Результат интеллектуальной деятельности: Устройство для компенсации дисбаланса вращающейся сборочной единицы
Вид РИД
Изобретение
Устройство для компенсации дисбаланса вращающейся сборочной единицы относится к области лезвийной обработки металлов вращающимся инструментом или эксплуатации иных сборочных единиц, требующих оперативного устранения дисбаланса конструкции; обеспечивает возможность устранения дисбаланса на вспомогательном инструменте в сборе с режущим инструментом и может быть использовано при высоких угловых скоростях вращающегося инструмента, позволяет снизить вибрации от несбалансированности инструмента, повысить качество обработки и ресурс подшипников шпинделя станочного оборудования.
Известны устройства компенсации дисбаланса режущего и вспомогательного инструмента, вращающихся сборочных единиц [1, 2, 3, 4, 5], содержащие подвижные балансировочные элементы различной формы и элементы для их последующего закрепления различными способами.
Кроме того, распространены общеизвестные способы устранения дисбаланса путем удаления части металла механообработкой при балансировке.
Недостатками известных устройств являются дополнительные конструкции крепления балансировочных элементов, которые обеспечивают неподвижность последних после процедуры балансировки и при эксплуатации. Использование таких конструкций на сборочных единицах, вращающихся с высокими скоростями, увеличивает массу движущихся частей, соответственно, нагрузку на подшипники шпинделя и несущую конструкцию, снижает надежность устройств, вследствие усложнения конструкции за счет применения дополнительных элементов и соединений.
Недостатками способов, включающих механообработку, является необходимость в специализированном инструменте и оборудовании, появление отходов в процессе балансировки, её необратимость.
Наиболее близким заявляемому изобретению является ротационный инструмент с балансировочными кольцами по патенту [6], в котором ротационный инструмент, в частности фреза или сверло, предназначенный для работы с высокой скоростью, содержащий оправку для закрепления инструмента, при этом на теле инструмента или приспособлении для закрепления инструмента установлены с возможностью отсоединения, по меньшей мере, два балансировочных кольца с различной по периметру массой, переставляемые по их положению относительно друг друга или относительно оси вращения ротационного инструмента, отличающийся тем, что упомянутые балансировочные кольца на приспособлении для закрепления инструмента или теле инструмента имеют по наружной окружности опору в радиальном направлении.
Переставляемые в радиальном направлении зажимные элементы обеспечивают закрепление распорками соответствующего балансировочного кольца в круговом пазу в установленном повернутом положении относительно тела приспособления для закрепления инструмента или самого инструмента, причем радиальная перестановка зажимных элементов может быть достигнута с помощью соответственно переставляемой зажимной детали. В соответствии с данным изобретением по меньшей мере одно балансировочное кольцо выполнено с зажимным устройством.
Недостатками известного устройства является наличие зажимного механизма, включающего ряд элементов соединяемых подвижно, в том числе резьбовое соединение, требующее стопорения. Появление неизбежных при обработке вибраций обуславливает низкую надежность конструкции. Кроме того, базирование балансировочных колец по посадке с зазором в пазе, имеющем прямоугольную форму поперечного сечения, приводит к появлению радиального смещения, что влияет на точность балансировки. Дисбаланс балансировочных колец обеспечивается наличием отверстий в их конструкции. Количество и размер отверстий ненормированы, что затрудняет автоматизацию расчета дисбаланса, который может быть компенсирован подобными устройствами.
Таким образом, в конструкцию известных устройств входит ряд элементов, составляющих разъемные соединения и не являющихся необходимыми для коррекции дисбаланса. Процедура балансировки неизбежно сопровождается операцией закрепления, вносящей погрешность в результат балансировки. Элементы закрепления требуют надежной фиксации, поскольку инерционные и вибрационные воздействия на элементы устройства, компенсирующего дисбаланс основного изделия (например, оправки с фрезерным инструментом на 5-и координатном станке), создают предпосылки для их смещения и увеличения дисбаланса системы в целом.
Техническим результатом заявляемого изобретения является повышение надежности устройства коррекции дисбаланса вращающегося изделия за счет фиксации балансировочных грузов от воздействия инерционных сил за счет сил трения и выполнение балансировочных грузов в виде разрезных колец со значением жесткости, массой и геометрическими параметрами вырезов, определяемыми аналитически.
Технический результат достигается тем, что балансировочные кольца выполняются разрезными, с нормированной жесткостью  на сжатие и имеют коническую поверхность для базирования в оправке. Угол наклона α базирующей поверхности и жесткость колец обеспечивают центрирование и фиксацию кольца в корпусе при разгоне до рабочей угловой скорости и торможении. Этот эффект обеспечен силой трения конической поверхности кольца по поверхности оправки, возникающей за счет нормальной силы контакта от упругой деформации разрезного кольца при монтаже последнего.
на сжатие и имеют коническую поверхность для базирования в оправке. Угол наклона α базирующей поверхности и жесткость колец обеспечивают центрирование и фиксацию кольца в корпусе при разгоне до рабочей угловой скорости и торможении. Этот эффект обеспечен силой трения конической поверхности кольца по поверхности оправки, возникающей за счет нормальной силы контакта от упругой деформации разрезного кольца при монтаже последнего.
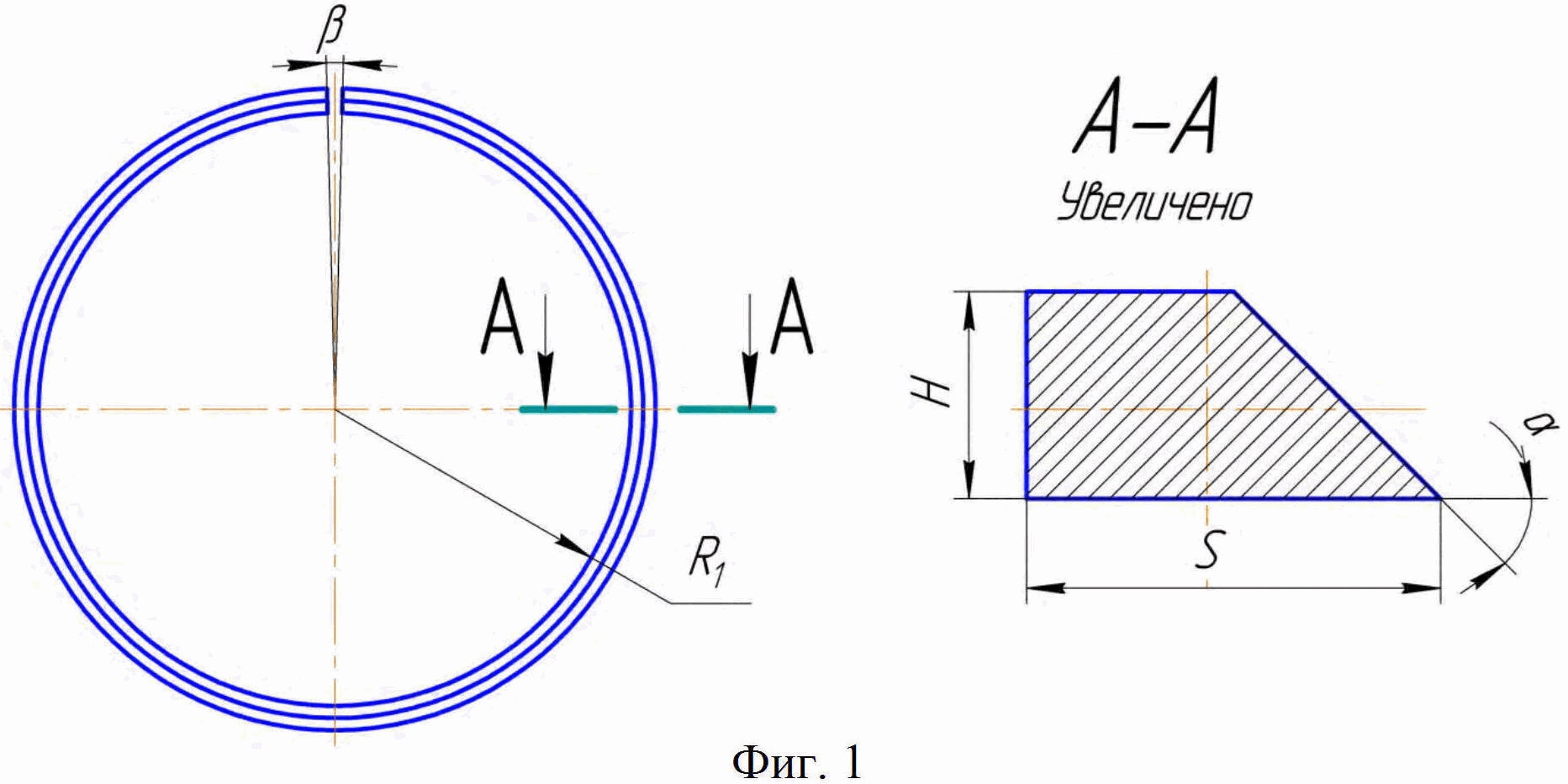
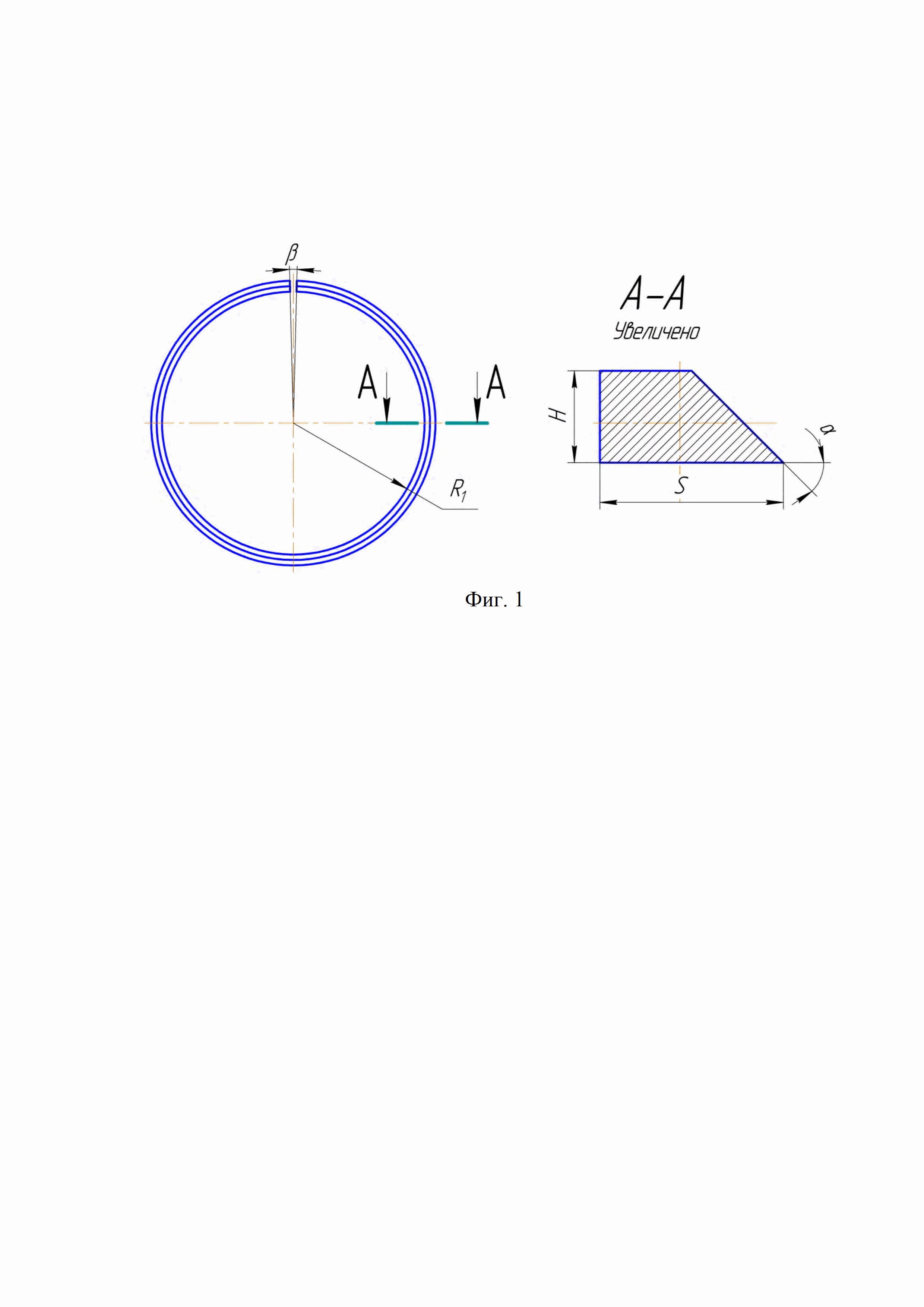
При конструировании устройства задается допустимая величина дисбаланса G конструкции, который может возникать при монтаже, например, различных режущих инструментов в оправку. Этот дисбаланс определяется исходя из технических условий на инструмент и технологическую оснастку. В соответствии с этим (фиг. 1) определяются высота кольца  , максимальная ширина кольца
, максимальная ширина кольца  , внутренний диаметр кольца
, внутренний диаметр кольца  , угол наклона наружной поверхности кольца к торцевой поверхности оправки
, угол наклона наружной поверхности кольца к торцевой поверхности оправки  и центральный угол
и центральный угол  вырезаемого из кольца сектора. Перечисленные параметры связаны с величиной допустимого дисбаланса следующим условием:
вырезаемого из кольца сектора. Перечисленные параметры связаны с величиной допустимого дисбаланса следующим условием:

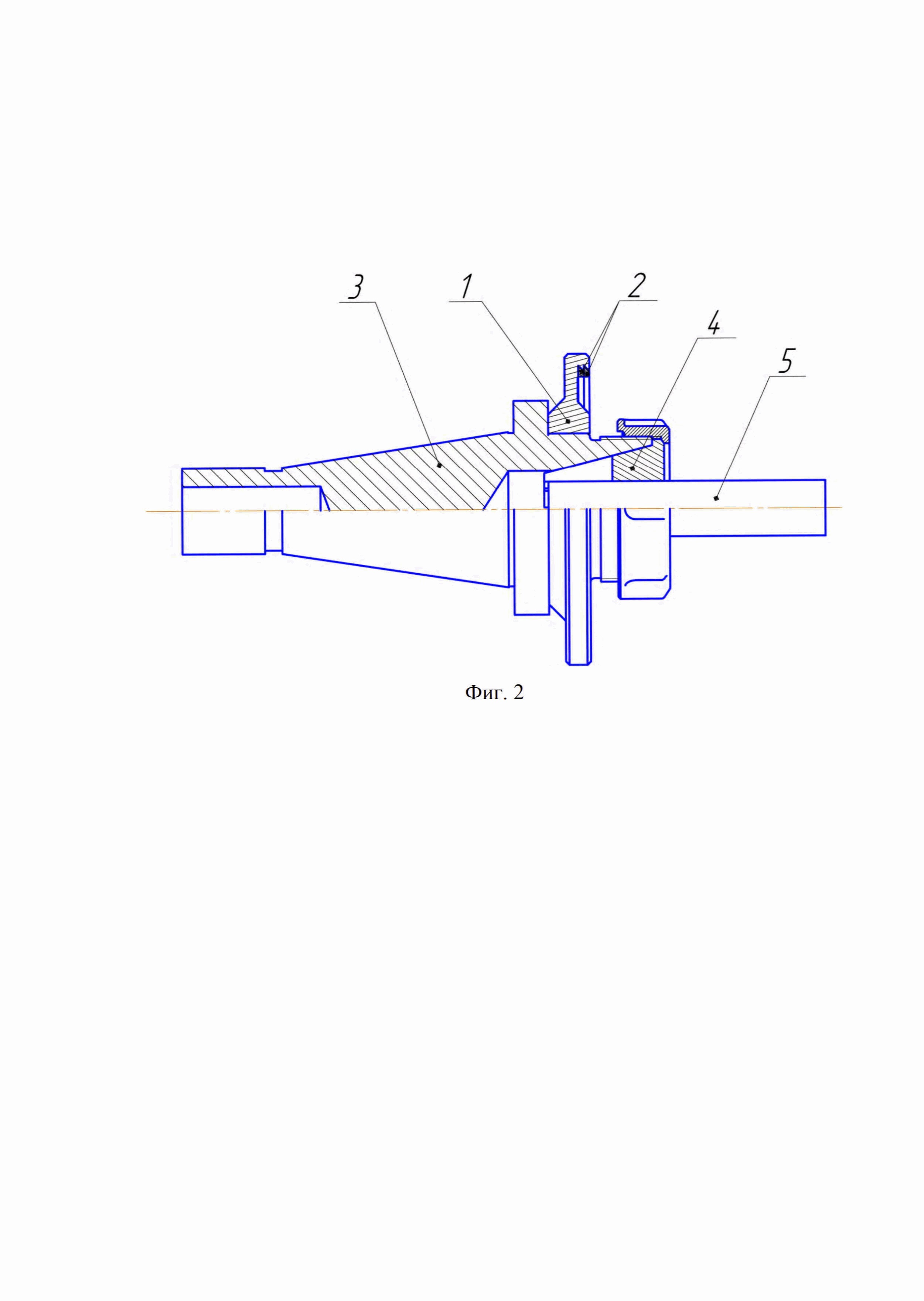
Устройство (фиг. 2) содержит оправку 1, в которой за счет сил трения удерживается не менее двух балансировочных колец 2. Оправка неподвижно крепится на корпусе цангового патрона 3 (или другом вращающемся узле, подлежащем балансировке) по посадке натягом, либо клеевым соединением, либо точками сварки. В корпус цангового патрона 3 монтируется цанга 4 с режущим инструментом 5.
Устройство работает следующим образом.
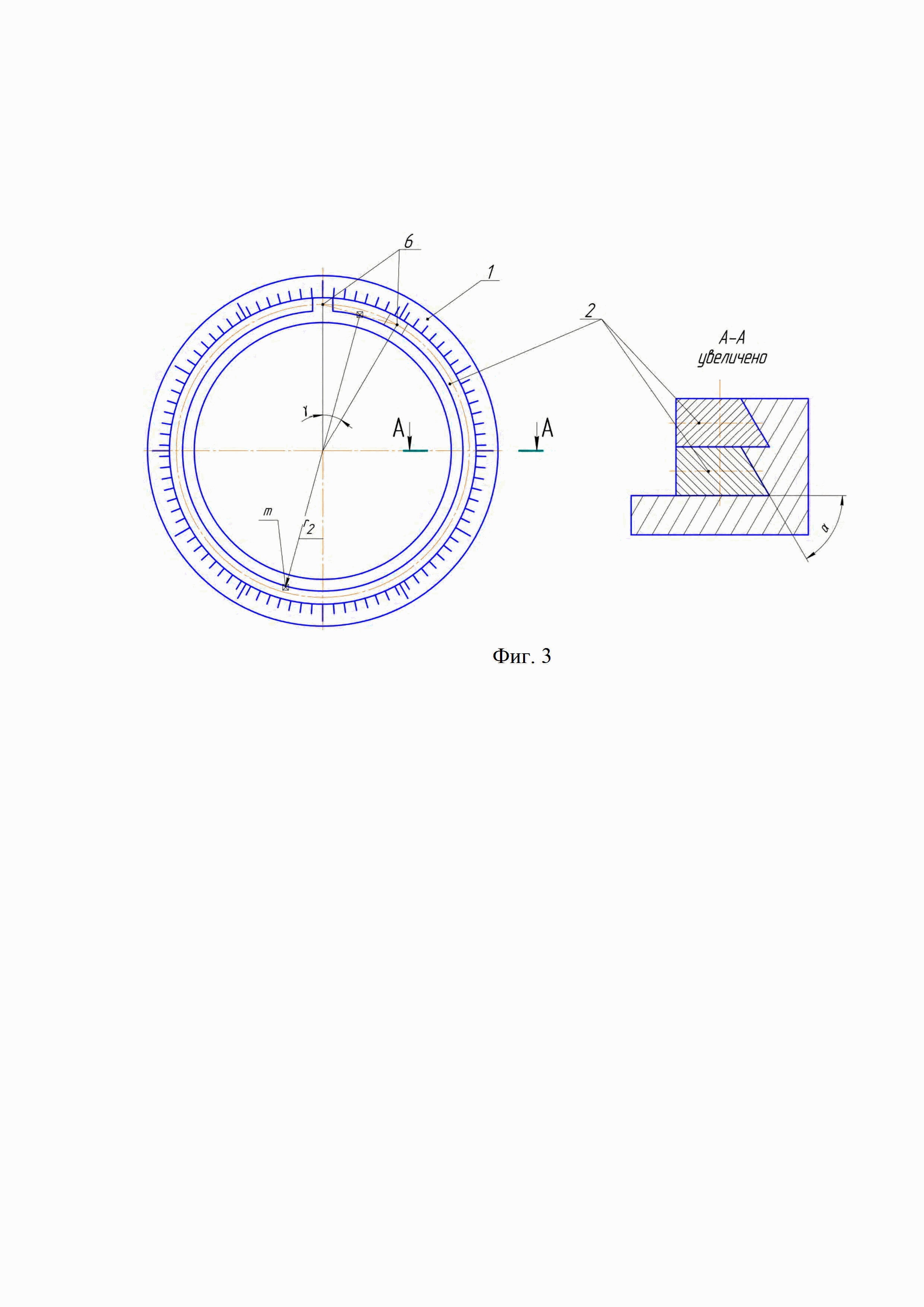
Балансировка осуществляется методом подбора такого положения балансировочных колец 2 относительно друг друга и корпуса цангового патрона 3 с закрепленной на ней оправкой 1 и режущим инструментом 5, которое обеспечивало бы компенсацию дисбаланса данной сборочной единицы при вращении с заданной частотой шпинделя во время обработки на станке. Балансировочные кольца 2 имеют возможность вращения вокруг общей оси сборочной единицы при приложении некоторого усилия, достаточного для преодоления сил трения между сопрягаемыми поверхностями с оправкой 1. Неуравновешенная масса (фиг. 3), необходимая для компенсации дисбаланса инструмента, обеспечивается секторными разрезами 6 балансировочных колец 2. Возможность регулирования дисбаланса системы D обеспечивается путем изменения угла раствора γ между секторными разрезами. Взаимное расположение разрезов колец может обеспечивать регулировку дисбаланса от 0 (при противоположном положении разрезов относительно оси вращения, γ =180) до 2mr (γ=0), где m- масса материала, заранее удаленного с кольца путем формирования выреза с центральным углом , r2 - радиус дисбаланса системы из двух колец.
, r2 - радиус дисбаланса системы из двух колец.
Положение вырезов колец для компенсации дисбаланса определяется после оценки фактического дисбаланса на балансировочном стенде. Для поворота колец и обеспечения смещения на угол γ используется спецключ.
Достигнутое положение фиксируется силами трения наружных конических поверхностей колец 2 по внутренним коническим поверхностям оправки 1.
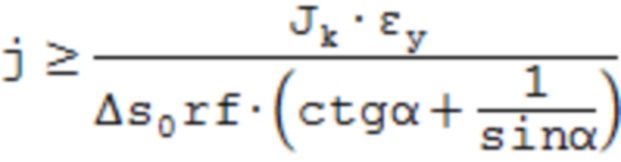
Силы трения должны превышать силы инерции, действующие на каждое кольцо при угловом ускорении, сопутствующем разгону отбалансированной сборочной единицы до эксплуатационной частоты вращения или торможению при остановке. Для этого каждое кольцо обладает жесткостью, которая удовлетворяет условию

где  - момент инерции кольца;εу - угловое ускорение при разгоне и торможении сборочной единицы;
- момент инерции кольца;εу - угловое ускорение при разгоне и торможении сборочной единицы;  - величина деформации кольца при установке в корпус; f - коэффициент трения покоя материалов кольца и корпуса; r - расстояние от оси вращения до центра масс поперечного сечения кольца.
- величина деформации кольца при установке в корпус; f - коэффициент трения покоя материалов кольца и корпуса; r - расстояние от оси вращения до центра масс поперечного сечения кольца.
Деформация  кольца в смонтированном состоянии обеспечивает силу взаимодействия конических поверхностей колец и оправки, необходимую для формирования достаточных для фиксации колец при разгоне и торможении сил трения.
кольца в смонтированном состоянии обеспечивает силу взаимодействия конических поверхностей колец и оправки, необходимую для формирования достаточных для фиксации колец при разгоне и торможении сил трения.
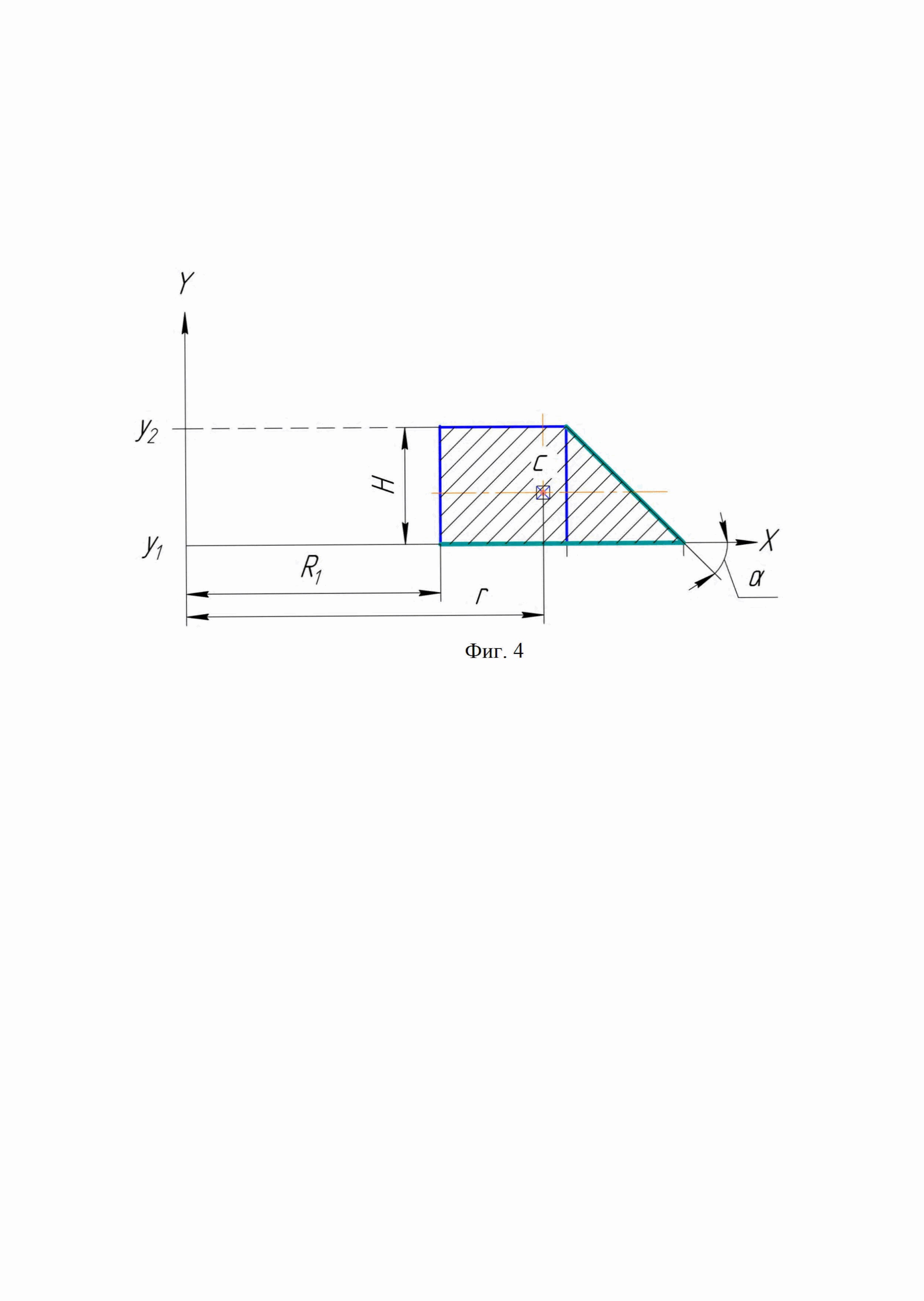
На рисунке фиг. 4 приведена расчетная схема для определения геометрических параметров кольца.
Здесь ось Oy - ось вращения сборочной единицы; R1 - внутренний радиус балансировочного кольца, мм; Н - высота кольца, мм; r - радиус центра масс сечения, мм; α - угол наклона между образующей конической поверхности кольца и плоскостью вращения, °.
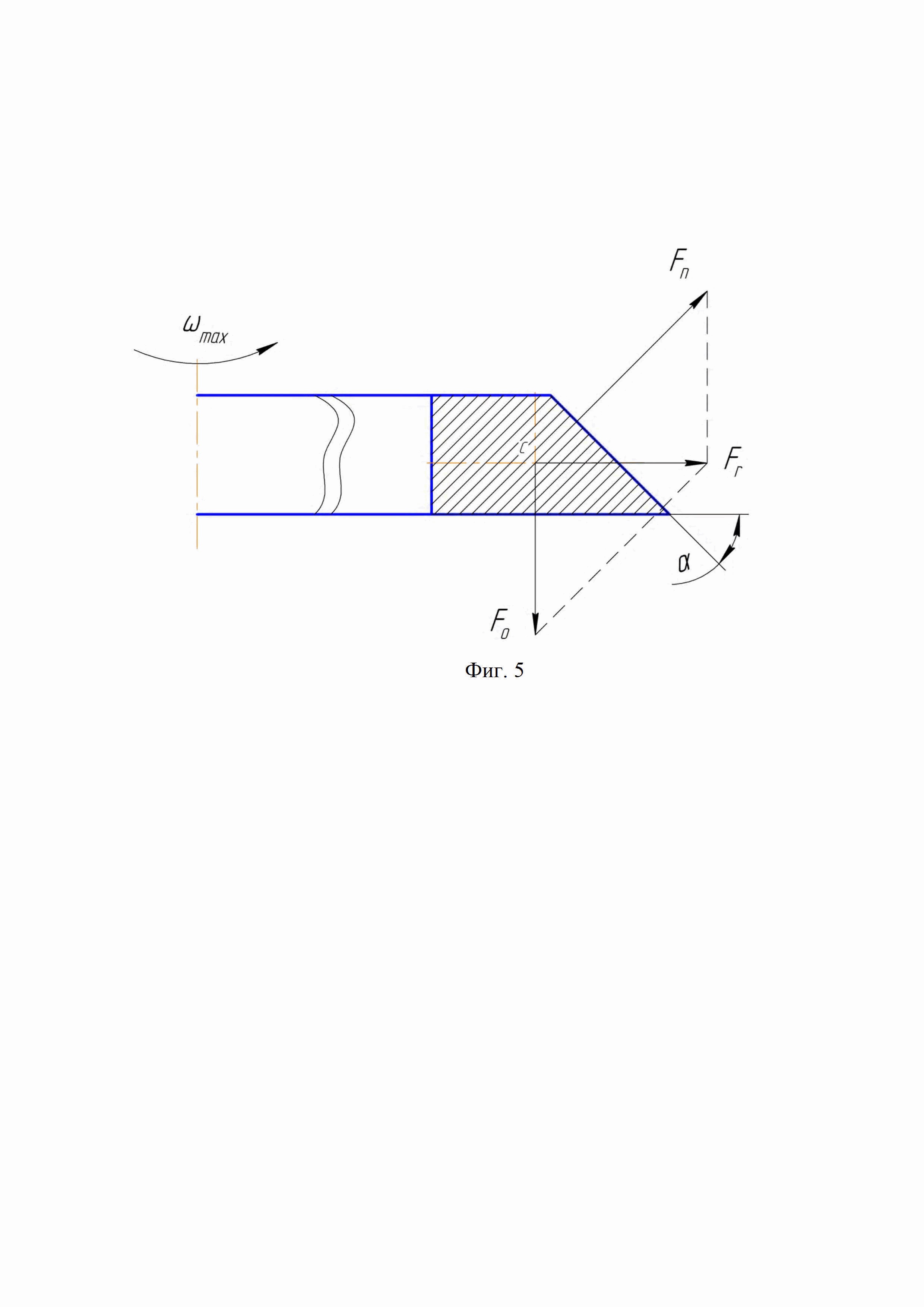
На рисунке фиг. 5 показана схема действующих на балансировочное кольцо сил при вращении оправки с угловой скоростью ωmax. Радиальная сила Fγ является центробежной и раскладывается на составляющие Fn и Fo, перпендикулярные к поверхностям трения кольца. Следовательно, суммарный момент трения будет равен векторной сумме моментов от сил Fn и Fo:
 ,
,
С учетом схемы действия сил, показанной на рисунке фиг. 5, формула суммарного момента трения примет вид

Среднее давление на стенку цилиндра рассчитывается по следующей формуле[7]:

где μ - коэффициент, зависящий от формы эпюры, для некорригированных колец μ=0; Е - модуль упругости, для стали Е=2⋅105; - изменение зазора в секторном разрезе кольца при демонтаже, мм; t - наибольшая ширина кольца, мм;  -наибольший диаметр балансировочного кольца в сжатом состоянии, мм.
-наибольший диаметр балансировочного кольца в сжатом состоянии, мм.
ПРИМЕР
Исходные данные для проектирования устройства балансировки концевой фрезы диаметром d=30 мм в сборе с оправкой, массой в сборе с оправкой mи=3 кг, работающей на частоте вращения n=24000 мин-1 6-го класса точности балансировки по ГОСТ 22061-76 приведены в таблице 1.
Таблица 1.
|
1. Определение неуравновешенных масс.
Инструментальная оправка была предварительно отбалансированной.
Для частоты вращения инструмента n=24000 мин-1=400 с-1, угловая скорость  .
.
Предельный дисбаланс D фрезы:

Расчетный радиус дисбаланса для устройства из конструктивный соображений принят равным r=40 мм. Для максимального значения D необходимая компенсирующая масса на этом радиусе равна m=1,1945 г. При плотности стали ρ=7,85 г/см3 суммарный объем секторных разрезов балансировочных колец V∑=15,22 мм3.
В конструкции используются два кольца с секторными разрезами одинаковой геометрии, следовательно, mi=0,597 г, Vi=7,61 мм3.
2. Расчет геометрических параметров кольца в рабочем состоянии.
Конструктивно приняты H=1,6 мм; α=45°. Геометрический расчет по принятому радиусу r позволил определить R1=38,649 мм.
Исходя из требуемой массы и, соответственно, объема выреза, определен центральный угол выреза
Зазор между крайними точками секторного разреза s0 на радиусе R1=22,226 мм рассчитывается как 
Для расчета необходимого для сопротивления инерционному моменту при ускоренном вращении шпинделя момента трения составим уравнение равновесия.
 ,
,
где Мин - момент инерционных сил относительно центра вращения кольца, Нм; Мтр∑ - суммарный момент трения на сопрягаемых поверхностях кольца, Нм.
где - момент инерции кольца относительно оси вращения, кг⋅м2;  - угловое ускорение при разгоне шпинделя, рад/с2.
- угловое ускорение при разгоне шпинделя, рад/с2.
Для станка с ЧПУ по времени разгона шпинделя рассчитано угловое ускорение  рад/с2.
рад/с2.
Момент инерции для кольца выбранной формы и размеров рассчитан как разность моментов инерций усеченного конуса и диска с одинаковой высотой H и составил  кг⋅м2.
кг⋅м2.
Из условия равновесия получим
Принимаем  t=3,2 мм. Для определения среднего давления на сопрягаемые поверхности рассчитана площадь контакта конических поверхностей:
t=3,2 мм. Для определения среднего давления на сопрягаемые поверхности рассчитана площадь контакта конических поверхностей:

Следовательно, среднее давление на сопрягаемые поверхности
Из формулы среднего давления выражаем величину :

Следовательно, необходимый минимальный зазор в свободном состоянии принимаем равным  .
.
Проверка правильности расчетов по условию равновесия:


Балансировка инструментальной оправки в сборе при помощи устройства произведена при помощи стенда CIMATCMT-15 V2N. По данным балансировочного стенда угол раствора γ составил 44 градусов при смещении исходного разреза нижнего кольца на 9 градусов. Разгон шпинделя до 24000 мин-1 выполнялся настройкой параметров станка Clever D700 за 7 сек. Аналогично настраивалась процедура торможения. При работе фрезы вибрации по результатам органолептического контроля отсутствовали, шероховатость обработанной поверхности оценивалась параметром Ra=0,8…1,1 мкм. Параметры сохранялись при повторном запуске шпинделя. Таким образом, задача балансировки считалась выполненной.
При сокращении времени разгона до 5 секунд при оборотах около 20000 мин-1 наблюдались вибрации, признанные опасными для дальнейшего разгона фрезы. Обработка при таких оборотах обеспечила шероховатость обработанной поверхности Ra=1.6…2.4 мкм.
При остановке фрезы и демонтаже оправки выявлено смещение наружного кольца балансировочного устройства на 38 градусов. Потребовалась повторная балансировка оправки. Таким образом, устройство позволяет отбалансировать инструментальную оправку в соответствии с расчетными данными. Нарушение условий, предусмотренных формулой изобретения, приводит к смещению балансировочных колец и нарушению балансировки.
ИСТОЧНИКИ, ПРИНЯТЫЕ ВО ВНИМАНИЕ
1. Патент US 20170197258 A1 Julу 13, 2017
Rotarycuttingtool with internal balancing feature // Frota de Souza Filho; Ruy (Latrobe, PA), Schleicher; Sebastian (Fuerth, DE).
2. Патент US 6,810,733 B2, Nov. 2,2004.
Balancing system for compensating for unbalance of a rotating machine part // Michael Fischer, Bubendorf (CH).
3. Патент US 6,471,453 B1, oct. 29,2002.
Balancing assembly for a rotating member // John R. Winebrenner, Latrobe; Michael R. McCormick, Greensburg, both of PA (US).
4. Патент US 7,950,280 B2, May 31, 2011.
Balance ring and method for balancing a rotating component // Franz Haimer, Hollenbach-Igenhausen (DE).
5. Патент US 7,393,164 B2, Jul. 1,2008.
Dynamic balancing ring for cutter holder // Peter Chen, Taoyuan County (TW).
6. Патент РФ № 2123914 27.12.1998
Ротационный инструмент с балансировочными кольцами // Хорст Йегер (DE), Гебхард Мюллер (DE).
7. Артамонов М. Д., Морин М. М., Скворцов Г. А.Основы теории и конструирования автотракторных двигателей: Конструирование и расчет автомобильных и тракторных двигателей. Учебник для вузов. - М.: Высш. школа, 1978. 133 с, ил.








Пьезоэлектрический резервный источник питания (варианты)
Способ центробежной обработки внутренних поверхностей мелкоразмерных деталей
Устройство для автоматизированного закрепления крышки и герметизации контейнера центробежно-планетарной установки
Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей
Резец с механическим креплением режущей пластины
Способ охлаждения зоны резания заготовок из аустенитных сталей
Способ и устройство для центробежно-планетарной абразивной обработки колец
Способ центробежной абразивной обработки колец подшипников качения
Бесступенчатая коробка передач с повышенным диапазоном передаточных отношений
Способ и устройство для отделочно-упрочняющей обработки рабочих поверхностей волноводов
Зубчатая передача смешанного зацепления силового редуктора

