Результат интеллектуальной деятельности: СПОСОБ ФОРМИРОВАНИЯ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ НА ПЕРЕ ПОЛОЙ ЛОПАТКИ ТУРБИНЫ ИЗ ЖАРОПРОЧНОГО СПЛАВА
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для обработки отверстий малого диаметра, например перфорационных отверстий на лопатках из жаропрочных сплавов путем удаления дефектного слоя локальной электрохимической обработкой.
Прошивка перфорационных отверстий в деталях из труднообрабатываемых материалов производится электрохимической струйной обработкой (), электроэрозионной обработкой (Патент РФ №2625378. МПК В23Н 9/14, В23Н 7/00 / Способ групповой прошивки отверстий и устройство для его реализации. / Опубл. Бюл. №20, 2017 г.) или лазерной прошивкой (патент РФ №2192341, МПК В23K 26/38, Способ прошивки прецизионных отверстий лазерным излучением, опубл. Бюл. №31, 2002 г.). Наиболее широкое распростроение в данной области получили способы прошивки перфорационных отверстий, основанные на электроэрозионном и лазерном методах обработки. Однако, обработка этими методами приводит к образованию в зоне прошивки отверстий, в том числе и на их внутренних поверхностях, дефектного слоя, снижающего эксплуатационные характеристики обработанных деталей и, требующих в этой связи, удаления этого слоя.
Известен способ электрохимико-механической обработки (А.С. СССР №1085734. МПК В23Р 1/04, Способ электрохимико-механической обработки. Опубл.: 15.04.1984.), где съем припуска по длине отверстия осуществляется за счет ударного возвратно-поступательного действия инструмента.
Недостатком данного способа является низкое качествообработки поверхности детали, поскольку используются силовые механические воздействия на поверхностный слой материала детали.
Известен способ электрохимической обработки отверстий и электрод-инструмент (патент RU №2166416, МПК В23Н 5/06,опубл.: Бюл. №13, 2001 г), в котором используют биполярный катод-инструмент, выполненный из чередующихся абразивных и токопроводящих брусков на его формообразующей части, при этом катоду-инструменту одновременно сообщают вращение и вибрацию с обеспечением контакта анода-детали и катода-инструмента.
Известен также способ анодно-абразивного полирования отверстий (патент РФ №2588953, МПК В23Н 5/06, опубл. Бюл. №19, 2016 г), Способ включает перемещение электрода-инструмента по внутренней поверхности канала, вдоль его оси при подключении детали к аноду, а электрода-инструмента к катоду.
При электроэрозионном или лазерном прожиге перфорационных отверстий на лопатках из жаропрочных сплавов в зонах прожига отверстий образуется дефектный слой, который необходимо удалять.
Известен также способ [Н.К. Фотеев, Качество поверхности после электроэрозионной обработки / СТИН, N 8, 1997, с. 4-48], в котором поверхность детали подготавливают путем электроэрозионной обработки и последующих температурных выдержек, направленных на повышение качества поверхности после эрозионнной обработки. Известны способы удаления дефектного слоя материала в зоне прошивки отверстий на пере лопатки гидроабразивной обработкой (А.С. СССР №№1315258 МПК В24В 31/116, опубл. 1987 г.), включающий снятие дефектного слоя в перфорационных отверстиях в лопатке за счет движения через них абразивной массы.
Рассмотренные выше способы либо непригодны (А.С. СССР №1085734, патент RU №2166416, патент РФ №2588953,) для снятия дефектного слоя в перфорационных отверстиях на пере лопатки, либо не обеспечиваютвысокогокачества и однородности их обработки (А.С. СССР №№1315258, патент РФ №2605402).
Наиболее близким техническим решением, выбранным в качестве прототипа является способ формирования перфорационных отверстий на полой лопатке турбины из жаропрочного сплава, включающий прожиг отверстий на пере лопатки электроэрозионным или лазерным методом с последующим удалением в образованных отверстиях дефектного поверхностного слоя (патент РФ №2605402 МПК В24В 31/116. Опубл. Бюл. №35, 2016 г). При этом удаление в образованных отверстиях дефектного поверхностного слоя производится гидроабразивной массой, которую возвратно-поступательным движением многократно продавливают через перфорационные отверстия.
Однако способ-прототип не позволяет обеспечивать высокое качество обработки перфорационных отверстий, поскольку при проведении гидроабразивной импульсной прокачки удаление дефектного слоя происходит неравномерно, особенно при большом количестве отверстий, имеющих различные значения гидравлического сопротивления и различное расположение по перу лопатки.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества и однородности обработки внутренних поверхностей перфорационных отверстий.
Техническим результатом предлагаемого изобретения является повышение качества и однородности обработки внутренних поверхностей перфорационных отверстий за счет обеспечения равномерного удаления в них дефектного поверхностного слоя электрохимической обработкой.
Технический результат достигается за счет того, что вспособеформирования перфорационных отверстий на переполой лопатки турбины из жаропрочного сплава, включающем прожиг отверстий на пере лопатки электроэрозионным или лазерным методом с последующим удалением в образованных отверстиях дефектного поверхностного слоя, в отличие от прототипа, поверхность пера лопатки покрывают экраном из диэлектрического материала с отверстиями, соответствующими по форме и расположению формируемым перфорационным отверстиям, с площадью каждого отверстия экрана не менее площади прошиваемого через отверстие экрана перфорационного отверстия, производят прожиг отверстий и не снимая экрана с лопатки электрохимической обработкой производят удаление в отверстиях дефектного поверхностного слоя, а после удаления дефектного поверхностного слоя удаляют экран.
Кроме того, возможно использование следующих приемов: экран из диэлектрического материала с отверстиями формируют путем нанесения сплошного лакокрасочного термостойкого электроизоляционного покрытия на перо лопатки с последующим формированием отверстий в экране в соответствие с размером, формой и расположением перфорационных отверстий воздействием лазерного луча, а после удаления в перфорационных отверстиях дефектного поверхностного слоя удаляют лакокрасочный экран промывкой в растворителе; в качестве экрана используют термостойкую пленку с отверстиями, расположенными в местах формирования на пере лопатки перфорационных отверстий; после удаления экрана производят электрохимическое полирование пера лопатки; перед электрохимическим полированием пера лопатки осуществляют отжиг при температуре 1000-1050°С в течение 2-3 ч в вакууме или защитной атмосфере.
Известно использование экрана из диэлектрического материала в виде шаблона с отверстиями при групповой электроэрозионной прошивкеотверстий в металлической детали (патент РФ №2625378. МПК В23Н 9/14, опубл. Бюл. №20, 2017), однако целью данного способа является не удаление дефектного слоя материала в перфорационных отверстиях, а повышение точности многоэлектродной электроэрозионной прошивки группы отверстий.
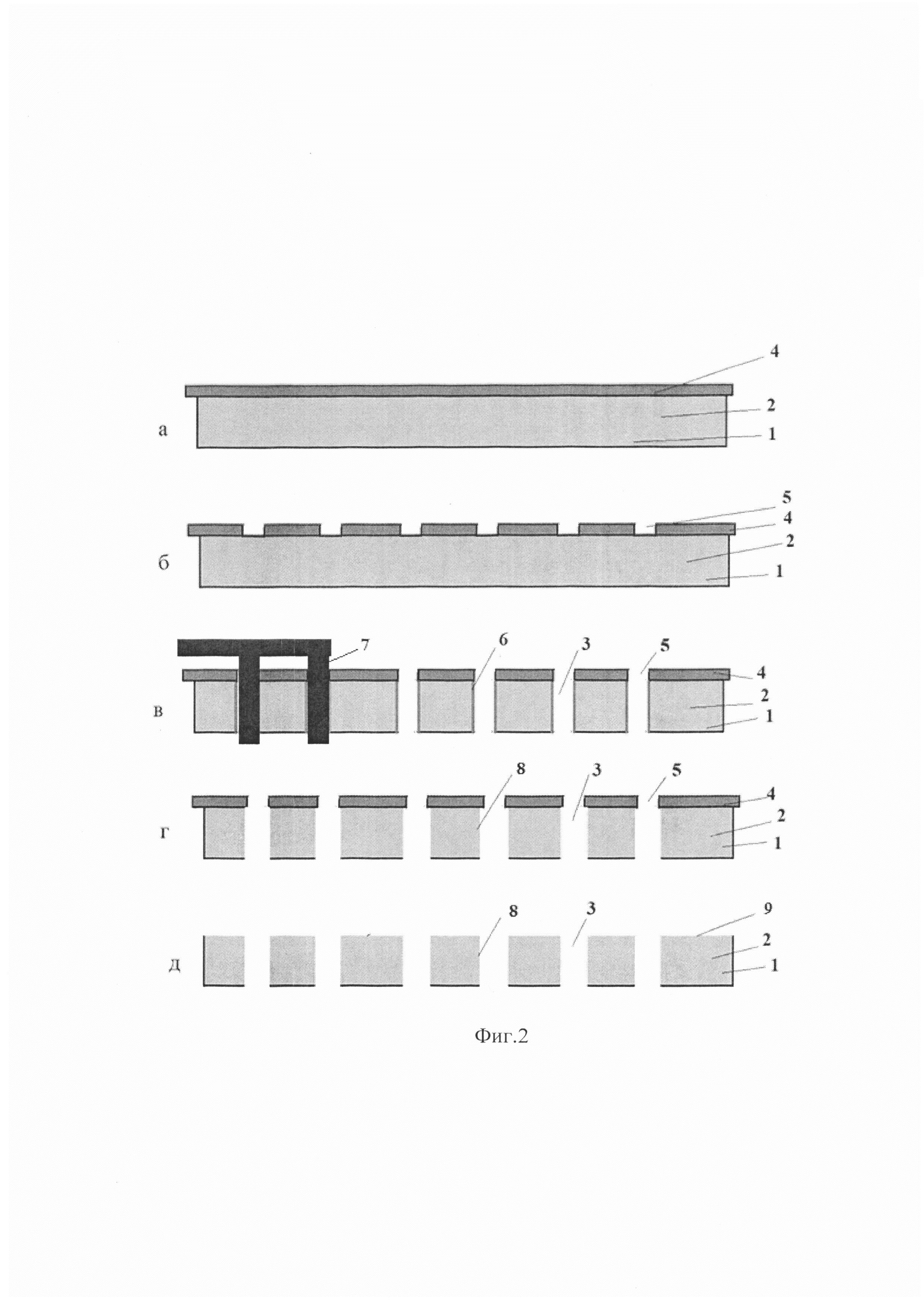
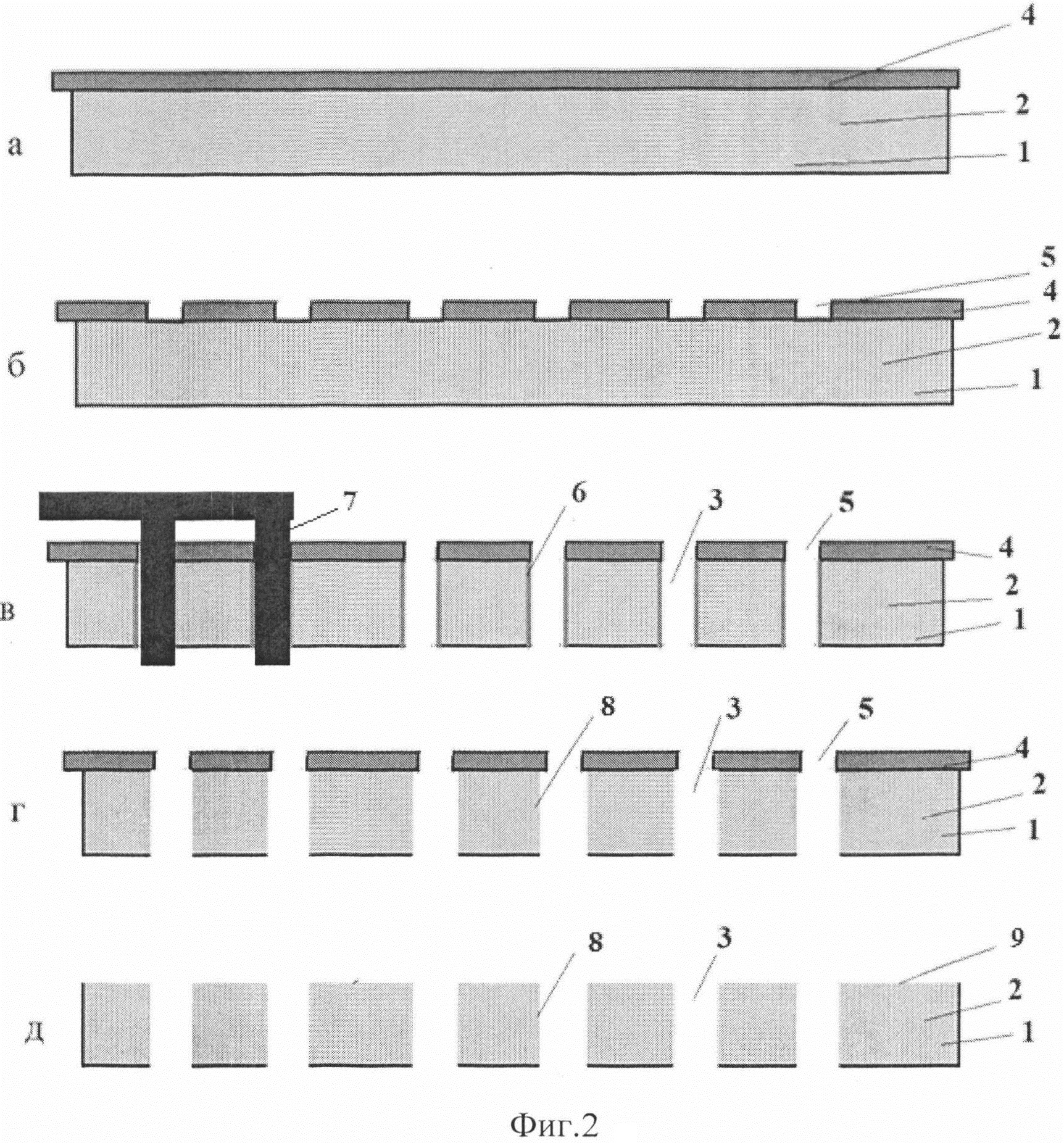
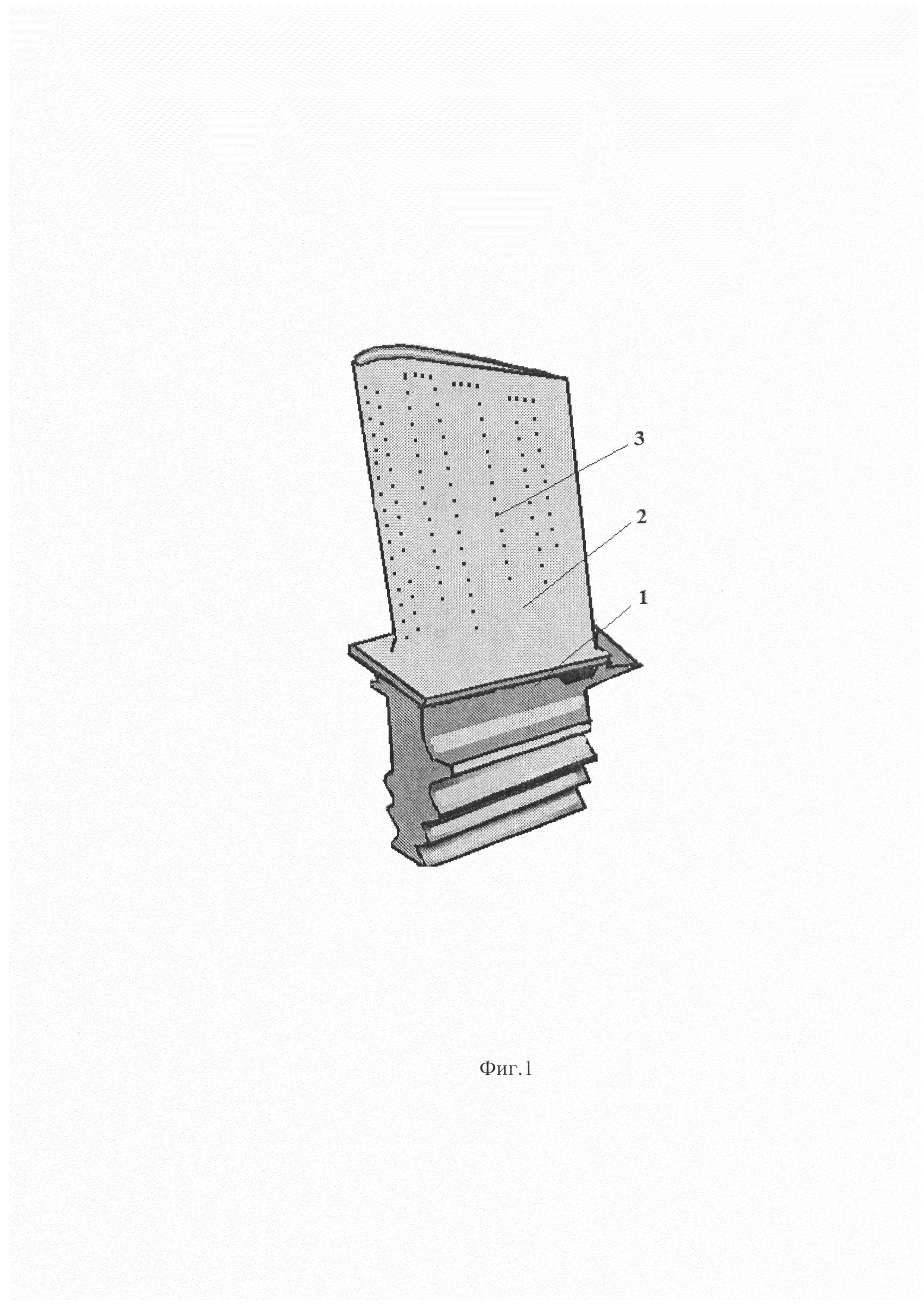
Изобретение поясняется принципиальной схемой процессаформирования перфорированных отверстий на пере лопатки из жаропрочного сплава. Фигуры содержат: фиг. 1 внешний вод лопатки с перфорационными отверстиями, фиг. 2 схема поэтапной обработки перфорационных отверстий (фиг. 2а - поверхность пера лопатки со сплошным экраном, фиг. 2б - экран с отверстиями под формируемые перфорационные отверстия в лопатке, фиг. 2в - прошитые электроэрозионным или лазерным способом перфорационные отверстия в пере лопатки, фиг. 2г - перфорационные отверстия с удаленным дефектным слоем, фиг. 2д - перфорационные отверстия и поверхность лопатки с удаленным экраном, после электрохимического полирования) На фигурах обозначено: 1 - лопатка из жаропрочного сплава; 2 - перо лопатки; 3 - перфорационные отверстия на пере лопатки; 4 - экран; 5 - сквозные отверстия в экране; 6 - дефектный слой в перфорационных отверстиях лопатки; 7 - электрод-инструмент для электроэрозионной прошивки отверстий; 8 - поверхность перфорационных отверстий после удаления дефектного слоя; 9 - поверхность пера лопатки после удаления экрана и электрохимического полирования.
Заявляемый способ формирования перфорационных отверстий на полой лопатке турбины из жаропрочного сплава (фиг. 1) осуществляется следующим образом. Поверхность пера 2 лопатки 1 покрывают экраном 4 (фиг. 2а и фиг 2б) из диэлектрического материала с отверстиями 5, соответствующими по форме и расположению формируемым перфорационным отверстиям 3 (фиг. 2б), с площадью каждого отверстия 5 экрана 4 не менее площади прошиваемого через отверстие 5 экрана 4 перфорационного отверстия 3 (фиг. 2б и фиг. 2в). Электроэрозионным способом, при помощи электрода-инструмента 7 (или лазером) прожигают отверстия 3 (фиг. 2в) и не снимая экрана с лопатки электрохимической обработкой производят удаление в отверстиях 3 дефектного поверхностного слоя 6 (фиг. 2в и фиг. 2г). После удаления дефектного поверхностного слоя 6 с поверхности пера 2 лопатки 1 удаляют экран 4 (фиг. 2д). При этом перо 2 лопатки 1 можно покрывать, используя в качестве экрана сплошное лакокрасочное термостойкое электроизоляционноепокрытие 4 (фиг. 2а), прожигая в нем сквозные отверстия 5 лазером под формируемые перфорационные отверстия 3 (фиг. 2б) или использовать в качестве экранатермостойкую пленку 4 с отверстиями 5 (фиг. 2б), расположенными в местах формирования на пере лопатки 2 перфорационных отверстий 3. С целью повышения качества поверхности лопатки 1 после удаления экрана 5 можно произвести электрохимическое полирование пера 2 лопатки 1 (фиг. 2д).
Наличие электроизолирующего экрана 4 на участках поверхности пера 2 лопатки 1 позволяет более интенсивно обрабатывать внутренние поверхности перфорационных отверстий 3 с дефектным слоем 6 (фиг. 2 в и фиг 2г).
Пример осуществления способа.
На пере полой охлаждаемой лопатки из жаропрочного никелевого сплава ЖС6У производили формирование 22 перфорационных отверстий диаметром 0,8 мм. В качестве экрана использовали пленку из электроизоляционного материала, обеспечивающую плотное ее прижатие к поверхности пера. Перфорационные отверстия прошивались электроэрозионным способом при помощи электрода-инструмента, выполненного в виде гребенки, с диаметром электродов и их расположением, позволяющим произвести прошивку перфорационных отверстий в заданных участках поверхности пера лопатки. После прошивки всех перфорационных отверстий, не снимая экрана производилась электрохимическая обработка поверхности пера лопатки при потенциале порядка 12-25 В. После обработки внутренней поверхности перфорационных отверстий лопатки вынимали из электролита, снимали электроизолирующий экран и производили электрохимическое полирование поверхности пера лопатки. В качестве электролита использовался электролит на основе водного раствора хлористого калия и хлористого аммония. Аналогичная лопатка с перфорациями была обработана по способу-прототипу с использованием импульсной гидроабразивной обработки перфорационных отверстий. Металлографические исследования перфорационных отверстий на пере лопаток, обработанных по сравниваемым способам, показали, что при обработке по способу прототипу имелся существенный разброс в толщинах удаляемых с поверхности перфорационных отверстий (до 36%), в то время как обработка по предлагаемой технологии показала высокую степень однородности снятия дефектного слоя (до 3% разброса по толщине удаляемого слоя).
Таким образом, предложенный способформирования перфорационных отверстий на пере полой лопатки турбины из жаропрочного сплавапозволяет повысить качество и однородность обработки внутренних поверхностей перфорационных отверстий на пере лопатки.
Способ упрочнения лопаток моноколеса из титанового сплава
Магнитопровод статора электромеханических преобразователей энергии
Способ изготовления электроконтактного провода для высокоскоростного железнодорожного транспорта
Радио-шариковый первичный преобразователь расхода жидкости
Способ нанесения защитного многослойного покрытия на лопатки моноколеса из титанового сплава
Способ упрочняющей обработки лопаток моноколеса из титановых сплавов
Способ получения многослойного защитного покрытия на лопатках моноколеса из титанового сплава от пылеобразной эрозии
Способ упрочняющей обработки лопаток блиска из легированных сталей
Способ упрочнения лопаток блиска из легированных сталей
Способ упрочнения лопаток моноколеса из титановых сплавов
Способ получения многослойной детали из титанового сплава
Способ ионно-имплантационной обработки лопаток компрессора из высоколегированных сталей и сплавов на никелевой основе
Способ нанесения защитного многослойного покрытия на лопатки блиска газотурбинного двигателя из титанового сплава от пылеабразивной эрозии
Способ химико-термической обработки детали из легированной стали
Способ нанесения покрытия и электродуговой испаритель с вращающимся катодом для осуществления способа
Способ ионно-имплантационной обработки моноколеса компрессора с лопатками из титановых сплавов
Способ изготовления элемента прирабатываемого уплотнения турбины
Способ электролитно-плазменного удаления покрытий из нитридов титана или нитридов соединений титана с металлами
Способ изготовления многослойной лопатки турбомашины
Способ упрочнения лопаток моноколеса из титанового сплава

