Результат интеллектуальной деятельности: СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области электрофизической и электрохимической обработки, в частности, к электроэрозионному легированию (ЭЭЛ), и может применяться для обработки поверхностей деталей машин и металлорежущих инструментов.
Известен метод электроэрозионного легирования (ЭЭЛ) поверхности, то есть процесс перенесения материала на обрабатываемую поверхность искровым электрическим разрядом [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976. - 46 с.].
Метод ЭЭЛ является одним из наиболее простых и доступных методов с технологической точки зрения. К основным особенностям ЭЭЛ следует отнести локальную обработку поверхности, то есть легирование можно осуществлять в строго указанных местах от долей миллиметра и более, не защищая при этом остальной поверхности детали; высокую прочность сцепления нанесенного материала с основой; отсутствие нагрева детали в процессе обработки; возможность использования в качестве обрабатывающих материалов как чистых металлов, так и сплавов различной степени легирования, металлокерамических композиций, тугоплавких соединений и т.п.; отсутствие необходимости в специальной предварительной обработке поверхности.
Метод ЭЭЛ универсален, он используется для:
- повышения твердости, коррозионной стойкости, износо- и жаростойкости;
- снижения способности к схватыванию поверхностей при трении;
- восстановления размеров инструмента, деталей машин и механизмов;
- проведения на обрабатываемой поверхности микрометаллургических процессов для образования на ней заданных химических соединений;
- создания на рабочей поверхности переходных слоев определенной шероховатости и др.
Известен способ цементации стальной детали электроэрозионным легированием ЭЭЛ (ЦЭЭЛ графитовым электродом, включающий использование в качестве анода графитового электрода и в качестве катода стальной детали, отличающийся тем, что в качестве катода используют деталь из низкоуглеродистой легированной стали аустенитного класса, легирование осуществляют с производительностью 1,0-5,0 мин/см2 и энергией разряда 0,036-6,8 Дж и формируют легированные поверхностные слои толщиной от 4-5 до 320-350 мкм [RU №2337796 С2, В23Н 9/00, 2008].
Указанный способ не может обеспечить нужную толщину и микротвердость упрочненного слоя, от которых зависит износостойкость некоторых изделий.
Известен способ алитирования методом электроэрозионного легирования (ЭЭЛ) алюминиевым электродом стальных деталей при энергии разряда Wp=0,52-6,8 Дж и производительности 1,0-3,0 см2/мин., в котором перед электроэрозионным легированием алюминиевым электродом на поверхность детали, подлежащей алитированию, наносят консистентную вещество, содержащее серу и алюминиевую пудру, после чего проводят процесс алитирования, не дожидаясь высыхания консистентной вещества [UA №130157 U, С23С 8/60, С23С 10/48, 2018].
Результаты исследований, направленных на создание и отработку методов ЭЭЛ и составов покрытий, показали, что наиболее перспективным, с точки зрения повышения износостойкости, например, колец импульсных уплотнений, является применение комбинированных покрытий, состоящих из легкоплавких и тугоплавких износостойких металлов, в частности, медь + карбид вольфрама.
Наиболее близким к заявляемому изобретению является способ повышения износостойкости рабочих поверхностей стальных колец импульсных торцевых уплотнений, включающий обработку рабочих поверхностей электроэрозионным легированием графитовым электродом (ЦВЕЛ) при энергии разряда в диапазоне 0,036…4,6 Дж и последующее нанесение на них квазимногослойных комбинированных электроэрозионных покрытий (КЭП) состава, сформированного в последовательности ВК8 + Cu + ВК8, причем толщину слоя повышенной твердости увеличивают на толщину слоя ЦЕЕЛ [UA №119319 U, В23Н 9/00, 2017].
Наряду с достоинствами, обусловленными особенностями метода ЕЕЛ, указанный способ имеет определенные недостатки, ограничивающие сферу его применения из-за невозможности обеспечить нужную толщину и микротвердость упрочненного слоя, от которых зависит износостойкость некоторых изделий.
Результаты исследований, направленных на создание и отработка методов ЕЕЛ и складов покрытий, показали, что наиболее перспективным, с точки зрения повышения износостойкости, например, колец импульсных уплотнений, применение комбинированных покрытий, состоящих из легкоплавких и тугоплавких износостойких металлов, в частности, меди + карбид вольфрама.
Учитывая то, что толщина слоя повышенной твердости имеет определяющее значение при абразивном и других видах износа (чем толще слой повышенной твердости, тем больше долговечность изделия), техническая задача увеличения толщины этого слоя остается актуальной.
В основу изобретения поставлена задача усовершенствовать способ повышения износостойкости стальных деталей путем нанесения методом БЕЛ износостойких покрытий на их поверхности, обеспечив повышение качества деталей, их способность сопротивляться износу, надежность и долговечность работы, а также снижение трудоемкости и стоимости их изготовления.
Поставленную задачу решают тем, что в способе повышения износостойкости стальных деталей методом электроэрозионного легирования их поверхностного слоя, включающем цементацию графитовым электродом, алитирование алюминиевым электродом и нанесение износостойкого покрытия, согласно изобретению, на алитированную поверхность наносят износостойкое покрытие электродом-инструментом, изготовленным из материала, выбранного из группы тугоплавких металлов Ti, V, W и их карбидов, при этом все последующие операции в рамках каждого этапа выполняют при одной и той же энергии разряда в диапазоне от 0, 5 до 3,4 Дж.
На всех этапах обработки зоны повышенной твердости обеспечивают повышением энергии разряда.
Обработку проводят в открытой среде и при атмосферном давлении.
Предложенное техническое решение является новым, поскольку оно не было опубликовано в доступных средствах информации на дату подачи заявки, и соответствующим критерию патентоспособности «изобретательский уровень», поскольку оно обеспечивает качественно новый положительный эффект в сравнении с аналогами из уровня техники. Например, в сравнении с техническим решением, изложенным в описании полезной модели [ сталевих деталей. Патент
сталевих деталей. Патент  №130157
№130157  26.11.2018 на корисну модель. МПК С23С 8/60; С23С 10/48… / Тарельник
26.11.2018 на корисну модель. МПК С23С 8/60; С23С 10/48… / Тарельник  Борисович (UA); Марцинковський Василь
Борисович (UA); Марцинковський Василь  (UA); Гапонова Оксана
(UA); Гапонова Оксана  (UA); Коноплянченко
(UA); Коноплянченко  Владиславович (UA); Тарельник Наталья
Владиславович (UA); Тарельник Наталья  (UA); Думанчук Михайло
(UA); Думанчук Михайло  (UA); Гончаренко Максим Володимирович (UA); Антошевський Богдан (PL); Кундера Чеслав (PL) Заявлено 29.05.2018; Опубликовано 26.11.2018, Бюл. №22], при котором толщина упрочненного слоя составляет при энергии разряда 6,8 Дж, для стали 20 и стали 40, соответственно 200 и 240 мкм, в предлагаемом способе, даже при меньшей энергии разряда 3,4 Дж, для сталей 40Х, 30X13 и 12Х18Н10Т, она составляет, соответственно, 280-370; 340-390 и 320-360 Дж; микротвердость упрочненного слоя составляет при энергии разряда 6,8 Дж, для стали 20 и стали 40, соответственно, 5000 и 5400 МПа, в предлагаемом способе, даже при меньшей энергии разряда 3,4 Дж, для сталей 40Х, 30X13 и 12Х18Н10Т, она составляет, соответственно, 9700; 10800 и 10000 МПа. Указанное выше сравнение подтверждает, что, за счет использования заявляемого технического решения, обеспечено достижение качественно нового положительного эффекта, который заключается в дальнейшем повышении качества стальных деталей, их износостойкости, надежности и долговечности работы, а также в снижении трудоемкости и стоимости их изготовления.
(UA); Гончаренко Максим Володимирович (UA); Антошевський Богдан (PL); Кундера Чеслав (PL) Заявлено 29.05.2018; Опубликовано 26.11.2018, Бюл. №22], при котором толщина упрочненного слоя составляет при энергии разряда 6,8 Дж, для стали 20 и стали 40, соответственно 200 и 240 мкм, в предлагаемом способе, даже при меньшей энергии разряда 3,4 Дж, для сталей 40Х, 30X13 и 12Х18Н10Т, она составляет, соответственно, 280-370; 340-390 и 320-360 Дж; микротвердость упрочненного слоя составляет при энергии разряда 6,8 Дж, для стали 20 и стали 40, соответственно, 5000 и 5400 МПа, в предлагаемом способе, даже при меньшей энергии разряда 3,4 Дж, для сталей 40Х, 30X13 и 12Х18Н10Т, она составляет, соответственно, 9700; 10800 и 10000 МПа. Указанное выше сравнение подтверждает, что, за счет использования заявляемого технического решения, обеспечено достижение качественно нового положительного эффекта, который заключается в дальнейшем повышении качества стальных деталей, их износостойкости, надежности и долговечности работы, а также в снижении трудоемкости и стоимости их изготовления.
Далее заявляемое техническое решение описано со ссылками на иллюстрации.
На Фиг. 1 и Фиг. 2 показана микроструктура поверхностного слоя стали 12Х18Н10Т при ЦЭЭЛ с Wu=3,4 Дж;
на Фиг. 3 и фиг. 4 показано распределение микротвердости поверхностного слоя стали 12Х18Н10Т при ЦЭЭЛ с Wu=3,4 Дж;
на Фиг. 5 - распределение элементов в поверхностном слое стали 12Х18Н10Т после ЦЭЭЛ при Wu=3,4 Дж;
на Фиг. 6 изображена микроструктура поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ и ЭЭЛ алюминием с Wu=3,4 Дж;
на Фиг. 7 показано распределение микротвердости поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ и ЭЭЛ алюминием с Wu=3,4 Дж;
на Фиг. 8 - распределение элементов в поверхностном слое стали 12Х18Н10Т после ЦЭЭЛ и ЭЭЛ алюминием с Wu=3,4 Дж;
на Фиг. 9 показана микроструктура поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ, ЭЭЛ алюминием и электродом-инструментом из твердого сплава Т15К6 с Wu=3,4 Дж;
на Фиг. 10 показано распределение микротвердости поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ, ЭЭЛ алюминием и электродом-инструментом из твердого сплава Т15К6 с Wu=3,4 Дж;
на Фиг. 11 - распределение элементов в поверхностном слое стали 12Х18Н10Т после ЦЭЭЛ, ЭЭЛ алюминием и электродом инструментом из твердого сплава Т15К6 с Wu=3,4 Дж;
на Фиг. 12 показана микроструктура поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ и ЭЭЛ электродом-инструментом из твердого сплава Т15К6 с Wu=3,4 Дж Х200;
на Фиг. 13 изображено распределение микротвердости поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ и ЭЭЛ электродом-инструментом из твердого сплава Т15К6 с Wu=3,4 Дж Х200;
на Фиг. 14 - распределение элементов в поверхностном слое стали 12Х18Н10Т после ЦЭЭЛ и ЭЭЛ электродом-инструментом из твердого сплава Т15К6 с Wu=3,4 Дж.
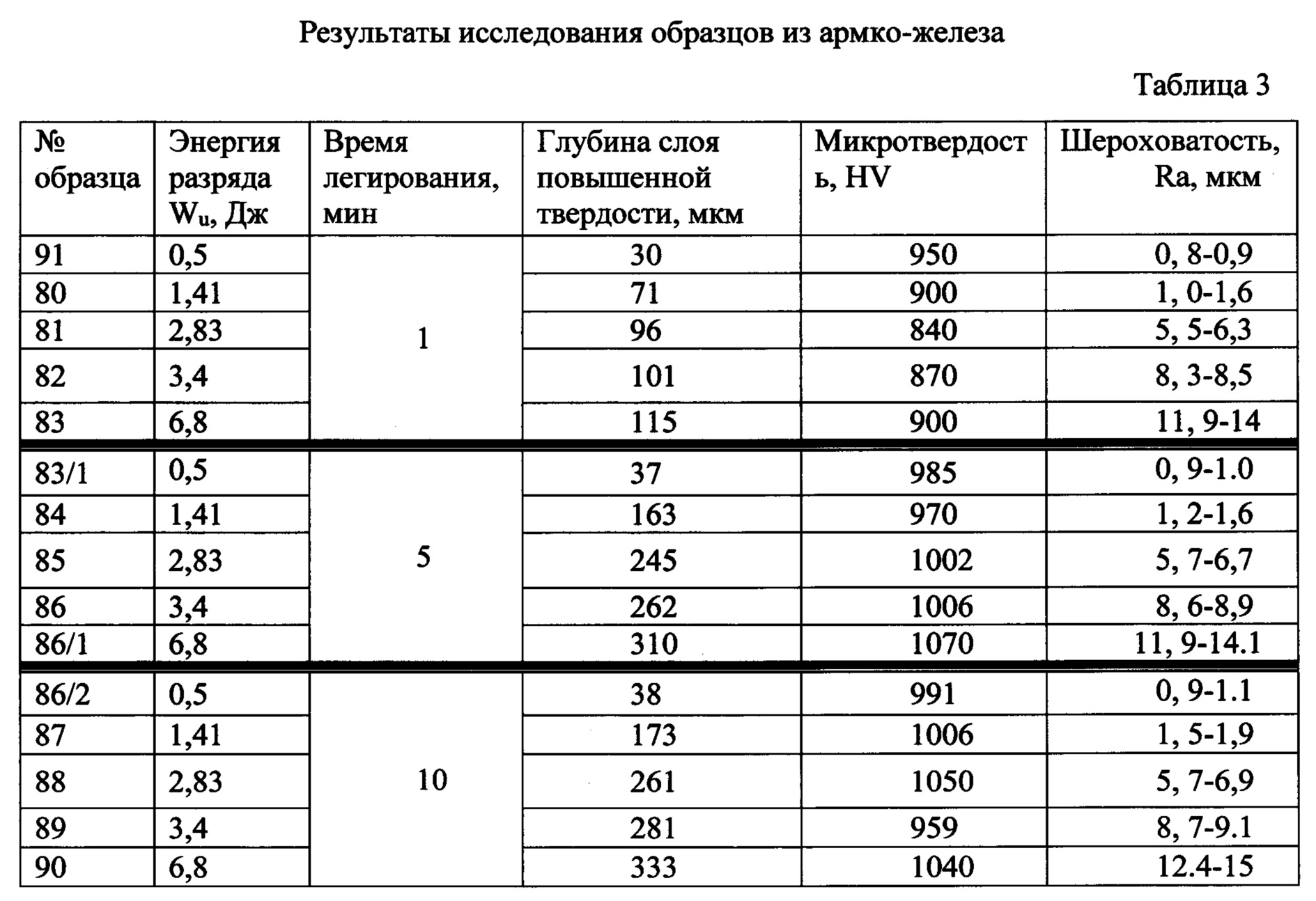
В таблицах 1-4 представлены результаты исследований поверхностных слоев стали 12Х18Н10Т, 40Х, 30X13 и армко-железа после ЦЭЭЛ при различных энергиях разряда и времени легирования.
Независимо от исследуемого материала, шероховатость поверхности возрастает с повышением энергии разряда (см. таблицы 1-4). Кроме того, в таблицах представлены данные о глубине упрочненного слоя и максимальной микротвердости на поверхности исследуемых образцов в зависимости от энергии разряда. С увеличением энергии разряда увеличивается глубина упрочненного слоя. Независимо от исследуемого материала и режима ЦЭЭЛ микротвердость упрочненного слоя, максимальная на поверхности, в меру углубления плавно снижается и переходит в микротвердость основы.
Следует отметить, что сплошность упрочненного слоя на всех исследуемых образцах составляет 100%.
Результаты исследования образцов из стали 12Х18Н10Т



Для исследования структуры и измерения микротвердости поверхностного слоя использовали шлифы образцов стали 12Х18Н10Т размером 10×10×8 после ЦЭЭЛ на протяжении 1,0 мин. Легирование происходило на разных режимах на установке с ручным вибратором «Элитрон-52А» и механизированной установке «ЭИЛ-9» в диапазоне энергий разряда (Wp) от 0,5 до 6,8 Дж. Поверхность шлифа была ориентирована перпендикулярно к поверхности легирования. Перед изготовлением шлифа для исключения краевого эффекта при легировании торец образца фрезеровали на глубину не меньше 2 мм. Для предупреждения смятия слоя, завалов края образец крепили с контртелом в струбцине. Дальше шлиф подвергался химическому травлению для выявления структуры в реактиве. После изготовления шлифы исследовали на оптическом микроскопе «Неофот-2», где проводилась оценка качества слоя, его сплошности, толщины и строения зон подслоя - диффузной зоны и зоны термического влияния. Одновременно проводился дюрометричний анализ на распределение микротвердости в поверхностном слое и по глубине шлифа от поверхности. Замер микротвердости проводили на микротвердомере ПМТ-3 вдавливанием алмазной пирамиды под нагрузкой 0,05 Н. Шероховатость измеряли на приборе профилографе-профилометре мод. 201 завода «Калибр» путем снятия и обработки профилограмм. Для исследования распределения элементов и углерода по глубине слоя проводился локальный микрорентгеноспектральный анализ, для этого использовался оснащенный рентгеноспектральным микроанализатором электронный микроскоп ISIS 300 Oxford Instruments. При этом следует отметить, что обработку проводили в открытой воздушной среде и при атмосферном давлении.
На Фиг. 1, Фиг. 2 показана микроструктура и на Фиг. 3, Фиг. 4 - распределение микротвердости поверхностного слоя стали 12Х18Н10Т при ЦЭЭЛ с энергией разряда (Wu), равной 3,4 Дж. Слой не равномерный, от 160 мкм, Фиг. 1,2, до 90 мкм Фиг. 3, 4. В среднем глубина слоя повышенной твердости составляет ~100 мкм.
На Фиг. 5 показан участок поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ с Wu=3,4 Дж, а также распределение углерода и других элементов (хрома, железа, никеля, титана), входящих в состав стали, по глубине слоя.
Из Фиг. 5 видно, что на глубине до 100 мкм увеличилось количество углерода, что согласуется с Фиг. 1-4, где глубина упрочненного слоя находится в этих же пределах ~100 мкм.
На Фиг. 6 показана микроструктура и на Фиг. 7 - распределение микротвердости поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ и ЭЭЛ алюминием с Wu=3,4 Дж. Слой очень массивный, но не однородный. Толщина слоя с измененной структурой составляет ~170 мкм. При этом на поверхности расположен неравномерный мягкий, рыхлый и пористый слой, толщина которого составляет на различных участках 70-100 мкм, а микротвердость 1000-25000 МПа. Ниже расположен слой повышенной микротвердости (до 7500 МПа) глубиной 80-120 мкм.
На Фиг. 8 показан участок поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ и ЭЭЛ алюминием с Wu=3,4 Дж, а также распределение других элементов (алюминия, железа, хрома, никеля, углерода, титана), входящих в состав стали, по глубине слоя. Из Фиг. 8 видно, что алюминий распространяется на глубину до 100 мкм.
На Фиг. 9 показана микроструктура и на Фиг. 10 - распределение микротвердости поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ, ЭЭЛ алюминием и электродом-инструментом из твердого сплава Т15К6, причем все операции проводили при Wu=3,4 Дж. Как видно из Фиг. 9; 10, толщина слоя повышенной твердости составляет 320 мкм с максимальной микротвердостью на поверхности 9000-10000 МПа.
На Фиг. 11 показан участок поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ, ЭЭЛ алюминием и электродом-инструментом из твердого сплава Т15К6 с Wu=3,4 Дж, а также распределение других элементов (алюминия, железа, хрома, никеля, углерода, титана, вольфрама и кобальта), входящих, как в состав подложки (стали 12Х18Н10Т), так и в состав электродов инструментов из алюминия и твердого сплава Т15К6. Из рисунка видно, что алюминий распространяется на глубину до 300 мкм, вольфрам, как основной элемент твердого сплава Т15К6 на глубину до 270 мкм, а слой с повышенным содержанием углерода до 270 мкм.
Для сравнения на Фиг. 12 показана микроструктура и на Фиг. 13 - распределение микротвердости поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ и ЭЭЛ электродом инструментом из твердого сплава Т15К6, причем все операции выполнялись при Wu=3,4 Дж. Как видно из Фиг. 12, Фиг. 13, толщина слоя повышенной твердости составляет 200-220 мкм.
На Фиг. 14 показан участок поверхностного слоя стали 12Х18Н10Т после ЦЭЭЛ и ЭЭЛ электродом инструментом из твердого сплава Т15К6 при Wu=3,4 Дж, а также распределение других элементов (железа, хрома, никеля, углерода, титана, вольфрама и кобальта), входящих, как в состав подложки (стали 12Х18Н10Т), так и в состав электрода инструмента из твердого сплава Т15К6. Из Фиг. 14 видно, что вольфрам, как основной элемент твердого сплава Т15К6, распространяется на глубину до 125 мкм, а слой с повышенным содержанием углерода до 120 мкм.
Результаты металлографических исследований образцов из стали 12Х18Н10Т сведены в табл. 5.
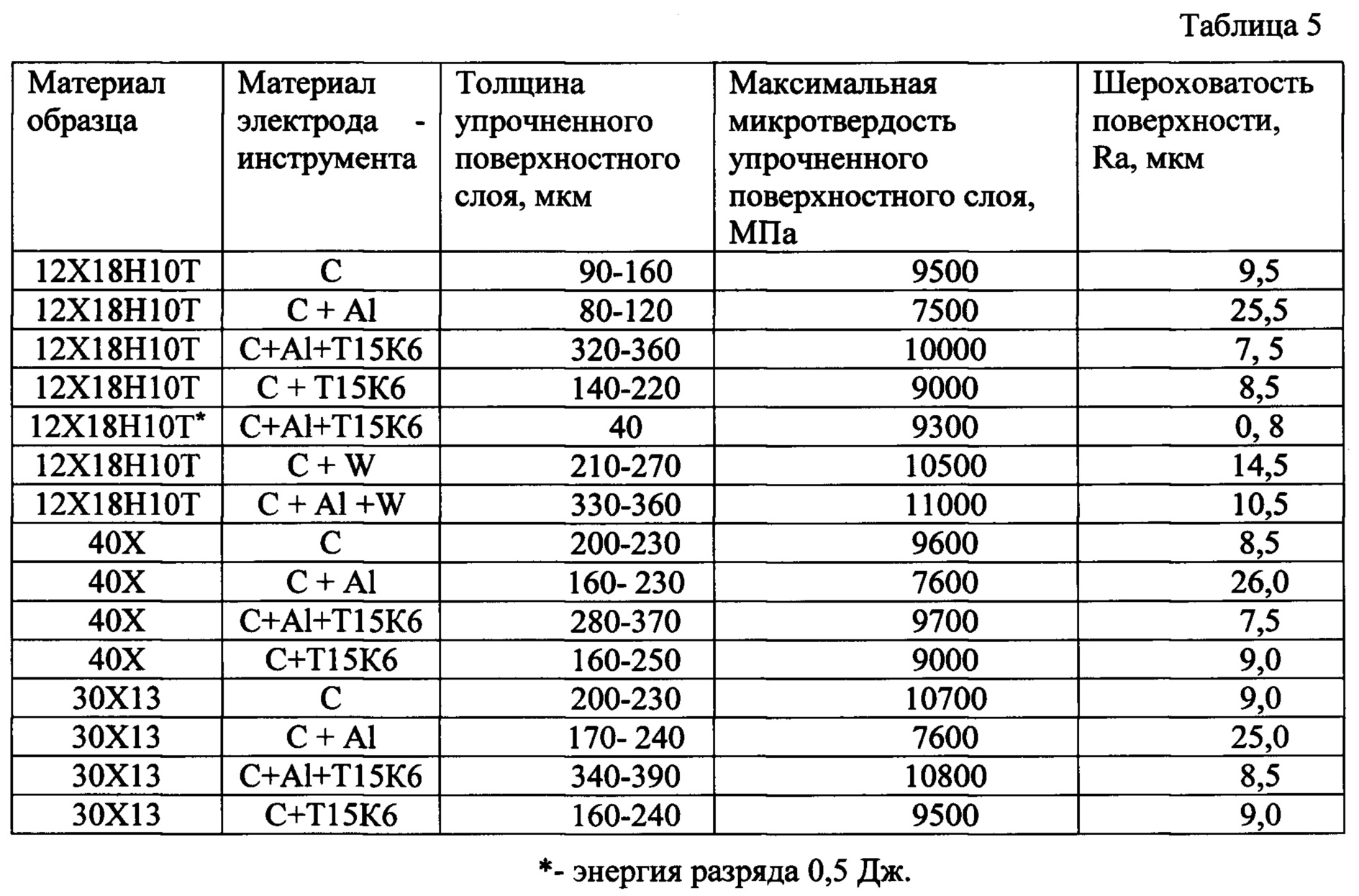
В результате анализа Таблицы 5 установлено, что наибольшая толщина упрочненного поверхностного слоя присутствует в поверхностных слоях, сформированных в последовательности ЦЭЭЛ + алитирование (ЭЭЛА1) + износостойкое покрытие, нанесенное методом ЭЭЛ.








Способ обработки вкладышей подшипников скольжения
Способ электроэрозионного легирования поверхностей стальных деталей
Способ улучшения прирабатываемости пары трения "вкладыш подшипника - шейка вала"
Опорно-уплотнительный узел
Способ выравнивания осевых нагрузок по несущей поверхности упорных подшипников и упорный подшипник для его осуществления (варианты)
Упругая муфта
Способ обработки вкладышей подшипников скольжения
Способ нанесения износостойкого композиционного покрытия на изнашиваемые поверхности стальных изделий
Способ повышения износостойкости рабочих поверхностей стальных колец импульсных торцевых уплотнений
Способ восстановления частично удаленного упрочненного слоя стальных деталей
Способ обработки вкладышей подшипников скольжения
Способ электроэрозионного легирования поверхностей стальных деталей
Способ улучшения прирабатываемости пары трения "вкладыш подшипника - шейка вала"
Опорно-уплотнительный узел
Способ выравнивания осевых нагрузок по несущей поверхности упорных подшипников и упорный подшипник для его осуществления (варианты)
Упругая муфта
Способ обработки вкладышей подшипников скольжения
Способ нанесения износостойкого композиционного покрытия на изнашиваемые поверхности стальных изделий
Способ упрочнения поверхностей термообработанных стальных деталей
Способ повышения износостойкости рабочих поверхностей стальных колец импульсных торцевых уплотнений

