Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО ЭЛЕМЕНТА, А ТАКЖЕ ПЕРЕНОСИМОЙ ПЛЕНКИ
Вид РИД
Изобретение
Изобретение касается способа изготовления защитного элемента, а также переносимой пленки, в частности, пленки горячего тиснения, для переноса одного или нескольких многослойных тел на целевой субстрат.
Для нанесения защитного элемента на защищаемые документы, например, загранпаспорта, кредитные карты или банкноты, используют, кроме прочего, переносимые пленки, в частности, пленки горячего тиснения. При этом защитный элемент наносится на субстрат (подложку), образованный декоративным слоем пленки горячего тиснения. При этом защитный элемент включает в себя, например, в частности, прозрачный лаковый слой, в который сформована структура, в частности, для достижения оптически изменяющегося эффекта, в частности, дифракционно-оптически активная структура. Далее прозрачный лаковый слой может быть снабжен, например, повышающим отражение слоем, у которого идет речь о металлическом слое или диэлектрическом слое. Далее защитный элемент имеет слой клеящего материала, с помощью которого защитный элемент закреплен на субстрате. Для этого пленка горячего тиснения накладывается на субстрат и при помощи штампа для тиснения под действием тепла и давления надавливается на покровный слой в той области, в которой декоративный слой пленки горячего тиснения следует перенести на субстрат. Дальше при удалении несущего слоя пленки горячего тиснения этот участок декоративного слоя прочно пристает к субстрату, остальные участки декоративного слоя удаляются вместе с несущим слоем.
При такого рода перенесении декоративного слоя пленки горячего тиснения с несущего слоя на субстрат, декоративный слой пленки для тиснения разрывается вдоль граничной линии, определяющей переносимый участок декоративного слоя. Эта граничная линия может быть определена как контур тиснения, например, расположенными по периметру внешними краями штампа для тиснения. Это может приводить, в частности, при использовании переносимых пленок с более толстыми слоями и слоями со специальными свойствами, например, слоями с особо высокой вязкостью и/или ломкостью, к разлохмачиванию краев (в виде позитивной и/или негативной формы).
Для того чтобы обойти эти проблемы известно склеивание с несущим слоем пленки горячего тиснения следующего несущего слоя в качестве вспомогательного носителя в области переносимых участков, и, по меньшей мере, частичное пробивание насквозь пленки горячего тиснения вдоль контура переносимых участков (так называемые патчи). Не используемые участки могут быть затем удалены. Остающиеся участки могут быть затем оттиснуты с острыми (резкими) краями.
У этой технологии имеется такая проблема, что примененный там частично нанесенный УФ-клеящий материал наносится на несколько большую область, чем размер вырубленного патча, чтобы охватить колебания приводки при печати УФ-клеящим материалом, чтобы в любом случае весь патч был полностью покрыт УФ-клеящим материалом. При этом имеется рант из клеящего материала вокруг патча в вырубленном состоянии.
Под приводкой или совмещением, соответственно, точностью приводки или точностью совмещения следует понимать точность положения относительно друг друга двух или более элементов и/или слоев, здесь, в частности, субстрата и пленки для тиснения и/или участка декора. При этом точность приводки должна колебаться внутри заданного допуска и при этом быть по-возможности малой. Одновременно точность приводки нескольких элементов и/или слоев друг к другу - это важный признак повышения надежности процесса. При этом точное по положению размещение может происходить, в частности, с помощью сенсорно, предпочтительно оптически, распознаваемых меток совмещения или меток приводки. При этом эти метки совмещения или метки приводки могут представлять собой либо специальные отдельные элементы или зоны, или слои, или сами быть частью размещаемых элементов или зон, или слоев.
При этом этот УФ-клеящий материал выполняет двойную функцию. Во время нанесения пленки УФ-клеящий материал должен прочно удерживать вместе вспомогательный носитель и носитель, чтобы обеспечивать удаление с нанесенного переносимого слоя вспомогательного носителя и носителя одновременно. При переработке/изготовлении пленки УФ-клеящий материал должен тут же фиксировать переносимый участок (например, в процессах перемотки), но также и позволять удалять ненужные участки, т.е., его адгезия, в частности, по краю клеящего материала не должна быть слишком сильной.
В этой связи УФ-клеящий материал лишь частично отвердевает, т.е., несмотря на то, что этот клеящий материал УФ-отвержден, он имеет остаточную клейкость, и она в дальнейшем проявляется при следующем нанесении как помеха, в частности, в зоне ранее упомянутого выступающего ранта клеящего материала. Также остаточная клейкость может быть создана только путем подвода тепла при горячем тиснении или на других этапах производства, например, при предыдущем недостаточном отверждении или, в основном, слишком малой термостойкости клеящего материала. Однако упомянутая остаточная клейкость может также возникать у УФ-клеящих материалов, которые были в значительной мере полностью отверждены.
К тому же адгезии УФ-клеящего материала между вспомогательным носителем и носителем не всегда достаточно, чтобы в одиночку перенести переносимые слои, и тогда переносится весь патч, включая несущий слой, нежелательным образом отделяющийся от вспомогательного носителя.
Поэтому задачей изобретения является предоставление улучшенного способа изготовления декоративного элемента, соответственно, защитного элемента, а также улучшенной переносимой пленки.
Данная задача решается с помощью способа с признаками пункта 1 формулы изобретения, и переносимой пленки с признаками пункта 46 изобретения.
Такой способ для изготовления защитного элемента отличается тем, что при нем подготавливается основная пленка, имеющая первую несущую пленку и одно- или многослойный декоративный слой,
- причем на вторую несущую пленку нанесен первый слой клеящего материала и на обращенную от декоративного слоя поверхность первой несущей пленки наносится второй слой клеящего материала, или причем второй слой клеящего материала наносится на обращенную от декоративного слоя поверхность первой несущей пленки, и первый слой клеящего материала наносится на второй слой клеящего материала,
- и причем вторая несущая пленка наносится на первую несущую пленку таким образом, что первый слой клеящего материала и второй слой клеящего материала расположены между первой несущей пленкой и второй несущей пленкой,
- и причем первый слой клеящего материала активируется в первой области, покрывающей, по меньшей мере, один первый участок основной пленки, по меньшей мере, частично, а в граничащей с этой областью второй области первый слой клеящего материала, однако, не активируется, не предусматривается, лишь частично предусматривается или деактивируется,
- причем первая несущая пленка рассекается, по меньшей мере, частично вдоль граничной линии, определяющей упомянутый, по меньшей мере, один первый участок и отделяющей упомянутый, по меньшей мере, один первый участок от второго участка основной пленки, и
- причем вторая часть основной пленки, включающая в себя второй участок, удаляется со второй несущей пленки, причем в упомянутом, по меньшей мере, одном первом участке основная пленка из-за активированного первого слоя клеящего материала сцепляется со второй несущей пленкой, и первая часть основной пленки, включающая в себя упомянутый, по меньшей мере, один первый участок, остается на второй несущей пленке.
Клеящим материалом может быть полимер, например, лак в виде жидкого, пастообразного или также порошкообразного материала для покрытия, который тонко наносится на поверхности и с помощью химических и/или физических процессов образует, в частности, сплошную пленку.
Получают таким образом переносимую пленку, в частности, пленку горячего тиснения, для переноса одного или нескольких многослойных тел на целевой субстрат, причем переносимая пленка имеет основную пленку, которая имеет первую несущую пленку и одно- или многослойный декоративный слой, причем
- переносимая пленка далее имеет вторую несущую пленку с первым слоем клеящего материала и второй слой клеящего материала, нанесенный на обращенную от декоративного слоя поверхность первой несущей пленки, причем первый слой клеящего материала и второй слой клеящего материала расположены между первой несущей пленкой и второй несущей пленкой, и причем
- первый слой клеящего материала активирован в покрывающей, по меньшей мере, один первый участок основной пленки по меньшей мере, частично, первой области, так чтобы основная пленка в упомянутом, по меньшей мере, одном первом участке сцеплялась со второй несущей пленкой, а на втором участке, граничащем с упомянутым, по меньшей мере, одним первым участком, однако, не активирован, не предусмотрен, лишь частично предусмотрен или деактивирован, и причем
- первая несущая пленка рассечена вдоль граничной линии, определяющей упомянутый, по меньшей мере, один первый участок и отделяющей упомянутый, по меньшей мере, один первый участок от второго участка основной пленки, и часть основной пленки, включающая в себя второй участок, удалена со второй несущей пленки.
Тем самым возможно предоставить защитный элемент, который можно перенести при помощи обычного способа переноса на защищаемый документ, например, банкноту или документ-идентификатор, и который предотвращает образующуюся из-за нарушения декоративного слоя в зоне края перенесенного многослойного тела «бахрому». Далее возможно то, что могут быть выбраны адгезионные и структурные свойства декоративного слоя, по существу, независимо от требований процесса переноса, и так могут быть еще больше улучшены, например, оптические свойства, стойкость к воздействиям внешней среды, а также надежность против подделки и манипуляции защитного элемента. В частности, так могут переноситься особо ломкие или толстые, или вязкие слои в декоративном слое. Далее соответствующий изобретению способ отличается тем, что еще больше улучшается точность совмещения, с которой защитные элементы могут быть перенесены на целевой субстрат (подложку).
В смысле изобретения под переносимой пленкой следует совершенно обобщенно понимать пленку, имеющую несущий слой, соответственно, несущую пленку и переносимый слой, причем переносимый слой, имеющий, в частности, по меньшей мере, декоративный слой, может быть отделяем от несущего слоя. Отделение происходит, в частности, в устройстве тиснения, причем, по меньшей мере, одна часть переносимой пленки переносится на декорируемый субстрат, и в завершении несущий слой удаляется с нанесенного переносимого слоя.
Основная пленка может быть сформирована как переносимая пленка, так и как ламинирующая пленка. Если основная пленка сформирована как переносимая пленка, то тогда, в частности, декоративный слой основной пленки переносится на субстрат, и, затем, первая несущая пленка удаляется оттуда и остается предпочтительно на второй несущей пленке. При этом особо предпочтительно отделяемый слой расположен между декоративным слоем и первой несущей пленкой.
Если основная пленка сформирована как ламинирующая пленка, то, в частности, декоративный слой и первая несущая пленка основной пленки переносятся на субстрат, и, в завершении вторая несущая пленка оттуда удаляется. При этом особо предпочтительно система отделения расположена между первой и второй несущей пленкой.
К тому же, различные формы переносимой пленки могут быть перенесены остающейся неизменной формой штампа. Также возможно переносить несколько, соседних, изолированных «пятен» с помощью одного единственного штампа. Внешняя форма пятна не должна соответствовать внешней форме штампа горячего тиснения. Здесь предпочтительно штамп горячего тиснения выбирается больше, чем переносимая часть основной пленки. Например, пятно в форме звезды переносится с помощью круглого, более чем полностью перекрывающего, большего штампа. Наряду со штампом горячего тиснения, которым проводится горячее тиснение с помощью давления для тиснения и тепла, может также находить применение ультразвуковой штамп для тиснения с соответственно выполненной контропорой, которым проводится горячее тиснение с помощью давления тиснения и ультразвука в качестве альтернативной формы энергии. Также возможно применение роликового ламинатора, в частности, полу-ротационного ламинатора и/или многороликового ламинатора (например, для использования банкнот несколько ламинирующих валов расположены в ряд друг за другом). Далее возможно первую несущую пленку с помощью направляющего вала близко подводить ко второй несущей пленке с нанесенным печатью УФ-клеящим материалом, не прижимая друг на друга обе несущие пленки. Дополнительные, последующие направляющие валы обеспечивают при этом необходимый контакт обеих несущих пленок до отверждения с помощью УФ-света.
При этом также возможно то, что второй участок не является взаимосвязанным или же имеет подобласти, в которых удаляется весь пленочный композит. Например, в форме исполнения каждое пятно может иметь, по меньшей мере, одно замкнутое свободное пространство, например, отверстие в середине. Отверстие (в принципе, возможны все формы) этой формы производится, например, также во время процесса вырубания (штамповки). При этом штамповочный лист имеет, например, две высоты штамповки; одну для того, чтобы рассекать только декоративный слой для высвобождения первой области и, при необходимости, имеющейся сохраняющейся области метки и следующую, более высокую, чтобы рассекать весь пленочный композит и, тем самым, делать отверстие. Также принципиально возможно и воздействие лазером с различными настройками для надсечения и пробивания. Образующиеся при этом обломки пленки зачастую выдавливаются наружу или выдуваются из пленочного композита (комбинированная пленка). Итак, на этом участке удаляется весь пленочный композит.
Преимущества таких отверстий или пробивок заключаются в улучшении межслоевой адгезии, если переносимый участок, в частности, в последующем использовании защитного элемента, лежит между двумя покровными слоями. Далее такое отверстие может служить заменой и/или дополнением оптически прозрачного участка в рисунке. С помощью этих отверстий или пробивок повышается филигранность переносимого участка и, тем самым, также и его защита от подделок. Возможные рисунки для геометрического оформления отверстий, соответственно, пробивок - это буквенно-цифровые знаки, такие как, например, A, B, D, O, R, 8, 9, 6, 0.
При этом, с помощью второго слоя клеящего материала могут быть ликвидированы названные вначале недостатки простого склеивания УФ-клеящим материалом. В частности, при этом могут быть использованы клеящие материалы с различными адгезионными и/или активирующими свойствами. При этом первый слой клеящего материала служит лишь для легкого соединения обоих несущих слоев во время переработки. Второй слой клеящего материала термически активируется предпочтительно только при тиснении и тогда повышает адгезию между несущими слоями, так что они после тиснения могут быть совместно отделены от переносимой части декоративного слоя. Это делает возможным, в частности, также и нанесение первого слоя клеящего материала так, чтобы он не выходил за переносимый участок, чтобы позднее не возникали названные выше проблемы из-за остаточной клейкости. Итак, предпочтительно первый слой клеящего материала меньше, чем переносимый участок. В принципе, первый слой клеящего материала фиксирует переносимый участок на месте, причем это может происходить и со сравнительно малой точкой клеящего материала. Она также может быть гораздо меньше, чем переносимый участок, так что относительное положение между переносимым участком и первым слоем клеящего материала не является критичным.
Вторая несущая пленка может быть как однослойной, так и многослойной. Слои могут состоять из различных или одинаковых материалов, например, из бумаги и/или ткани, и/или теслина (Teslin®), и/или одинаковых или различных слоев искусственных материалов. Они могут быть склеены друг с другом или, например, изготовлены соэкструзией или многократными покрытиями.
Итак, для первого и второго слоя клеящего материала предпочтительно используются различные, в частности, различно активируемые клеящие материалы. В частности, предпочтительно использовать для первого слоя клеящего материала активируемый с помощью излучения клеящий материал, а для второго слоя клеящего материала - термически активируемый клеящий материал. Термически активируемый клеящий материал может быть как реактивным, так и нереактивным. К тому же, возможны многослойные конструкции. Наряду с активируемыми с помощью излучения клеящими материалами возможны и другие реактивные виды клеящих материалов, как например, одно- и двухкомпонентные системы (эпокси-системы и/или, например, с изоцианатами в качестве инициатора для полимеризации, соответственно, сшивания).
При этом предпочтительно, если второй слой клеящего материала активируется при горячем тиснении первой части основной пленки на субстрат. То есть, перед горячим тиснением второй слой клеящего материала предпочтительно не имеет клейкости. Затем при горячем тиснении и активировании повышается межслойная адгезия между несущими слоями, предпочтительно более, чем на 50%, предпочтительно больше, чем на 100%, особо предпочтительно больше, чем на 200%.
При этом предпочтительно, если горячее тиснение происходит при температуре от 80°C до 300°C, предпочтительно от 100°C до 240°C, особо предпочтительно от 100°C до 180°C и/или с давлением тиснения от 10 Н/см2 до 10000 Н/см2, предпочтительно от 100 Н/см2 до 5000 Н/см2 и/или со временем тиснения от 0,01с до 2с, предпочтительно от 0,01с до 1с.
Далее предпочтительно, если второй слой клеящего материала высушивается перед нанесением второй несущей пленки на основную пленку. Этим обеспечивается то, что второй слой клеящего материала не имеет клейкости перед горячим тиснением. Также могут найти применение изменяющиеся покрытия поверхности второго слоя клеящего материала (например, на первом участке различные покрытия поверхности во внутренней или внешней области). Далее предпочтительно, если второй слой клеящего материала наносится растром, в частности, линейчатым растром или точечным растром с плотностью растра от 40 до 80 линий на см.
Особо предпочтительно, если второй слой клеящего материала образован из термопластичного клеящего материала с температурой стеклования от 50°C до 150°C, предпочтительно от 100°C до 120°C. Второй слой клеящего материала может быть сделан многослойно.
Целесообразно, если второй слой клеящего материала наносится с поверхностной плотностью от 0,1 г/м2 до 10 г/м2, предпочтительно от 2 г/м2 до 5 г/м2.
Далее предпочтительно, если первый слой клеящего материала нанесен растром, в частности, линейчатым растром или точечным растром с плотностью растра от 40 до 80 линий на см. Могут найти применение и изменяющиеся покрытия поверхности первого слоя клеящего материала (например, на первом участке различные покрытия поверхности во внутренней или внешней области).
При этом целесообразно, если первый слой клеящего материала наносится в области нанесенного печатью растра с толщиной слоя от 0,01 мкм до 10 мкм, предпочтительно от 2 мкм до 5 мкм.
С помощью только частичного нанесения первого слоя клеящего материала обеспечивается то, что второй слой клеящего материала имеет прямой контакт с обоими переносимыми слоями, и так желательным образом может повысить адгезию.
Предпочтительно основная пленка имеет расположенный между первой несущей пленкой и декоративным слоем отделяемый слой. Далее также возможно, что материал, соответственно, свойство поверхности первой несущей пленки и обращенного к первой несущей пленке слоя декоративного слоя выбраны так, что декоративный слой может быть отделен от первой несущей пленки. Тем самым становится возможным то, что при помощи соответствующей изобретению переносимой пленки может быть нанесен на целевой субстрат участок пленочного тела, который включает в себя лишь участок декоративного слоя и - дополнительно - слой клеящего материала и не включает в себя соответствующий участок первой несущей пленки. Это, в частности, тогда имеет преимущество, когда на целевой субстрат должны быть перенесены тонкие и механически сами по себе нестабильные пласты слоев.
Согласно следующей предпочтительной форме исполнения между первой несущей пленкой и декоративным слоем не имеется отделяемого слоя. Согласно этой форме исполнения первый слой клеящего материала и расположенный между декоративным слоем и целевым субстратом второй слой клеящего материала выбирается так, чтобы клеящая сила, вызванная активированным первым слоем клеящего материала между первой несущей пленкой и второй несущей пленкой, была меньше, чем клеящая сила, вызванная активированным вторым слоем клеящего материала между декоративным слоем и целевым субстратом. Тем самым возможно после активирования второго слоя клеящего материала удалять вторую несущую пленку с первого участка основной пленки, и, тем самым, наносить весь первый участок основной пленки, т.е., декоративный слой и первый несущий слой на целевой субстрат при помощи процесса переноса. Тем самым, с помощью соответствующего изобретению способа возможно переносить механически стабильные пленочные тела на целевой субстрат. Достигнутая тем самым стабильность при переносе делает возможным также перенесение областей, которые содержат дополнительные вспомогательные пробивки в качестве заданных мест разрыва. При этом далее также возможно переносить на банкноту эти пленочные тела не только в форме полосы, но и в любой форме, например, в виде «пятна».
Далее может быть предусмотрено то, что между первой несущей пленкой и второй несущей пленкой предусмотрена система отделения. При этом система отделения может быть нанесена как на первую несущую пленку, так и на вторую несущую пленку. При этом слои клеящего материала расположены предпочтительно либо между второй несущей пленкой и системой отделения или между первой несущей пленкой и системой отделения. При нанесении на целевой субстрат система отделения может быть нанесена вместе с декоративным слоем и первой несущей пленкой полностью или только частично, предпочтительно только отдельные слои системы отделения наносятся на целевой субстрат. Но также возможно, что система отделения при нанесении пленки на целевой субстрат остается на второй несущей пленке и после нанесения удаляется с целевого субстрата вместе со второй несущей пленкой.
Таким образом, возможно, что при нанесении, по меньшей мере, первого участка, соответственно, многослойного тела первая несущая пленка остается на многослойном теле, соответственно, в его слоистом композите. Таким образом создается самонесущий защитный элемент, который может запечатывать, соответственно, накрывать, например, выемки, в частности, отверстия окошек в целевом субстрате. Далее дополнительная механическая стабильность, которую придает первая несущая пленка многослойному изделию, соответственно, защитному элементу, может служить тому, чтобы повысить оптический блеск защитного элемента, если защитный элемент, например, заламинирован в полимерный композит, как это может иметь место, например, у защищаемых документов из поликарбоната (PC) в формате карточки-идентификатора или других ламинатах. Эта дополнительная механическая стабильность также может быть предпочтительной при дальнейших переработках целевого субстрата, например, при повторной печати (надпечатке) стальной гравировкой.
Система отделения состоит предпочтительно из воскообразного материала, который, в частности, становится мягким от тепла, возникающего в процессе горячего тиснения, размягчается и позволяет надежно отделять вторую несущую пленку. Общая толщина системы отделения составляет предпочтительно между 0,01 мкм до 4 мкм.
Система отделения может быть сформирована многослойно. Она включает в себя, например, слой из воска и слой из лака. В качестве лаков могут найти применение акрилаты, полиуретаны или производные целлюлозы. Предпочтительно лаковый слой имеет толщину в диапазоне от 0,1 до 3 мкм, предпочтительно в диапазоне от 0,2 до 1,5 мкм.
Слои системы отделения на многослойном теле, соответственно, на защитном элементе после нанесения на целевой субстрат имеют, предпочтительно, по существу, тот же самый размер поверхности, что и защитный элемент, соответственно, что и первые участки. Это возможно, в частности, благодаря тому, что при нанесении система отделения активируется только внутри первого участка и не активируется на соседнем втором участке, и поэтому на втором участке система отделения слоев остается на второй несущей пленке. Из-за малой толщины системы отделения возможно четкое по краям отделение системы отделения слоев на внешних краях первого участка.
Предпочтительно остаются один или несколько слоев системы отделения на защитном элементе после нанесения на целевой субстрат. Это предпочтительно имеет место тогда, когда система отделения расположена между второй несущей пленкой и слоями клеящего материала. Таким образом становится возможным с помощью этих слоев снабдить внешнюю поверхность многослойного тела, соответственно, защитного элемента дополнительными функциями. Примерами этого являются лучшая сшиваемость или возможность повторной печати следующими функциональными слоями или, в противоположность этому, гидрофобная функция или другие отводящие жидкости функции, или также создание оптического матирования и/или оптического блеска, и/или создание особых тактильных свойств. Также возможно пополнить дополнительные защитные печати в видимой области длины волны, в УФ-области, ИК-области. Отдельные или все слои системы отделения слоев могут быть предусмотрены по всей поверхности или только на отдельных участках поверхности.
Далее возможно, что перед нанесением системы отделения один или несколько вспомогательных слоев наносятся на обращенную от декоративного слоя сторону первой несущей пленки основной пленки. Тогда вспомогательные слои расположены между первой несущей пленкой и системой отделения. Этим возможно с помощью этих вспомогательных слоев снабдить внешнюю поверхность защитного элемента, соответственно, многослойного тела дополнительными функциями. Примерами этого являются лучшая способность к сшиванию или возможность повторной печати другими функциональными слоями, или, в противоположность этому, гидрофобная функция, или другие отводящие жидкости функции, или также создание оптического матирования и/или оптического блеска, и/или создание особых тактильный свойств. Также возможно пополнить дополнительные защитные печати в видимой области длины волны, УФ-области, ИК-области. Следующая функция может состоять в том, чтобы повысить адгезионную связку с другими покровными слоями при ламинировании целевого субстрата в документ или в композит документа. Отдельные или все слои системы отделения слоев могут быть предусмотрены по всей поверхности или только на отдельных участках поверхности.
Предпочтительно удаляются один или несколько слоев системы отделения с защитного элемента после нанесения на целевой субстрат, и вспомогательные слоя образуют внешнюю свободную поверхность защитного элемента. Если отказываются от вспомогательных слоев, то предпочтительно несущая пленка образует внешнюю свободную поверхность защитного элемента и, тем самым, делает возможным, в частности, особо яркое оптическое действие защитного элемента.
При этом особо предпочтительно переносить пленочное тело на окошко защищаемого документа, например, банкноты или документа-идентификатора, и, тем самым, окошко полностью или частично запирать, соответственно, покрывать. Так могут найти применение защитные элементы со свойствами прозрачности (see through), с различными картинками на виде сверху и на просвет, с различными картинками при рассматривании лицевой и обратной стороны субстрата или с муаровыми картинками. Также возможны комбинации различных оптических эффектов. Под общее понятие окошко должны попадать прозрачные или полупрозрачные области субстрата и/или субстратов с одной или несколькими отверстиями или с одной или несколькими выемками.
Так возможно выбрать меньшей придаваемую форму пленочных тел в их продольном расположении и так минимизировать деформацию защищаемого документа из-за различной вытяжки бумаги и пленки из-за меньшей запечатанной поверхности. Покрывающая область окошка часть защитного элемента может при этом иметь как части второго слоя клеящего материала или не иметь клеящего материала, быть покрыта лаком по части или по всей поверхности или иметь печать по части или по всей поверхности.
Для дальнейшей минимизации деформации защитного документа из-за различной вытяжки бумаги и пленки также предпочтительным является нанесение на противоположную пленочному телу сторону целевого субстрата запечатывающего слоя, имеющего предпочтительно похожую или одинаковую вытяжку поверхности, как и пленочное тело, и в значительной мере расположенного с перекрытием пленочного тела, так что целевой субстрат закрыт по обеим сторонам в равной мере пленочным телом и запечатывающим слоем. Толщина, соответственно, прочность запечатывающего слоя может быть равной толщине, соответственно, прочности пленочного тела или может отличаться от нее. При этом внешняя форма контура пленочных тел на противоположных сторонах целевого субстрата может быть различной. При этом запечатывающий слой может быть образован запечатывающим пленочным телом или запечатывающим лаковым слоем. Запечатывающий слой должен, прежде всего, запечатывать охватывающие окошко области целевого субстрата, но также может быть предусмотрен и в области окошка. Например, запечатывающий слой может быть нанесен либо до нанесения окошка, например, пробиванием или резкой, и при вводе окошка совместно с целевым субстратом рассечен и удален. Альтернативным вариантом является нанесение запечатывающего слоя после выполнения окошка, так что запечатывающий слой покрывает и свободную обратную сторону пленочного тела в области окошка. При этом запечатывающий слой может, в частности, также запечатывать перпендикулярные отрезные края окошка, чтобы и там предотвращать проникновение влаги.
Запечатывающий слой, в частности, может иметь такое же строение, как и защитный элемент. Запечатывающий слой может быть изготовлен и/или нанесен таким же образом, как и защитный элемент.
Запечатывающий слой, также как и пленочное тело, может иметь защитные элементы, которые могут перекрываться защитными элементами пленочного тела, так что несколько защитных элементов в комбинации могут создавать, в частности, оптические эффекты.
Далее также исполнением формы контура перенесенного пленочного тела возможно изготовить другой защитный признак. Например, форма контура может иметь филигранные мотивы и/или мотивы из мелких частей. При этом форма контура перенесенного пленочного тела может быть похожей на форму контура окошка или отличаться от нее.
Согласно предпочтительной форме исполнения в качестве первого слоя клеящего материала используется активируемый электромагнитным излучением слой клеящего материала, в частности, слой клеящего материала, состоящий из УФ-активируемого клеящего материала, который может быть активирован облучением УФ-светом. Другие возможности облучения - пучком электронов или лазерным излучением. Этим достигается одно из тех преимуществ, что можно целенаправленно управлять активацией первого слоя клеящего материала в первой области. Далее выяснилось, что при использовании такого рода слоя клеящего материала можно надежно предотвратить отделение первой несущей пленки от второй несущей пленки во время последующего процесса переноса, и так еще может быть улучшен результат переноса.
Предпочтительно первый слой клеящего материала наносится по всей поверхности, по меньшей мере, как на первом участке, так и на втором участке на обращенную от декоративного слоя поверхность несущей пленки. При этом активация первого слоя клеящего материала в первой области происходит тогда в последующем перед удалением второй части основной пленки. При этом первый слой клеящего материала может быть нанесен на первую несущую пленку, например, способом печати, например, флексопечати, глубокой печати или трафаретной печати, но и заливкой, спрыском или нанесением раклей. Нанесение клеящего материала возможно, в частности, из раствора, например, на основе органического растворителя или на водной основе, в виде дисперсии или в виде эмульсии, или без растворителя (100%-система).
Первый слой клеящего материала активируется предпочтительно после нанесения второй несущей пленки с помощью облучения в первой области, так что вторая несущая пленка в первой области пристает к основной пленке, это означает ко второму слою клеящего материала на первой несущей пленке основной пленки. При этом материал первого слоя клеящего материала выбирается по отношению к основной пленке и ко второй несущей пленке предпочтительно так, чтобы адгезия между основной пленкой и второй несущей пленкой после активации первого слоя клеящего материала также и при температуре в помещении (20°C) была выше, чем приданная отделяемым слоем адгезия между декоративным слоем и первой несущей пленкой. Далее материал первого слоя клеящего материала и второго слоя клеящего материала выбран по отношению к первой несущей пленке и второй несущей пленке предпочтительно так, чтобы адгезия между первой несущей пленкой и второй несущей пленкой у неактивированного первого слоя клеящего материала была ниже, чем приданная отделяемым слоем адгезия между первой несущей пленкой и декоративным слоем, как при комнатной температуре (20°C), так и при температуре тиснения (180°C).
Далее оказалось предпочтительным, что адгезивные свойства между первым слоем клеящего материала и/или вторым слоем клеящего материала и первой и/или второй несущей пленкой приводятся в соответствие первой, соответственно, второй несущей пленке нанесением грунтовок (например, лаков; хром- и/или SiOx-напылений), адгезивов или с помощью обработки коронным разрядом, пламенем или плазмой.
Согласно предпочтительному примеру исполнения первый слой клеящего материала облучается расположенным на расстоянии в направлении обращенной от декоративного слоя стороны второй несущей пленки источником излучения. При этом источник излучения расположен на расстоянии предпочтительно больше, чем 10 мм от второй несущей пленки. В качестве источника излучения используется предпочтительно источник УФ-излучения, который облучает первый слой клеящего материала светом, предпочтительно УФ-светом. Так, в качестве источника излучения пригодны, например, УФ-лампы, в частности, с последовательно подключенным коллиматором или также лазер.
Такого рода облучением первого слоя клеящего материала возможно выбрать облучение первого слоя клеящего материала независимо от исполнения декоративного слоя. При этом вторая несущая пленка состоит предпочтительно из материала, который, по меньшей мере, частично прозрачен для определенной области длины волн использованного для облучения источника излучения.
Система УФ-облучения состоит, например, из источника излучения, который может использоваться в зависимости от мощности и типа (например, лампы с парами ртути с/без легирования примесями или также УФ-светодиоды), а также из бленд и/или рефлекторов (например, для коллимированного или фокусированного хода лучей с или без фильтра, например, для ИК-излучения). УФ-светодиоды, это значит светодиоды, которые выдают УФ-излучение, особо предпочтительно применимы по причине, в сравнении с лампами с парами ртути, их сравнительно малого излучения тепла и связанной с этим малой теряемой мощности, а также связанной с этим малой тепловой нагрузки субстрата и/или перерабатываемых пленок.
Селективное облучение первого слоя клеящего материала в желаемых областях, например, селективное облучение первого слоя клеящего материала в первой области для активации первого слоя клеящего материала в первой области, может быть достигнуто соответствующей настройкой источника излучения или расположением маски облучения в потоке лучей между источником излучения и первым слоем клеящего материала.
Далее также возможно деактивировать первый слой клеящего материала облучением во второй области. Так, например, возможно для первого слоя клеящего материала использовать соответствующий клеящий материал, который, например, может быть деактивирован УФ-излучением. Далее также возможно для первого слоя клеящего материала использовать УФ-активируемый клеящий материал, который отверждается при облучении УФ-светом, и облучать во второй области первый слой клеящего материала перед нанесением второй несущей пленки. Тем самым, первый слой клеящего материала отверждается в первой области перед нанесением второй несущей пленки, так что после нанесения второй несущей пленки приклеивание второй несущей пленки во второй области уже невозможна, поскольку первый слой клеящего материала в этой области уже был отвержден и, тем самым, деактивирован.
Согласно предпочтительной форме исполнения в качестве источника излучения используется лазер, который управляется таком образом, что первый слой клеящего материала облучается в первой области, но не во второй области, и/или облучается во второй области, но не в первой области. Это может достигаться, например, соответствующей регулировкой регулирующего органа, определяющего положение лазера или угол отклонения лазерного луча.
Согласно следующему предпочтительному примеру исполнения в потоке лучей между источником излучения и первым слоем клеящего материала располагается маска облучения, которая сформирована и расположена так, что первый слой клеящего материала облучается в первой области, но не во второй области, или первый слой клеящего материала облучается во второй области, но не в первой области. При этом маска облучения может быть, например, частью барабанного или ленточного облучателя, с помощью которого образуется полоса пленки, выполненная из второй несущей пленки, первого слоя клеящего материала, второй несущей пленки, отделяемого слоя и декоративного слоя.
Согласно следующего предпочтительного примера исполнения декоративный слой используется для управления облучением первого слоя клеящего материала.
Для этого предпочтительно первый слой клеящего материала облучается расположенным в направлении обращенной от первой несущей пленки стороны декоративного слоя и расположенным на расстоянии от декоративного слоя источником излучения. Таким образом, первый декоративный слой расположен в потоке лучей между источником излучения и первым слоем клеящего материала. Предпочтительно декоративный слой имеет непрозрачный, предусмотренный в первой или второй области и непредусмотренный во второй, соответственно, первой области, слой, который используется как маскирующий слой для управления облучением первого слоя клеящего материала. Так, например, возможно использовать металлический отражающий слой декоративного слоя дополнительно в качестве маскирующего слоя для управления облучением первого слоя клеящего материала. Тем самым возможно управлять облучением первого слоя клеящего материала с точным совмещением с дизайном декоративного слоя.
Предпочтительно на первом этапе облучения первый слой клеящего материала до нанесения второй несущей пленки облучается источником излучения, расположенным в направлении обращенной от первой несущей пленки стороны декоративного слоя и расположенным на расстоянии от декоративного слоя, через работающий как маскирующий слой декоративный слой и деактивируется во второй области. На втором этапе облучения первый слой клеящего материала затем после нанесения второй несущей пленки облучается источником излучения, расположенным в направлении обращенной от первой несущей пленки стороны второй несущей пленки и расположенным на расстоянии от второй несущей пленки, и активируется в первой области.
При этом УФ-А- и/или УФ-В и/или УФ-С-лучи могут применяться для отверждения в зависимости от использованной системы-инициатора в слое клеящего материала и/или в зависимости от способности несущих пленок и/или других просвечиваемых слоев пропускать излучение. Далее необходим достаточный ввод энергии, чтобы достичь достаточного отверждения. Тепло (например, ИК-излучение) дополнительно поддерживает это отверждение. Под отверждением следует понимать, в частности, образование цепей из мономеров, олигомеров и полимеров с короткой цепью в полимеры с длинной цепью. Полимерные цепи, принципиально, более подвижны, если происходит ввод тепла, и, тем самым, легче образуют друг с другом цепи.
Облучение первого слоя клеящего материала может - как описано выше - происходить одноступенчато. Однако, также возможно, что облучение происходит многоступенчато. Так, например, возможно, что на первом этапе облучения слой клеящего материала именно активируется, но еще не происходит полное отверждение клеящего материала. После удаления второй части основной пленки оставшаяся пленка затем дополнительно облучается со второй несущей пленкой и первой частью основной пленки, причем первый слой клеящего материала полностью отверждается. У непрозрачных переносимых пленок может, в частности, происходить также предварительная активация УФ-клеящего материала со стороны клеящего материала. Затем происходит совместная проводка слоев и доотверждение предварительно активированного клеящего материала сквозь слои.
Согласно следующей предпочтительной форме исполнения декоративный слой и/или один из переносимый слоев имеет метки, которые могут быть использованы для определения первой и второй области первого слоя клеящего материала и/или для определения первых и вторых участков основной пленки. Эти метки представляют собой, тем самым, метки приводки. Метки могут быть сформированы из набивного материала и/или из рельефа поверхности и/или из магнитного и/или электропроводного материала. Так, например, у меток может идти речь об оптически считываемых метках приводки, которые отличаются своим видом окраски, своей непрозрачностью или своими отражательными свойствами от подложки. У меток также может идти речь о макроскопической или дифракционной структуре рельефа, которая отклоняет попадающий свет в заданном диапазоне углов, и, тем самым, по этим свойством оптически отличаются от диапазона подложки. Элементы дизайна декоративного слоя также могут служить метками местоположения. Но также у меток приводки может идти речь о метках приводки, которые могут регистрироваться при помощи магнитного или регистрирующего электропроводность сенсора. Также в качестве меток возможны отверстия вырубания или совместная проводка пленок при помощи предварительно вырубленных «тракторных следов».
Метки определяются, например, с помощью оптического или механического, индуктивного, емкостного сенсора или ультразвукового сенсора, и посредством меток затем управляется рассечение несущей пленки, активация первого слоя клеящего материала, деактивация первого слоя клеящего материала и/или нанесение первого слоя клеящего материала. Так, например, декоративный слой имеет оптически считываемую метку приводки, которая управляет облучением первого слоя клеящего материала и предпочтительно также рассечением первого несущего слоя вдоль граничной линии, по меньшей мере, между первым участком и вторым участком. Также таким образом возможна точная по приводке активация как первого слоя клеящего материала, так и точное по приводке рассечение несущей пленки для дизайна декоративного слоя.
Предпочтительно метки расположены на втором участке основной пленки. Однако метки не должны всегда находиться на втором участке. Альтернативно, по меньшей мере, часть меток, выполненная большей частью как взаимозависимый след, может быть зафиксирована и выделена на несущей пленке. Эти метки считываются при нанесении и требуются для впечатывания при размещении (Insetting). Итак, эти метки образуют отдельный участок, который не удаляется вместе со вторым участком и также не наносится вместе с первым участком. При этом метки могут иметь форму, например, линий или полос, которые проходят предпочтительно поперек или вдоль (для продольного и/или поперечного управления приводкой) продольного направления полосы пленки, которую образует основная пленка. При этом метки расположены предпочтительно между двумя первыми областями основной пленки.
Далее предпочтительно с каждой первой частью основной пленки согласована одна или несколько меток приводки.
Далее также предпочтительно, если первый слой клеящего материала деактивирован во второй области при помощи повторной печати (надпечатке) деактивирующим слоем, или первый слой клеящего материала наносится печатью на первую и/или вторую несущую пленку в первой области, но, однако, не во второй области. Деактивирующий слой может быть, например, из силикона или силикон-содержащих материалов или из политетрафторэтилена (PTFE)/(Teflon®-).
Далее также возможно, что первый слой клеящего материала наносится в первой области и во второй области с различной поверхностной плотностью, так что средняя клеящая сила на единицу площади, в частности, на см2 в первой и второй области отличается. Предпочтительно у этой формы исполнения первый слой клеящего материала наносится печатью рисунком, таким как точки, символы, буквенно-цифровые знаки, линии, круги, волны или другие графические мотивы на первом и/или втором участке поверхности, причем разница в поверхностной плотности может быть достигнута путем вариации размеров точек и/или ширин растра между клеевыми точками. Далее для этого также возможно в первой области нанести слой клеящего материала по всей поверхности, и во второй области слой клеящего материала лишь в форме точечного растра или во второй области не наносить первый слой клеящего материала, и в первой области наносить слой клеящего материала точечным растром. При этом среднее покрытие поверхности первой и/или второй несущей пленки первым слоем клеящего материала отличается в первой области от такового во второй области, по меньшей мере, на 15%. С помощью этих способов возможно экономно достигнуть преимуществ изобретения способом печати, например, посредством глубокой печати или флексопечати.
Предпочтительно вторая несущая пленка наклеивается (кашируется) при помощи двух противолежащих валов на основную пленку.
Согласно предпочтительному примеру исполнения декоративный слой, отделяемый слой и первая несущая пленка полностью рассекается вдоль определяющей, по меньшей мере, первый участок граничной линии. При этом также возможно, что и вторая несущая пленка вместе частично рассекается. Предпочтительно при этом однако заботиться о том, чтобы вторая несущая пленка рассекалась менее, чем до 50%, предпочтительно менее, чем до 10%. Если пленка имеет систему отделения, тогда она(система) может быть полностью рассечена также вдоль определяющей, по меньшей мере, первый участок граничной линии.
Рассечение первой несущей пленки происходит предпочтительно высечкой, например, посредством ротационной высечки или посредством лазера.
Предпочтительно рассечение первой несущей пленки происходит в приводке к граничной линии между первой и второй областью. С другой стороны, соответствующий изобретению способ не требует высокой точности приводки между процессом, структурирующим первый слой клеящего материала (облучение, печать, тиснение) и процессом рассечения (высечка), так что могут быть использованы экономичные, крупные промышленные процессы.
Далее предпочтительно, что образованное основной пленкой, второй несущей пленкой и первым слоем клеящего материала пленочное тело обрабатывается с помощью штампа горячего тиснения, который одновременно активирует первый слой клеящего материала на первом участке и, по меньшей мере, частично пробивает первую несущую пленку вдоль определяющей, по меньшей мере, первый участок граничной линии. Этим достигается очень высокая точность приводки между этими двумя процессами, и в дальнейшем сокращает число этапов обработки.
Согласно одному предпочтительному примеру исполнения после удаления второй части основной пленки оставшаяся пленка используется со второй несущей пленкой и первой частью основной пленки в качестве переносимой пленки, в частности, пленки горячего тиснения, для предохранения защищаемых документов. Эта переносимая пленка предоставляет собой защитный элемент для предохранения защищаемых документов.
Далее возможно, что эта переносимая пленка имеет множество первых участков, которые для предохранения защищаемого документа включают в себя соответственно защитный элемент, который используется за счет переноса на защищаемый документ для предохранения этого защищаемого документа.
Для этого после удаления второй части основной пленки остающаяся пленка со второй несущей пленкой и первой частью основной пленки накладывается на целевой субстрат, один или несколько первых участков основной пленки наносятся на целевой субстрат активацией расположенного между декоративным слоем и целевым субстратом слоя клеящего материала, и многослойное тело, включающее в себя первую несущую пленку, первый и второй слой клеящего материала и вторую несущую пленку удаляется с декоративного слоя нанесенных одного или нескольких первых участков основной пленки.
Далее также возможно, что после удаления второй части основной пленки остающаяся пленка со второй несущей пленкой и первой частью основной пленки накладывается на целевой субстрат, один или несколько первых участков основной пленки наносятся на целевой субстрат путем активации расположенного между декоративным слоем и целевым субстратом слоя клеящего материала, и вторая несущая пленка удаляется с декоративного слоя и первой несущей пленки нанесенных одного или нескольких первых участков основной пленки. Если пленка имеет систему отделения, то тогда система отделения может либо оставаться на второй несущей пленке, либо быть нанесена вместе с нанесенным первым участком основной пленки.
Для этого на обращенную от первой несущей пленки сторону декоративного слоя предпочтительно нанесен третий слой клеящего материала, у которого речь идет предпочтительно о способном к горячему сплавлению (термосвариваемый) слое клеящего материала. Далее также возможно, что у третьего слоя клеящего материала речь идет об неотверждаемом слое, слое холодного отверждения или о латентно реактивном, способном к горячему сплавлению слое клеящего материала.
В качестве второй несущей пленки используется предпочтительно прозрачная полимерная пленка толщиной больше, чем 6 мкм, предпочтительно толщиной между 6 мкм и 250 мкм. Однако также возможно использовать в качестве второй несущей пленки бумажный субстрат или теслин (Teslin®) (матовая, белая, нелинованная однослойная полиэтиленовая пленка). В качестве первой несущей пленки используется предпочтительно полимерная пленка толщиной между 4 мкм и 75 мкм.
Согласно одному предпочтительному примеру исполнения предусмотрены два или более первых участка, и каждый из первых участков окружен вторым участком, сформированным как взаимосвязанная область. Этим облегчается удаление второй области основной пленки. Однако альтернативно второй участок может включать в себя также несколько взаимно не связанных площадок.
Предпочтительно первая область покрывает, по меньшей мере, 50% каждого первого участка, далее предпочтительно более, чем 70% каждого первого участка. Далее также возможно, что первая область полностью покрывает каждый первый участок. Далее второй участок покрывает первую область предпочтительно на меньше, чем 5%. Этой мерой далее обеспечивается то, удаление второй части основной пленки может проходить с высокой надежностью.
Декоративный слой имеет в соответствии с одним предпочтительным примером исполнения изобретения один или несколько слоев, создающих оптически изменяющийся эффект. Так, декоративный слой имеет предпочтительно воспроизводящий лаковый слой со структурой поверхности, отформованной в воспроизводящем лаковом слое, например, дифракционную структуру поверхности, структуру микролинз, матовую структуру или симметричную или асимметричную блестящую дифракционную решетку. Структура микролинз, при этом, может содержать, например, сферические линзы или цилиндрические линзы. Примерами таких защитных элементов со структурой микролинз являются так называемые муаровые увеличители (Moiré Magnifier).
Далее декоративный слой имеет предпочтительно отражающий слой, который далее предпочтительно рисунком выполнен в форме первой информации. У отражающего слоя речь идет предпочтительно о металлическом слое из хрома, меди, серебра или золота, или сплава таких металлов, который наносится напылением предпочтительно в вакууме, в частности, предпочтительно толщиной слоя от 0,01 мкм до 0,10 мкм. Далее также возможно, что отражающий слой образован прозрачным отражающим слоем, например, тонким или тонко структурированным металлическим слоем или HRI- или LRI-слоем (HRI=High Refraction Index (слой с высоким индексом преломления); LRI=Low Refraction Index (слой с низким индексом преломления)). Такой диэлектрический отражающий слой состоит, например, из нанесенного напылением слоя из оксида металла, сульфида металла, оксида титана и проч. Толщина слоя лежит предпочтительно между 10 нм и 150 нм.
Далее декоративный слой имеет предпочтительно объемный голографический слой, в который вписана объемная голограмма. Объемные голограммы, в противоположность поверхностным голограммам с поверхностной структурой, основаны на преломлении света на так называемых плоскостях Брэгга внутри прозрачного слоя, которыми образованы локальные различия показателя преломления внутри этого прозрачного слоя.
Далее декоративный слой имеет предпочтительно элемент слоя тонкой пленки для создания зависящего от угла зрения эффекта изменения цвета. Такой элемент слоя тонкой пленки включает в себя, например, абсорбционный слой, дистанционный слой и отражающий слой, причем дистанционный слой обладает толщиной слоя в диапазоне λ/2 или λ/4 длины λ световой волны света в видимом диапазоне частот. Далее также возможно, что такой элемент слоя тонкой пленки включает в себя чередование нескольких слоев различных индексов преломления, которые соответственно выполняют условие λ/2, соответственно, λ/4.
Предпочтительно декоративный слой имеет сформированный рисунком в форме второй информации цветной слой. У цветного слоя речь идет предпочтительно об одном или нескольких единичных цветных слоях, содержащих пигменты и/или красители, и/или о цветном слое, содержащем оптически изменяющиеся пигменты, например, пигменты слоя тонкой пленки или жидкокристаллические пигменты. Также возможно использование УФ- или ИК-люминесцентных или фосфоресцирующих пигментов. Цветной слой или несколько цветных слоев могут быть нанесены, например, с помощью способа струйной печати и, в частности, в качестве персонифицированной информации.
Далее декоративный слой также может иметь жидкокристаллический слой, предпочтительно холестериновый жидкокристаллический слой или нематический жидкокристаллический слой, или комбинацию из холестериновых и/или нематических жидкокристаллических слоев. Далее декоративный слой может иметь также два или более цветных слоя, способствующие печати слои для струйной печати или любую комбинацию выше приведенных слоев. Также возможны другие функциональные слои и комбинации с ними.
Далее также возможно, что декоративный слой включает в себя один или несколько электропроводных слоев или слоев-полупроводников, представляющих собой предпочтительно электрическую схему или электрический конструкционный элемент, например, радиочастотный(RF) резонансный контур или RFID-метку и/или проводящие полосы и/или антенны, и/или электропроводные кодировки. Предпочтительным образом речь идет о металлическом слое, который наносится напылением или печатью и затем усиливается предпочтительно гальваническим наращиванием.
Далее изобретение примерно поясняется на нескольких примерах исполнения с помощью прилагаемых чертежей. При этом показано:
Фиг.1A схематичное представление в разрезе переносимой пленки.
Фиг.1B схематичное представление в разрезе переносимой пленки по Фиг.1a в высеченном состоянии.
Фиг.2 и 3 схематичные представления в разрезе для уяснения этапов способа при получении переносимой пленки.
Фиг.4 схематичные представления в разрезе для уяснения этапов способа при переносе переносимой пленки.
Фиг.5 и 6 схематичные представления в разрезе переносимых пленок с альтернативными декоративными слоями.
Фиг.7A схематичное представление в разрезе другой переносимой пленки
Фиг.7B схематичное представление в разрезе переносимой пленки по Фиг.7a в высеченном состоянии
Фигура 8 схематичное представление в разрезе для уяснения получения другой переносимой пленки
Фиг.9 схематичные представления в разрезе для уяснения этапов способа при переносе другой переносимой пленки
Фиг.10A схематичное представление в разрезе другой переносимой пленки
Фиг.10B схематичное представление в разрезе переносимой пленки по Фиг.10a в высеченном состоянии
Фиг.11 схематичное представление в разрезе для уяснения получения другой переносимой пленки
Фиг.12 схематичные представления в разрезе для уяснения этапов способа при переносе другой переносимой пленки
Фиг.1A показывает переносимую пленку 1 с основной пленкой 10 и другой несущей пленкой 40. Основная пленка 10 включает в себя несущую пленку 11, отделяемый слой 12 и декоративный слой 13, который может включать в себя защитный лаковый слой, воспроизводящий лаковый слой, отражающий слой и слой 14 клеящего материала.
Между воспроизводящим лаковым слоем и защитным лаковым слоем может быть предусмотрен усилительный слой с толщиной слоя примерно от 0,1 мкм до 5 мкм, предпочтительно от 1 мкм до 3 мкм для дополнительной механической стабилизации при ламинировании, например, в структуре пластиковых карт.
Также между отражающим слоем и третьим слоем клеящего материала (для соединения с субстратом (подложкой)) может быть предусмотрен слой грунтовки с толщиной слоя примерно от 0,01 мкм до 0,5 мкм, предпочтительно примерно от 0,03 мкм до 0,1 мкм и/или другой усилительный слой с толщиной слоя примерно от 0,1 мкм до 10 мкм, предпочтительно примерно от 0,5 мкм до 5 мкм для дополнительной механической стабилизации при ламинировании, например, в структуре пластиковых карт.
Эти ранее названные усилительные слои могут быть сформированы многослойно.
В случае несущей пленки 11 речь идет предпочтительно о ПЭТ(PET)-, ПЭН(PEN)- или БОПП(BOPP)-пленке толщиной от 6 мкм до 125 мкм. На несущей пленке 11 затем формируются друг за другом отделяемый слой и декоративный слой путем нанесения следующих слоев. Для этого сначала на несущую пленку 11 наносится отделяемый слой 12. Отделяемый слой 12 состоит предпочтительно из воскообразного материала, который, в частности, размягчается с помощью выделяющегося при горячем тиснении тепла и делает возможным надежное отделение декоративного слоя от несущей пленки 11. Отделяемый слой может быть сформирован многослойно (например, из слоя воска и затем слоя отделяющего лака). Общая толщина отделяемого слоя составляет предпочтительно между 0,01 мкм до 1,2 мкм. Затем наносится защитный лаковый слой толщиной слоя между 0,5 мкм и 1,5 мкм. При этом также возможно, что защитный лаковый слой принимает на себя функцию отделяемого слоя 12 и в соответствии с этим делает возможным как отделение декоративного слоя 13 от несущей пленки 11, так и защищает декоративный слой 13 от механического воздействия и воздействий окружающей среды. При этом также возможно, что защитный лаковый слой 13 окрашен или содержит микро- и нано-частицы.
Воспроизводящий лаковый слой состоит из термопластичного лака, в котором сформирована с помощью нагрева и давления воздействием инструмента тиснения поверхностная структура. Далее также возможно, что воспроизводящий лаковый слой образован УФ-сшиваемым лаком, и поверхностная структура сформирована с помощью УФ-воспроизведения в воспроизводящем лаковом слое.
Воспроизводящий лаковый слой имеет предпочтительно толщину слоя между 0,5 мкм и 15 мкм. В случае сформированной в воспроизводящем лаковом слое поверхностной структуре речь идет предпочтительно о дифракционной поверхностной структуре, например, о голограмме, кинеграмме (Kinegram®) или прочей при наклоне оптически активной решетчатой структуре. Такие поверхностные структуры обычно имеют расстояние между структурными элементами в диапазоне от 0,1 мкм до 4 мкм. Далее также возможно, что поверхностная структура - это макроскопическая поверхностная структура, например, поле из микролинз или дифракционная блестящая решетка.
На воспроизводящий лаковый слой после формирования поверхностного рельефа наносится отражающий слой. В случае отражающего слоя речь идет предпочтительно о металлическом слое из хрома, меди, серебра или золота, или сплава таких металлов, который наносится напылением в вакууме толщиной слоя от 0,01 мкм до 0,10 мкм. Далее также возможно, что отражающий слой 16 образован прозрачным отражающим слоем, например, тонким или тонко структурированным металлическим слоем или HRI- или LRI-слоем (HRI=High Refraction Index (слой с высоким индексом преломления); LRI=Low Refraction Index (слой с низким индексом преломления)). Такой диэлектрический отражающий слой состоит, например, из нанесенного напылением слоя из оксида металла, сульфида металла, оксида титана и проч. толщиной от 10 нм до 150 нм.
Далее также возможно, вместо или в дополнение к названным слоям в декоративном слое 13, вводить другие слои, которые генерируют оптически изменяющийся эффект, например, слой-объемную голограмму, систему слоев тонких пленок, слой из сшитого холестеринового жидкокристаллического материала или цветной слой. Далее также возможно, что декоративный слой включает в себя один или несколько электропроводных слоев или слои-полупроводники, которые реализуют электрическую схему или электрический конструктивный элемент, например, радиочастотный(RF)-резонансный контур или RFID-метку. При этом может идти речь, например, о металлическом слое, который либо нанесен напылением или печатью и затем усилен гальваническим наращиванием. В частности, отражающий слой 16 может одновременно служить электропроводным слоем, который для этого также может быть дополнительно усилен гальванически. Далее декоративный слой 13 может включать в себя один или несколько слоев из магнитного металла или электролюминесцентного материала.
Затем слой 14 клеящего материала, который может быть сформирован многослойно и/или на водной или содержащей растворитель основе, и/или отверждаемым излучением, или их комбинациями, наносится общей толщиной слоя примерно от 0,3 мкм до 25 мкм. Слой 14 клеящего материала предпочтительно состоит из термически активируемого клеящего материала и наносится по всей поверхности, например, с помощью ракли, на слой 13.
На обращенную от декоративного слоя 13 сторону несущего слоя 11 нанесен слой 15 клеящего материала, состоящий предпочтительно также из термически активируемого клеящего материала и наносимый по всей поверхности.
Как обозначено на Фиг.1A и Фиг.1B, основная пленка 10 и, тем самым, также и декоративный слой 13, имеет два первых участка 21 и окружающий первые участки 21 второй участок 22. Причем первые участки представляют собой часть декоративного слоя, которую следует перенести в качестве защитного элемента на целевой субстрат (целевая подложка), например, защищаемый документ.
Предпочтительно сформированная в воспроизводящем лаковом слое рельефная структура выбрана так, что она генерирует в первых участках 21 заданную оптически изменяющуюся информацию. Так сформированная в первых участках 21 поверхностная структура отличается предпочтительно от сформированной на участке 22 в воспроизводящем лаковом слое поверхностной структуры. Далее отражающий слой предусмотрен предпочтительно узором (рисунком) и частично и предоставляет в первых участках 21 вторую предварительно заданную информацию. Тем самым также предпочтительно отличается исполнение рисунком отражающего слоя на первых участках 21 от такового на втором участке 22. Предпочтительно на втором участке 22 отражающий слой не предусмотрен. Также и дополнительные другие оптически активные слои декоративного слоя 13 сформированы предпочтительно с соблюдением приводки к участкам 21 и предоставляют на участках 21 дальнейшую информацию, так что формирование этого слоя отличается также и на первых участках 21 от такового на втором участке 22.
Далее также возможно, что предусмотрено множество первых участков 21, которые окружены сплошным, окружающим первые участки 21 вторым участком 22.
На следующую несущую пленку 40 нанесен первый слой 30 клеящего материала. При этом слой 30 клеящего материала нанесен только в области первых участков 21 и предпочтительно растром.
В случае слоя 30 клеящего материала речь идет о УФ-активируемом клеящем материале. Применяемый для слоя 30 клеящего материала клеящий материал имеет, например, следующий состав:
|
Другим примерным составом клеящего материала используемого для слоя 30 клеящего материала является, например:
|
Слой 30 клеящего материала наносится толщиной слоя от 0,1 мкм до 10 мкм способом печати, литьем или раклей на несущую пленку 40.
У несущей пленки 40 речь идет о прозрачной полимерной пленке, которая состоит предпочтительно из ПЭТ(PET)-, ПВХ(PVC)-, ПЭН(PEN)- или БОПП(BOPP)-пленки и имеет толщину слоя от 6 мкм до 250 мкм.
На фиг.2 и 3 пошагово поясняется получение переносимой пленки 1. Как показывает фиг.2A, сначала подготавливается основная пленка 10 без слоев 14 и 15 клеящего материала, которые наносятся на последующих этапах способа. После проведенной при необходимости сушки слоев 14 и 15 клеящего материала переносимая пленка 40 через слой 30 клеящего материала соединяется с основной пленкой. При этом слой 30 клеящего материала может быть нанесен на переносимую пленку 40 или на слой 15 клеящего материала. Возможно и предпочтительно наносить слой 30 клеящего материала только в области 21.
Альтернативно слой 30 клеящего материала может быть нанесен также по всей поверхности и активирован только в области 21. При этом первая область слоя 30 клеящего материала активируется облучением. Для этого показанный на фиг.2C пленочный композит, состоящий из несущей пленки 40, слоя 30 клеящего материала, несущей пленки 11, отделяемого слоя 12 и декоративного слоя 13, в области 31 облучается УФ-светом. Для этого используется коллимированный источник света, который расположен на обращенной от несущей пленки 11 стороне несущей пленки 40 и на расстоянии от несущей пленки 40. При этом в потоке лучей между источником света и слоем 30 клеящего материала расположена маска облучения, которая перекрывает область 32 и, тем самым, делает возможным селективное облучение области 31. Источник облучения и маска облучения являются предпочтительно частью барабанного облучателя, через который проводится пленочное тело. При этом маска облучения имеет такую форму и расположена так, что область 31 перекрывает в большей степени первые участки 21 и размещена в рамках допуска приводки предпочтительно от 0,1 мм до 2,0 мм к первым участкам 21.
В области 32 слой 30 клеящего материала 30 не облучается УФ-светом и, тем самым, не активируется.
При этом как особо успешная выделилась комбинация из клеящего материала показанного в таблицах выше вида (нанесение с помощью флексопечати с плотностью растра между 40% и 80% с от 40 до 60 линиями на см) для слоя 30 клеящего материала и способного с горячему сплавлению клеящего материала, который был нанесен между 2 г/м2 до 4 г/м2, для слоя 15 клеящего материала. УФ-клеящий материал является предварительно чисто радикально УФ-отверждаемым и при этом имеет содержание твердых частиц 100%. Доля мономеров также может испаряться при УФ-отверждении, поскольку с помощью УФ-облучения в слой вносится также и тепло, если клеящий материал не полностью заключен между двумя соседними слоями, в частности, пленками.
Способный к горячему сплавлению клеящий материал состоит из акрилатов и растворителя (изопропанол+толуол). Доля твердого вещества составляет около 19% до 20%, чтобы гарантировать нанесение на лакировальной машине. Он имеет при температуре в помещении (около 20°C) после сушки неклейкую поверхность, в частности, при комнатной температуре, поскольку ни точка плавления, ни температура стеклования не лежат ниже 30°C и, тем самым, лежат постоянно выше температуры обработки (изготовления) пленки.
На поясненном на фиг.3 следующем этапе декоративный слой 13, отделяемый слой 12 и несущая пленка 11 рассекаются вдоль определяющих первые участки 21 и отделяющих первые участки 21 от участка 22 граничных линий. Рассечение этих слоев происходит предпочтительно с помощью высечки, которая вносит соответствующие выемки в пленочное тело, состоящее из слоев 30, а также 15 до 11. При этом также возможно, что глубина высечки выбрана так, что и несущая пленка 40 рассекается частично. Далее также возможно, что несущая пленка 11 рассекается не полностью, а лишь частично. Это может привести к тому, что вдоль граничной лини чередуются области, в которых несущая пленка 11 полностью рассечена или не рассечена или, что несущая пленка 11 рассечена не по всей своей толщине, а лишь, например, в 80% ее толщины.
На следующем, показанном на фиг.3B этапе включающая в себя участок 22 часть основной пленки 10 («решетка») удаляется с несущей пленки 40, причем из-за активированного в области 31 слоя 30 клеящего материала основная пленка на первых участках 21 остается сцепленной с несущей пленкой 40 и остается на несущей пленке 40. Тем самым, после удаления «решетки» получается показанное на фиг.3C многослойное тело 1, которое может найти применение в качестве защитного элемента или в качестве переносимой пленки для нанесения защитного элемента на целевой субстрат.
Как поясняется помощью фиг.4, многослойное тело 1 может быть использовано как переносимая пленка для нанесения защитного элемента 23 на целевой субстрат 70. Для этого многослойное тело 1 налагается на целевой субстрат 70, и слои 14 и 15 клеящего материала активируются на первом участке с помощью соответственно сформированного штампа 71 горячего тиснения. Активированием слоя 14 клеящего материала переносимый слой многослойного тела 1 соединяется с целевым субстратом 70. Одновременно происходит активация слоя 15 клеящего материала, с помощью которой повышается адгезия между несущими слоями 11 и 40, предпочтительно на более, чем 50%, предпочтительно более, чем на 100%, особо предпочтительно более, чем на 200%.
Тиснение происходит при температуре от 80°C до 300°C, предпочтительно от 100°C до 240°C, особо предпочтительно от 100°C до 180°C и/или с давлением тиснения от 10 Н/см2 до 10000 Н/см2, предпочтительно от 100 Н/см2 до 5000 Н/см2 и/или со временем тиснения от 0,01 с до 2 с.
Затем многослойное тело, включающее несущую пленку 40, слой 30 клеящего материала и несущую пленку 11 удаляется с нанесенной области декоративного слоя 13, так что защитный элемент 23 остается на целевом субстрате 70, как показано на фиг.4. При этом активацией слоя 15 клеящего материала обеспечивается то, что никакой несущей пленки на защитном элементе 23 не остается.
На фиг.5 и 6 представлены альтернативные структуры декоративного слоя 13. Однако, указанный другие слои, а также переработка соответствуют уже описанной форме исполнения.
В варианте переносимой пленки 1 по фиг.5 декоративный слой включает в себя дополнительный защитный лаковый слой 131 с предпочтительной толщиной слоя от 0,1 мкм до 20 мкм, особо предпочтительно от 0,5 мкм до 10 мкм, воспроизводящий лаковый слой с предпочтительной толщиной слоя от 0,1 мкм до 10 мкм, особо предпочтительно от 0,5 мкм до 5 мкм с отражающим слоем 132, грунтовый лаковый слой 133 с предпочтительной толщиной слоя от 0,1 мкм до 5 мкм, особо предпочтительно от 1 мкм до 3 мкм, слой 134 объемной голограммы с предпочтительной толщиной слоя от 5 мкм до 50 мкм, особо предпочтительно от 10 мкм до 20 мкм и слой 135 запечатывающего лака с предпочтительной толщиной слоя от 0,1 мкм до 5 мкм, особо предпочтительно от 5 мкм до 15 мкм. В слой 134 объемной голограммы вписана объемная голограмма, которая образует существенный признак защиты получающегося в результате защитного элемента 32.
В варианте по фиг.6 декоративный слой 13 состоит из способствующего печати слоя 136 с предпочтительной толщиной слоя от 1 мкм до 30 мкм, особо предпочтительно от 1 мкм до 3 мкм, на который может быть нанесен струйной печатью придающий индивидуальность признак. Этот слой 136 также может быть скомбинирован еще со всеми другими, уже описанными слоями декоративного слоя 13, чтобы создать придающий индивидуальность защитный элемент 23.
На фиг.7A и 7B представлено схематичное изображение в разрезе следующей переносимой пленки 1. Как показано на фиг.7A, на второй несущей пленке 40 предусмотрена система 17 отделения. С помощью этой системы 17 отделения становится возможным то, что при нанесении защитного элемента 23 первая несущая пленка 11 остается на защитном элементе 23, соответственно, в его слоистом композите.
С помощью совместного нанесения первой несущей пленки 11 может быть создан самонесущий защитный элемент 23, который может закрывать, соответственно, покрывать, например, выемки, в частности, отверстия окошек, в целевом субстрате 70. Далее дополнительная механическая стабилизация, которую придают первая несущая пленка 11 защитному элементу 23, может служить тому, чтобы повышать оптический блеск защитного элемента 23, если защитный элемент 23, например, заламинирован в композит из полимерного материала, такой, как это может иметь место, например, у защищаемых документов из поликарбоната (PC) в формате карты-идентификатора или других ламинатов. Эта дополнительная механическая стабильность также может быть предпочтительной и при следующих обработках целевого субстрата 70, например, при повторной печати стальной гравировкой. Показанная на фиг.7A стрелка показывает положение разделения при нанесении переносимой пленки 1 на целевой субстрат 70. Здесь основная пленка 10 сформирована предпочтительно как ламинирующая пленка.
Общая толщина системы 17 отделения составляет предпочтительно между 0,01 мкм до 4 мкм. Система 17 отделения имеет предпочтительно слой из воска 171. Воскообразный материал размягчается с помощью выделяющегося в процессе горячего тиснения тепла и делает возможным надежное отделение второй несущей пленки 40.
Как показано на фиг.7A и 7B, система 17 отделения далее может иметь слой из лака 172. Лаки 172 основываются предпочтительно на акрилатах, полиуретанах или производных целлюлозы.
Лаковый слой 172 имеет предпочтительно толщину в диапазоне от 0,1 до 3 мкм, предпочтительно в диапазоне от 0,2 до 1,5 мкм.
Фиг.8 показывает возможное получение переносимой пленки 1. При этом на второй несущий слой 40 наносится система 17 отделения, в частности, состоящая из воскового слоя 171, граничащего со второй несущей пленкой 40, и лакового слоя 172. Основная пленка 10 имеет предпочтительно слой 14 клея, декоративный слой 13, а также первую несущую пленку 11 и слой 15 клея.
Фиг.9 показывает, по меньшей мере, участками нанесение переносимой пленки 1 на целевой субстрат 70. Для этого переносимая пленка 1 накладывается на целевой субстрат 70, и слои 14 и 15 клеящего материала на первом участке 21 активируются с помощью имеющего соответствующую форму штампа 71 горячего тиснения. С помощью активации слоя 14 клеящего материала переносимый слой переносимой пленки 1 соединяется с целевым субстратом 70. Одновременно происходит активация слоя 15 клеящего материала, с помощью которой повышается адгезия между первым несущим слоем 11 и системой 17 отделения. Размягчающийся при нанесении с помощью действия тепла восковой слой 171 способствует далее чистому разделению между системой 17 отделения и второй несущей пленкой 40.
Как показано на фиг.9, система 17 отделения остается вместе с первой несущей пленкой 11 и декоративным слоем 13, предпочтительно в качестве защитного элемента 23, после нанесения на целевом субстрате 70. В то время как система 17 отделения образует внешнюю поверхность защитного элемента 23 и может быть сформирована самым различным образом, защитный элемент таким образом может быть наделен дополнительными функциями. Примерами этого являются лучшая сшиваемость или возможность повторной печати с другими функциональными слоями или, в противоположность этому, гидрофобная функция или другие отводящие жидкости функции, или также создание оптического матирования и/или оптического блеска, и/или создание особых тактильных свойств. Также возможно пополнить дополнительные защитные печати в видимой области длины волны, УФ-области, ИК-области. Отдельные или все слои системы отделения слоев могут быть предусмотрены по всей поверхности или только в отдельный областях поверхности.
На фиг.10A и 10B представлено схематичное изображение в разрезе следующей переносимой пленки 1. Как показано на фиг.10A, на первой несущей пленке 11 предусмотрена система 17 отделения. С помощью системы 17 отделения становится возможным то, что при нанесении защитного элемента 23 первая несущая пленка 11 остается на защитном элементе 23, соответственно, в его композите слоев.
Тем самым может быть создан самонесущий защитный элемент 23, который может закрывать, соответственно, покрывать, например, выемки, в частности, отверстия окошек, в целевом субстрате 70. Далее дополнительная механическая стабильность, которую первая несущая пленка 11 придает защитному элементу 23, может способствовать тому, чтобы повысить оптический блеск защитного элемента 23, если защитный элемент 23, например, заламинирован в полимерный композит, как это может иметь место, например, у защищаемых документов из поликарбоната (PC) в формате карты-идентификатора или других ламинатов. Эта дополнительная механическая стабильность может быть предпочтительной также и при дальнейшей обработке целевого субстрата 70, например, при повторной печати с помощью стального гравирования.
Показанная на фиг.10A стрелка показывает положение разделения при нанесении переносимой пленки 1 на целевой субстрат 70. Здесь основная пленка 10 сформирована предпочтительно как ламинирующая пленка.
Общая толщина системы 17 отделения составляет предпочтительно между 0,01 мкм до 4 мкм. Система 17 отделения имеет предпочтительно слой из воска 171. Воскообразный материал размягчается с помощью выделяющегося в процессе горячего тиснения тепла и делает возможным надежное отделение второй несущей пленки 40.
Как показано на фиг.10A и 10B, система 17 отделения может иметь далее слой из лака 172. Лак 172 основывается предпочтительно на акрилатах, полиуретанах или производных целлюлозы.
Лаковый слой 172 имеет предпочтительно толщину в диапазоне от 0,1 до 3 мкм, предпочтительно в диапазоне от 0,2 до 1,5 мкм.
Фиг.11 показывает возможное получение переносимой пленки 1. При этом на обращенной от декоративного слоя 13 стороне первой несущей пленки 11 основной пленки 10 наносится система 17 отделения. Система 17 отделения может иметь восковой слой 171 и лаковый слой 172. Далее предпочтительно на внешней, свободной стороне системы 17 отделения наносится слой 15 клеящего материала. Слой 15 клеящего материала при дальнейшей обработке предпочтительно находится в контакте со слоем 30 клеящего материала. Также и с помощью этого варианта исполнения становиться возможным то, что при нанесении защитного элемента 23 основная пленка 10 остается на защитном элементе 23, соответственно, в его композите слоев. Тем самым может быть создан самонесущий защитный элемент 23, который может закрывать, соответственно, покрывать, например, выемки, в частности, отверстия окошек, в целевом субстрате.
Допустимо также то, что до нанесения системы 17 отделения один или несколько вспомогательных слоев (не показаны) могут быть нанесены на обращенную от декоративного слоя 13 сторону первой несущей пленки 11 основной пленки 10, которые тогда расположены между первой несущей пленкой 11 и системой 17 отделения. Тем самым возможно с помощью этих вспомогательных слоев снабдить внешнюю поверхность защитного элемента 23 дополнительными функциями. Примерами этого являются лучшая сшиваемость или возможность повторной печати с другими функциональными слоями или, в противоположность этому, гидрофобная функция, или другие отводящие жидкости функции, или также создание оптического матирования и/или оптического блеска, и/или создание особых тактильных свойств. Также возможно пополнить дополнительные защитные печати в видимой области длины волны, УФ-области, ИК-области. Другая функция может состоять в том, чтобы повысить адгезионную связку с остальными покровными слоями при ламинировании целевого субстрата 70 в документ или связку документов. Отдельные или все слои системы отделения слоев могут быть предусмотрены по всей поверхности или только в отдельных областях поверхности.
Фиг.12 показывает, по меньшей мере, участками нанесение переносимой пленки 1 на целевой субстрат 70. Для этого переносимая пленка 1 накладывается на целевой субстрат 70. Путем активации слоя 14 клеящего материала переносимый слой переносимой пленки 1 соединяется с целевым субстратом 70. Восковой слой 171, размягчающийся при нанесении с помощью действия тепла, способствует аккуратному разделению между системой 17 отделения и первой несущей пленкой 11.
Как показано на фиг.12, система 17 отделения отделяется от защитного элемента 23 после нанесения на целевой субстрат 70. Если между системой 17 отделения и первой несущей пленкой 11 расположены вспомогательные слои, то вспомогательные слои образуют внешнюю, свободную поверхность защитного элемента 23. Если от этих вспомогательных слоев отказываются, то несущая пленка 11 образует внешнюю, свободную поверхность защитного элемента 23 и, тем самым, делает возможным особо блестящее оптическое действие защитного элемента 23.
Список ссылочных обозначений
1 переносимая пленка
10 основная пленка
11 несущая пленка (основной пленки)
12 отделяемый слой (основной пленки)
13 декоративный слой (основной пленки)
131 защитный лаковый слой (основной пленки)
132 воспроизводящий лаковый слой (основной пленки)
133 грунтовый лаковый слой (основной пленки)
134 слой объемной голограммы (основной пленки)
135 запечатывающий лаковый слой (основной пленки)
136 передающий давление слой (основной пленки)
14 слой клеящего материала (основной пленки)
15 слой клеящего материала (основной пленки)
16 отражающий слой (основной пленки)
17 система отделения
171 восковой слой
172 лаковый слой
21 первый участок
22 второй участок
23 защитный элемент
30 слой клеящего материала
31 область
32 область
40 вторая несущая пленка
70 целевой субстрат
71 штамп горячего тиснения.
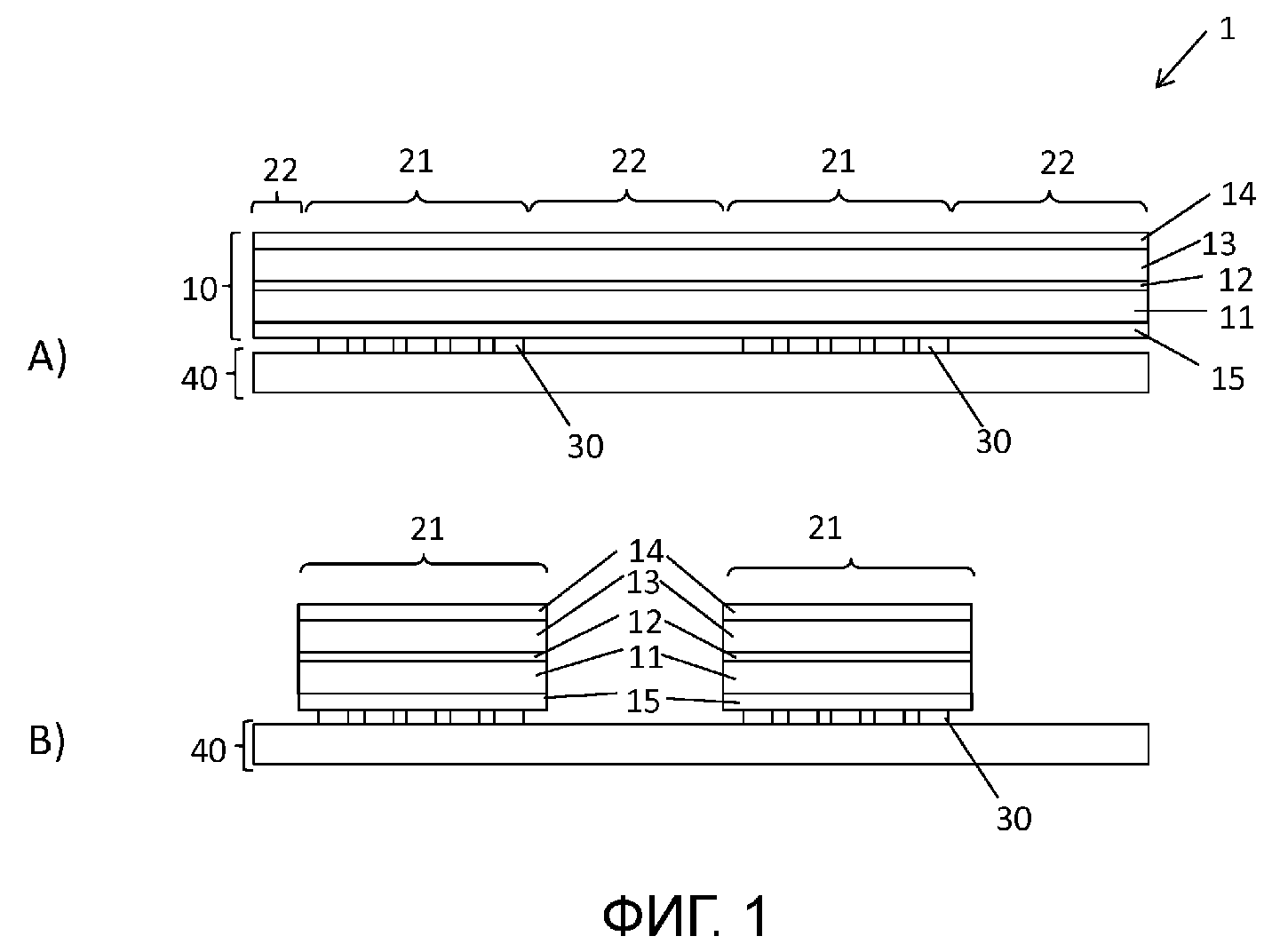
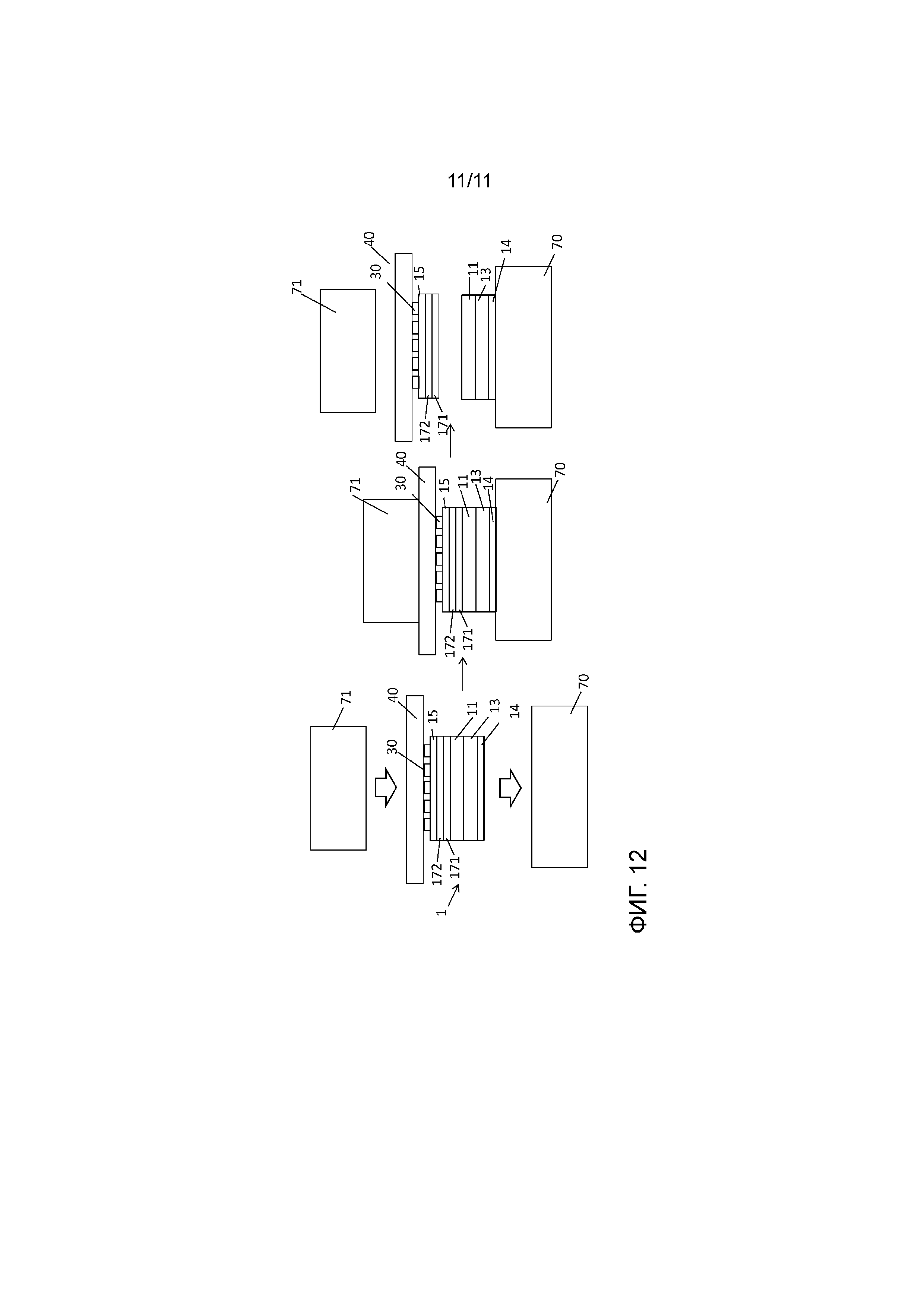
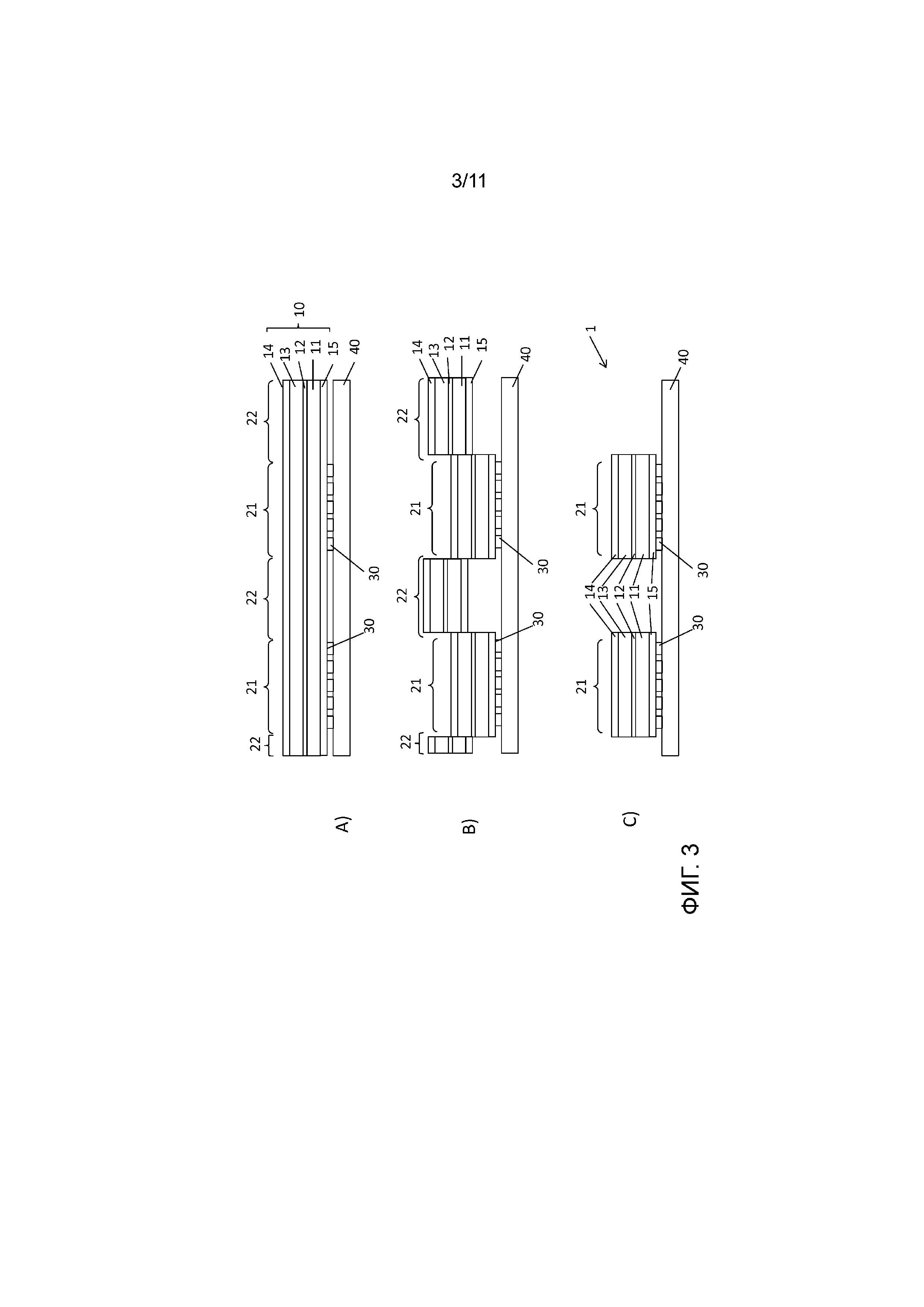
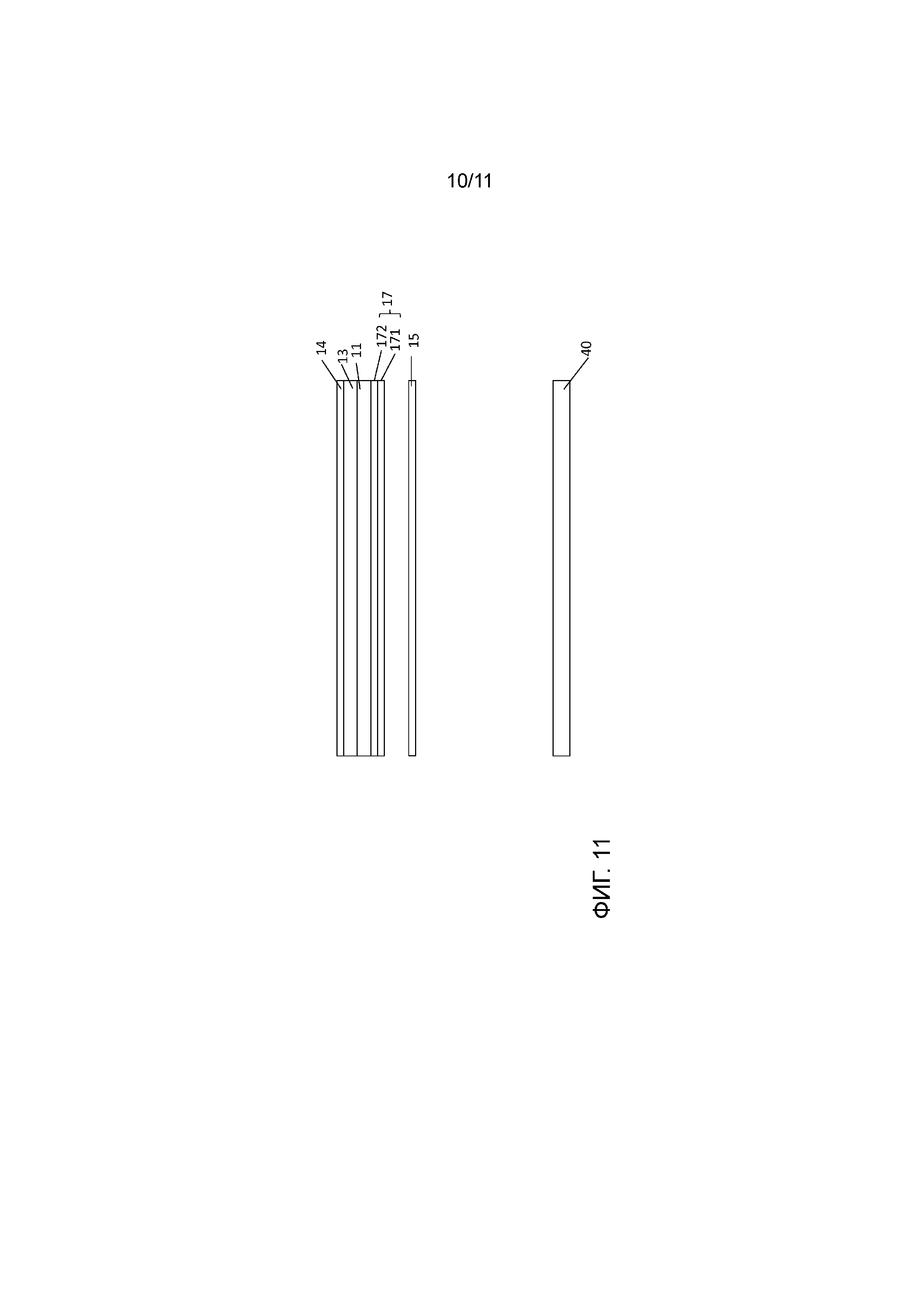
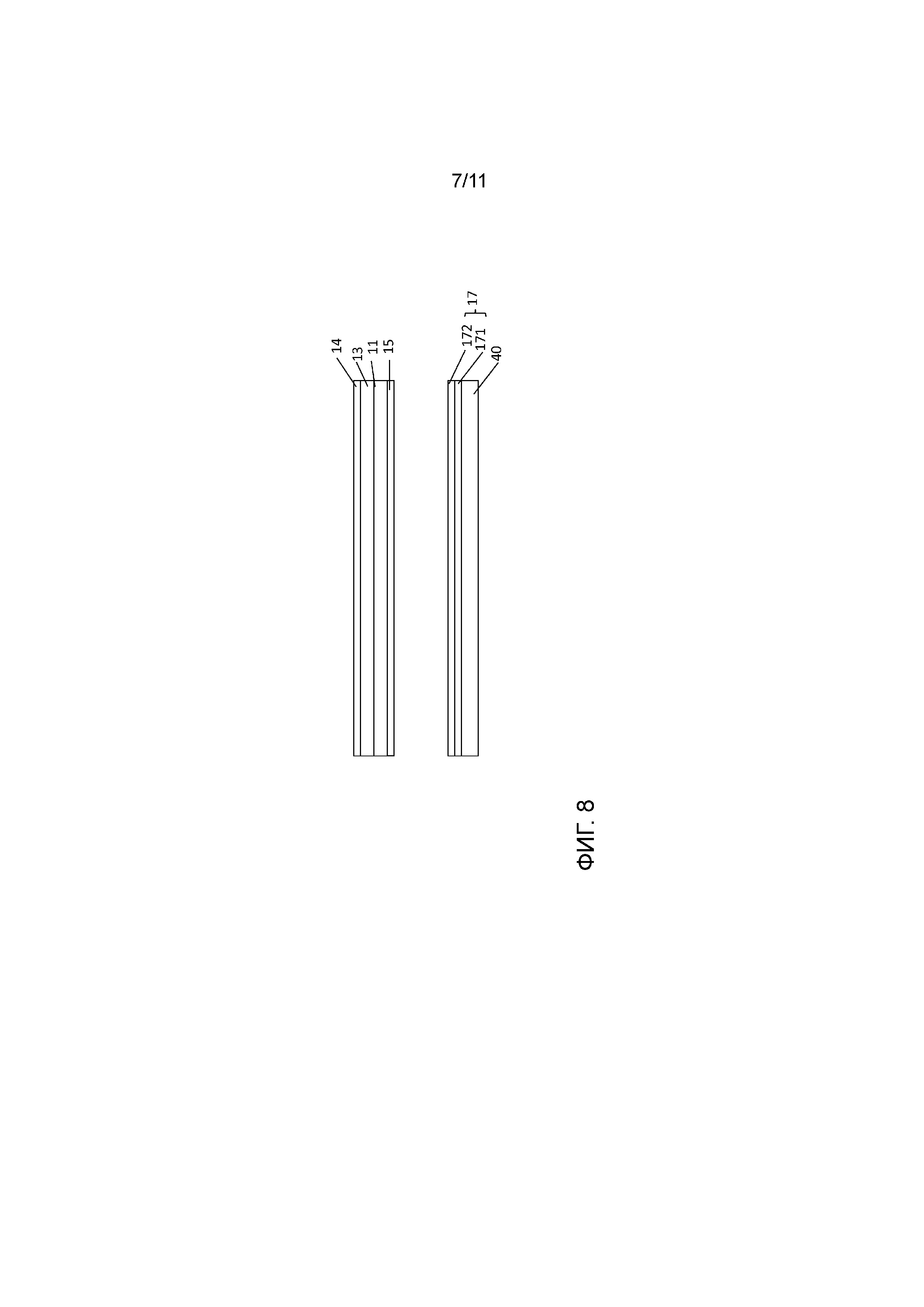
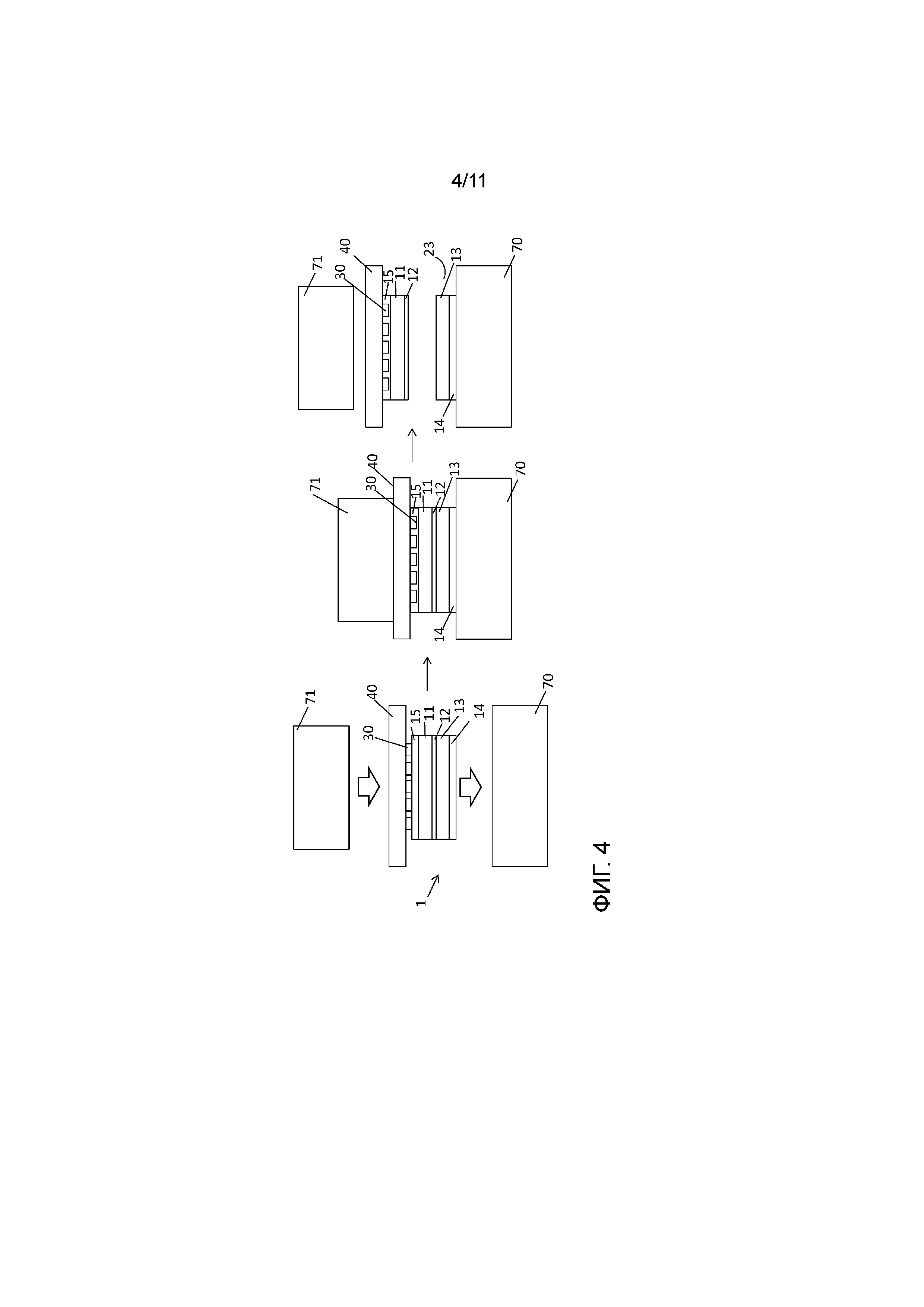
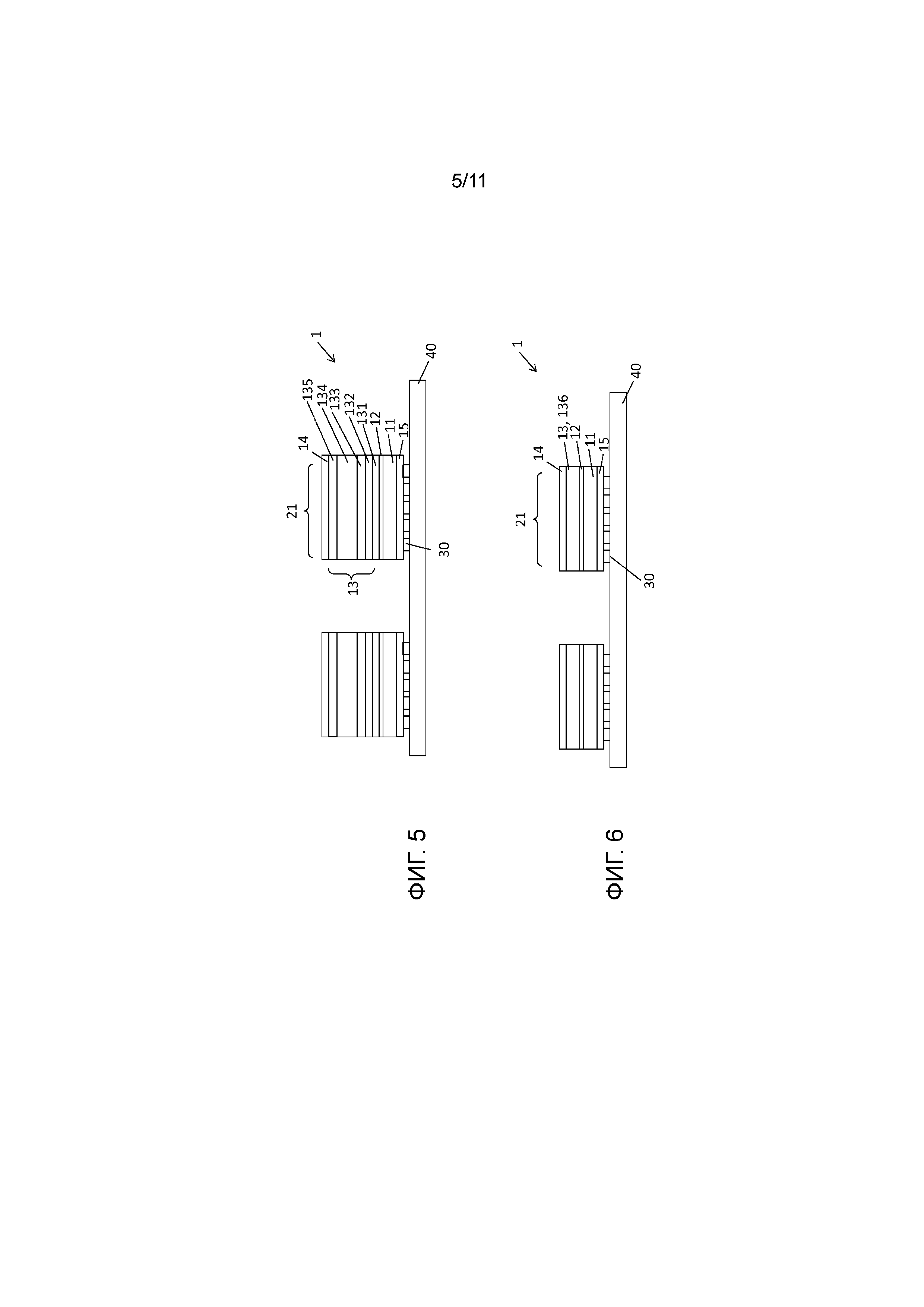
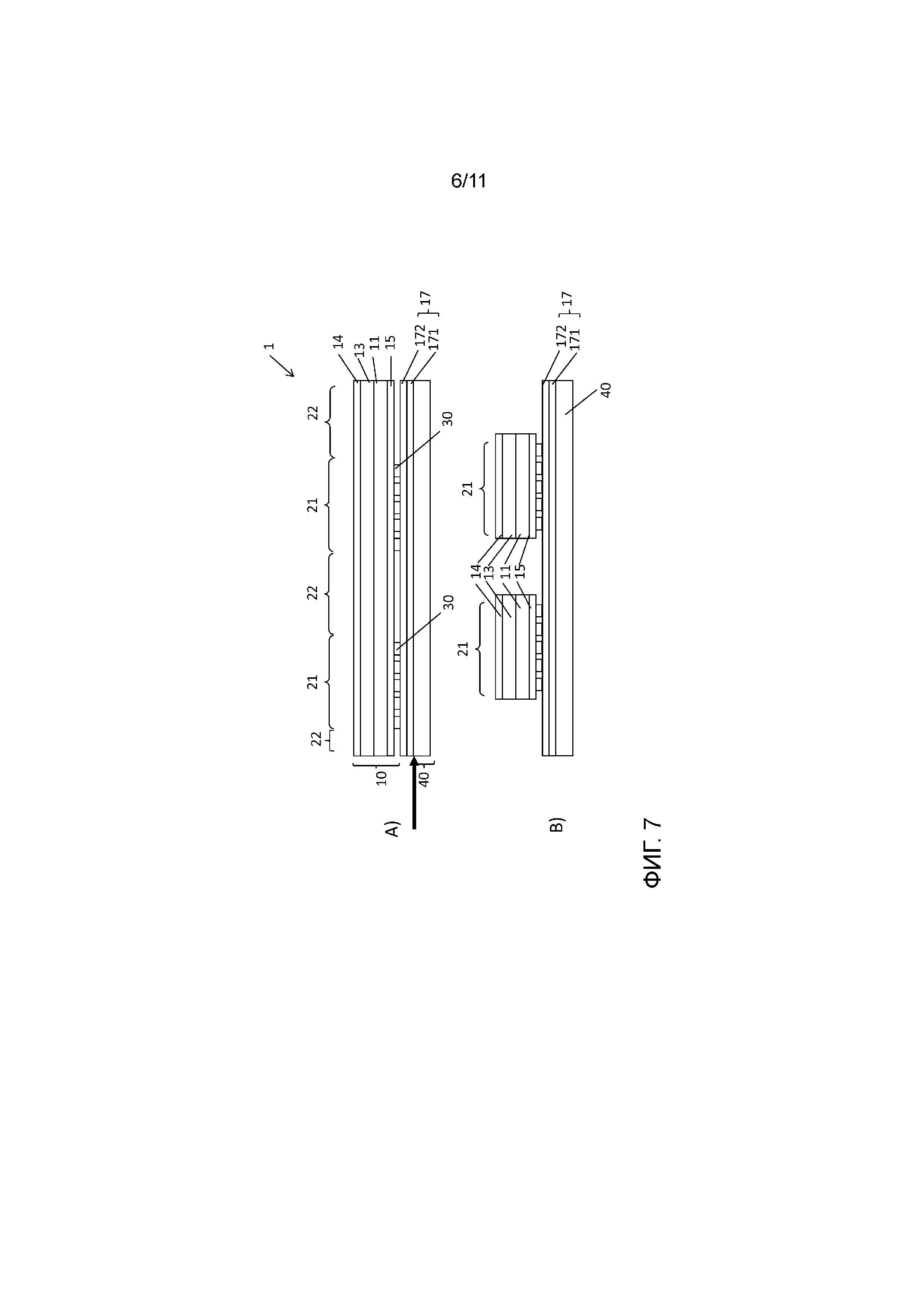
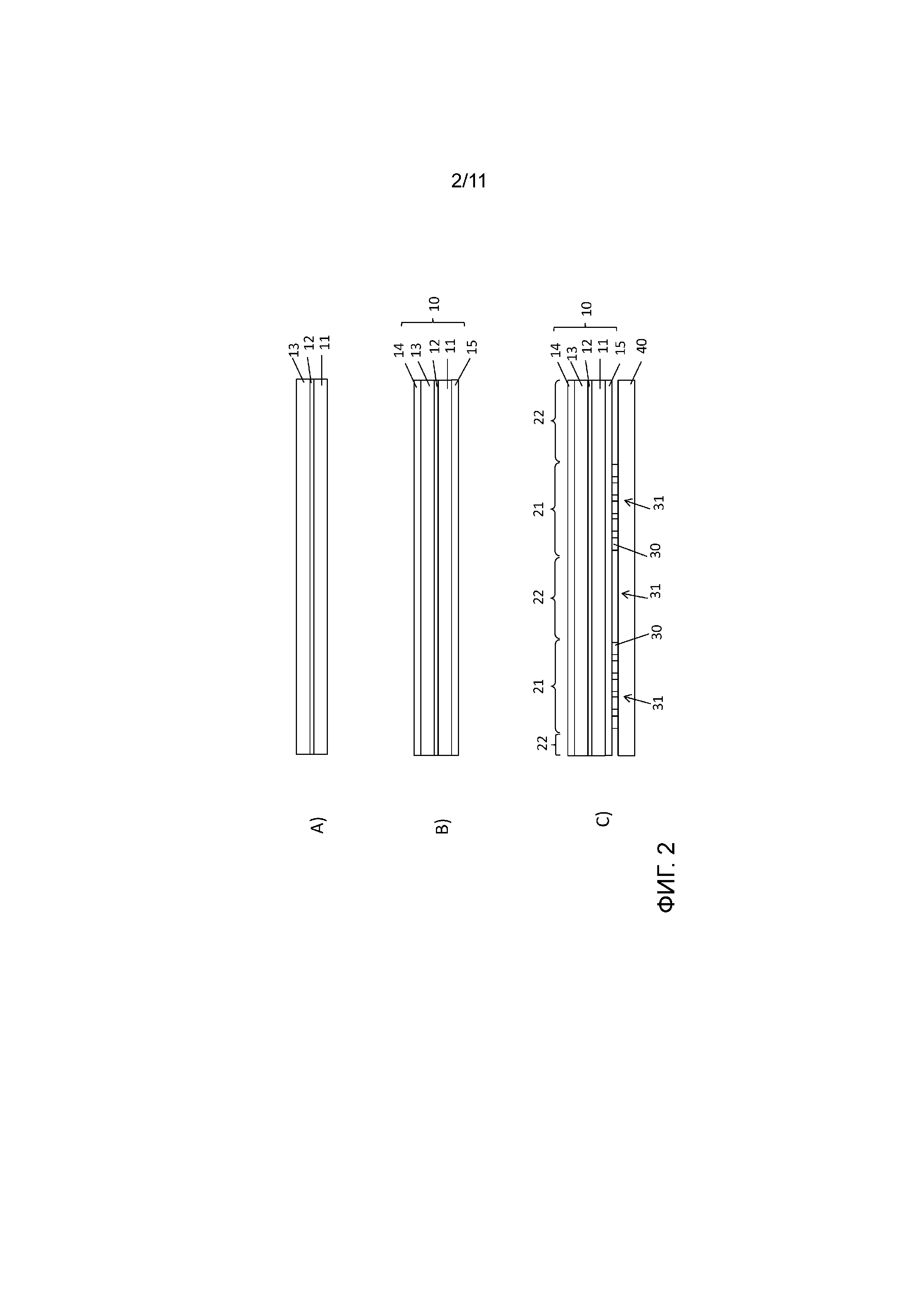
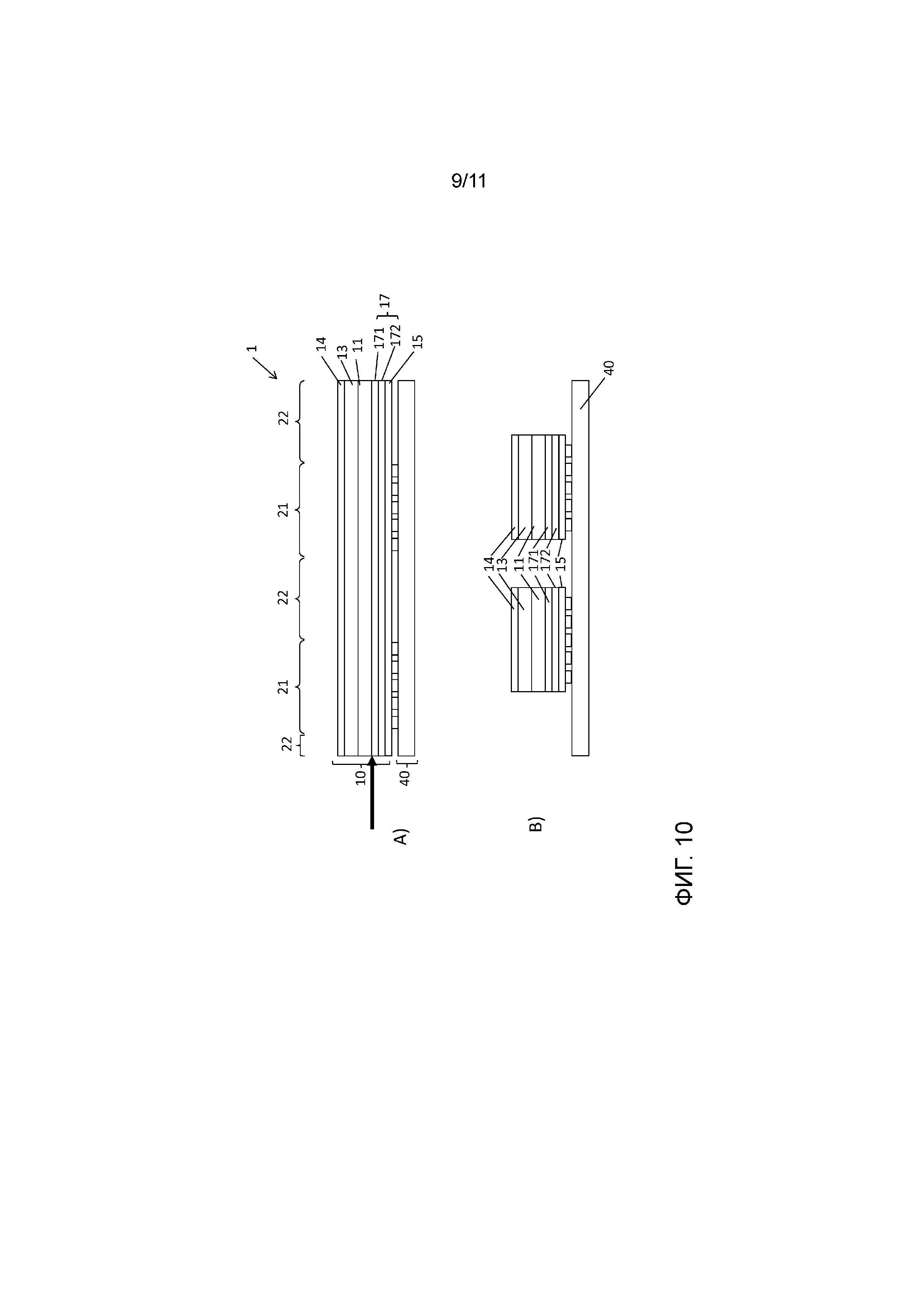
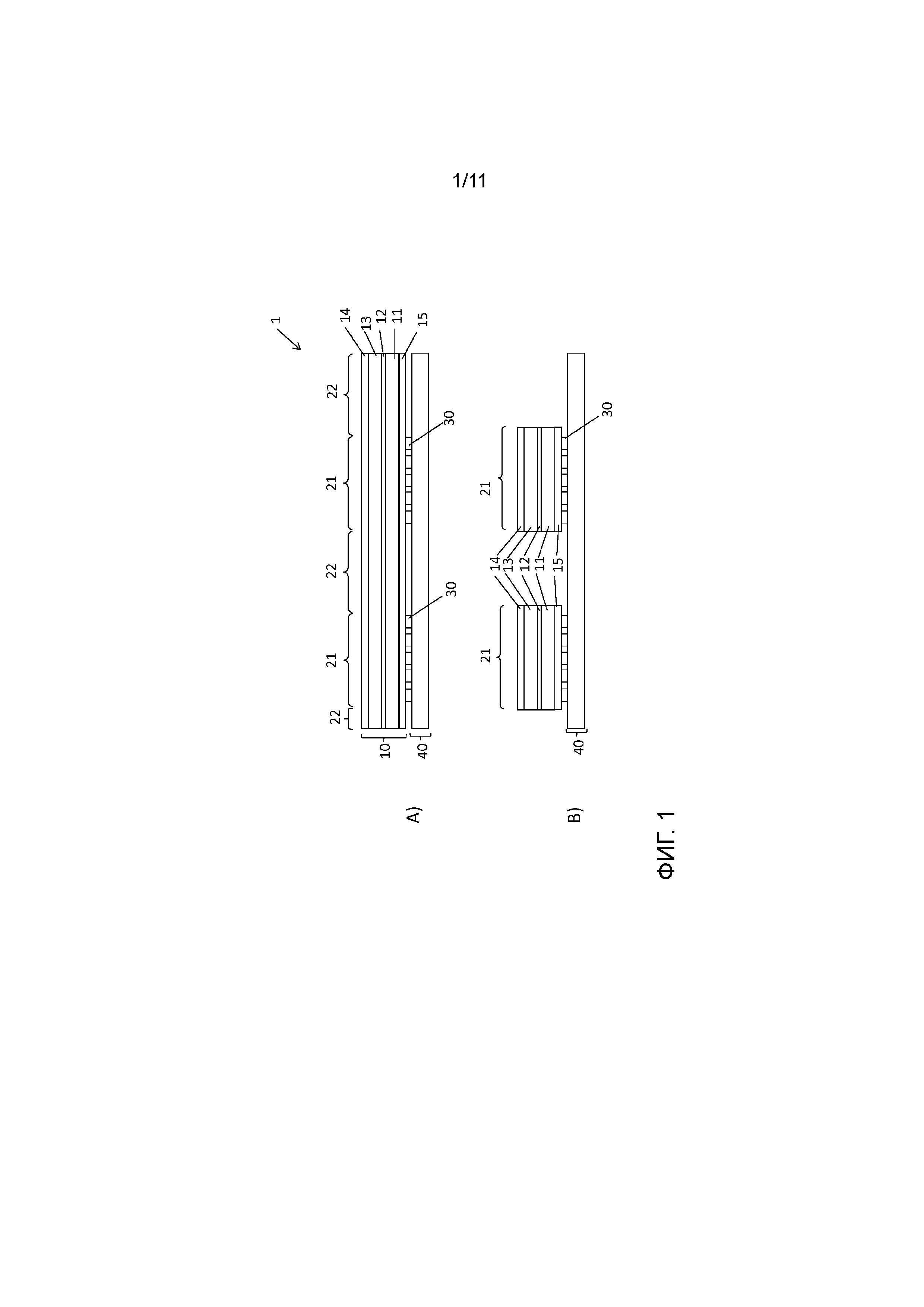
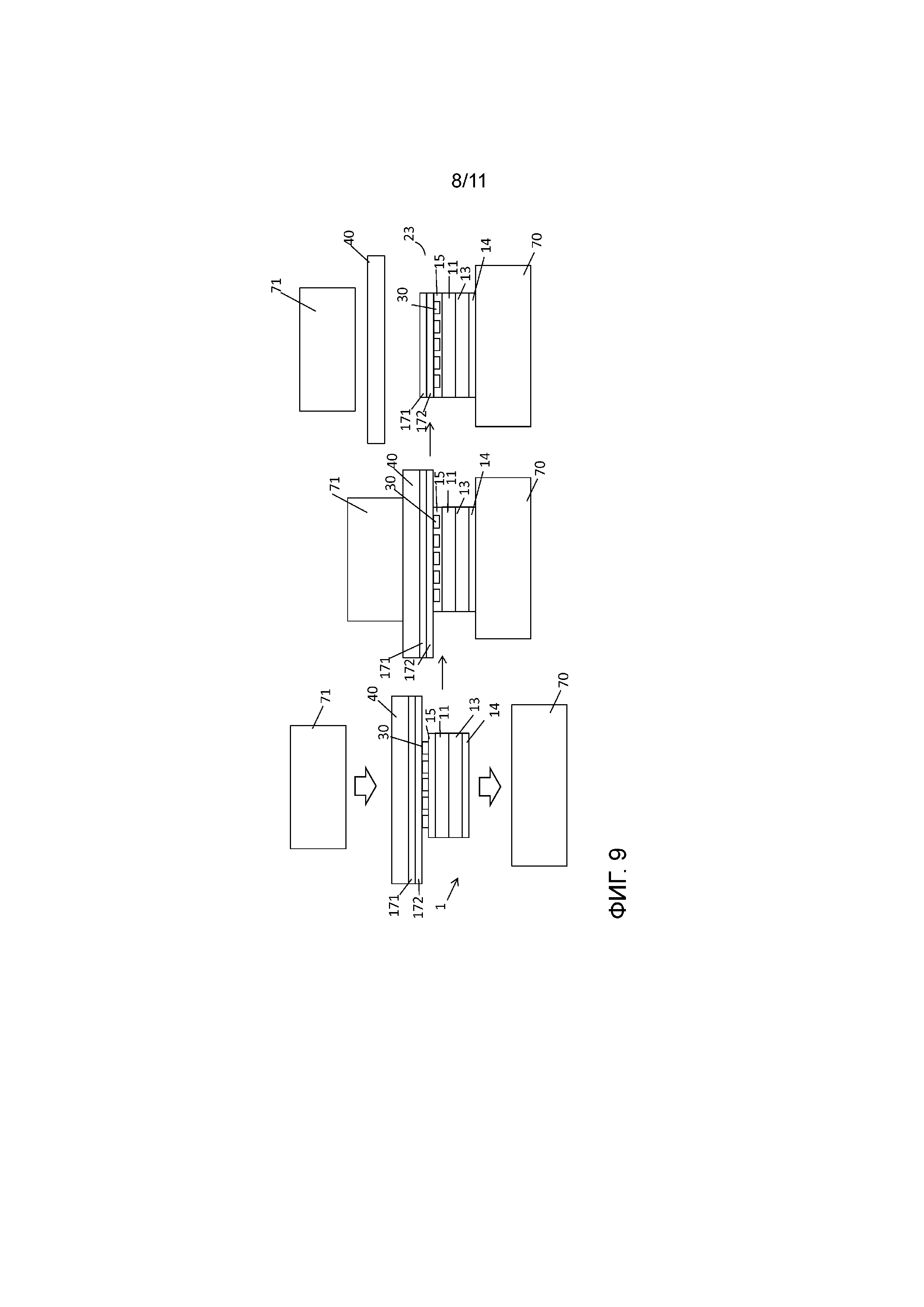
Многослойное тело защитного элемента и способ изготовления многослойного тела защитного элемента
Способ получения элемента защиты и переводной пленки
Многослойное тело
Многослойное тело защитного элемента для защиты ценных документов
Многослойное тело
Защитный элемент и способ изготовления защитного элемента
Способ и устройство для соединения пленочных полотен для переноса изображения или ламинирования
Ценный объект, содержащий муаровый узор
Многослойное тело и способ изготовления многослойного тела
Способ изготовления многослойной подложки и многослойная подложка

