Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение относится к металлургии, а именно к непрерывному литью заготовок.
Известен способ получения биметаллических листов и полос (патент РФ №2076793, от 04.11.1993 г.).
Наиболее близким по технической сущности к предлагаемому изобретению, выбранному за прототип, является способ получения биметаллической полосы, включающий подачу в кристаллизатор полосы основного металла в твердом состоянии, подачу в кристаллизатор жидкого металла плакирующего слоя, соединение плакирующего слоя с полосой основного металла на выходе из кристаллизатора при сближении кристаллизующейся корочки плакирующего слоя с полосой основного металла, одновременном обжатии и вытягивании биметаллической полосы подвижными профилированными стенками разъемного кристаллизатора, при этом вытягивание биметаллической полосы из разъемного кристаллизатора осуществляют со скоростью
V=K2×Н/σ2,
где К - коэффициент кристаллизации,
Н - высота расплава плакирующего металла в кристаллизаторе, мм;
σ - толщина корочки плакирующего слоя на выходе из кристаллизатора, мм.
(патент на изобретение РФ №2064364, Бюл. №21)
Однако данный способ не позволяет получить биметаллическую полосу высокого качества. Это связано с тем, что при прохождении основной полосы в твердом состоянии через расплав металла плакирующего слоя в зоне соединения слоев биметалла появляются межслойные образования (окисные пленки, хрупкие интерметаллидные прослойки, обезуглероженные и карбидные слои), которые ухудшают условия соединения слоев биметалла и снижают его механические свойства.
Технической задачей изобретения является улучшение качества биметаллических полос за счет повышения прочности соединения слоев биметалла и улучшения структуры металла плакирующего слоя.
Техническая задача достигается тем, что в способе получения биметаллической полосы, включающем подачу в кристаллизатор полосы основного металла в твердом состоянии, подачу в кристаллизатор жидкого металла плакирующего слоя, соединение плакирующего слоя с полосой основного металла на выходе из кристаллизатора при сближении кристаллизующейся корочки плакирующего слоя с полосой основного металла, одновременном обжатии и вытягивании биметаллической полосы подвижными профилированными стенками разъемного кристаллизатора, при этом вытягивание биметаллической полосы из разъемного кристаллизатора осуществляют со скоростью
V=K2×Н/σ2,
где К - коэффициент кристаллизации,
Н - высота расплава плакирующего металла в кристаллизаторе, мм;
σ - толщина корочки плакирующего слоя на выходе из кристаллизатора, мм.
отличающийся тем, что обжатие биметаллической полосы бойками осуществляют со степенью деформации, обеспечивающей взаимное смещение основной полосы и плакирующего слоя или его отсутствие и возникновение сжимающих напряжений в очаге деформации биметаллической полосы.
Причем обжатие биметаллической полосы бойками осуществляют со степенью деформации  (где δ - толщина плакирующего слоя), обеспечивающей взаимное смещение основной полосы и плакирующего слоя и возникновение высоких сжимающих напряжений в очаге деформации металла плакирующего слоя.
(где δ - толщина плакирующего слоя), обеспечивающей взаимное смещение основной полосы и плакирующего слоя и возникновение высоких сжимающих напряжений в очаге деформации металла плакирующего слоя.
Следует отметить, что при прохождении основной полосы в твердом состоянии через расплав металла плакирующего слоя на ее поверхности могут образовываться окисные пленки, которые ухудшают условия сцепления слоев биметалла. В связи с этим, для повышения прочности соединения слоев биметалла необходимо обжимать бойками биметаллический слиток с такой степенью деформации, чтобы происходило взаимное смещение полосы основного металла и плакирующего слоя, что будет способствовать разрушению окисных пленок на межслойных поверхностях биметаллической полосы и, тем самым, повышению прочности соединения ее слоев. Кроме того, при обжатии бойками биметаллической полосы в очаге деформации металла плакирующего слоя должны возникать высокие сжимающие напряжения, что будет способствовать интенсивной проработке литой структуры металла плакирующего слоя и получению однородной и мелкозернистой структуры его металла, и тем самым улучшению качества биметаллической полосы. Все это в совокупности будет способствовать улучшению качества биметаллических полос.
Для оценки качества трехслойных биметаллических полос проведено исследование напряженно-деформированного состояния металлов плакирующего слоя и основной полосы при получении биметалла сталь 09Г2С - сталь 20 - 09Г2С. Расчет выполнен методом конечных элементов с использованием программного комплекса ANSYS. Толщина основной полосы из стали 20 равна 10 мм. Толщина корочки плакирующего слоя из стали 09Г2С - 10 мм. Рассмотрены три варианта получения биметаллической полосы с толщиной плакирующего слоя 2 мм, 4 мм и 6 мм. Установлено, что при получении биметалла с толщиной плакирующего слоя 2 мм (степень деформации 80%) взаимное смещение основной полосы и плакирующего слоя составило 2,86 мм, при толщине плакирующего слоя 4 мм (степень деформации 60%) - 2,4 мм, а при получении биметалла с толщиной плакирующего слоя 6 мм (степень деформации 40%) взаимное смещение слоев биметалла составило 0,11 мм, то есть практически равно нулю. Таким образом, для улучшения качества биметаллических полос степень деформации металла плакирующего слоя должна быть не менее 60%, при этом взаимное смещение слоев биметалла будет не менее 2,4 мм, что будет способствовать разрушению межслойных образований на контактной поверхности полосы с плакирующим слоем и, тем самым, повышению прочности соединения слоев биметалла.
Анализ напряженного состояния металлов в очаге деформации биметалла показал, что на контактных поверхностях плакирующего слоя с бойком и основной полосой возникают высокие сжимающие напряжения величиной до минус 290 МПа, что будет способствовать интенсивной проработке литой структуры и получению однородной и мелкозернистой структуры металла плакирующего слоя и, тем самым, улучшению качества биметаллических полос.
При проведении патентно-информационных исследований заявляемая совокупность признаков выявлена не была, поэтому можно предположить что заявляемое техническое решение соответствует критерию «изобретательский уровень».
Сравнение заявляемого технического решения с прототипом показывает, что оно соответствует критерию новизна.
Заявляемое техническое решение может быть реализовано с использование известных технических средств, поэтому оно соответствует критерию «промышленная применимость».
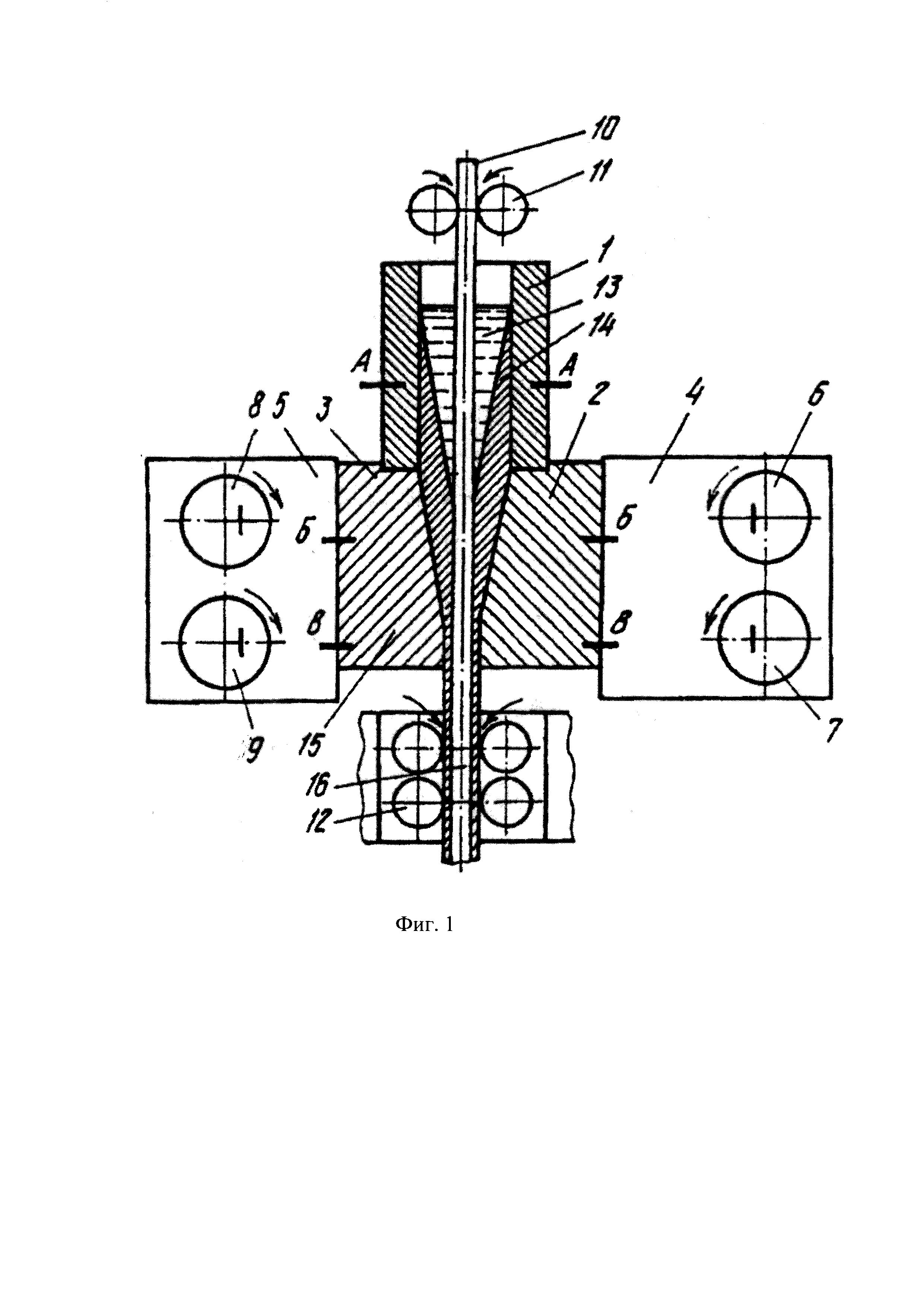
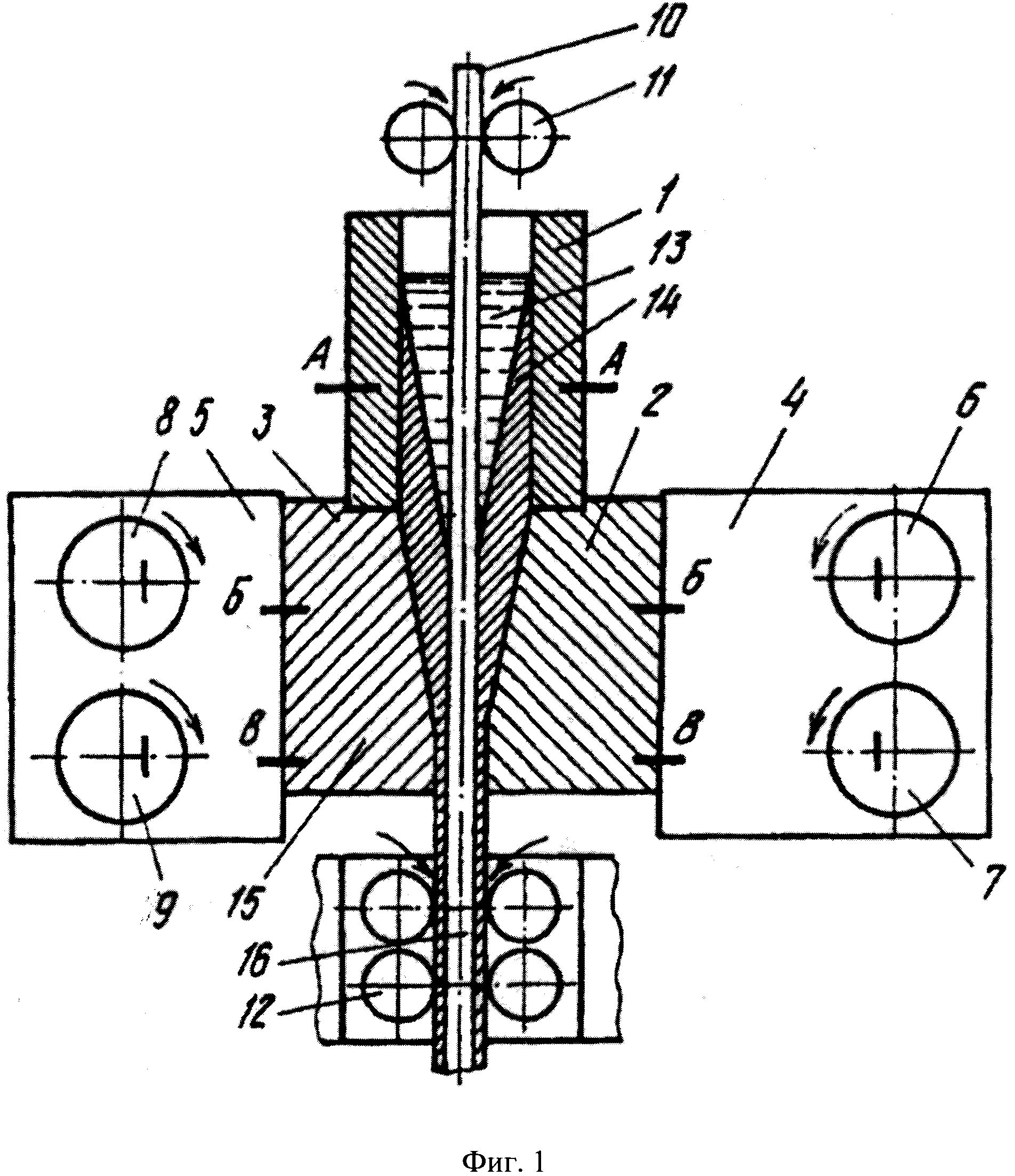
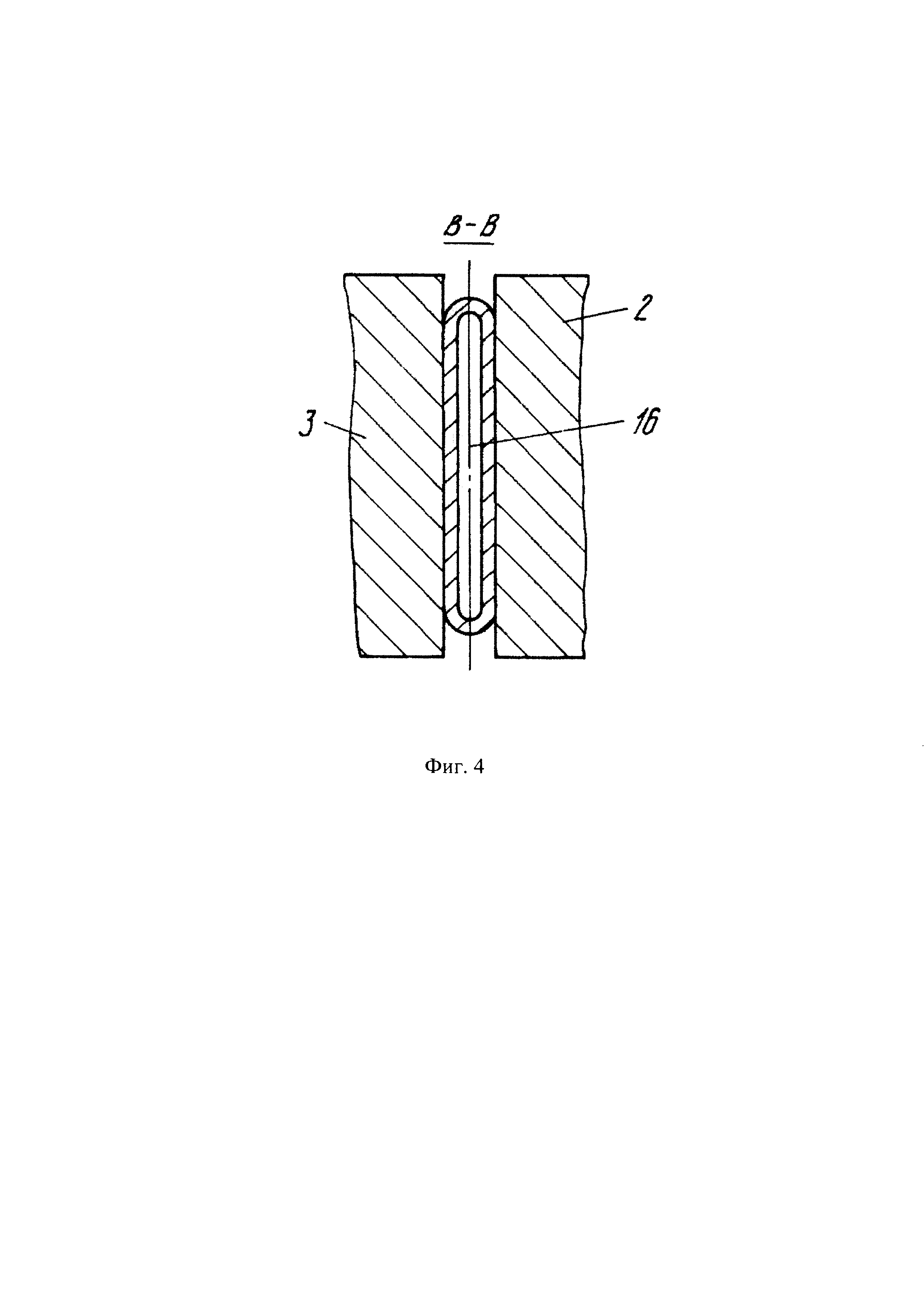
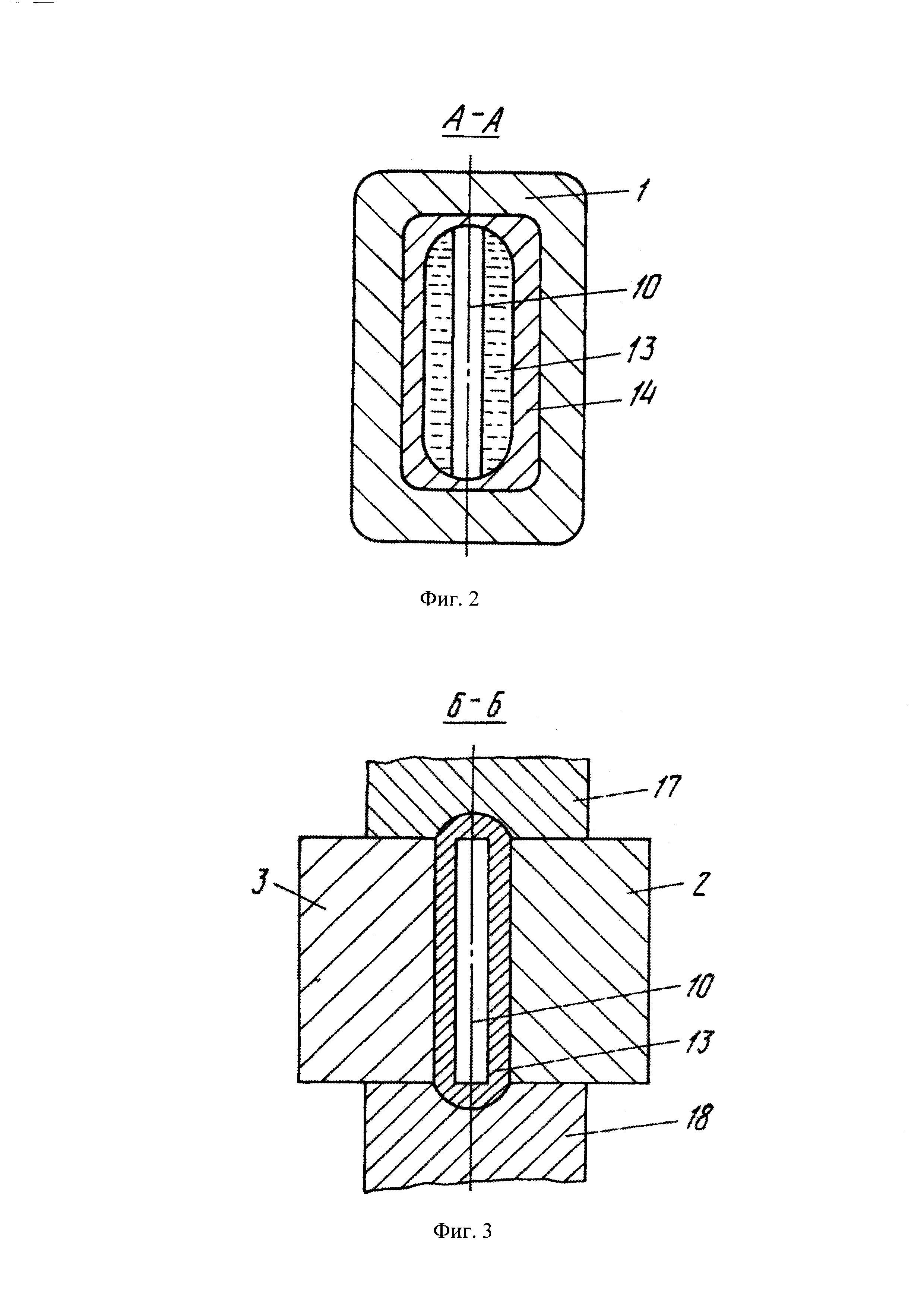
Реализация заявляемого способа осуществляется с помощью устройства непрерывного литья заготовок. На фиг. 1 изображено устройство для получения биметаллической полосы; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1. Устройство включает водоохлаждаемый кристаллизатор 1, который имеет постоянный контакт с бойками 2 и 3, наклонные поверхности которых являются продолжением полости кристаллизатора 1. Бойки 2 и 3 крепятся соответственно на суппортах 4 и 5. Каждый суппорт установлен на двух эксцентриковых валах: четвертый на валах 6 и 7, пятый на валах 8 и 9. Эксцентриковые валы 6, 7, 8 и 9 являются приводными. Рабочие поверхности бойков 2 и 3 в совокупности с боковыми стенками 17, 18, которые крепятся к торцевым поверхностям кристаллизатора 1, образуют разъемный кристаллизатор, полость которого в нижнем положении бойков является продолжением полости кристаллизатора 1. Устройство имеет подающий механизм 11. Вытягивание биметаллической полосы 16 из кристаллизатора 1 осуществляется с помощью тянущих роликов 12.
Сущность способа получения биметаллической полосы заключается в следующем (фиг. 1-4). Жидкий металл плакирующего слоя 13 заливается в водоохлаждаемый кристаллизатор 1, совершающий возвратно-поступательные вертикальные перемещения с частотой, равной угловой скорости эксцентриковых валов. Одновременно с помощью подающего механизма 11 и тянущих роликов 12 через кристаллизатор 1 пропускают с заданной скоростью полосу 10 в твердом состоянии, которая является средним слоем биметаллической полосы 16. За счет отвода тепла стенками кристаллизатора 1 образуется замкнутая оболочка 14 металла плакирующего слоя. Далее оболочка 14 с жидкой фазой 13 и с основной полосой 10 поступают в бойки 2 и 3 разъемного кристаллизатора. Бойки 2 и 3 одновременно с деформацией оболочки 14 с жидкой фазой 13 продвигают ее по направлению непрерывного литья. По мере прохождения оболочки 14 с жидкой фазой 13 через рабочие поверхности бойков 2 и 3 происходит сближение стенок оболочки 14 и приближение их к полосе 10, при этом происходит вытеснение жидкого металла 13, то есть механическое перемешивание жидкого металла плакирующего слоя. Затем происходит смыкание стенок оболочки 14 с полосой 10 и обжатие биметаллической полосы с заданной степенью деформации. Калибрующие участки бойков 15 обеспечивают получение заданных размеров биметаллической полосы и плакирующего слоя. Расстояние между внутренними поверхностями боковых стенок 17 и 18 определяют ширину биметаллической полосы.
Пример 1. В процессе получения биметаллической полосы в кристаллизатор подают расплав металла плакирующего слоя-сталь 09Г2С, а через кристаллизатор пропускают полосу из стали 20 толщиной 10 мм и шириной 990 мм. Высота расплава плакирующего слоя в кристаллизаторе - 700 мм. Толщина оболочки плакирующего слоя, выходящей из кристаллизатора - 10 мм. Скорость вытягивания биметаллической полосы V=K2×Н/σ2=202×700/102=2,8 м/мин. Если на межслойных поверхностях биметаллической полосы будут образовываться окисные пленки или другие образования, ухудшающие условия сцепления слоев биметалла, то степень деформации плакирующего слоя должна быть не менее 60%. Например, при получении биметаллической полосы толщиной 14 мм и шириной 1000 мм с толщиной плакирующего слоя 2 мм из стали 09Г2С степень его деформации составит 80%. Такая степень деформации приведет к взаимному смещению слоев биметалла на величину порядка 3 мм и разрушению межслойных образований и, как следствие, повышению прочности соединения слоев биметалла. Кроме того, в очаге деформации биметаллической полосы возникают высокие сжимающие напряжения величиной минус 290 МПа, что позволит получить однородную и мелкозернистую структуру металла плакирующего слоя, то есть улучшить качество биметалла.
Если при получении биметаллической полосы предлагаемым способом на межслойных поверхностях будут возникать образования, повышающие прочность соединения слоев биметалла, то степень деформации металла плакирующего слоя не должна превышать 40%, что не приведет к взаимному смещению слоев биметалла и разрушению межслойных образований. Это имеет место при получении биметаллической полосы толщиной 22 мм и шириной 1000 мм с толщиной плакирующего слоя 6 мм.
Пример 2. В процессе получения биметаллической полосы в кристаллизатор подают расплав металла плакирующего слоя - алюминий А5, а через кристаллизатор пропускают полосу из стали 20 толщиной 5 мм и шириной 990 мм. Высота расплава алюминия в кристаллизаторе - 300 мм. Толщина оболочки плакирующего слоя, выходящей из кристаллизатора - 10 мм. Скорость вытягивания биметаллической полосы из кристаллизатора 4,8 м/мин. Для разрушения окисных пленок, которые возникают на межслойных поверхностях биметалла, степень деформации плакирующего слоя из алюминия должна быть более 60%, при этом взаимное смещение слоев биметалла будет более 3 мм. Это реализуется при получении биметаллических полос толщиной 9 мм и 13 мм и шириной 1000 мм, причем толщина плакирующих слоев из алюминия соответственно равна 2 мм и 4 мм.
Таким образом, заявляемое техническое решение позволяет улучшить качества биметаллических полос за счет повышения прочности соединения слоев биметалла и улучшения структуры металла плакирующего слоя.
Способ непрерывного литья заготовок и устройство для его осуществления
Способ получения биметаллической полосы
Способ непрерывного литья двутавровых заготовок и устройство для его осуществления
Способ непрерывного литья полых заготовок и устройство для его осуществления
Способ непрерывного литья заготовок и устройство для его осуществления
Способ непрерывного литья заготовок и устройство для его осуществления
Способ получения биметаллической полосы
Способ непрерывного литья двутавровых заготовок и устройство для его осуществления
Способ непрерывного литья полых заготовок и устройство для его осуществления
Способ непрерывного литья полых заготовок и устройство для его осуществления

