Результат интеллектуальной деятельности: СПОСОБ ИОННОЙ ОЧИСТКИ В СКРЕЩЕННЫХ ЭЛЕКТРИЧЕСКИХ И МАГНИТНЫХ ПОЛЯХ ПЕРЕД ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКОЙ
Вид РИД
Изобретение
Изобретение относится к металлургической промышленности, а именно к химико-термической обработке поверхности изделий.
Известен способ комплексной обработки изделий (Патент РФ 2039843, С23С 14/00, 03.03.1992), в котором процесс очистки и нагрева изделия проводят при воздействии пучка ускоренных частиц с энергией выше порога распыления материала подложки, генерируемых автономным источником.
Недостатками данного способа являются:
- необходимость создания сложного технологического оборудования;
- ограничения по обработке деталей с сложным геометрическим профилем.
Известен способ очистки подложек перед вакуумным напылением с применением сеточного полого катода, в котором для ионной очистки используется цилиндрический полый катод диаметром 65 и длинной 130 мм, изготовленный из сетки с шагом 2,5 мм, выполненный из нержавеющей стали с помощью которого создается плазма повышенной плотности (Рогов А.В., Лозован А.А. Применение сеточного полого катода для очистки подложек перед вакуумным напылением // Поверхность. Рентгеновские, синхротронные и нейтронные исследования. - 2008. - №. 5. - С. 99-103.)
Недостатками данного способа являются:
- ограничения по обработке деталей с сложным геометрическим профилем;
- попадание материала сеточного полого катода на подложку.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является способ вакуумной ионно-плазменной обработки (патент РФ 2122602, С23С 14/48. 24.11.1998), по которому производят загрузку в камеру предварительно очищенных от загрязнений деталей, получение в ней рабочего вакуума, проведение ионной очистки в среде инертного газа с помощью источника газовой плазмы на основе дугового разряда с накаленным катодом и вакуумное ионно-плазменное упрочнение, при этом перед ионной очисткой проводят электронный разогрев детали до температуры начала ионно-вакуумного упрочнения.
Недостатками прототипа являются:
- длительность процесса очистки в связи с необходимостью в предварительном электронном нагреве;
- ухудшение качества поверхности в связи с тем, что при проведении процесса в данном типе разряда возможно попадание продуктов эрозии катода на поверхность обрабатываемых изделий;
- неравномерное распределение плотности ионного тока.
Задачей предлагаемого изобретения является повышение эффективности вакуумной ионной очистки.
Техническим результатом является повышение эффективности вакуумной ионно-плазменной обработки.
Задача решается, а технический результат достигается тем, что в способе вакуумной ионно-плазменной очистке деталей включающем загрузку в камеру предварительно очищенных от загрязнений деталей, получение в ней вакуума и проведение ионной очистки, в отличие от прототипа, перед проведением ионной очистки камеру продувают аргоном в течение 2-5 мин при давлении 1330 Па, затем откачивают до давления 5-15 Па, а ионную очистку проводят при напряжении 800-900 В в газовой плазме инертного газа повышенной
плотности, которую получают в тлеющем разряде с наложением скрещенных электрического и магнитного полей.
Качество модифицированного слоя и покрытий зависит как от параметров вакуумной ионно-плазменной обработки, так и от состояния поверхности обрабатываемой детали. Состояние поверхности детали зависит от условия предварительной обработки. Поэтому для улучшения качества получаемого упрочненного слоя и покрытий, необходимо удалить все имеющиеся загрязнения с поверхности (очистить поверхность). Грубые загрязнения удаляют механическим способом и химическим способом. Но после таких методов остается поверхностный слой, насыщенный примесными атомами, который отрицательно влияет на диффузию, адгезию, и как следствие на эффективность процесса в целом. При ионной очистке удаляются все поверхностные примеси, также происходит активация поверхности. Притом эффективность и скорость ионной очистки зависит от типа используемых ионов (газовые, металлические), их энергии и плотности тока [Белоус В.А. и др. Радиационные технологии модификации поверхности. I. Ионная очистка и высокодозовая имплантация //Физическая инженерия поверхности. - 2003]. При наложении скрещенных электрических и магнитных полей часть электронов удерживаются в прикатодной области, и происходит дополнительная ионизации газа, что способствует к увеличению плотности тока. Поэтому применение ионной очистки в скрещенных электрических и магнитных полях имеет преимущество по времени и эффективности очистки перед традиционными способами за счет более высокой плотности тока.
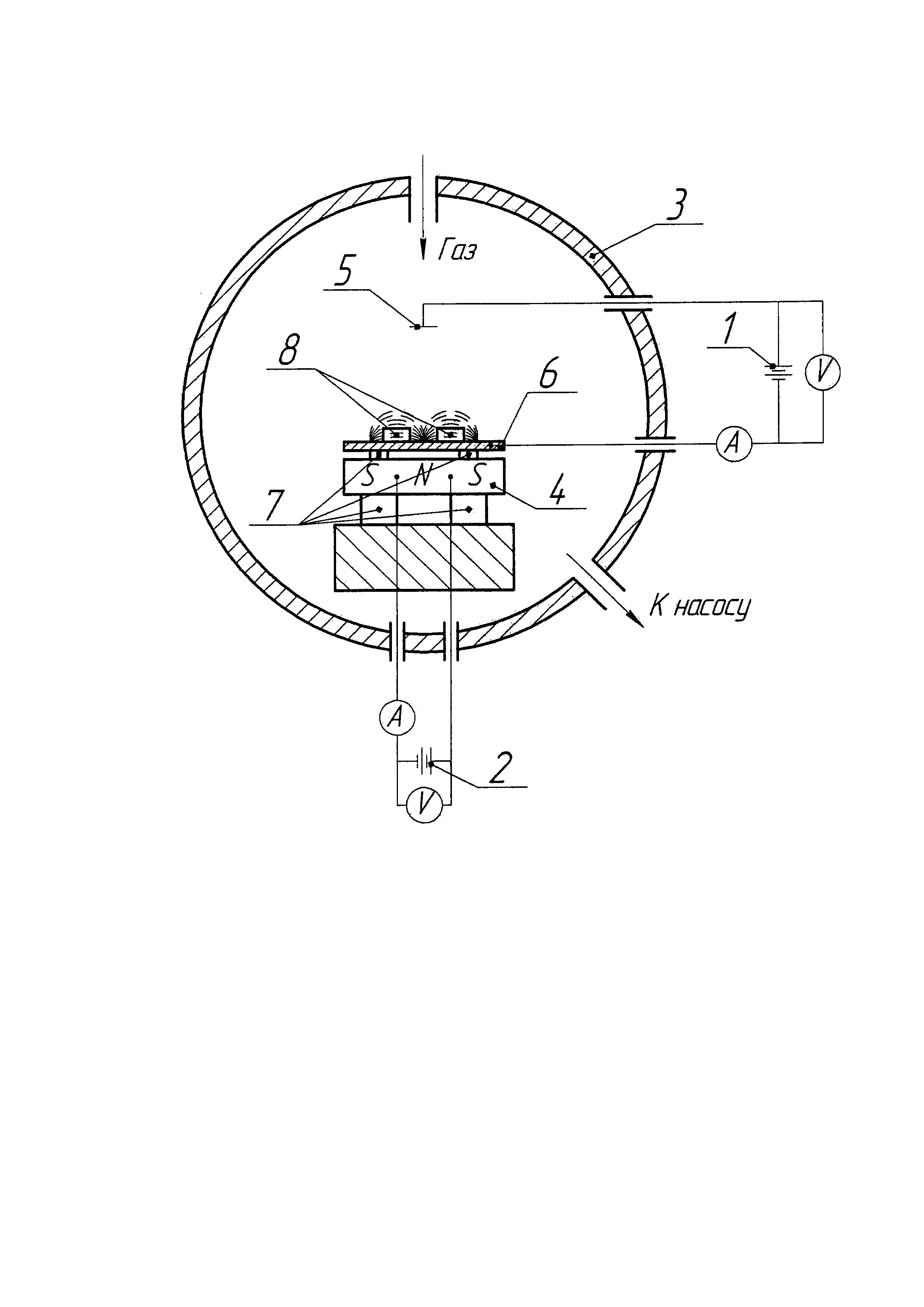
Существо изобретения поясняет чертеж, на котором изображена схема реализации способа
Пример конкретной реализации способа.
Способ осуществляется с помощью установки, содержащей источники питания 1 и 2, вакуумную камеру 3, электромагнитную систему 4,
электрод-анод 5, катод - подложку 6, изоляторы 7 и обрабатываемые детали 8. В вакуумной камере 3 подложку 6, на которой располагают детали 8, подключают к отрицательному электроду (катоду) 6, герметизируют вакуумную камеру 3 и откачивают воздух до давления 10 Па. После эвакуации воздуха камеру продувают аргоном в течение 2-5 мин при давлении ~1330 Па, затем откачивают вакуумную камеру 3 до давления 5-15 Па, включают источник питания магнитной системы и подают на электроды анод 5 и катод (подложка с деталями) 6 разность потенциалов с помощью источника питания 1 и зажигают тлеющий разряд. При напряжении 800-900 В осуществляется ионная очистка в плазме повышенной плотности. После 5-7 - минутной обработки по режиму катодного распыления напряжение понижают до рабочего, включают форвакуумный насос и откачивают аргон из вакуумной камеры, далее напускают рабочий газ и проводят процесс химико-термической обработки.
Предлагаемый способ позволяет проводит предварительную ионную очистку поверхности деталей перед вакуумной ионно-плазменной обработкой в плазме повышенной плотности, получаемой в тлеющем разряде с наложением скрещенных электрических и магнитных полей, за счет чего повышается качество последующего упрочнения, сглаживаются микронеровности и микроцарапины, полученные в процессе механической полировки.
Способ вакуумной ионно-плазменной очистки деталей, включающий загрузку в камеру предварительно очищенных от загрязнений деталей, получение в ней вакуума и проведение ионной очистки, отличающийся тем, что перед проведением ионной очистки камеру продувают аргоном в течение 2-5 мин при давлении 1330 Па, затем откачивают до давления 5-15 Па, а ионную очистку проводят при напряжении 800-900 В в газовой плазме инертного газа повышенной плотности, которую получают в тлеющем разряде с наложением скрещенных электрического и магнитного полей.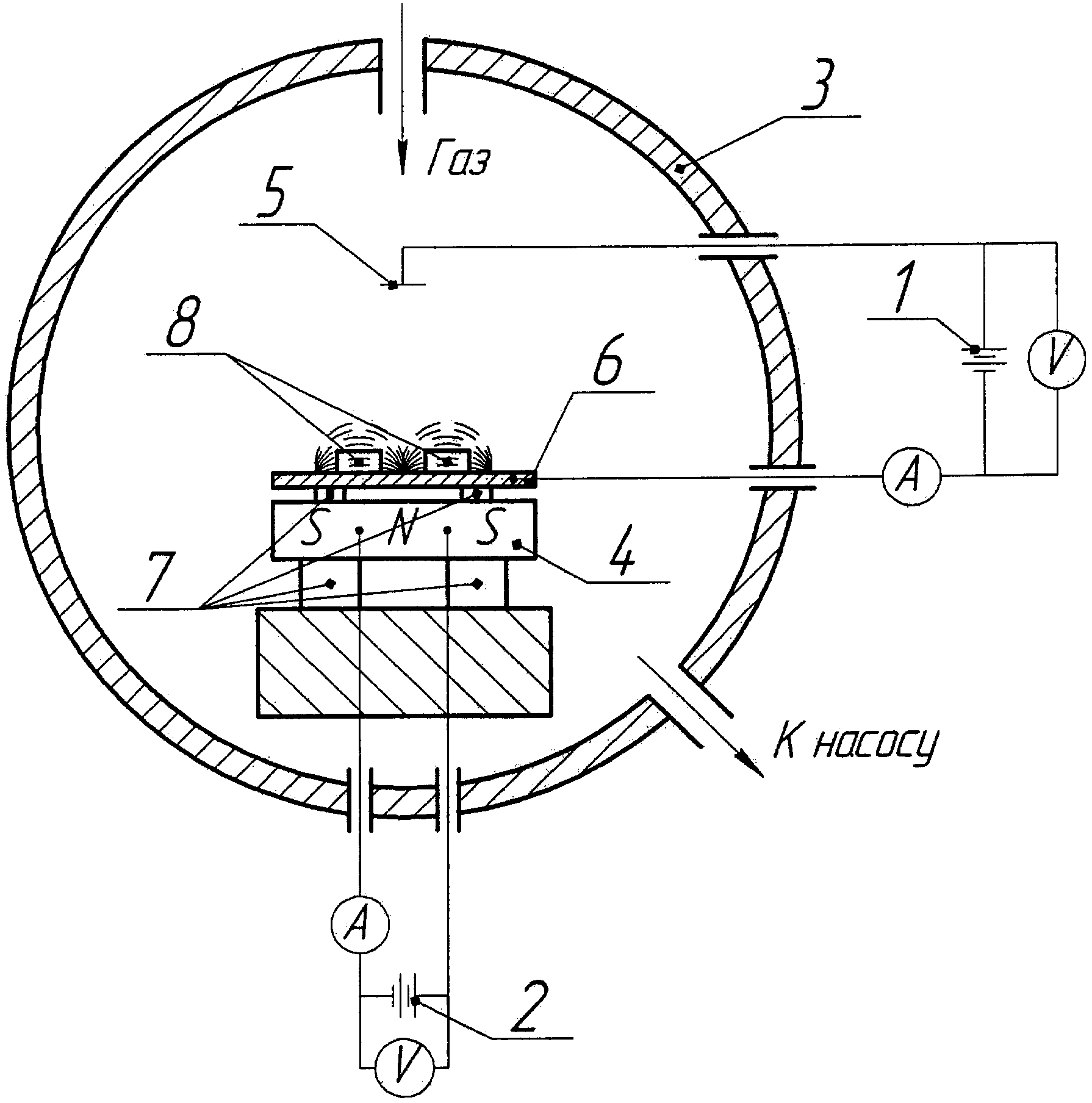
Способ изготовления шаровых пальцев
Адаптивное крыло
Боковой сверлящий электрогидравлический керноотборник
Интеллектуальный стартер-генератор с возможностью самодиагностики
Способ локального ионного азотирования стальных изделий в тлеющем разряде с магнитным полем
Устройство для форсирования переходных процессов в электромеханизмах (варианты)
Способ пуска синхронных двигателей с инкорпорированными магнитами (варианты)
Устройство для регулирования потока контрольного газа
Способ гашения колебаний и электростатический демпфер для его осуществления
Автомат перекоса
Способ комбинированной обработки изделия из быстрорежущей стали

