Результат интеллектуальной деятельности: Способ упрочнения пластической деформацией проволоки
Вид РИД
Изобретение
Предлагаемый способ относится к области металлургии, а именно к методам интенсивной проработки структуры металла пластической деформацией. Такие методы позволяют, например, упрочнять металлы без применения дорогостоящих легирующих элементов либо упрочняющих термических обработок.
Из уровня техники известны способы измельчения структуры металла, основанные на сообщении металлу большой единичной деформации.
Немецкими и китайскими специалистами получен международный патент WO2007068439 [1] на способ производства труб из меди или медных сплавов, в котором предлагается осуществлять интенсивную деформацию за счет применения метода прокатки заготовки на планетарном стане с четырьмя рабочими валками, вследствие чего удается получить проработку структуры до размера зерна 0,010…0,040 мм. Недостатком способа является необходимость применения специального оборудования.
Известен способ прессования с выдавливанием металла в отверстие матрицы [2]. Способ позволяет деформировать как пластичные металлы и сплавы, так и малопластичные, так как пластичность материалов искусственно повышается за счет создания схемы всестороннего сжатия. Недостатком способа являются ограниченные возможности. Из-за высоких напряжений, обусловленных состоянием всестороннего сжатия, нагрузки на инструмент оказываются большими, поэтому уровень деформаций, ограничен. Кроме того, высокие степени деформации здесь достигаются за счет вытягивания металла в длину при обжатии по поперечному сечению. Поэтому для сообщения металлу повышенных деформаций необходимо использовать заготовки большого поперечного сечения. Вместе с тем увеличение размера заготовок при литье ведет к увеличению зерна в слитке, поэтому итоговый результат, т.е. измельчение структуры, становится неочевиден.
Для сообщения дополнительной степени деформации при прессовании имеются специальные технические решения. По патенту RU 2570271 [3] осуществляют выдавливание и кручение заготовки через суженную и расширенную среднюю винтовую часть канала. Канал имеет входную и выходную части, вдоль оси которых обеспечивают постоянство поперечного сечения заготовки. При этом до выдавливания и кручения через среднюю винтовую часть заготовку выдавливают через часть канала, суженную до сечения, составляющего 0,8 от сечения заходной части, и через стабилизирующий участок. После выдавливания и кручения заготовку продавливают через калибрирующий участок канала. В результате обеспечивается измельчение структуры за счет совместного действия экструзии и винтового прессования, исключается возможность закручивания заготовки при выходе из канала.
Известен способ накопления деформации по патенту RU 2443493 [4], включающий многопереходное прессование мерной трубной заготовки исходных поперечных размеров и одновременное калибрование полости иглой. В первом переходе прессуют мерную трубную заготовку исходных поперечных размеров с получением трубы первого перехода при этом внешний диаметр трубы первого перехода равен внутреннему диаметру мерной трубной заготовки исходных поперечных размеров. Полученную трубу первого перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и прессуют с получением поперечных размеров трубы первого перехода. Полученную трубу второго перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и цикл повторяют. В результате обеспечивается повышение уровня пластической деформации. Недостатком способа является возможность накопления деформации исключительно в трубных заготовках, поскольку полость трубы выступает в роли емкости для размещения следующей трубы.
В некоторых технических решениях предлагалось отказаться от метода прессования [5]. Существуют способы постепенного накопления деформации в последовательных процессах обработки металлов давлением, реализующих принцип сохранения постоянным поперечного сечения заготовки по переходам деформации.
Этот принцип выполнен, например, в изобретении сотрудников УГТУ-УПИ [6], в котором предложено ковать заготовку треугольного поперечного сечения в условиях плоского напряженного состояния (без удлинения) при кантовке на заданный угол. Недостатком способа является сообщение заготовке треугольной формы, не характерной для конечного продукта.
Большие пластические деформации без изменения формы можно накопить также в способах закручивания заготовок в контейнере или матрице пресса, разработанных сотрудниками УГТУ-УПИ [7, 8]. Недостатком способа является ограничение угла закручивания, а значит и реальной степени деформации, поскольку внутренний сдвиг при определенной степени нагартовки заменяется скольжением на контактных поверхностях инструмента.
В соответствии с патентами В.Сегала [9, 10] и Уфимского государственного технического университета [11, 12] разработаны способы накопления деформаций путем многократного равноканального углового прессования (РКУП). Недостатком способов является возможность обработки коротких заготовок, для которых становится возможно создать схему приложения деформирующей силы, действующей с торца. Для длинных заготовок, размещенных в контейнере, силы трения окажутся настолько большими, что процесс станет невозможным. Кроме того, при единичном применении схема РКУП создает неоднородное деформированное состояние в заготовке [13].
Патент RU2341345 [14] выдан на способ комбинированной интенсивной пластической деформации заготовок. Способ заключается в выдавливании заготовки через сужающуюся винтовую часть канала. Деформацию кручением осуществляют в сужающейся средней винтовой части канала с обеспечением постоянства поперечного сечения вдоль оси на начальном и конечном участках. Изобретение направлено на повышение интенсивности пластической деформации и эффективности обработки. Недостаток способа заключается в необходимости приложения силы выдавливания, т.е. заготовки оказываются в очередной раз относительно короткими. Кроме того, недостатком является изменение первоначальной формы заготовки с уменьшением ее поперечного сечения. Этот прием приводит к необходимости иметь первоначальную заготовку большого сечения, что не всегда возможно.
Наиболее близким по совокупности существенных признаков к заявляемому объекту является способ, описанный в патенте RU2240197 [15]. Им защищен способ интенсивной пластической деформации заготовок, Способ включает изгиб заготовки с последующим разгибом. Этот прием реализован за счет осуществления деформации кручением в винтовом канале. Затем способом предусмотрено проведение равноканального углового прессования (РКУП), при этом заготовку дополнительно подвергают низкотемпературному отжигу для снятия внутренних напряжений. Обеспечивается улучшение однородности физико-механических свойств обрабатываемого металла. Применение РКУП здесь также приводит к необходимости учитывать длину заготовок. Недостатком способа также является необходимость осуществления не холодной, а горячей деформации. В результате прохождения процессов рекристаллизации нагартовка металла в этом случае ликвидируется и не удается достичь высоких прочностных свойств. Техническая проблема, которая остается нерешенной, заключается в необходимости накопления деформации без удлинения заготовки, имеющей малый поперечный размер и большую длину при их соотношениях, характерных для проволоки.
Предлагается способ упрочнения пластической деформацией проволоки включающий ее изгиб. Способ отличается тем, что что изгиб проволоки осуществляют циклами до достижения необходимого уровня упрочнения, при этом каждый цикл включает стадию наматывания проволоки на оправку с получением спирали и стадию распрямления спирали путем ее разматывания с оправки, которое осуществляют с натяжением проволоки.
Ниже приводится обоснование приемов, реализуемых в способе.
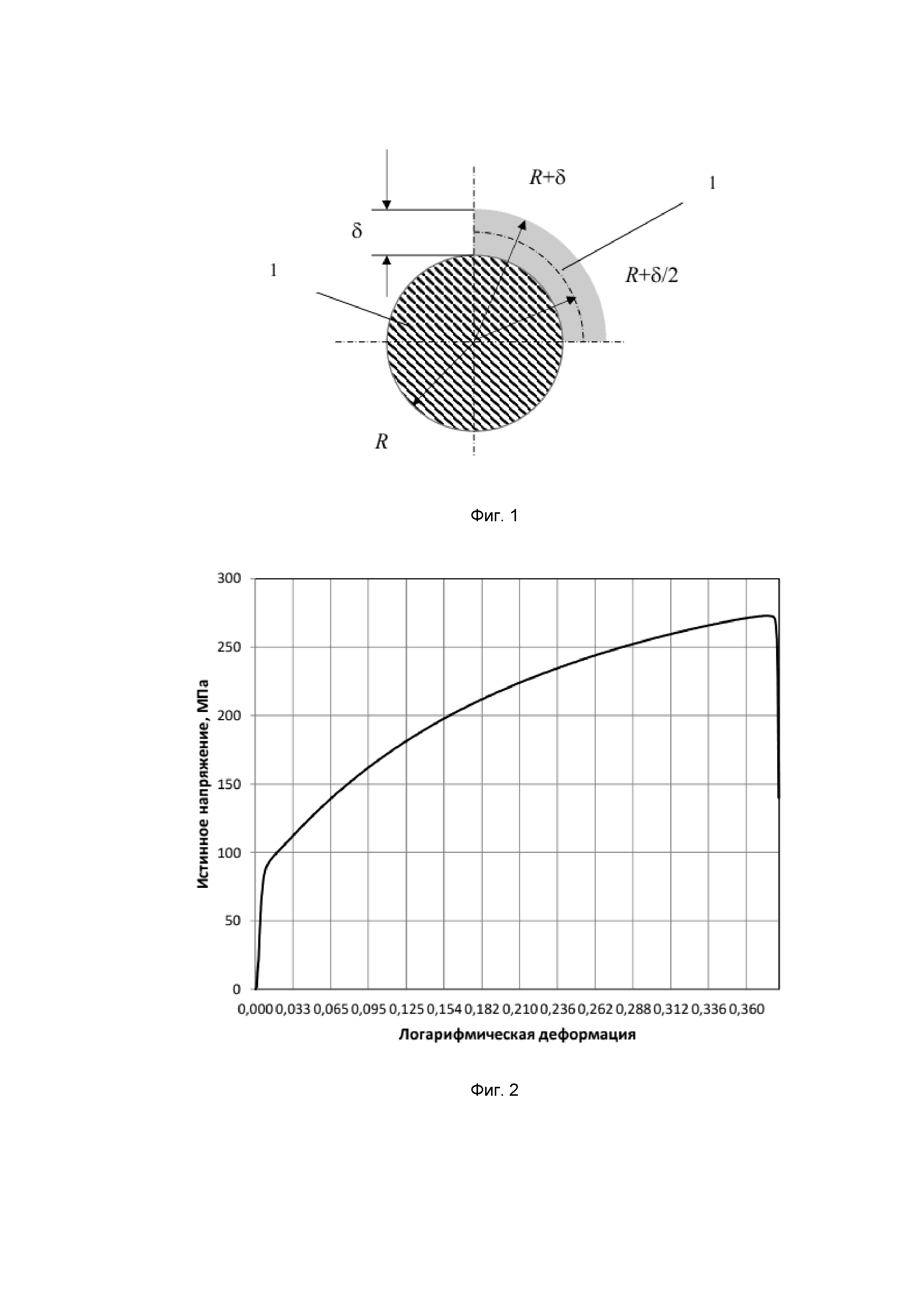
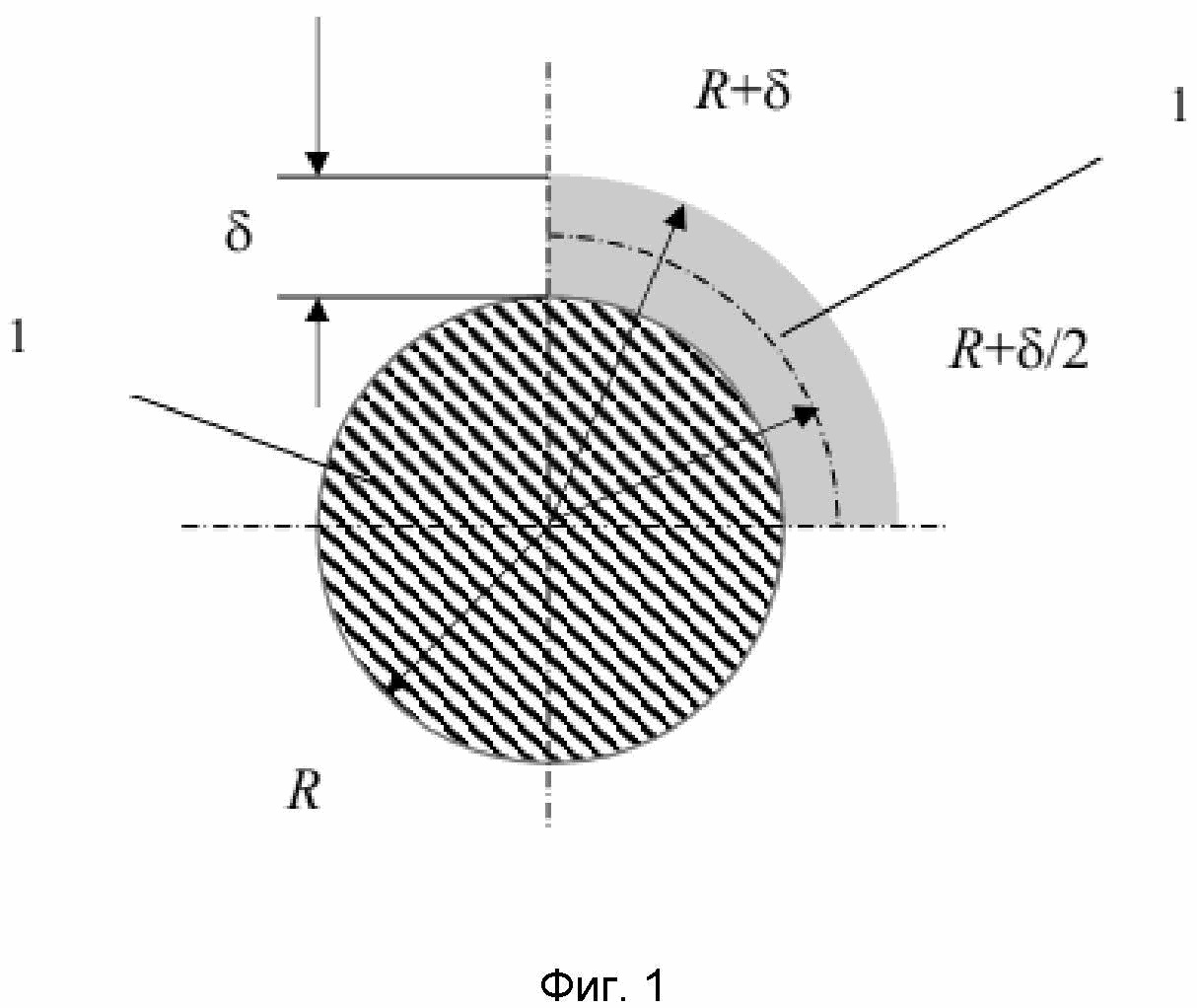
Допустим, при изгибе проволоки 1 на стержне 2 радиусом R (фиг. 1) угол поворота составляет ϕ, а длина проволоки по нейтральному сечению составляет L и она остается такой же после изгиба:
L =(R + δ/2) ϕ. (1)
На растянутом волокне длина увеличится, т.к. радиус здесь равен R + δ:
L р = (R + δ) ϕ. (2)
Поскольку угол изгиба для всех сечений один и тот же, то можно найти соотношение между длинами:
L р /L = (R + δ) / (R + δ/2), (3)
последнее соотношение представляет собой эквивалент коэффициента вытяжки. Отсюда удается найти логарифмическую деформацию удлинения, она равна
ε = ln (Lр/L)=ln ((R + δ) / (R + δ/2)). (4)
Можно также определить относительное удлинение в процентах наружного волокна профиля:
ε% = 100*(Lр – L) /L = 100*(Lр /L) – 1) = 100*((R + δ) / (R + δ/2) - 1). (5)
Оценим ситуацию, когда диаметры стержня и поперечный размер изгибаемого профиля равны, т.е. δ = 2R.
По формуле (5) получим:
ε% = 100*((R + 2R) / (R + R) – 1) = 100* (3/2 – 1) = 50 %. (6)
Здесь видно, что, применяя прием навивания на стержень проволоки, можно достичь значительной деформации, эквивалентной относительному удлинению 50%. Осуществив размотку, проволоки мы повторим этот результат. Накопление деформации удобнее отследить по логарифмическим показателям, поскольку для определения накопленной деформации эти показатели можно складывать.
В рассмотренном случае по формуле (4) получим
ε = ln (Lр/L)=ln ((R + 2R) / (R + R)) = ln (3/2) = 0,41. (7)
Соответственно, в одном цикле намотки и размотки получим ε = 0,82, в двух циклах 1,64; в трех циклах 2,46 и т.д. Следует отметить, что полученный уровень деформации относится к наружному растянутому волокну профиля. Такой же уровень деформации, но с обратным знаком, относится к внутреннему, примыкающему к поверхности стержня волокну профиля. Поскольку в центре проволоки локализовано нейтральное сечение, вблизи которого уровень деформации окажется ниже, то в среднем деформации окажутся ниже, чем это определено для поверхности проволоки. Однако принцип накопления деформации будет соблюдаться: при большем количестве стадий среднее упрочнение будет нарастать.
Выполненные выше расчеты касаются изгиба проволоки, поперечный размер которой описан параметром δ. Под ним можно понимать толщину проволоки прямоугольного сечения.
Предлагаемый способ интенсивной деформации может предполагать, что в качестве заготовки используют проволоку круглого поперечного сечения, а на стадиях разматывания проволоку подвергают закручиванию.
Проволока круглого поперечного сечения отличается от любого другого профиля тем, что ее закручивание на любой угол не приводит к изменению профиля поперечного сечения. При этом достигается такой эффект, что растянутые и сжатые волокна и волокна нейтрального сечения после закручивания меняются местами. Тем самым достигается более равномерное распределение деформации.
Другой вариант выполнения способа может заключаться в том, упрочняют проволоку квадратного поперечного сечения, а на стадиях наматывания проволоки изменяют ее расположение на оправке путем кантовки проволоки на угол 90°.
В этом случае проволоку можно не закручивать для перемены плоскости изгиба, а поворачивать ее с расположением на оправке соседней гранью, которая расположена под 90°. Квадратное сечение здесь в отличие от круглого сечения помогает фиксировать проволоку на поверхности оправки без проворачивания.
Третий вариант может отличаться тем, что упрочняют проволоку шестигранного поперечного сечения, а на стадиях наматывания проволоки изменяют ее расположение на оправке путем кантовки проволоки на угол 60°.
В данном случае роль фиксирующей поверхности выполняет одна из граней шестиугольника и для того, чтобы применить для наматывания соседнюю грань придется развернуть профиль шестиугольника на 60°.
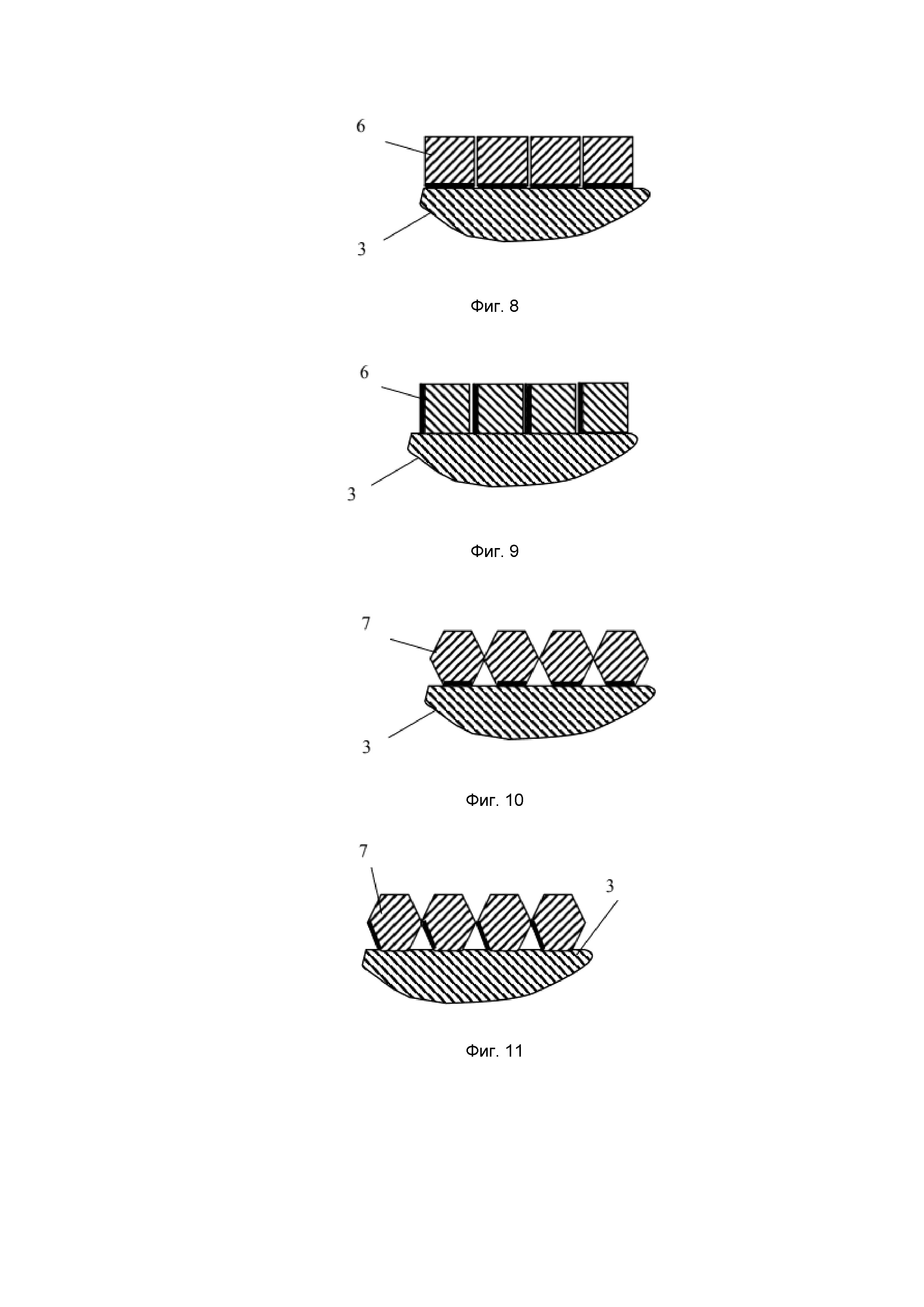
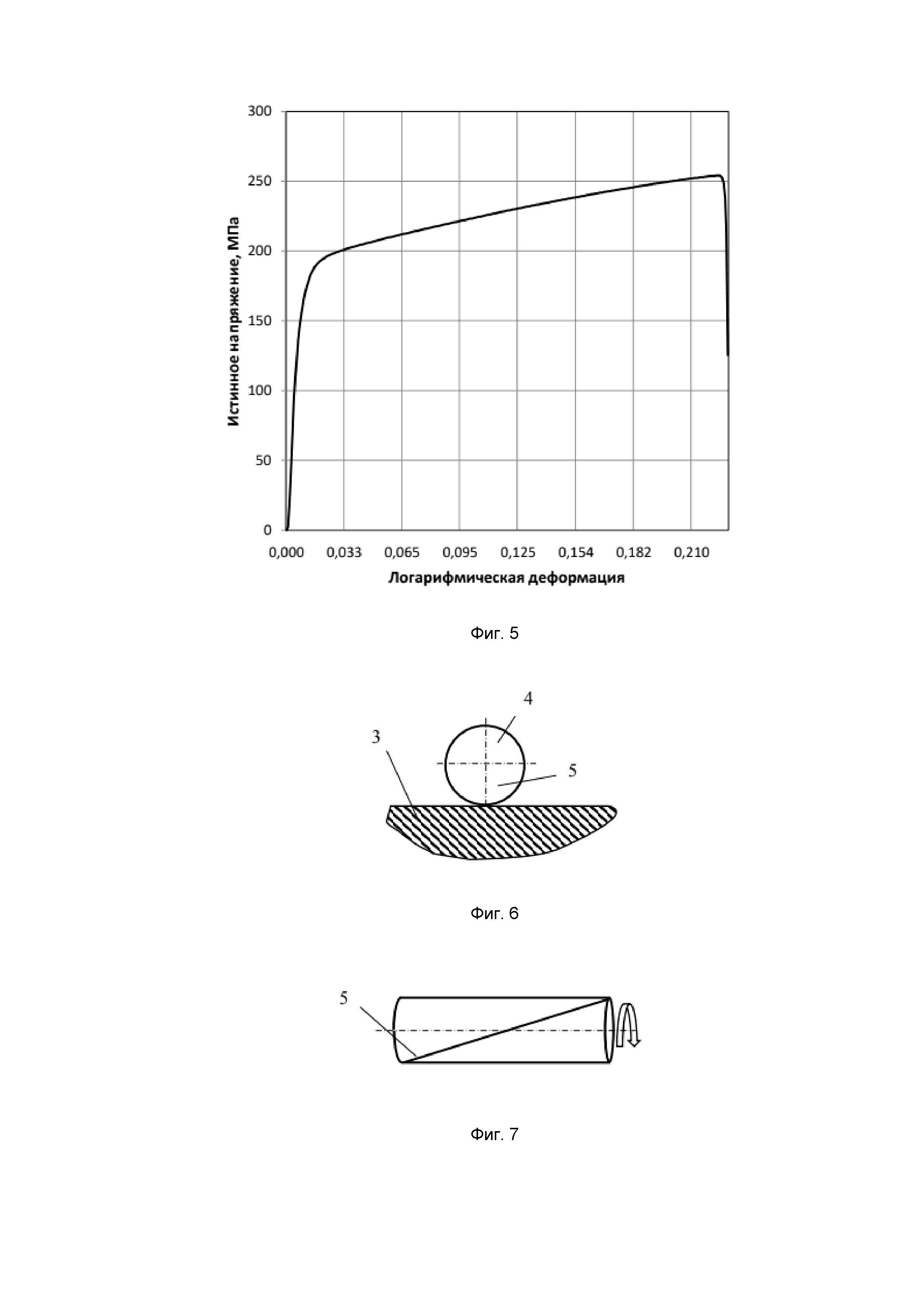
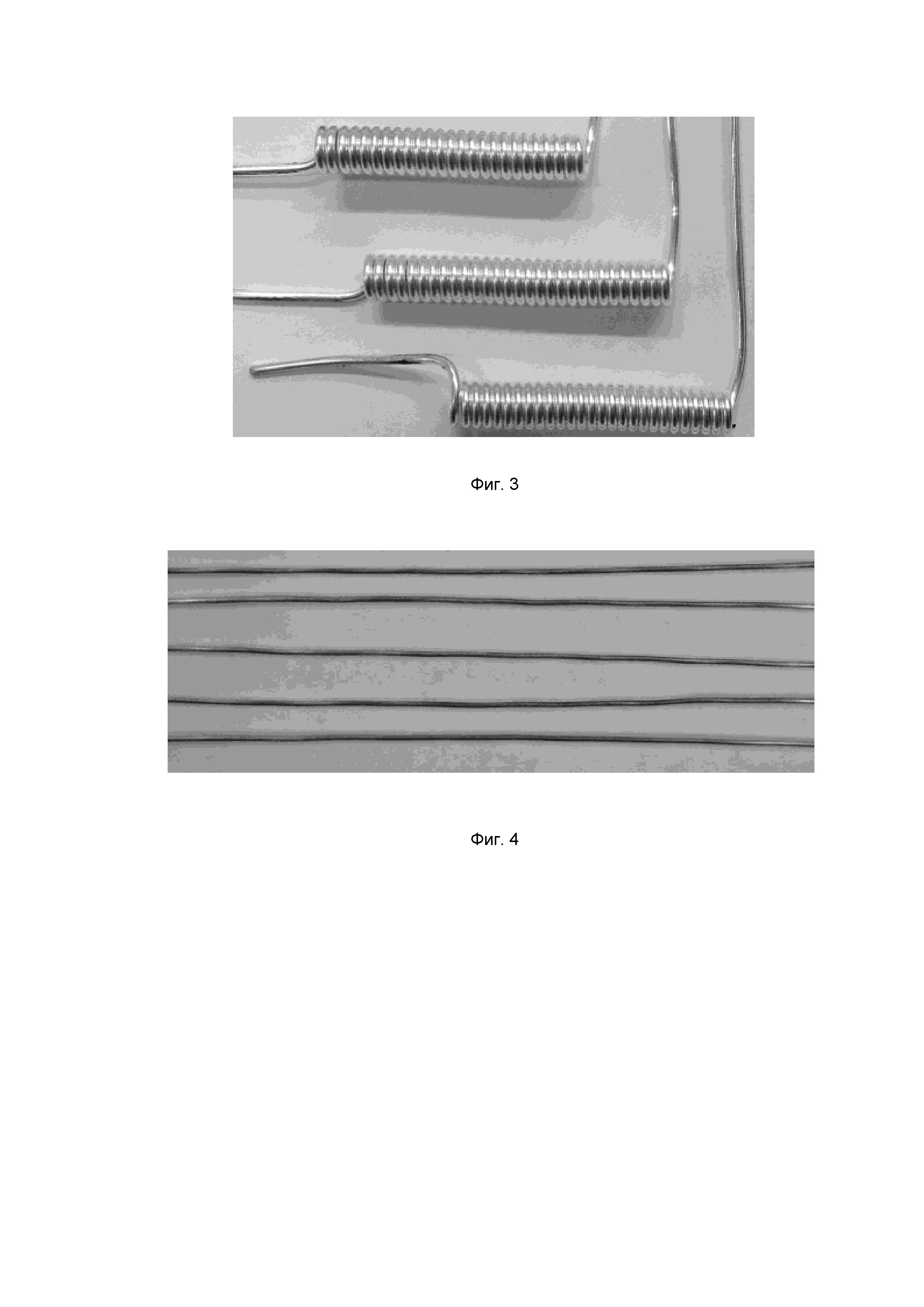
На фиг. 1 изображена схема осуществления способа на примере изгиба фрагмента проволоки, расположенной на стержне. На фиг. 2 приведена диаграмма растяжения проволоки в исходном состоянии. На фиг. 3 приведена фотография проволоки после изгиба в виде спирали, а на фиг. 4 - та же проволока, выпрямленная из спирали. На фиг. 5 приведена диаграмма растяжения проволоки после наматывания и разматывания. На фиг. 6 изображена схема размещения круглой проволоки на оправке, а на фиг. 7 - та же проволока в момент закручивания. На фиг. 8 изображено расположение на оправке проволоки квадратного поперечного сечения после наматывания на первой стадии, а на фиг. 9 - расположение на оправке проволоки квадратного поперечного сечения после наматывания на третьей стадии. На фиг. 10 и 11 изображено расположение на оправке проволоки шестигранного поперечного сечения на первой и третьей стадии соответственно.
Ниже приведены примеры реализации способа.
Пример 1. В качестве исходной заготовки применили проволоку диаметром 1, 2 мм из серебра марки Ср 99,99. Выбор серебра связан с тем, чтобы пластические свойства металл оказались достаточными для проведения опытов. Для оценки исходных прочностных свойств проволоку подвергали растяжению с построением диаграммы «напряжение - деформация». Вид диаграммы показан на фиг. 2. Оценили уровень свойств металла на базовой длине 100 мм: условный предел текучести равен 58 МПа, относительное удлинение до разрыва 50 %.
На первой стадии проволоку навивали на стержень диаметром 3,2 мм. На фото фиг. 3 отображен внешний вид полученных спиралей. На второй стадии спирали распрямляли разматыванием под натяжением. На фото фиг. 4 видно, что проволоку удается размотать из спирали без следов разрушения и она сохраняет достаточно высокий уровень пластичности.
На этой стадии измерили механические свойства материала на базовой длине 100 мм: условный предел текучести равен 126 МПа, относительное удлинение до разрыва 32 %. Здесь видно, что при сохранении достаточно высокого уровня пластичности условный предел текучести удалось увеличить на 100*(126 - 58) / 58 = 117 %.
На фиг. 5 приведена диаграмма растяжения для этой стадии обработки. Она показывает более высокий уровень прочностных свойств материала по отношению к исходному состоянию.
Пример 2. Повторили стадию наматывания и разматывания и измерили свойства: условный предел текучести равен 133 МПа, относительное удлинение до разрыва 18 %. Условный предел текучести удалось увеличить на 100*(133 - 58) / 58 = 129 %.
Пример 3. Повторили стадию наматывания и разматывания и измерили свойства: условный предел текучести равен 153 МПа, относительное удлинение до разрыва 9 %. Условный предел текучести удалось увеличить на 100*(153 - 58) / 58 = 164 %.
Пример 4. При учете закономерности, выявленной в примере 1, при наматывании в тех же условиях проволоки из электротехнической меди марки М00, имеющей условный предел текучести в отожженном состоянии 80 МПа, получим увеличение предела текучести до 174 МПа.
Пример 5. Следующий пример показывает вариант применения проволоки круглого поперечного сечения при реализации способа. Как показано на фиг. 6, при расположении проволоки на поверхности оправки 3 на удаленном от оправки волокне проволоки возникает зона деформаций растяжения 4, а на прилегающем к оправке волокне - зона деформаций сжатия. При этом между этими зонами существует нейтральное сечение. Для лучшей проработки металла желательно менять местами зоны. Это достигается тем, что на стадиях разматывания проволоку подвергают закручиванию, схема процесса изображена на фиг. 7, стрелкой показано направление закручивания. Здесь показано, что зона 5 при закручивании из нижнего положения перемещается в верхнее, минуя, в том числе, и положение нейтрального сечения. Тем самым деформации будут распределены более равномерно.
Пример 6. В качестве заготовки можно использовать проволоку квадратного поперечного сечения 6, ее расположение на оправке 3 показано на фиг. 8. При этом утолщенным отрезком прямой линии отмечено расположение зоны наибольших деформаций сжатия. На нечетных стадиях меняют расположение проволоки на оправке с кантовкой ее на 90 градусов, что показано на фиг. 9 (например, это расположение проволоки на третьей стадии). На этой стадии нейтральное сечение оказывается в зоне действия наибольших деформаций сжатия. Происходит выравнивание распределения деформаций.
Пример 7. В качестве заготовки можно использовать проволоку шестигранного поперечного сечения 7, что показано на фиг. 10. Она располагается на оправке 3, на нижней грани шестиугольного профиля на первой стадии возникают деформации сжатия, они отмечены утолщенным отрезком прямой линии. На следующей стадии наматывания меняют расположение проволоки на оправке с кантовкой ее на 60 градусов (фиг. 11). Наличие плоской грани здесь в отличие от использования проволоки круглого поперечного сечения позволяет фиксировать размещение проволоки на оправке. При каждой последующей стадии возможно использование приема разворота сечения, что позволяет дополнительно выровнять распределение деформации. Этот прием может быть распространен и на иное количество граней.
Реализовать способ возможно на тех материалах, которые позволяют осуществить деформацию изгиба достаточно большое количество раз, например, это медь, серебро, золото и другие пластичные металлы.
Технический результат заключается в возможности накопления деформации без удлинения заготовки, имеющей малый поперечный размер и большую длину при их соотношениях, характерных для проволоки.
Источники информации
1. Патент WO2007068439. Method for manufacturing a tube of copper or copper alloy / BINDERNAGEL ALI, TEYKE ROETGER LOTHAR, ZHIBIN WANG, XIGANG ZHANG. Заявители KOCKS TECHNIK GMBH & CO KG [DE]; GOLDEN DRAGON PRECISE COPPER T [CN]; Опубл. 21.06.07. IPC B21B23/00; B21C1/22.
2. Логинов Ю.Н. Прессование как метод интенсивной деформации металлов и сплавов. Екатеринбург: УрФУ. 2016. 156 с.
3. Патент RU 2570271. Способ комбинированной интенсивной пластической деформации заготовки. Иванов А. М., Рааб Г. И., Петрова Н. Д. Дата регистрации: 13.08.2014. Номер заявки: 2014133400/02. Патентообладатель Институт физико-технических проблем Севера СО РАН, МПК B21J5/06; B21C23/04; C21D7/10.
4. Патент RU 2443493. Способ прессования заготовок с обеспечением интенсивной пластической деформации / Логинов Ю.Н. Дата регистрации: 03.02.2009. Номер заявки: 2009103576/02. МПК B21J 5/00, B21C 23/00, B82B 3/00.
5. Логинов Ю.Н., Богатов А.А. Пластическая деформация без изменения формы. В сборнике: Обработка легких и специальных сплавов. М.: Всероссийский институт легких сплавов. 1996. С. 271-281.
6. Патент RU2326749. Способ ковки длинномерных заготовок. Ю.Н.Логинов, В.В.Котов; заявитель УГТУ-УПИ. Опубл. 20.06.08. IPC B21J 5/02, B21J 13/02.
7. Логинов Ю.Н., Загиров Н.Н. Расчет деформированного состояния при закручивании пористой заготовки в контейнере. Известия высших учебных заведений. Черная металлургия. 1991. № 6. С. 41-44.
8. Логинов Ю.Н., Буркин С.П. Кинематические условия закручивания металла при прессовании через вращающуюся матрицу. Известия высших учебных заведений. Черная металлургия. 1995. № 8. С. 38.
9. Патент US2002007880. Methods for controlling the texture of alloys utilizing equal channel angular extrusion. SEGAL VLADIMIR; WILLETT WILLIAM B; FERRASSE STEPHANE. Publ.24.01.02 IPC B21C23/00; B22D7/00; C22F1/00; C22F1/04; C23C14/34; B21C23/00.
10. Патент US5850755 Method and apparatus for intensive plastic deformation of flat billets. SEGAL VLADIMIR. Publ. 22.12.98. B21C23/00; C22F1/00; C22F1/04.
11. Патент RU2285738. Способ термомеханической обработки двухфазных титановых сплавов/ Н.Г.Баушев, Г.И.Рааб, Л.Р.Саитова и др. Заявитель Уфимский государственный авиационный технический университет. Опубл.20.10.06. IPC C22F 1/18, B21J 5/00.
12. Патент RU2139164. Способ деформирования заготовок в пересекающихся каналах / В.Н.Слобода, Р.З.Валиев, Г.И.Рааб и др. Заявитель Уфимский государственный авиационный технический университет. Опубл.10.10.99. IPC B21J 5/00, C21D 7/00.
13. Логинов Ю.Н., Буркин С.П. Оценка неравномерности деформаций и давлений при угловом прессовании. Кузнечно-штамповочное производство. Обработка материалов давлением. 2001. № 3. С. 29-34.
14. Патент RU2341345. Способ комбинированной интенсивной пластической деформации заготовок / Иванов А. М., Петрова Н. Д., Валиев Р. З., Рааб Г. И., Павлов В.В. Патентообладатель Институт физико-технических проблем Севера СО РАН. МПК: B 21 C 23 00. Дата регистрации: 10.04.2006. Номер заявки: 2006111687/02.
15. Патент RU2240197. Способ комбинированной интенсивной пластической деформации заготовок / Валиев Р.З., Салимгареев Х.Ш., Рааб Г.И., Красильников Н.А., Амирханов Н.М. Патентообладатель Уфимский государственный авиационный технический университет. Дата регистрации: 22.07.2003. Номер заявки: 2003123183/02.
Устройство для крепления кладки наружной стены к перекрытию
Способ прокатки трубной заготовки
Способ производства сверхтонкой электротехнической анизотропной стали
Бесплотинная гэс с принудительным разгоном текущего потока (варианты)
Способ повышения радиационной стойкости и стабилизации светопропускания германо-силикатных стекловолокон
Применение соединений класса 1,3,4-тиадиазина в качестве средства коррекции экспериментального аллоксанового сахарного диабета
Шнековая волновая электростанция (варианты)
Кольцевой регулируемый термосифон
Установка для определения физических параметров высокотемпературного металлического расплава фотометрическим методом в вертикальной вакуумной электропечи
Способ получения литого композиционного материала
Способ определения кристаллографической текстуры осесимметричных заготовок
Комплекс для переработки бокситов
Флюс для защитного покрытия расплава латуни
Способ выплавки многокомпонентной латуни
Пористая структура для медицинских имплантатов
Способ обработки пористых имплантатов на основе металлических материалов
Ячеистая структура имплантатов
Ячеистая структура имплантата
Комплекс для переработки бокситового сырья
Способ переработки бокситов на глинозем

