Результат интеллектуальной деятельности: ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ КОЛТЮБИНГА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к горячекатаному стальному листу для колтюбинга.
Известный уровень техники
Колтюбинг это длинные стальные трубки малого диаметра с наружным диаметром от 20 до 100 мм, намотанные на катушку. Колтюбинг широко используют в различных операциях на скважине, когда его разматывают с катушки во время операции и вставляют в скважину и затем вытягивают из скважины после операции и наматывают на катушку. В частности, в последние годы колтюбинг использовали для гидравлического разрыва сланцевых слоёв при добыче сланцевого газа. Колтюбинг предлагает оборудование меньшего размера по сравнению с обычными установками для извлечения и бурения скважин, поэтому позволяет экономить занимаемую площадь и количество рабочих, и имеет преимущество в том, что эффективность работы высока, потому что трубы не должны быть соединены, и возможны непрерывные спускоподъёмные операции.
Колтюбинг представляет собой стальную трубу, которая изготовлена таким образом, что горячекатаный стальной лист, служащий в качестве сырья, продольно разрезается на стальную полосу с соответствующей шириной и стальная полоса прокатывается в форму трубы и подвергается электрической сварке сопротивлением. После этого выполняется термическая обработка всей трубы с целью повышения качества сварного шва или получения требуемых механических свойств.
С точки зрения предотвращения трещин в скважинах, колтюбинг должен иметь особенно высокую продольную прочность. В последние годы, чтобы справиться с более длинными, более глубокими скважинами, увеличилась прочность спиральных труб, в частности, потребовался колтюбинг с пределом текучести 130 кфунт/кв. дюйм (896 МПа) или более.
Патентный источник 1 предлагает горячекатаный стальной лист для колтюбинга, причём горячекатаный стальной лист имеет микроструктуру с преобладанием феррита, перлита или бейнита, а также предлагает способ его изготовления. В этом способе микроструктура горячекатаного стального листа для колтюбинга, в которой преобладает бейнит или т.п., формируется во время горячей прокатки. То есть нет необходимости формировать микроструктуру, преобладающую при этом во время термической обработки после горячей прокатки. Однако этот способ относится к электросварной стальной трубе, имеющей предел текучести 50 кфунт/кв. дюйм (345 МПа) или более для колтюбинга и не подходит для изготовления электросварной стальной трубы, имеющей предел текучести 130 кфунт/кв. дюйм или более, для колтюбинга.
Патентный документ 2 предлагает электросварную стальную трубу, имеющую предел текучести 140 кфунт/кв. дюйм (965 МПа) или более, для колтюбинга, электросварную стальную трубу, имеющую микроструктуру стали, в которой преобладает отпущенный мартенсит, а также предлагает способ его изготовления. Однако этот способ требует обработки закалкой цельных труб и обработки повторным нагревом-отпуском после электросварки горячекатаного стального листа и, следовательно, имеет проблемы с производительностью и производственными затратами.
Список цитированных источников
Патентная литература
PTL 1: № 2013-108861
PTL 2: Публикация не прошедшей экспертизу японской заявки № 2014-208888
Краткое изложение существа изобретения
Техническая проблема
Когда в микроструктуре стальной трубы для колтюбинга преобладает отпущенный мартенсит, как описано в способе в патентном документе 2, отпущенный мартенсит должен быть сформирован путём термообработки после электросварки. Это связано с нижеследующими причинами:
(i) Когда в микроструктуре горячей прокатки преобладает мартенсит, технологичность, необходимая для профилировки, недостаточна.
(ii) Когда в микроструктуре преобладает отпущенный мартенсит, сформированный термической обработкой перед профилировкой, термическая обработка цельной трубы также необходима с целью улучшения качества сварного шва, хотя профилировка возможна.
Исходя из вышеизложенных причин, стальная труба для колтюбинга, имеющая микроструктуру, в которой преобладает отпущенный мартенсит, изготавливается путём обработки с повторным нагревом в дополнение к закалке цельной трубы после электросварки, как предлагается в патентном документе 2, и поэтому существуют проблемы с производительностью и производственными затратами.
Как описано выше, не существует способ получения электросварной стальной трубы, имеющей высокий предел текучести, для колтюбинга без выполнения закалки цельной трубы и повторного нагрева-отпуска после выполнения электросварки и термообработки цельной трубы для повышения производительности и снижения производственных затрат.
Настоящее изобретение было выполнено с учётом вышеуказанных проблем и имеет целью создание горячекатаного стального листа, пригодного для изготовления электросварной стальной трубы для колтюбинга, имеющего технологичность, необходимую для профилировки, и высокий предел текучести, без выполнения закалки цельной трубы и повторного нагрева-отпуска после выполнения электросварки и термообработки цельных труб.
Решение проблемы
Для достижения вышеуказанной цели авторы изобретения провели исследования с целью получения стали, имеющей микроструктуру, в которой преобладает бейнит, который может быть сформирован во время горячей прокатки, и с высоким пределом текучести, не выполняя закалку цельной трубы и повторный нагрев-отпуск после проведения электросварки и термообработку цельной трубы. В результате авторы изобретения установили, что для получения электросварной стальной трубы с требуемым пределом текучести горячекатаный стальной лист должен иметь предел текучести 600 МПа или более и предел прочности на разрыв 950 МПа или более, и кроме того он должен иметь равномерное относительное удлинение 7,0% или более с целью обеспечения технологичности во время профилировки.
Авторы изобретения установили, что для того, чтобы стальная труба с микроструктурой, в которой преобладает бейнит, имела высокий предел текучести после выполнения профилировки, электросварки и термической обработки цельной трубы, необходимо, чтобы состав стали для горячекатаного стального листа был определён заданным диапазоном, и объёмная доля каждого из бейнита, мартенсита и остаточного аустенита определена заданным диапазоном.
Настоящее изобретение основано на вышеуказанных данных и предлагает ниже пункты [1] и [2].
[1] Горячекатаный стальной лист для колтюбинга имеет состав, содержащий по массе С: более 0,10% до 0,16%, Si: 0,1% - 0,5%, Mn: 1,6% - 2,5%, P: 0,02% или менее, S: 0,005% или менее, Al: 0,01% - 0,07%, Cr: более 0,5% до 1,5%, Cu: 0,1% - 0,5%, Ni: 0,1% - 0,3%, Мо: 0,1% - 0,3%, Nb: 0,01% - 0,05%, V: 0,01% - 0,10%, Ti: 0,005% - 0,05% и N: 0,005% или менее, остальное составляет Fe и неизбежные примеси; имеет микроструктуру, содержащую 3% - 20% мартенсита и 10% или менее остаточного аустенита в пересчёте на объёмную долю, остальное бейнит; а также имеет предел текучести 600 МПа или более, предел прочности на разрыв 950 МПа или более и равномерное относительное удлинение 7,0% или более.
[2] Горячекатаный стальной лист для колтюбинга, указанный в пункте [1], дополнительно к составу содержит один или два элемента, выбранных из Sn: 0,001% - 0,005% и Ca: 0,001% - 0,003% в пересчёте на массу.
В частности, термическая обработка цельной трубы после электрической контактной сварки означает, что после того, как стальная труба нагрета до около 600°С по всей ее окружности и длине, стальная труба охлаждается. Примером способа термообработки цельной трубы является способ, в котором после нагрева стальной трубы высокочастотным индукционным нагревом стальная труба охлаждается воздухом. Закалка цельной трубы и повторный нагрев-отпуск, ненужные в настоящем изобретении, после электросварки означают, что после нагрева стальной трубы до температуры не ниже температуры Ac3 по всей её окружности и длине для аустенизации, стальную трубу охлаждают со скоростью охлаждения 30°С/с или более и что стальную трубу нагревают до температуры 500ºС - 800°С по всей её окружности и длине после закалки цельной трубы и затем охлаждают воздухом соответственно.
В настоящем изобретении равномерное относительное удлинение может быть измерено в терминах номинальной деформации при максимальной нагрузке после текучести путём испытания при растяжении при скорости траверсы 10 мм/мин.
В настоящем изобретении предел текучести может быть измерен в единицах условного предела текучести при остаточной деформации 0,2% в соответствии со стандартом API-5ST путём испытания при растяжении при скорости траверсы 10 мм/мин. Кроме того, прочность при растяжении может быть измерена в терминах номинального напряжения при максимальной нагрузке после текучести с помощью вышеуказанных испытаний.
Положительные эффекты изобретения
Согласно настоящему изобретению может быть получен горячекатаный стальной лист, имеющий равномерное относительное удлинение 7,0%, предел текучести 600 МПа или более, предел прочности на разрыв 950 МПа или более. Таким образом, согласно настоящему изобретению может быть предложен следующий лист: горячекатаный стальной лист, пригодный для изготовления электросварной стальной трубы для колтюбинга с высокой производительностью и низкой стоимостью, причём электросварная труба имеет необходимую технологичность для профилировки и высокого предела текучести.
Использование горячекатаного стального листа в соответствии с настоящим изобретением позволяет, например, получить электросварную стальную трубу, имеющую предел текучести 130 кфунт/кв. дюйм (896 МПа) или более, для получения колтюбинга.
Описание осуществлений
Горячекатаный стальной лист для колтюбинга в соответствии с настоящим изобретением имеет состав, содержащий по массе С: более 0,10% до 0,16%, Si: 0,1% - 0,5%, Mn: 1,6% - 2,5%, P: 0,02% или менее, S: 0,005% или менее, Al: 0,01% - 0,07%, Cr: более 0,5% до 1,5%, Cu: 0,1% - 0,5%, Ni: 0,1% - 0,3%, Мо: 0,1% - 0,3%, Nb: 0,01% - 0,05%, V: 0,01% - 0,10%, Ti: 0,005% - 0,05% и N: 0,005% или менее, остальное составляет Fe и неизбежные примеси; имеет микроструктуру, содержащую 3% - 20% мартенсита и 10% или менее остаточного аустенита в пересчёте на объёмную долю, остальное бейнит; а также имеет предел текучести 600 МПа или более, предел прочности на разрыв 950 МПа или более и равномерное относительное удлинение 7,0% или более.
Причины ограничения состава стали для горячекатаного стального листа в соответствии с настоящим изобретением описаны ниже. В описании единица «%», используемая для выражения состава стали, относится к «массовым процентам», если не указано иное.
С: более 0,10% до 0,16%.
С представляет собой элемент, который увеличивает прочность стали и улучшает прокаливаемость. Поэтому, чтобы обеспечить требуемые прочность и микроструктуру, необходимо содержание более 0,10% С. Однако, когда содержание C составляет более 0,16%, свариваемость является неудовлетворительной, доли мартенсита и остаточного аустенита являются высокими, и, следовательно, не достигается требуемый предел текучести. Поэтому содержание С задаётся равным от более 0,10% до 0,16%. Содержание C предпочтительно составляет 0,11% или более и предпочтительно составляет 0,13% или менее.
Si: 0,1% - 0,5%
Si представляет собой элемент, который действует как раскислитель и который подавляет образование окалины во время горячей прокатки, что способствует уменьшению количества удаляемой окалины. Чтобы получить такой эффект, необходимо содержание 0,1% или более Si. Однако, когда содержание Si составляет более 0,5%, свариваемость является неудовлетворительной. Следовательно, содержание Si устанавливается равным 0,1% - 0,5%. Содержание Si предпочтительно составляет 0,2% или более и предпочтительно составляет 0,4% или менее.
Mn: 1,6% - 2,5%
Mn представляет собой элемент, который повышает прокаливаемость и задерживает превращение феррита во время охлаждения после чистовой прокатки, что способствует формированию микроструктуры с преобладанием бейнита. Чтобы обеспечить требуемые прочность и микроструктуру, должно содержаться 1,6% или более Mn. Однако, когда содержание Mn составляет более 2,5%, свариваемость является неудовлетворительной, доли мартенсита и остаточного аустенита являются высокими, и, следовательно, не достигается требуемый предел текучести. Поэтому содержание Mn задаётся равным 1,6% - 2,5%. Содержание Mn предпочтительно составляет 1,8% или более и предпочтительно составляет 2,1% или менее.
Р: 0,02% или менее
P выделяется на границах зёрен, вызывая неоднородность материала, и поэтому содержание P предпочтительно сводится к минимуму как неизбежной примеси. Содержание Р приблизительно до 0,02% является приемлемым. Поэтому содержание Р находится в пределах 0,02% или менее. Содержание Р предпочтительно составляет 0,01% или менее.
S: 0,005% или менее
S обычно присутствует в стали в форме MnS. MnS удлиняется с трудом в процессе горячей прокатки, что отрицательно влияет на пластичность. Поэтому в настоящем изобретении содержание S предпочтительно сводится к минимуму. Содержание S до около 0,005% является приемлемым. Поэтому содержание S установлено на уровне 0,005% или менее. Содержание S предпочтительно составляет 0,003% или менее.
Al: 0,01% - 0,07%
Al является элементом, действующим в качестве сильного раскислителя. Чтобы получить такой эффект, необходимо содержание Al 0,01% или более. Однако, когда содержание Al составляет более 0,07%, количество включений оксида алюминия велико и свойства поверхности неудовлетворительные. Поэтому содержание Al устанавливается на уровне 0,01% - 0,07%. Содержание Al предпочтительно составляет 0,02% или более и предпочтительно составляет 0,05% или менее.
Cr: от более 0,5% до 1,5%
Cr является элементом, добавляемым с целью придания коррозионной стойкости. Cr увеличивает стойкость к размягчению при отпуске и поэтому подавляет размягчение при термообработке цельной трубы после изготовления трубы. Кроме того, Cr является элементом, который повышает прокаливаемость, способствуя обеспечению требуемой прочности и получения фракции мартенсита. Чтобы получить такой эффект, необходимо содержание более 0,5% Cr. Однако, когда содержание Cr составляет более 1,5%, свариваемость неудовлетворительная. Поэтому содержание Cr составляет от более 0,5% до 1,5%. Содержание Cr предпочтительно составляет от более 0,5% до 1,0%. Содержание Cr более предпочтительно составляет 0,8% или менее.
Cu: 0,1% - 0,5%
Cu, как и Cr, является элементом, добавляемым с целью придания коррозионной стойкости. Чтобы получить такой эффект, необходимо содержание Cu 0,1% или более. Однако, когда содержание Cu составляет более 0,5%, свариваемость является неудовлетворительной. Поэтому содержание Cu составляет 0,1% - 0,5%. Содержание Cu предпочтительно составляет 0,2% или более и предпочтительно составляет 0,4% или менее.
Ni: 0,1% - 0,3%
Ni, а также Cr и Cu являются элементами, добавляемыми с целью придания коррозионной стойкости. Чтобы получить такой эффект, необходимо содержание Ni 0,1% или более. Однако, когда содержание Ni составляет более 0,3%, свариваемость является неудовлетворительной. Поэтому содержание Ni устанавливается на уровне 0,1% - 0,3%. Содержание Ni предпочтительно составляет 0,1% - 0,2%.
Мо: 0,1% - 0,3%
Мо является элементом, улучшающим прокаливаемость. Поэтому в настоящем изобретении необходимо содержание Мо 0,1% или более для обеспечения требуемой прочности и получения фракции мартенсита. Однако, когда содержание Мо составляет более 0,3%, свариваемость неудовлетворительная, доля мартенсита высокая, и требуемая прочность не достигается. Поэтому содержание Мо устанавливается на уровне 0,1% - 0,3%. Содержание Мо предпочтительно составляет 0,2% - 0,3%.
Nb: 0,01% - 0,05%
Nb является элементом, который выделяется в виде мелкодисперсного NbC во время горячей прокатки, что способствует повышению прочности. Поэтому 0,01% или более Nb должны содержаться с целью обеспечения требуемой прочности. Однако, когда содержание Nb составляет более 0,05%, маловероятно формирование твёрдого раствора Nb при температуре нагрева горячей прокатки, и увеличение прочности, соответствующее его содержанию, не достигается. Поэтому содержание Nb составляет 0,01% - 0,05%. Содержание Nb предпочтительно составляет 0,03% - 0,05%.
V: 0,01% - 0,10%
V представляет собой элемент, который выделяется в виде мелкодисперсных карбонитридов во время горячей прокатки, что способствует повышению прочности. Поэтому 0,01% или более V должно содержаться с целью обеспечения требуемой прочности. Однако, когда содержание V составляет более 0,10%, формируются крупные выделения, снижающие свариваемость. Поэтому содержание V установлено на уровне 0,01% - 0,10%. Содержание V предпочтительно составляет 0,04% или более и предпочтительно составляет 0,08% или менее.
Ti: 0,005% - 0,05%
Ti выделяется в форме TiN с блокировкой связи между Nb и N, тем самым выделяя мелкодисперсный NbC. Как описано выше, Nb является элементом, который важен с точки зрения повышения прочности стали. В случае, когда Nb соединяется с N, NbC, образующийся из выделений Nb(CN), и высокая прочность вряд ли будут получены. Чтобы получить такой эффект, необходимо содержание Ti 0,005% или более. Однако, когда содержание Ti составляет более 0,05%, количество TiC велико, а количество мелкодисперсного NbC мало. Поэтому содержание Ti устанавливается на уровне 0,005% - 0,05%. Содержание Ti предпочтительно составляет 0,010% или более и предпочтительно составляет 0,03% или менее.
N: 0,005% или менее
Хотя N является неизбежной примесью, образование нитридов Nb уменьшает количество мелкодисперсного NbC. Поэтому содержание N находится в диапазоне 0,005% или менее. Содержание N предпочтительно составляет 0,003% или менее.
Остальные элементы, кроме указанных выше компонентов, представляют собой железо и неизбежные примеси. В качестве неизбежных примесей приемлемо содержание Co: 0,1% или менее и B: 0,0005% или менее.
Вышеуказанные компоненты являются основными компонентами стали для горячекатаного стального листа в соответствии с настоящим изобретением. В дополнение к ним могут содержаться один или два элемента, выбранных из Sn: 0,001% - 0,005% и Ca: 0,001% - 0,003%.
Sn: 0,001% - 0,005%
Sn добавляется для коррозионной стойкости при необходимости. Для достижения такого эффекта должно содержаться 0,001% или более Sn. Однако, когда содержание Sn составляет более 0,005%, происходит сегрегация Sn, что вызывает неравномерность прочности в некоторых случаях. Поэтому, когда Sn присутствует, содержание Sn предпочтительно составляет 0,001% - 0,005%.
Ca: 0,001% - 0,003%
Са является элементом, который сфероидизирует сульфиды, такие как MnS, с трудом удлиняющиеся в процессе горячей прокатки. Для достижения такого эффекта должно содержаться 0,001% или более Са. Однако, когда содержание Ca составляет более 0,003%, в стали формируются кластеры оксида Ca, ухудшающие пластичность в некоторых случаях. Поэтому, когда присутствует Са, содержание Са устанавливается равным 0,001% - 0,003%.
Далее приводятся причины ограничения микроструктуры горячекатаного стального листа в соответствии с настоящим изобретением.
Горячекатаный стальной лист в соответствии с настоящим изобретением имеет микроструктуру, содержащую 3% - 20% мартенсита и 10% или менее остаточного аустенита в пересчёте на объёмную долю, остальное представляет собой бейнит. Причиной, по которой в микроструктуре преобладает бейнит (70% или более), является требуемый предел текучести.
Поскольку мартенсит твёрже бейнита и вводит подвижные дислокации в окружающий бейнит, при образовании мартенсит снижает предел текучести, увеличивает равномерное относительное удлинение и улучшает формуемость в стальную трубу. Поэтому объёмная доля должна составлять 3% или более. Когда объёмная доля составляет более 20%, требуемый предел текучести не достигается. Его объёмная доля предпочтительно составляет 5% - 15%.
Так как остаточный аустенит превращается в мартенсит, который является твёрдым при формовании в стальную трубу, остаточный аустенит снижает предел текучести, увеличивает равномерное относительное удлинение и улучшает формуемость в стальную трубу. Однако, когда его объёмная доля составляет более 10%, требуемый предел текучести не получается после формования стальной трубы. Когда содержится 3% или более мартенсита, который является твёрдым, формуемость в трубу может быть обеспечена и поэтому нижний предел объёмной доли остаточного аустенита может составлять 0%. Его объёмная доля предпочтительно составляет 7% или менее.
Здесь объёмная доля остаточного аустенита измеряется дифракцией рентгеновских лучей. Объёмные доли мартенсита и бейнита измеряются с помощью СЭМ-изображения, полученного с использованием сканирующего электронного микроскопа (СЭМ, увеличение 2000 - 5000 раз). На снимках SEM трудно различить мартенсит и остаточный аустенит. Поэтому доля площади микроструктуры определённая как мартенсит или остаточный аустенит измеряется из полученных СЭМ-изображений и пересчитывается в объёмную долю мартенсита или остаточного аустенита и значение, полученное вычитанием из неё объёмной доли остаточного аустенита, принимается за объёмную долю мартенсита. Объёмная доля бейнита рассчитывается как остаток, отличный от мартенсита и остаточного аустенита.
Далее описан способ изготовления горячекатаного стального листа в соответствии с настоящим изобретением.
В настоящем изобретении, например, сталь, такая как сляб, имеющий вышеуказанный состав, особо не ограничен и его нагревают до температуры 1150ºС - 1280°С; с последующей горячей прокаткой в условиях, включающих конечную температуру подачи 840°С - 920°С и температуру намотки 500°С - 600°С.
Когда температура нагрева в процессе горячей прокатки ниже, чем 1150°C, переплав грубых карбонитридов Nb и V является недостаточным, что приводит к снижению прочности. Однако, когда температура нагрева выше, чем 1280°С, зёрна аустенита укрупняются, и количество вакансий для формирования выделений во время горячей прокатки уменьшается, что приводит к снижению прочности. Поэтому температура нагрева в процессе горячей прокатки предпочтительно составляет 1150°С - 1280°С.
Когда температура конечной подачи ниже 840°C, образуется мягкий феррит, что приводит к снижению прочности. Кроме того, ухудшение формы из-за остаточного напряжения после продольного роспуска является значительным. Однако, когда температура конечной подачи выше 920°С, обжатие в области нерекристаллизованного аустенита является недостаточным, мелкие зерна аустенита не получаются и количество вакансий для образования выделений уменьшается, тем самым вызывая снижение прочности. Следовательно, температура конечной подачи предпочтительно составляет 840°С - 920°С.
Когда температура намотки ниже 500°С, подавляется формирование выделений Nb и V, что вызывает снижение прочности. Однако, когда температура намотки выше 600°С, формируется мягкий феррит, а также формируются крупные выделения Nb и V, вызывая тем самым снижение прочности. Поэтому температура намотки предпочтительно составляет 500°С - 600°С.
Горячекатаный стальной лист может быть декапирован или подвергнут дробеструйной обработке с целью удаления окисленной окалины с поверхностных слоёв.
Далее описан способ изготовления электросварной стальной трубы для колтюбинга с использованием горячекатаного стального листа в соответствии с настоящим изобретением. Стальной горячекатаный лист (стальную полосу) профилируют в форму трубы и подвергают электросварке, посредством чего получают стальную трубу. Стальную трубу подвергают термической обработке в виде цельной трубы при температуре около 600°С, например, при температуре 550°C или более. Эта термообработка позволяет улучшить качество электросварки. В настоящем изобретении закалка и повторный нагрев-отпуск после электросварки не являются необходимыми для изготовления стальной трубы проведением электросварки горячекатаного стального листа, обеспечивая тем самым достижение увеличения производительности и уменьшения производственных затрат.
Примеры
Настоящее изобретение дополнительно описано ниже со ссылкой на примеры.
Стали, имеющие состав, представленный в таблице 1, готовят в конвертере и отливают в слябы (стали) методом непрерывного литья. После нагрева до 1200°С их подвергают горячей прокатке при температуре конечной подачи и температуре намотки, представленных в таблице 1, получая тем самым горячекатаные стальные листы с конечной толщиной 3,3 мм. 5 образцов JIS № для испытания на растяжение (рабочая длина 50 мм, ширина параллельной части 25 мм) вырезают из полученного горячекатаного стального листа так, чтобы направление прокатки (далее обозначаемое как L направление) было параллельным направлению растяжения с последующим приложением к образцам 6% деформации растяжения, соответствующей растяжению при изготовлении трубы в направлении L, с использованием прибора для испытания на растяжение и последующего измерения механических свойств горячекатаного проката (предел текучести, предел прочности при растяжении и равномерное относительного удлинение). Затем образцы, которые подвергнуты 6% деформации при растяжении с использованием прибора для испытания на растяжение, подвергают отжигу, моделируя термообработку цельной трубы при 600°C в течение 90 секунд и охлаждают. Кроме того, изучают микроструктуру образцов после термообработки в вышеуказанных условиях и определяют объёмную долю остаточного аустенита.
Испытание на растяжение проводят при скорости траверсы 10 мм/мин. В соответствие со стандартом API-5ST, предел прочности 0,2%, взят в качестве предела текучести. За прочность при растяжении принято номинальное напряжение при максимальной нагрузке после пластической деформации. За равномерное относительное растяжение принято номинальное напряжение при максимальной нагрузке после пластической деформации.
Объёмные доли мартенсита и бейнита измеряют с помощью СЭМ-изображения, полученного с помощью сканирующего электронного микроскопа (СЭМ, увеличение 2000 - 5000 раз). На СЭМ изображениях трудно различить мартенсит и остаточный аустенит. Поэтому долю площади микроструктуры, которую занимают мартенсит или остаточный аустенит, измеряют по полученному СЭМ-изображению и пересчитывают в объёмную долю мартенсита или остаточного аустенита, и значение, полученное вычитанием из неё объёмной доли остаточного аустенита, принимают за объёмную долю мартенсита. Объёмную долю бейнита рассчитывают как остаток, отличный от мартенсита и остаточного аустенита. Объёмные доли феррита и перлита определяют аналогичным образом по СЭМ-изображению. Образец для измерения готовят таким образом, чтобы образец был отобран так, чтобы изучаемая поверхность соответствовала поперечному сечению направления прокатки во время горячей прокатки с последующей полировкой и последующим травлением ниталем. Долю площади микроструктуры рассчитывают таким образом, чтобы положение на половине толщины наблюдалось пятью или большим числом полей зрения, и измерения, полученные в полях зрения, усреднялись.
Объёмную долю остаточного аустенита измеряют методом рентгеновской дифракции. Образец для измерения готовят таким образом, чтобы образец был размолот так, чтобы дифракционная плоскость была расположена в положении половины толщины с последующим удалением поверхностно обработанного слоя путём химической полировки. Для измерения используют Mo-Kα излучения, и объёмную долю остаточного аустенита определяют из интегральных интенсивностей плоскостей (200), (220) и (311) ГЦК-железа и плоскостей (200) и (211) ОЦК железа.
Таблица 2 представляет механические свойства стальных листов №№. 1 - 21 в таблице 1. Горячекатаные стальные листы, имеющие равномерное относительное удлинение 7,0% или более и предел прочности на разрыв TS 950 МПа или более, оценивают как приемлемые.
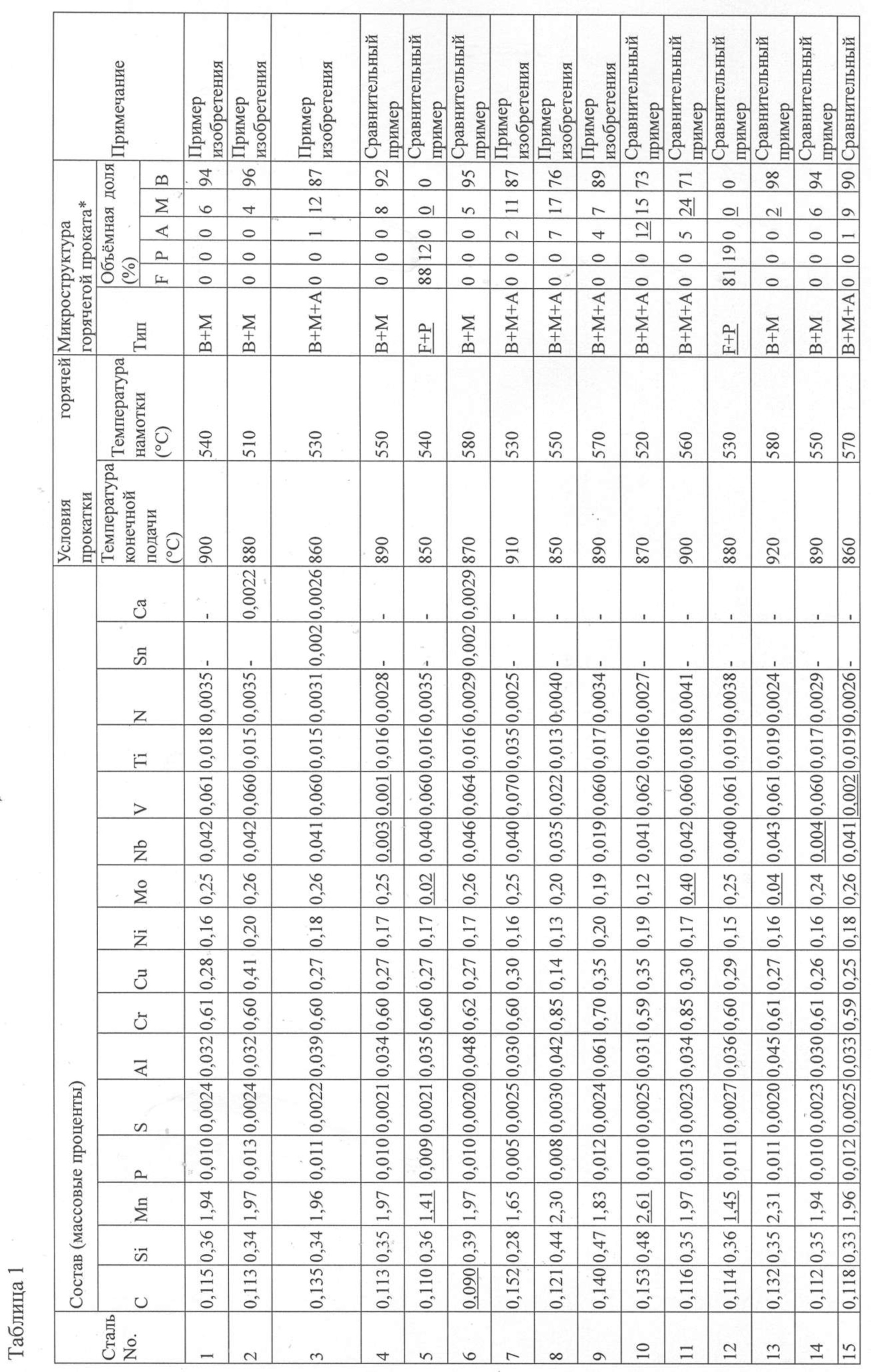
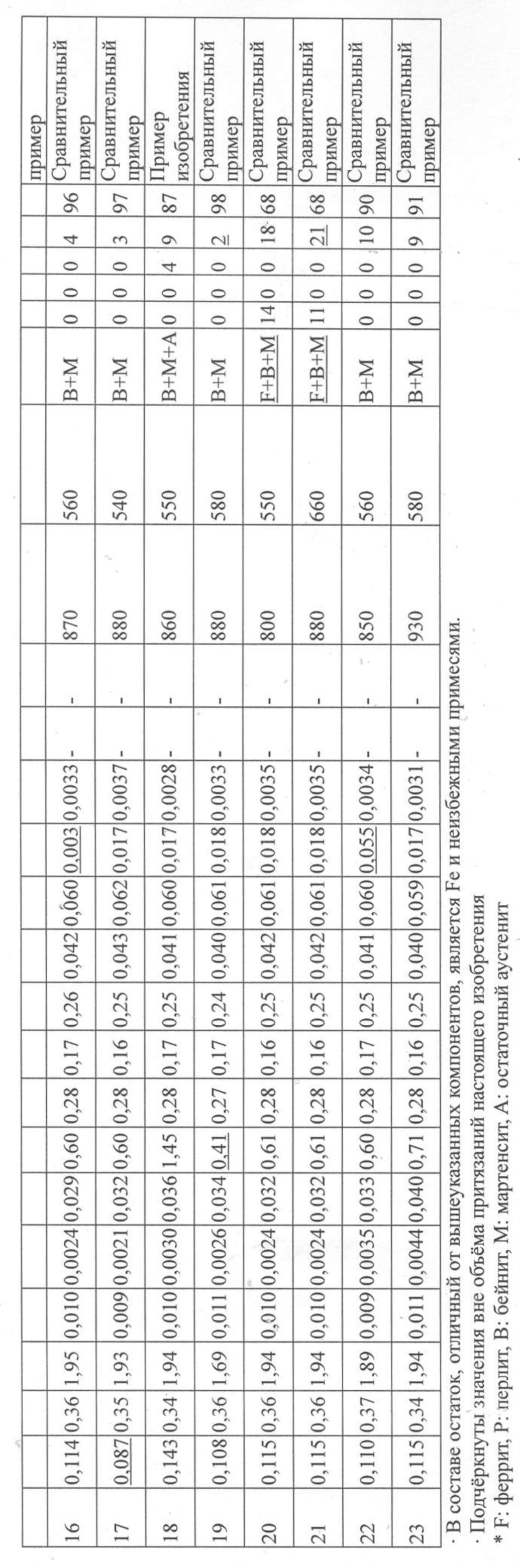
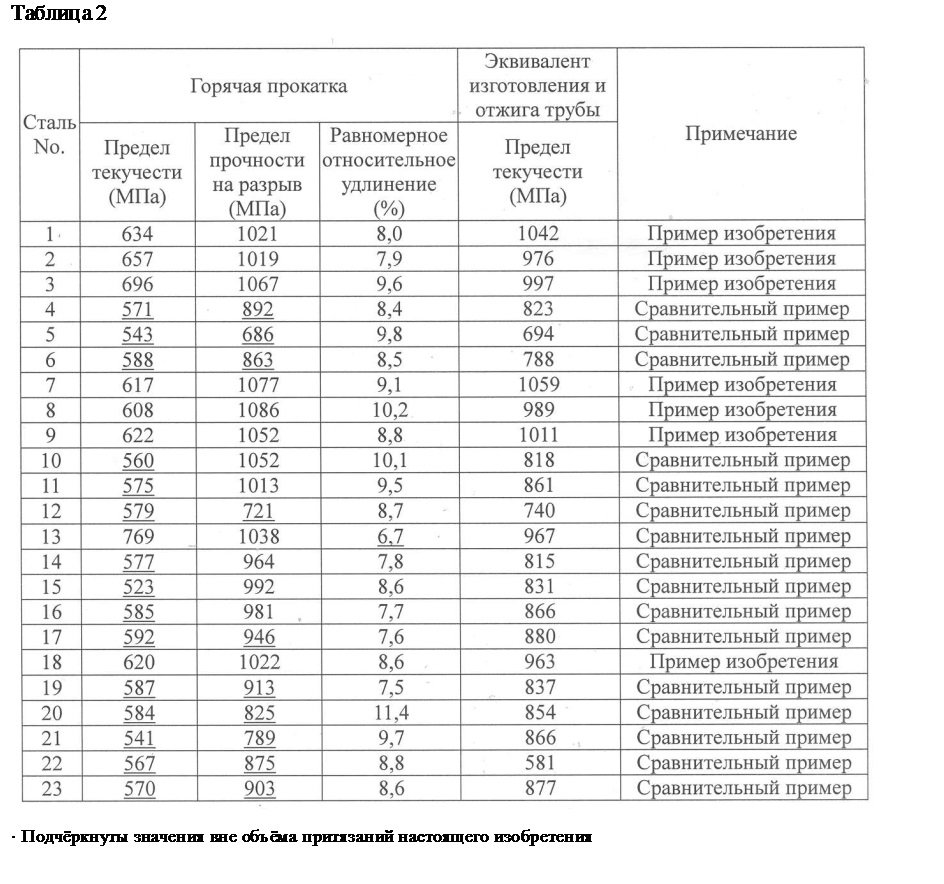 В таблицах 1 и 2, стали №№ 1 - 3, 7 - 9 и 18 являются примерами изобретения и стали №№ 4 - 6, 10 - 17 и 19 - 23 являются сравнительными примерами. Среди примеров изобретения сталь № 2 является примером добавления Ca и сталь № 3 является примером добавления Sn и Ca. В микроструктуре каждого сравнительного примера преобладает бейнит, и доля мартенсита составляет 3% – 20% и доля остаточного аустенита составляет 10% или менее. Горячекатаный стальной лист примеров изобретения имеет предел текучести 600 МПа или более, предел прочности на разрыв 950 МПа или более и равномерное относительное удлинение 7,0% или более. В примерах изобретения предел текучести в условиях эквивалентных изготовлению и отжигу трубы может быть установлен равным 130 тыс. фунтов/кв.дюйм (896 МПа) или более. В примерах изобретения может быть достигнуто увеличение производительности и снижение производственных затрат без выполнения закалки и повторного нагрева-отпуска цельной трубы.
В таблицах 1 и 2, стали №№ 1 - 3, 7 - 9 и 18 являются примерами изобретения и стали №№ 4 - 6, 10 - 17 и 19 - 23 являются сравнительными примерами. Среди примеров изобретения сталь № 2 является примером добавления Ca и сталь № 3 является примером добавления Sn и Ca. В микроструктуре каждого сравнительного примера преобладает бейнит, и доля мартенсита составляет 3% – 20% и доля остаточного аустенита составляет 10% или менее. Горячекатаный стальной лист примеров изобретения имеет предел текучести 600 МПа или более, предел прочности на разрыв 950 МПа или более и равномерное относительное удлинение 7,0% или более. В примерах изобретения предел текучести в условиях эквивалентных изготовлению и отжигу трубы может быть установлен равным 130 тыс. фунтов/кв.дюйм (896 МПа) или более. В примерах изобретения может быть достигнуто увеличение производительности и снижение производственных затрат без выполнения закалки и повторного нагрева-отпуска цельной трубы.
Однако, поскольку сталь № 4, которая является сравнительным примером, имеет содержание Nb и содержание V ниже значений в объёме притязаний настоящего изобретения, предел текучести и предел прочности на разрыв горячекатаного стального листа выходят за рамки настоящего изобретения. И предел текучести в условиях эквивалентных изготовлению и отжигу трубы не превышает 130 тыс. фунтов/кв. дюйм. Поскольку стали №№ 5 и 12 имеют содержание Mn или Мо ниже значений в объёме притязаний настоящего изобретения, а также имеют микроструктуру, выходящую за рамки настоящего изобретения, предел текучести и предел прочности на разрыв горячекатаных стальных листов ниже требуемых значений.
Стали №№ 6 и 14 - 17 имеют содержание C, Nb, V или Ti ниже значений в объёме притязаний настоящего изобретения, и один или оба предел текучести и предел прочности на разрыв горячекатаных стальных листов не имеют требуемых значений. Поскольку в стали №№ 10 и 11 содержание Mn или Мо превышает значения в объёме притязаний настоящего изобретения, и микроструктура выходит за рамки настоящего изобретения, предел текучести горячекатаных стальных листов ниже требуемого значения.
Сталь № 13 имеет содержание Мо ниже значения в настоящем изобретении, а также имеет микроструктуру, выходящую за рамки настоящего изобретения, и равномерное относительное удлинение составляет менее 7,0%.
Поскольку сталь № 19 имеет содержание Cr ниже значения в настоящем изобретении, а также имеет микроструктуру, выходящую за рамки настоящего изобретения, предел текучести и предел прочности на разрыв горячекатаного стального листа ниже требуемых значений.
Поскольку стали №№ 20, 21 и 22, которые имеют состав в пределах настоящего изобретения, имеют микроструктуру, выходящую за рамки настоящего изобретения, предел текучести и предел прочности на разрыв горячекатаных стальных листов ниже требуемых значений.
Для стали № 23 предел текучести и предел прочности на разрыв горячекатаного стального листа ниже требуемых значений.
Исходя из вышесказанного, использование горячекатаного стального листа, имеющего микроструктуру, в которой преобладает бейнит, позволяет изготавливать электросварную стальную трубу для колтюбинга с высокой производительностью и низкой стоимостью. Кроме того, регулирование состава и микроструктуры горячекатаного стального листа в рамках объёма притязаний настоящего изобретения позволяет горячекатаному стальному листу иметь обрабатываемость, необходимую для профилировки и обеспечивает предел текучести 130 тыс. фунт/кв. дюйм (896 МПа) или более, получаемый после отжига.
Отжиговый сепаратор для текстурированной электротехнической листовой стали
Текстурированная электротехническая листовая сталь и способ её изготовления
Способ сварки стальных листов трением с перемешиванием
Лист текстурованной электротехнической стали и способ его производства
Текстурированный лист из электротехнической стали
Текстурированный лист из электротехнической стали
Способ производства кокса
Холоднокатаный стальной лист с превосходной стойкостью к старению и способ его изготовления
Лист из электротехнической стали
Лист текстурированной электротехнической стали и способ его изготовления
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Стальная сварная труба, полученная контактной сваркой, для гибкой непрерывной трубы и способ ее изготовления

