Результат интеллектуальной деятельности: ПУАНСОН ДЛЯ КОМПРЕССИОННЫХ ПРЕСС-ФОРМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к пуансону для компрессионных пресс-форм, в частности для компрессионного формования порций пластического материала.
Изобретение может быть применено, в частности, но не ограничиваясь этим, при производстве крышек для укупоривания контейнеров.
Уровень техники
В документах CN 103085236 B и CN 203171963 U раскрывается одна из компрессионных пресс-форм согласно известному уровню техники, которая включает пуансон, содержащий несколько разных деталей, в частности: охлаждаемый водой сердечник, соединенный с резьбовым сердечником и вмещающий трубчатый шток, внутри которого установлен другой сердечник.
В документе US 4660801 описывается пресс-форма, в которой газ вытесняется по периферийной поверхности формовочного стержня, а выпускное отверстие для газа сформировано на границе между двумя деталями пуансона.
В документе US 6,736,628 раскрывается карусельное устройство компрессионного формования для изготовления крышек из пластического материала, включающее множество пресс-форм, каждая из которых содержит охватывающую полуформу и пуансон, при этом предусмотрена подача в пуансон сжатого воздуха, который, выходя через отверстия для текучей среды, вызывает отделение крышки, способствуя ее съему.
В документе US 5786079 раскрывается карусельное устройство компрессионного формования, в котором пуансоны оснащены охлаждающим контуром.
В документе US 4274822 раскрыт пуансон в соответствии с ограничительной частью пункта 1 формулы изобретения.
Существует необходимость в улучшении некоторых из технологических аспектов процесса компрессионного прессования порций пластического материала согласно известному уровню техники. В первую очередь, желательно усовершенствовать пресс-формы известного уровня техники за счет улучшения отвода газа из формовочной полости с целью повышения эффективности прессования материала и, соответственно, повышения качества формованного изделия. Во-вторых, желательно усовершенствовать подачу технологического газа внутрь формовочной полости на одном или нескольких этапах компрессионного формования материала. Качество формованного изделия также может быть улучшено за счет повышения эффективности охлаждения пресс-формы.
Раскрытие сущности изобретения
Задачей настоящего изобретения является создание пуансона, позволяющего исключить один или несколько из вышеприведенных ограничений и недостатков известного уровня техники.
Одним из преимуществ пуансона согласно настоящему изобретению является эффективный отвод газа из формовочной полости в процессе прессования материала.
Следующим преимуществом пуансона согласно настоящему изобретению является оптимальная подача технологического газа внутрь формовочной полости пресс-формы, используемой для формования материала.
Пуансон согласно настоящему изобретению является недорогим, поскольку изготовлен из относительно дешевых материалов, что также является преимуществом.
Следующим преимуществом настоящего изобретения является относительно простой и малозатратный процесс изготовления компрессионной пресс-формы.
Преимущество настоящего изобретения заключается в создании пуансона, который обладает высокой механической прочностью, то есть имеет высокое сопротивление износу и разрушению (в частности, при сжатии, и/или растяжении, и/или изгибе, и/или кручении, и/или напряжении сдвига).
Одним из преимуществ прессующего пуансона согласно изобретению является то, что он имеет относительно высокую жесткость, то есть способен обеспечить точность конфигурации и размеров формуемых деталей.
Преимущество настоящего изобретения состоит в том, что пуансон может обеспечить точное и эффективное формование деталей (крышек для укупоривания контейнеров), имеющих очень тонкую стенку (конкретнее, нижнюю стенку, например панель крышки).
Преимуществом изобретения является создание конструктивно простого и малозатратного в изготовлении прессующего пуансона.
Преимуществом изобретения является простота и дешевизна способа нанесения по меньшей мере одного слоя покрытия на поверхности пуансона.
Преимуществом изобретения является сокращение времени и затрат на изготовление прессующего пуансона, поскольку он может содержать по меньшей мере одну деталь стандартного размера и по меньшей мере другую деталь, соответствующую размеру формуемого изделия.
Преимуществом изобретения является то, что детали пунсона изготовлены из разных материалов, при этом материал формующей детали отличается от материала остальных деталей и подбирается в соответствии с формой и/или размерами формуемого изделия и/или в соответствии с конкретными потребностями в охлаждении.
Преимуществом настоящего изобретения является то, что можно простым способом придать разные свойства разным деталям пуансона (например, штоку и головке), применяя разнообразные покрытия для приспособления деталей к разным функциям, например, применяя одно покрытие для штока, способное обеспечить большое сопротивление (износу, и/или царапанию, и/или нагружению), и применяя второе покрытие для головки, эффективно повышающее ее извлекаемость из формы.
Преимуществом настоящего изобретения является простота и легкость замены поврежденной детали пуансона при неизменности остальных.
Таким образом, один пуансон и/или одна пресс-форма согласно одному или нескольким пунктам нижеприведенной формулы изобретения способны обеспечить перечисленные признаки и преимущества, наряду с дополнительными преимуществами.
Согласно одному из вариантов, пуансон для компрессионного формования, а именно для компрессионного формования пластического материала, содержит шток, головку, которая соединена (например, посредством резьбы) с указанным штоком, границу между штоком и головкой, средство обеспечения прохождения газа, продолжающееся от указанной границы до торцевой поверхности пуансона, ограничивающей формовочную полость, в которой осуществляется компрессионное формование материала, и по меньшей мере один канал, выполненный в головке и сообщающийся со средством обеспечения прохождения газа для вывода/ввода газа через вышеупомянутую торцевую поверхность пуансона.
Вышеуказанный канал, в частности, может входить в боковую периферийную поверхность головки, которая может по меньшей мере частично расширяться в направлении, по существу параллельном продольной оси пуансона.
Вышеупомянутая торцевая поверхность может продолжаться, в частности, поперек продольной оси пуансона. Вышеупомянутая торцевая поверхность, например, может быть обращена наружу в одном направлении, которое по существу параллельно продольной оси пуансона. Вышеупомянутая торцевая поверхность, в частности, может ограничивать один из участков формовочной полости, в котором формируется нижняя стенка формуемого изделия (крышки для укупоривания контейнеров).
Указанный проход для газа может входить в одну из внутренних (центральных) областей пуансона, которая отдалена от периферийного края торцевой поверхности. Внутренняя область торцевой поверхности, на которую выходит проход для газа, может рассматриваться как промежуточная зона между периферийным краем торцевой поверхности и центральной продольной осью пуансона, находящаяся на некотором радиальном расстоянии от периферийного края нижней поверхности и на некотором радиальном расстоянии от продольной оси, причем термин радиальный используется относительно продольной оси.
Краткое описание чертежей
Для облегчения понимания сути изобретения и его практического осуществления ниже со ссылкой на прилагаемые чертежи приводится описание иллюстративного неограничительного варианта настоящего изобретения.
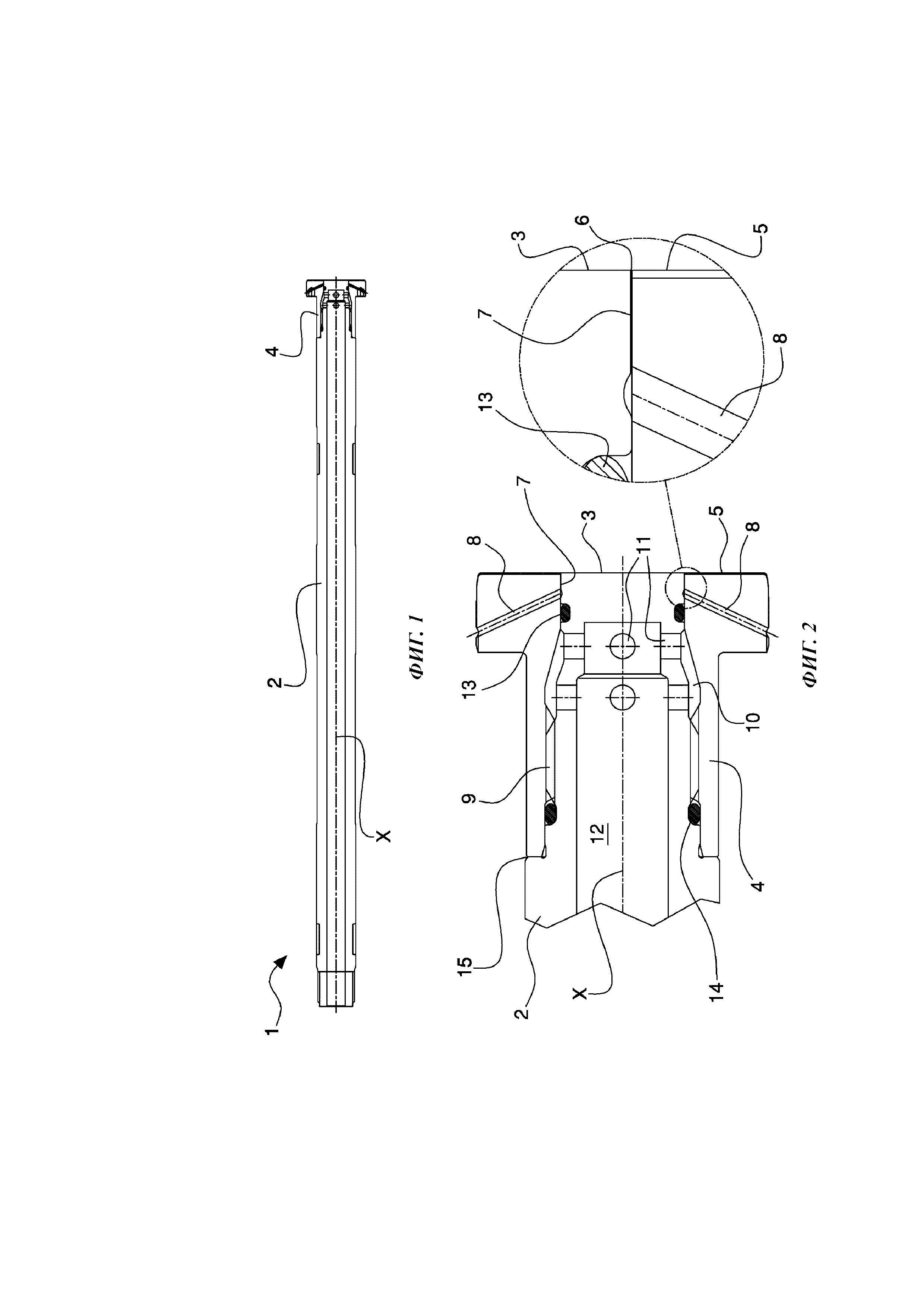
На фиг. 1 показан вид в продольном разрезе одного из вариантов пуансона согласно настоящему изобретению;
на фиг. 2 – увеличенный вид участка пуансона, представленного на фиг. 1;
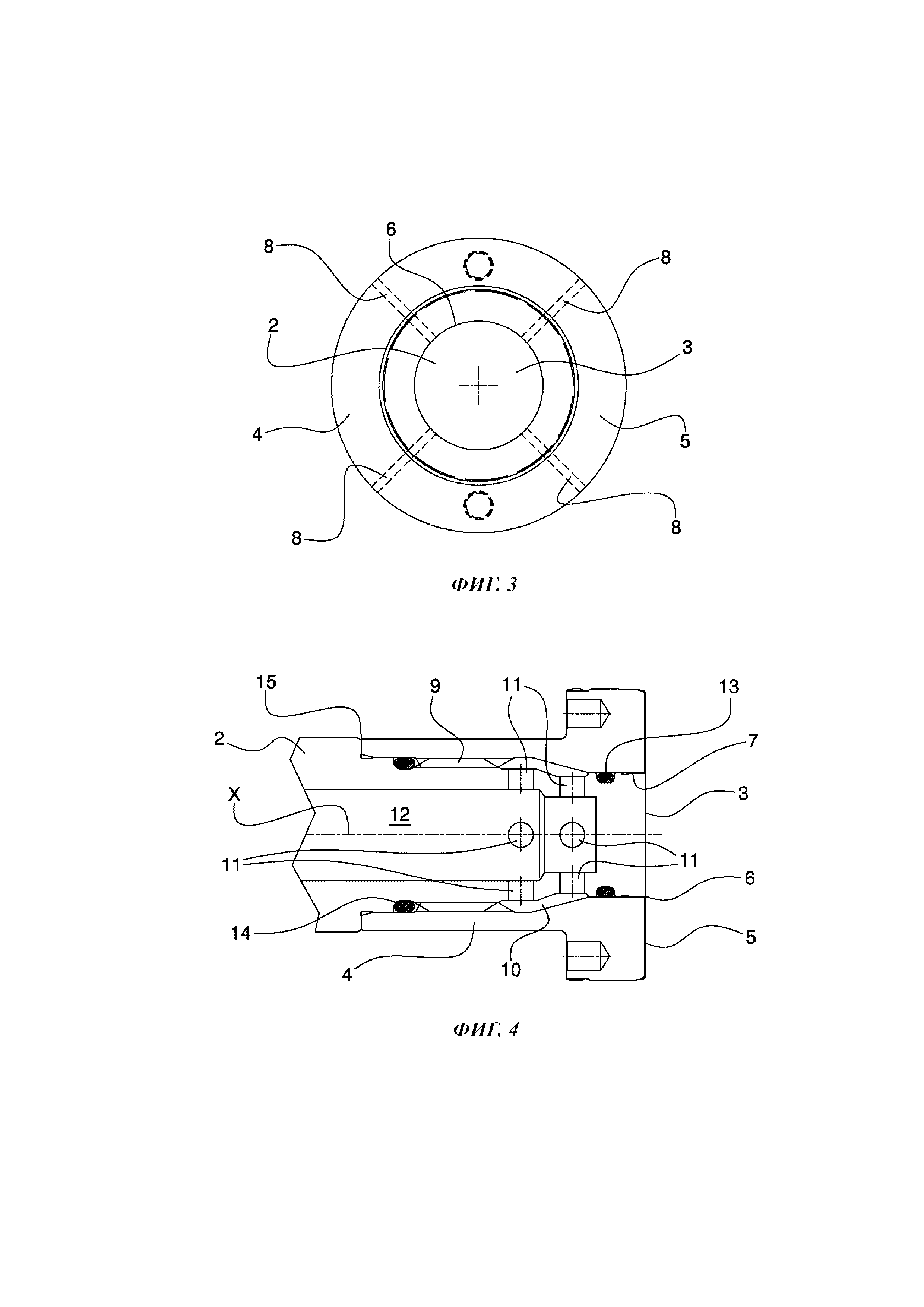
на фиг. 3 – вид справа представленного на фиг. 2 участка пуансона;
на фиг. 4 – другой вид в разрезе представленного на фиг. 2 участка пуансона;
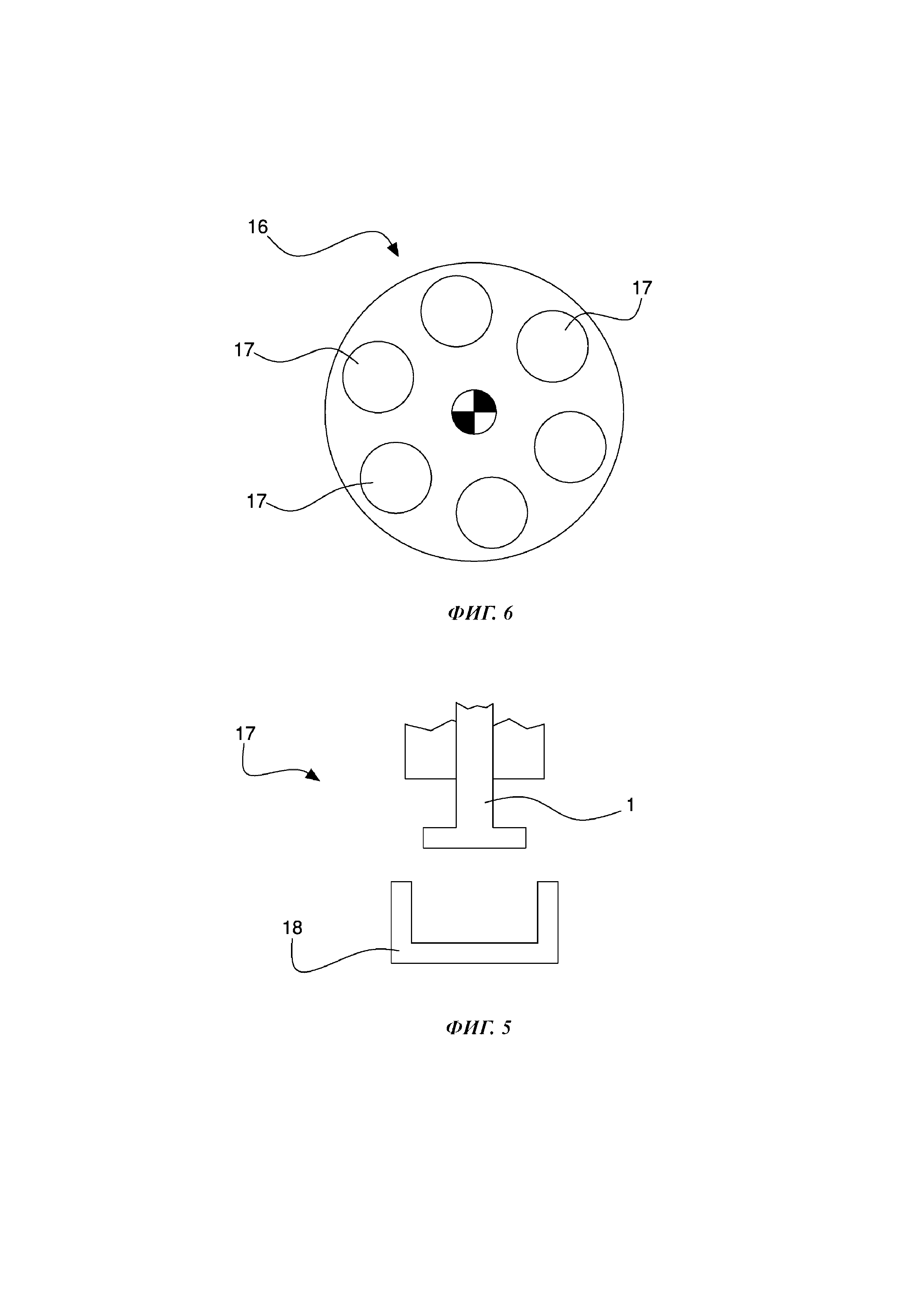
на фиг. 5 – схематичное изображение спереди одного формовочного блока с вертикально перемещаемым пуансоном, показанным на фиг. 1, в процессе компрессионного формования пластического материала;
на фиг. 6 – схематичный вид сверху формовочного устройства карусельного типа, содержащего множество формовочных блоков, один из которых показан на фиг. 5.
Осуществление изобретения
Ссылочной позицией 1 обозначен в целом пуансон для компрессионного формования по меньшей мере одной порции (пластического) материала. Пуансон 1 может быть приспособлен, в частности, для формовочного блока компрессионного формования крышек из пластического материала для укупоривания контейнеров. Пуансон 1, в частности, приспособлен для взаимодействия с матрицей, определяющей соответствующую формовочную полость, в которую помещают по меньшей мере одну порцию пластического материала, подлежащего формованию.
Пуансон 1 может содержать, в частности, по меньшей мере один шток 2 с продольной осью X. Направление продольной оси Х может по существу соответствовать направлению силы сжатия, создаваемой формовочным блоком для формования изделия.
Шток 2 может содержать, как в данном примере, одну первую поверхность 3 (например, круглой формы). В частности, по меньшей мере часть первой поверхности 3 может продолжаться перпендикулярно продольной оси X. Первая поверхность 3 предназначена для контакта с материалом (например, пластическим материалом) для его сжатия во время этапа прессования в формовочной полости.
Пуансон 1 может содержать, в частности, по меньшей мере одну головку 4, соединенную со штоком 2. Головка 4 может содержать, как в данном примере, одну вторую поверхность 5 (например, в виде кольцевой коронки). В частности, по меньшей мере часть второй поверхности 5 может продолжаться поперек (перпендикулярно) продольной оси X. Вторая поверхность 5, как в данном примере, может прилегать (снаружи) к первой поверхности 3. Вторая поверхность 5 предназначена для контакта с материалом (например, пластическим материалом) для его сжатия во время этапа прессования в формовочной полости.
Пуансон 1 может содержать, в частности, по меньшей мере одну разделительную границу между штоком 2 и головкой 4. Граница между штоком 2 и головкой 4 (граница шток-головка) может содержать, как в данном примере, по меньшей мере одну граничную линию 6, отделяющую первую поверхность 3 от второй поверхности 5. Средство 7 обеспечения прохождения газа, в частности, может быть расположено на границе шток-головка и может представлять собой, например, одну или несколько узких щелей или полостей, подходящих для обеспечения прохождения газа. Средство 7 обеспечения прохождения газа, в частности, может доходить до граничной линии 6 между вышеуказанными поверхностями 3 и 5.
Средство 7 обеспечения прохождения газа (вентиляция) может представлять собой, например, узкую полость, которая на граничной линии 6 или рядом с ней может иметь максимальную ширину примерно 0,01–0,02 мм, например не более 0,02 мм, или 0,05 мм, или 0,10 мм, или 0,15 мм, или 0,20 мм. Вышеупомянутое средство 7 обеспечения прохождения газа может иметь разнообразную конфигурацию, например: может быть сформировано в виде полости с увеличенным или уменьшенным количеством скошенных поверхностей либо участков уменьшенного диаметра или может иметь другой вид. Указанная ширина может быть постоянной вдоль всей полости (например, вплоть до расширенного участка, который может быть обращен к каналу 8, как в указанном случае), либо после граничной линии 6 ширина указанной полости может быть на несколько миллиметров больше, в частности, с целью предотвращения возвратного перемещения расплавленного пластического материала по полости указанного средства 7 обеспечения прохождения газа.
Пуансон 1, в частности, может содержать внутри головки 4 по меньшей мере один канал 8. В данном частном случае предусмотрены четыре канала 8, которые разнесены на 90°. Каждый канал 8, как в данном примере, может сообщаться с средством 7 обеспечения прохождения газа для вывода и/или ввода газа внутрь полости, ограниченной вышеуказанными первой 3 и второй 5 поверхностями. Указанная полость, в частности, является формовочной полостью, в которой осуществляется процесс прессования пластического материала.
Средство 7 обеспечения прохождения газа, например, может содержать единственное отверстие на граничной линии 6. Средство 7 обеспечения прохождения газа может, например, содержать множество отверстий, расположенных с угловым разнесением на границе 6.
Средство 7 обеспечения прохождения газа в зонах границы, отличных от граничной линии 6, может содержать один кольцевой проход. Средство 7 обеспечения прохождения газа в зонах границы, отличных от граничной линии 6, может содержать множество проходов, сообщающихся с каналом(ами) 8. Средство 7 обеспечения прохождения газа в зонах границы, отличных от граничной линии 6, может содержать один кольцевой проход, примыкающий к граничной линии 6 и связанный с множеством проходов, сообщающихся, в свою очередь, с каналом(ами) 8.
Первая поверхность 3 (круглая), как в данном примере, может быть окружена второй поверхностью 5 (кольцевой коронкой). В частности, граничная линия 6 может представлять собой замкнутую кольцеобразную (круглую) линию.
Граница между штоком 2 и головкой 4 может по меньшей мере частично расширяться в направлении продольной оси X.
Головка 4 может быть, как в данном примере, соединена со штоком 2 посредством разъемного соединения, в частности резьбового соединения 9.
Пуансон 1, в частности, может содержать по меньшей мере один охлаждающий контур, по меньшей мере частично расположенный внутри штока 2.
Охлаждающий контур может содержать, как в данном примере, по меньшей мере один зазор 10, расположенный на границе шток-головка, при этом по меньшей мере один участок охлаждающего контура находится в контакте с головкой 4.
Охлаждающий контур, в частности, может содержать по меньшей мере два канала 11 для текучей среды (по меньшей мере один входной канал и по меньшей мере один выходной канал), выполненные в одной стенке штока 2 и сообщающиеся с вышеуказанным зазором 10 для циркуляции текучей среды. Охлаждающий контур может также содержать средство для подачи охлаждающей текучей среды к входному(ым) каналу(ам) 11 для текучей среды и средство для возврата охлаждающей текучей среды из выходного(ых) канала(ов) 11 для текучей среды. Указанные средства подачи и возврата охлаждающей текучей среды, в частности, могут быть расположены внутри продольной полости 12, выполненной в штоке 2. Указанные средства подачи и возврата охлаждающей текучей среды, в частности, могут содержать один или несколько каналов для подачи текучей среды (например, известного типа), которые не показаны на чертежах.
Пуансон 1, в частности, может содержать первое уплотнительное средство 13, расположенное на границе шток-головка для герметичной изоляции вышеупомянутого прохода 7 для газа от вышеупомянутого охлаждающего зазора 10. Первое уплотнительное средство 13 может представлять собой, как в данном примере, по меньшей мере одно кольцевое уплотнение (уплотнительное кольцо).
Пуансон 1, в частности, может содержать второе уплотнительное средство 14, расположенное на границе шток-головка между охлаждающим зазором 10 и краем 15 вышеуказанной границы, противоположным краю границы, на котором расположена граничная линия 6. Указанный край 15 границы, в частности, может представлять собой кольцеобразную кромку (например, по меньшей мере частично круглую, в частности круглую с центром на оси X.) Второе уплотнительное средство 14, как в данном примере, может представлять собой по меньшей мере одно кольцевое уплотнение (уплотнительное кольцо).
Каждый канал 8, как в данном примере, может содержать по меньшей мере один участок, продолжающийся с наклоном относительно продольной оси X. В частности, каждый канал 8 может соединять средство 7 обеспечения прохождения газа с боковой периферийной поверхностью головки 4 пуансона. В частности, указанная боковая периферийная поверхность, в которую входит канал 8, может иметь один наружный боковой участок (цилиндрический), продолжающийся по меньшей мере частично в направлении продольной оси X.
Указанный шток 2 и указанная головка 4 могут быть изготовлены из двух по меньшей мере частично различных материалов. Один из материалов (а именно сталь) штока 2 может иметь, например, теплопроводность ниже, чем материал (а именно медный сплав или сталь другого типа) головки 4. Указанная конфигурация способствует достижению требуемого теплового режима для прессования пластического материала в формовочной полости.
В частности, материал штока 2 может иметь более высокую механическую прочность (в частности, износостойкость, и/или сопротивление разрушению при растяжении, и/или сопротивление разрушению при сжатии), чем материал головки 4. Указанная конфигурация способствует достижению требуемого сжатия пластического материала в формовочной полости и, в то же время, обеспечивает высокую прочность и продолжительный срок службы пуансона 1.
На первую поверхность 3 может быть нанесено первое покрытие. На вторую поверхность 5 может быть нанесено второе покрытие. Второе покрытие на поверхности 5 (на головке 4) может отличаться от первого покрытия на поверхности 3 (на штоке 2) по меньшей мере одним из химико-физических свойств. Как вариант, покрытие может быть нанесено только на одну поверхность (первую поверхность 3 или вторую поверхность 5), может быть нанесено на обе поверхности, либо ни на одну из них.
Первое покрытие и/или второе покрытие могут быть сформированы в виде тонкой пленки методом вакуумного осаждения, например методом физического осаждения из паровой фазы (PVD), и/или методом плазмохимического газофазного осаждения (PACVD), или другими известными способами создания покрытий (например, тонкой пленки), либо с применением технологий создания многослойных покрытий.
Первое покрытие, в частности, может быть сформировано на боковой поверхности штока 2, прилегающей к первой поверхности 3. Второе покрытие, в частности, может быть сформировано на боковой(ых) поверхности(ях) головки 4, прилегающей(их) ко второй поверхности 5.
Второе покрытие (на второй поверхности 5 головки 4) может содержать по меньшей мере один слой с низким коэффициентом трения. В частности, второе покрытие может обладать способностью отсоединения или антиадгезионной способностью по отношению к пластическому материалу, например, его способность отсоединения или антиадгезионная способность по отношению к пластическому материалу превышает указанную характеристику первого покрытия (на первой поверхности 3 штока 2). Предполагается, что второе покрытие может отсутствовать по меньшей мере на одном из участков (или на всей головке 4) на границе шток-головка. Второе покрытие, например, может содержать один или несколько слоев материала покрытия на основе углерода, например алмазоподобное углеродное покрытие (DLC).
Первое покрытие (на первой поверхности 3) может содержать, например, один или несколько слоев материала(ов) с высокими трибологическими свойствами. В частности, сопротивление износу первого покрытия может отличаться от сопротивления износу второго покрытия (на второй поверхности 5), например: сопротивление износу первого покрытия может быть больше, чем сопротивление износу второго покрытия. Предполагается, что первое покрытие может отсутствовать по меньшей мере на одном из участков (или на всем штоке 2) на границе шток-головка. Первое покрытие может содержать, например, один материал и/или несколько материалов, используемых для нанесения покрытий известного типа.
Пример рабочего цикла для изготовления пуансона может содержать следующие технологические этапы. Первый этап заключается в изготовлении штока 2 и головки 4 в виде двух отдельных заготовок. Второй этап заключается в сборке (свинчивании) двух заготовок. Третий этап заключается в финишной обработке сборки из двух заготовок для обеспечения концентричности указанной сборки. Четвертый этап заключается в разборке (развинчивании) двух деталей. Пятый этап заключается в нанесении покрытия на две детали (по отдельности). Шестой этап заключается в новой сборке двух покрытых деталей (в частности, в установке уплотнительных средств 13 и 14).
Как показано на фиг. 5 и 6, описанный выше пуансон 1 может использоваться в устройстве компрессионного формования пластического материала, содержащем по меньшей мере одну поворотную формовочную карусель 16, содержащую, в свою очередь, множество формовочных блоков 17. На формовочной карусели 16 расположены разные формовочные блоки 17, расположенные с угловым разнесением. Один или несколько формовочных блоков 17 вышеупомянутого формовочного устройства могут содержать по меньшей мере один пуансон 1, изготовленный, как описано выше. Формовочный блок 17 может содержать одну матрицу 18, функционально связанную с пуансоном 1. В частности, каждый формовочный блок может быть приспособлен для компрессионного формования изделий (крышек) для укупорки контейнеров.
Вышеупомянутое устройство компрессионного формования пластического материала, в частности, может содержать одно карусельное устройство, имеющее формовочный блок, как описано в документе US 6736628 (включен в настоящее описание посредством ссылки), в котором пуансон 13, описанный в документе US 6,736,628, заменен на ранее описанный пуансон 1.
Вышеописанный пуансон 1 отличается высокой эффективностью в отношении выпуска газа из формовочной полости в процессе прессования материала, в частности, благодаря тому, что выпуск газа может осуществляться через средство 7 обеспечения прохождения газа, которое расположено по существу в центральной области рабочей торцевой поверхности (поверхности, контактирующей с пластическим материалом на стадии прессования) пуансона 1, то есть в центральной области формовочной полости, в которой происходит сжатие материала.
Если в процессе формования изделия требуется дополнительно ввести технологический газ внутрь формовочной полости, средство 7 обеспечения прохождения газа, расположенное в центральной зоне рабочей поверхности пуансона 1, используется для введения газа.
Пуансон является относительно недорогим, в связи с тем, что для изготовления штока 2 используется более дешевый материал (например, сталь) по сравнению с материалом (например, медным сплавом) головки 4, поскольку шток 2 принимает меньшее участие в охлаждении, по сравнению с головкой 4.
Для изготовления прессующего пуансона 1 может осуществляться относительно простой и малозатратный технологический процесс. Точнее говоря, поскольку шток практически не влияет на точность формы формуемого изделия, может использоваться шток стандартных конфигурации и размеров, благодаря чему снижаются производственные затраты и время изготовления пуансона.
Пуансон 1 может демонстрировать высокую механическую прочность (сопротивление износу, и/или растяжению, и/или изгибу, и/или кручению, и/или напряжению сдвига), благодаря тому, что шток 2, по причине меньшего участия в охлаждении по сравнению с головкой 4, изготовлен из материала (например, стали), который обладает высокими механическими, а не термическими свойствами. Кроме того, можно сконструировать шток 2 таким образом, чтобы прессующий пуансон обладал относительно высокой жесткостью и, следовательно, обеспечивал высокую точность формы и размеров изготавливаемых изделий. В частности, гарантируется точное и эффективное формование изделий, содержащих особенно тонкую нижнюю стенку, например тонкую панель крышки для укупоривания контейнеров.
Как отмечалось выше, можно разными способами нанести покрытия на по меньшей мере две разные детали пуансона (шток 2 и головку 4), в частности нанести разные покрытия с целью придания разных характеристик разным деталям пуансона, например, для придания штоку 2 большей прочности (износостойкое покрытие и/или покрытие, обладающее сопротивлением царапанию) и для улучшения извлекаемости головки 4 из пресс-формы (антиадгезионное и/или антифирикционное покрытие).
Способ изготовления изделий из пластмассы
Устройство и способ для распределения сыпучего твердого материала
Устройство и способ для обработки слоя порошкового материала
Способ изготовления изделий из пластического материала
Способ и устройство для уменьшения отходов порошка с боков слоя порошка, продвигаемого на подвижной конвейерной поверхности
Система подачи для струйного принтера
Непрерывная лента пресса для керамических плит, имеющих структурную поверхность, способ изготовления ленты и ее применение
Средство закрывания
Способ и установка для изготовления керамических изделий
Пресс-форма для прямого прессования

