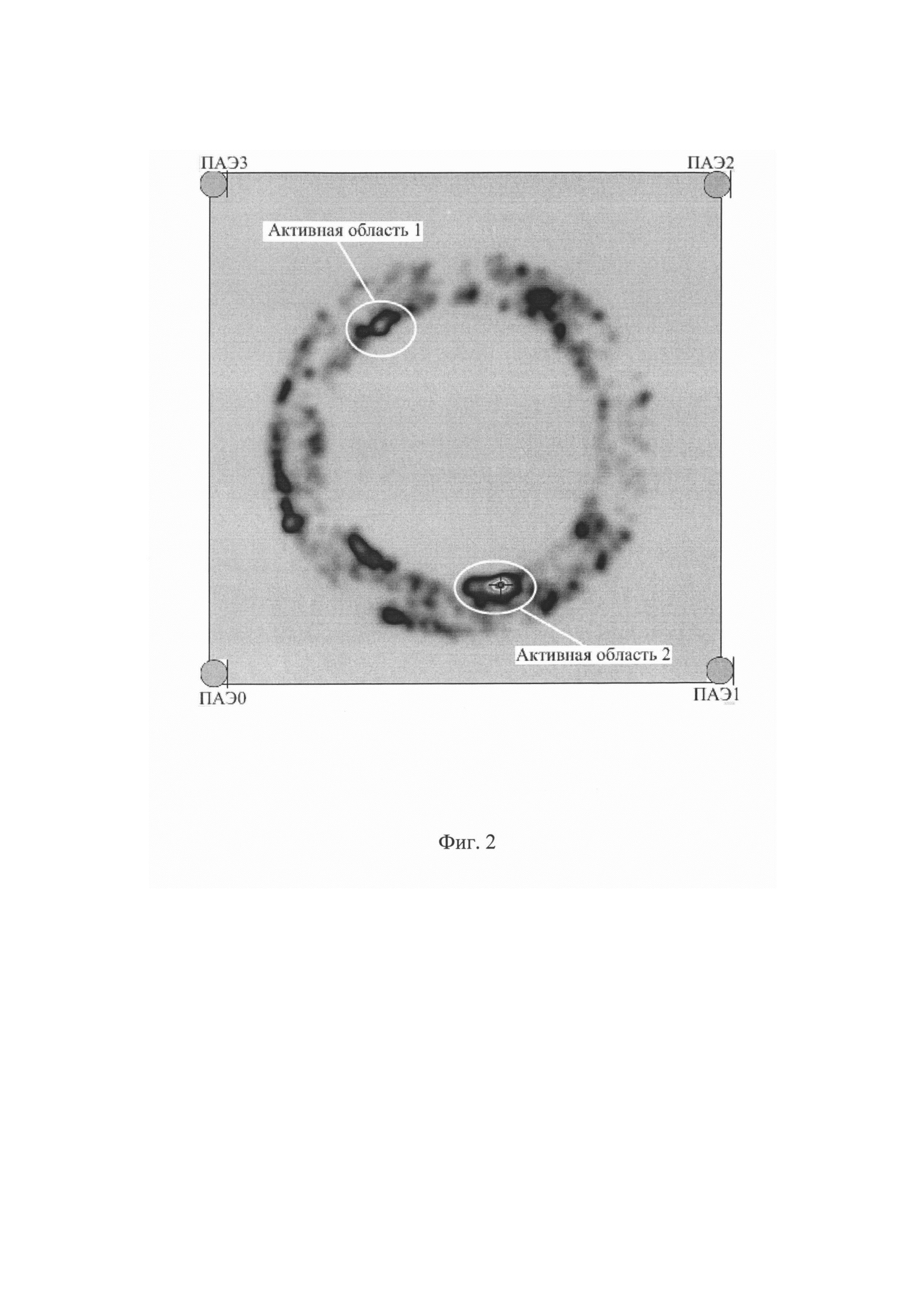
Определяли пороговые значения нормированных коэффициентов KС1; KC2, KO1 для сигналов акустической эмиссии, зарегистрированных при контроле процесса сварки двух листов из стали Ст3 с имитацией дефектов многопроходной сварки. Значительные дефекты имитировались введением в сварной шов вставок из титана, вольфрама, шлака. На свариваемые листы устанавливалась пьезоантенна из четырех акустических датчиков, которые регистрировали сигналы акустической эмиссии в процессе сварки. Затем определялись активные области, координаты которых соответствовали имитируемым дефектам. Наличие дефектов сварки подтверждалось с использованием ультразвукового и радиографического метода. В таблице 1 приведены значения нормированных коэффициентов Ki,j, вычисленных по формуле (1) для каждой активной области, в которой был расположен дефект.
По результатам расчета нормированных коэффициентов Ki,j по амплитуде для этапов сварки сварного шва были определены пороговые значения: KC1=2,0; KС2=3,0, а для этапа остывания - KO1=2,0. При этом на этапе остывания сварного шва дефект считается значительным только при трехкратном повторении превышения порогового значения для этапа остывания.
Далее выполнялся первый проход сварки трубы, в процессе которого регистрировались сигналы акустической эмиссии. Локация сигналов осуществлялась только в области браковочной сетки. Производилось суммирование амплитуды для каждой точки экрана от всех локализованных сигналов. Группа смежных ячеек браковочной сетки, в которых коэффициенты Ki,j превышали первый пороговый уровень, образовывали активную область. Затем по среднему значению суммарной амплитуды в ячейках браковочной сетки выделяли активные области, в которых по формуле (1) определяли значения массива нормированных коэффициентов Ki,j по амплитуде. Вычисленные значения коэффициентов Ki,j сравнивались с пороговыми значениями для процесса сварки. При этом нормированный коэффициент сигналов, локализованных в активной области 1 (фиг. 2), составил Ki,j=2,65 и не превысил второй пороговый уровень, поэтому такой дефект считается малозначительным. Дефект активной области 2 считается значительным, так как нормированный коэффициент составил Ki,j=5,20 и превысил второе пороговое значение. Затем в процессе остывания кольцевого сварного шва регистрировались сигналы акустической эмиссии (фиг. 3). Для локализованных активных областей были определены значения массивов нормированных коэффициентов. При сравнении их с пороговым значением для этапа остывания сварного шва получено, что нормированный коэффициент сигналов, локализованных в активной области 1, составил Ki,j=1,33 и не превысил порогового значения для процесса остывания. Поэтому характеристика дефекта в активной области 1, как малозначительного, не изменилась. Для активной области 2 нормированный коэффициент составил Ki,j=4,19 и превысил пороговое значение KO1=2,0. Поэтому характеристика дефекта, как значительного, подтвердилась. Кроме того, были зарегистрированы сигналы от источника, расположенного в активной области 3 (фиг. 3). Для этих сигналов нормированный коэффициент составил Ki,j=3,49. Так как при сварке активная область 3 не была локализована, а локация прошла только при остывании, то дефект считается малозначительным. По итогам остывания было подтверждено наличие значительного дефекта в активной области 2 и выявлен дополнительный малозначительный дефект в активной области 3.
Обработка акустико-эмиссионной информации и контроль качества сварного кольцевого шва осуществлялись во время сварки, дополнительного времени для постобработки не было затрачено.
Основным преимуществом предлагаемого способа по сравнению с прототипом является возможность оценки качества сварного кольцевого шва и его браковки в процессе сварки и остывания, что повышает достоверность контроля и позволяет своевременно устранять дефекты. При этом сокращается время обработки акустико-эмиссионной информации.
Способ акустико-эмиссионного контроля качества кольцевого сварного шва в процессе многопроходной сварки, заключающийся в том, что устанавливаются по контуру шва широкополосные преобразователи, осуществляют калибровку объекта контроля, устанавливают пороги селекции выше уровня шумов и осуществляют прием возникающих в зоне сварки акустических сигналов и их усиление, фильтрацию сигналов по величине заданной амплитуды, аналого-цифровое преобразование, регистрацию времен прихода сигналов акустической эмиссии на акустические преобразователи, вычисление координат источников акустических сигналов, отличающийся тем, что выполняют построение браковочной сетки после калибровки по контуру сварного шва, устанавливают пороговые значения нормированного коэффициента по суммарной амплитуде, затем в процессе выполнения каждого прохода сварки осуществляют регистрацию сигналов акустической эмиссии и расчет их суммарной амплитуды для вычисления координат активных областей сварного шва и величины нормированного коэффициента K в каждой ячейке браковочной сетки, сравнивают их с пороговыми значениями и при превышении первого порогового значения дефект считают малозначительным, при превышении второго порога нормированных коэффициентов дефект считается значительным, затем регистрируют сигналы акустической эмиссии в процессе остывания сварного шва и вычисляют нормированные коэффициенты K по амплитуде и сравнивают с их пороговым значением для этапа остывания сварного шва, после чего, сравнивая полученные данные, корректируют координаты расположения источников акустических сигналов сварного шва.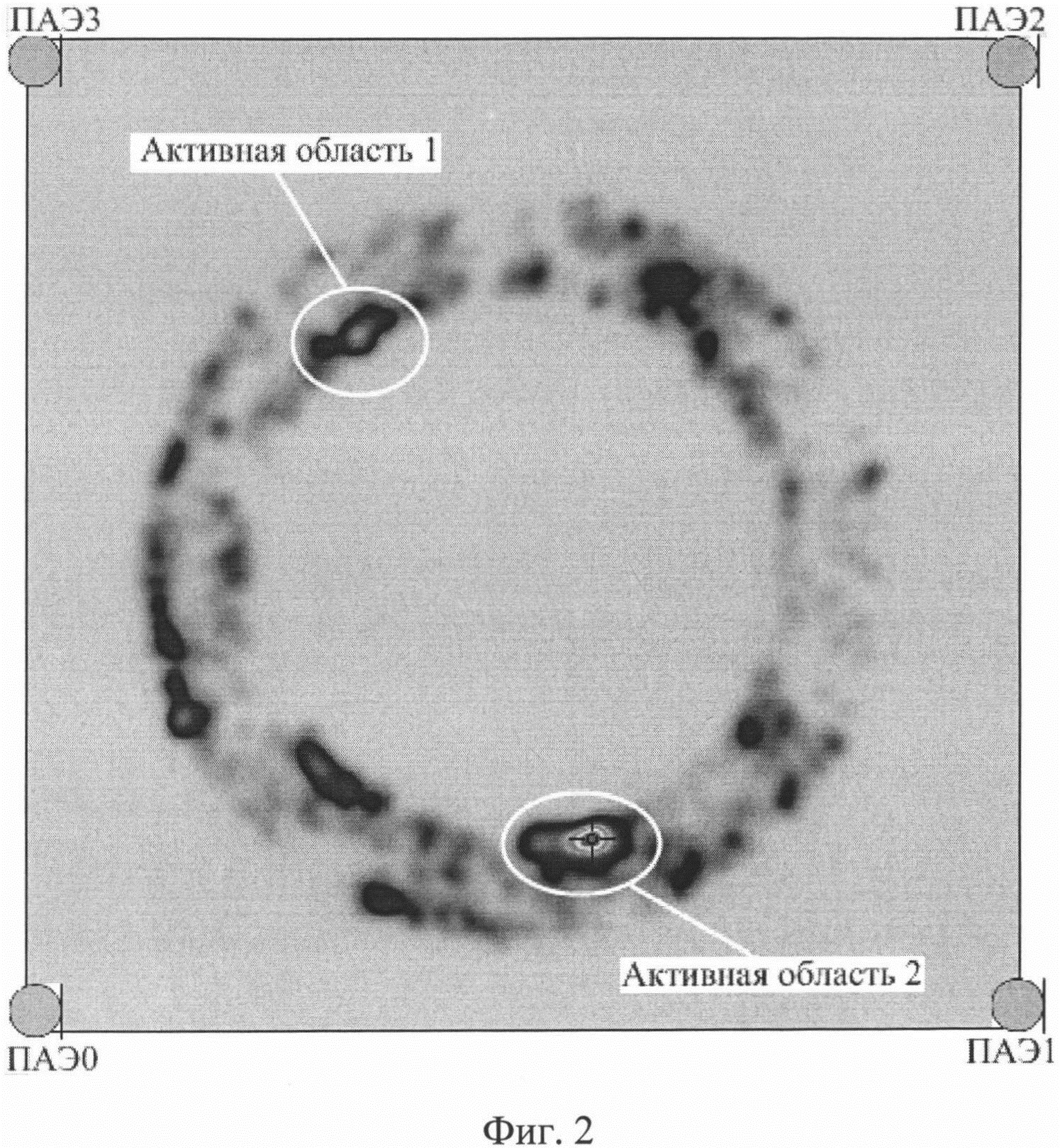
Пневматический молот
Способ определения координат источников сигналов акустической эмиссии и устройство для его осуществления
Способ получения электрической энергии во время движения железнодорожных объектов и автономный источник электропитания электрических приборов наземных объектов железнодорожного транспорта
Способ регенерации моющих и обезжиривающих растворов
Машина для испытания на трение и изнашивание
Способ виброобработки конструкции для изменения напряженно-деформированного и структурного состояния материала
Способ изготовления спеченного изделия
Способ усиления имеющего трещину в сварном шве металлического элемента пролетного строения моста
Способ автоматического контроля качества уплотнения балластного слоя рельсового пути и устройство для его осуществления
Способ измерения нагрузок на рельсы при воздействии колес железнодорожного подвижного состава
Способ определения координат источников сигналов акустической эмиссии
Стенд испытаний боковых рам тележек железнодорожного подвижного состава
Ультразвуковой способ определения внутренних механических напряжений
Многоканальная акустико-эмиссионная система диагностики конструкций
Способ акустико-эмиссионного контроля дефектов в композиционных конструкциях на основе углепластика
Акустико-эмиссионный способ определения типа дефекта структуры образца из углепластика
Способ определения координат источников сигналов акустической эмиссии и устройство для его осуществления
Акустико-эмиссионный способ определения дефектов структуры образца из углепластика
Ультразвуковой способ определения механических напряжений в рельсах
Ультразвуковой способ определения механических напряжений в рельсах и устройство для его осуществления

