Результат интеллектуальной деятельности: УСОВЕРШЕНСТВОВАНИЕ СВЕРХУПРУГИХ ИГЛ
Вид РИД
Изобретение
Настоящее изобретение относится к усовершенствованиям, применимым к способам изготовления хирургических игл, полученных из сверхупругих сплавов, для использования в лапароскопических или эндоскопических процедурах.
Из патента ЕР 0529675 от 31 августа 1992 г. известна хирургическая игла, которая изготовлена из сплава с памятью формы, который имеет первое состояние, так называемое "низкотемпературное" состояние, и второе состояние, так называемое "высокотемпературное" состояние.
В своем низкотемпературном состоянии игла может иметь продолговатую форму, которая позволяет игле проходить в прямую трубку.
В своем высокотемпературном состоянии игла принимает заданную дугообразную форму и тогда является подходящей для использования в качестве хирургической иглы.
Игла согласно патенту ЕР 0529675 является особенно подходящей для эндоскопических процедур, в которых элементы поступают на место хирургической операции, проходя через катетер или троакар, имеющий внутренний диаметр малого размера.
Однако игла, описанная в патенте ЕР 0529675, имеет недостатки, поскольку необходимо поместить тело иглы, вводимой на место хирургической операции, вблизи источника тепла таким образом, что она принимает конфигурацию, изогнутую согласно заданной дуге.
Из патента ЕР 1251785, обладателем которого является заявитель, известна хирургическая игла, которая состоит из сверхупругого сплава, который, после обработки, имеет два различных состояния, что делает возможным, с одной стороны, перевод иглы в практически продолговатое положение, когда ее помещают во внутренний канал катетера или аппликатора, и, с другой стороны, когда ее извлекают из катетера или аппликатора, она должна быть способной принимать изогнутый профиль в форме дуги окружности вследствие своих собственных свойств сверхэластичности или сверхупругости.
Задача настоящего изобретения заключается в том, чтобы усовершенствовать способ изготовления сверхупругой иглы для обеспечения поддержания двух различных состояний, что делает возможным переход иглы из продолговатой формы при нахождении в катетере, в изогнутую форму на месте хирургической операции при одновременном обеспечении наличия у иглы сопротивления изгибу в процессе перфорации тканей.
Согласно настоящему изобретению, способ изготовления хирургической иглы, выполненной из прутообразной заготовки из сверхупругого или сверхэластичного сплава, включающего основу из никеля (Ni) и титана (Ti), включает:
- осуществление холодного формования или формования при комнатной температуре изогнутого профиля иглы, находящейся в надлежащем креплении;
- термическую обработку иглы, находящейся в указанном креплении, для запоминания приданной геометрии изогнутого профиля;
- очистка иглы посредством раствора химического реагента для удаления слоя оксида, осажденного на игле в процессе ее термической обработки.
В способе изготовления согласно настоящему изобретению иглу в указанном креплении подвергают отжигу при температуре нагревания 470°С в течение 15 минут с последующим охлаждением ледяной водой для запоминания приданной геометрии изогнутого профиля.
В способе изготовления согласно настоящему изобретению температура ледяной воды составляет от 3 до 5°С.
В способе изготовления согласно настоящему изобретению раствор для химической очистки состоит из HF+HNO3+Н2О2 в соответствующих пропорциях 1:3:6.
В способе изготовления согласно настоящему изобретению продолжительность химического воздействия раствора для очистки иглы составляет от 1 до 3 минут.
В способе изготовления согласно настоящему изобретению перед холодным формованием иглу подвергают термомеханической обработке, делая возможным увеличение ее сопротивления изгибу посредством увеличения разности между температурой в конце аустенитно-мартенситного превращения и температурой применения.
В способе изготовления согласно настоящему изобретению профиль прутообразной заготовки иглы модифицируют таким образом, что последняя имеет некруглое поперечное сечение.
Описание изобретения
Способ изготовления хирургической иглы, полученной из прутообразной заготовки, выполненной из сверхупругого или сверхэластичного сплава, включающего основу из никеля (Ni) и титана (Ti), включает первую стадию холодного формования или формования при комнатной температуре изогнутого профиля иглы в надлежащем креплении.
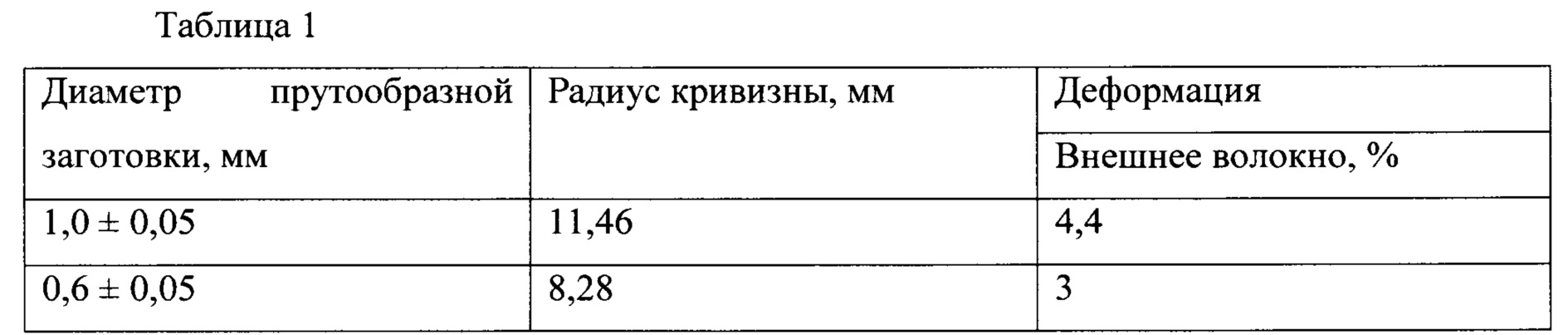
Указанная стадия включает помещение прутообразной заготовки, выполненной из сплава никеля (Ni) и титана (Ti), в специальное крепление, что делает возможным придание (при комнатной температуре) и сохранение (при повышенных температурах) формы дуги, имеющей радиус кривизны, который соответствует желательному профилю иглы при использовании на месте хирургической операции.
Приведенная ниже таблица резюмирует геометрию радиуса кривизны, которая должна быть придана прутообразной заготовке из сплава для иглы, как функцию ее диаметра в течение стадии формования:
Способ изготовления хирургической иглы включает вторую стадию, которая заключается в осуществлении термической обработки иглы, находящейся в креплении, для запоминания приданной геометрии.
Указанная термическая обработка делает возможным запоминание геометрии радиуса кривизны, придаваемой в течение первой стадии способа изготовления. Режим термической обработки (отжига) имеет следующие параметры: 470°С в течение 15 минут с последующим охлаждением ледяной водой при температуре, составляющей приблизительно от 3 до 5°С.
Способ изготовления хирургической иглы включает третью стадию, которая состоит в очистке иглы посредством химического травления типа электрохимической или электролитической полировки или посредством раствора химического реагента для удаления слоя оксида, нанесенного на вышеуказанную иглу в процессе ее термической обработки.
В случае электролитической полировки предложено использование смеси фосфорной кислоты и серной кислоты, концентрации которых зависят от регулирования плотности тока, от температуры электролитной ванны и от продолжительности обработки.
В случае использования раствора химического реагента последний состоит, главным образом, из фтористоводородной кислоты (HF) и азотной кислоты (HNO3) согласно следующему составу:
HF+HNO3+Н2О2 в соответствующих объемных пропорциях 1:3:6.
Продолжительность химического воздействия может составлять от 1 до 3 минут в зависимости от концентрации каждого химического компонента раствора.
Способ изготовления согласно настоящему изобретению проверяли экспериментально, используя следующую методику:
- для каждого диаметра, указанного выше в таблице 1, прутообразной заготовке из сплава придавали различные радиусы кривизны,
- после термической обработки каждый образец вставляли в катетер в продолговатом или прямом положении, и затем помещали его таким образом, чтобы он мог принимать конфигурацию в соответствии с заданным радиусом кривизны,
- указанную операцию повторяли от пяти до десяти раз с последующей оценкой восстановленной формы.
Проведение указанных экспериментов позволило установить, что содержание иглы в катетере в продолговатом положении не влияет на ее сверхэластичные свойства, и в игле не создается необратимой пластической деформации.
Согласно одному варианту реализации, способ изготовления согласно настоящему изобретению может включать стадию термомеханической обработки, которая делает возможным повышение сопротивления иглы изгибу для обеспечения устойчивости ее положения в процессе перфорации тканей.
Для этой цели необходимо заблаговременно, перед холодным формованием иглы, модифицировать функциональные свойства материалов с памятью формы сверхупругого или сверхэластичного типа, которые включают основу из никеля (Ni) и титана (Ti), посредством регулирования режимов термомеханической обработки.
Для данного сплава сопротивление иглы, в частности, сопротивление изгибу может увеличиваться, если увеличивается разность между температурой в конце мартенситного превращения и температурой применения.
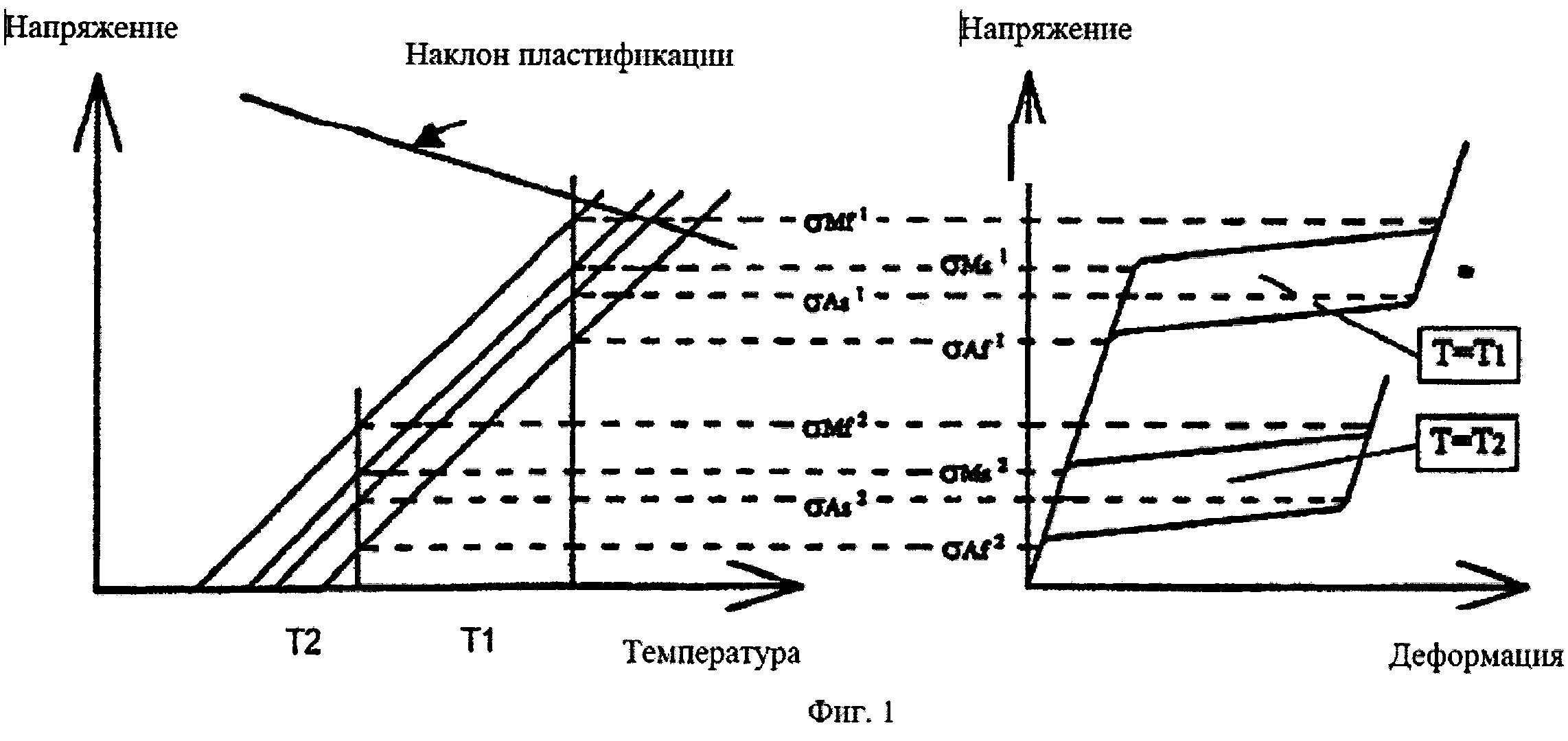
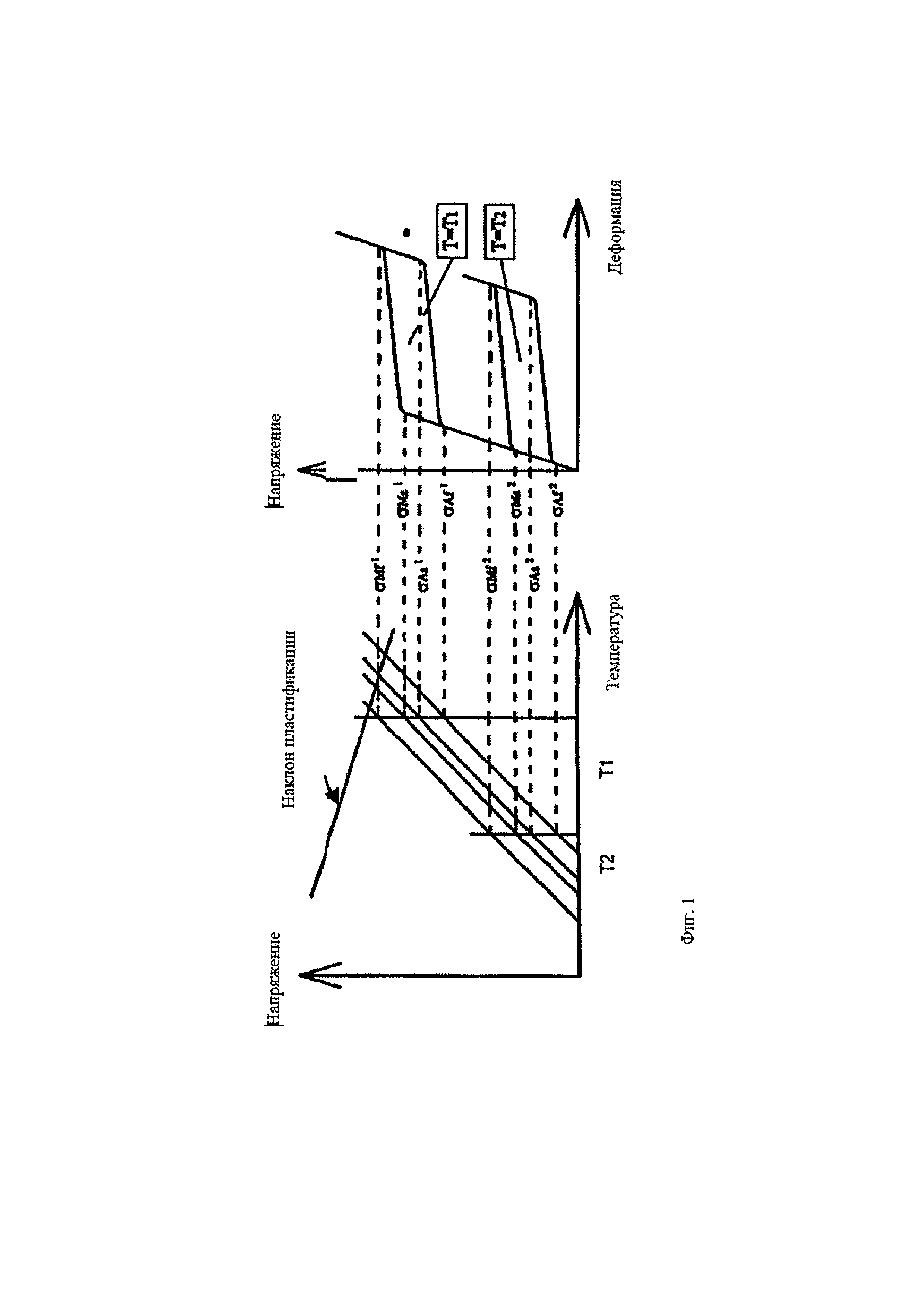
На Фиг. 1 показано влияние указанной разности между температурой в конце мартенситного превращения и температурой применения
Способ изготовления согласно настоящему изобретению предусматривает термомеханическую обработку используемого сплава посредством приложения переменного напряжения σMs1 или σMs2, которое поддерживают при постоянной температуре T1 или Т2, для увеличения разности между температурой в конце мартенситного превращения и температурой применения (фиг. 1).
Вначале прутообразная заготовка, выполненная из сплава,, образующая иглу, является полностью аустенитной, и напряжение увеличивают до тех пор, пока не будет пройдена зона превращения. Напряжение затем снимают для возвращения в исходное состояние.
Когда напряжение изменяют от 0 до σMs1 или σMs2, соотношение является линейным, и свойства соответствуют таковым для упругого аустенита, характеризуемого своим модулем упругости (модулем Юнга).
Когда напряжение изменяют в интервале от σMs1 до σMf1 или от σMs2 до σMf2, материал вступает в область превращения, где наблюдается "кажущаяся жесткость" (наклон в зоне превращения) меньше модуля упругости, и именно в этот момент происходит фазовое превращение.
Наконец, когда напряжение составляет более чем σMf1 или σMf2, восстанавливается упругий режим ориентированного мартенсита. Когда напряжение снимают, те же стадии происходят в обратном порядке при меньших уровнях напряжения (от σAs1 до σAf1 или от σAs2 до σAf2).
Следует отметить, что фазовое превращение происходит при более высоких уровнях напряжения по мере увеличения разности между указанными температурами.
Следует отметить, что кривая сверхэластичности, полученная при температуре Т1, соответствует более высокому уровню напряжения и, таким образом, проявляет более высокое сопротивление, чем сопротивление, полученное при меньшей температуре Т2.
Необходимо принимать меры предосторожности, чтобы сохранять напряжение, индуцированное в материале в процессе его деформации, не превышающее исходное напряжение традиционной пластической деформации. В случае превышения последнего напряжения, пластификация материала будет вызывать значительную потерю сверхэластичных свойств.
Указанное увеличение разности между температурой в конце мартенситного превращения и температурой применения обеспечивает увеличение сопротивления изгибу иглы.
В еще одном варианте реализации способ изготовления согласно настоящему изобретению может включать стадию, заключающуюся в модификации профиля прутообразной заготовки иглы, что делает возможным повышение сопротивления изгибу у игл для обеспечения устойчивости положения последних в процессе перфорации тканей.
Чтобы обеспечить удовлетворительную работу иглы для наложения шва, изгиб в плоскости начальной кривизны должен быть предпочтительным по сравнению с другими плоскостями изгиба. Указанное условие оказалось весьма важным с точки зрения качества шва, поскольку оно делает возможным гарантию устойчивости положения иглы в процессе перфорации тканей, главным образом, когда сила, прилагаемая к концу иглы, не остается точно в плоскости ее среднего волокна.
Чтобы выполнить указанное условие отсутствия отклонения тела иглы, необходимо заменить круглое поперечное сечение последней некруглым поперечным сечением, имеющим момент инерции относительно оси Y, перпендикулярной силе при наложении шва, который составляет менее чем момент инерции относительно оси Z, параллельной к указанной силе.
Чем больше разность между моментами инерции относительно осей Y и Z, тем лучше гарантия того, что изгиб иглы будет происходить в ее плоскости начальной кривизны, даже если сила при наложении шва слегка отклоняется по отношению к указанной плоскости.
Таким образом, выбор некруглого поперечного сечения имеет явное преимущество по сравнению с круглым поперечным сечением, поскольку позволяет обеспечить отсутствие отклонения иглы в случае небольших изменений ее положения по отношению к точке шва.
Согласно настоящему изобретению, способ изготовления хирургической иглы, полученной из прутообразной заготовки, выполненной из сверхупругого или сверхэластичного сплава, включающего основу из никеля (Ni) и титана (Ti), не ограничен применениями, которые были описаны выше, и следует понимать, что предшествующее описание было представлено лишь в качестве примера и никаким образом не ограничивает объем притязаний настоящего изобретения, который не будет исчерпан при замене подробно описанного варианта реализации каким-либо другим эквивалентом.