Результат интеллектуальной деятельности: СПОСОБ ЛАЗЕРНОЙ СВАРКИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам лазерной сварки и изделиям, изготавливаемым с использованием способов лазерной сварки.
Уровень техники
Системы снабжения аэрозолем, такие как системы подачи никотина (например, электронные сигареты или е-сигареты) обычно содержат ёмкость с исходной жидкостью, содержащей определенный состав, обычно включающий никотин, из которого формируется аэрозоль путем испарения или другим способом. При этом источник аэрозоля для системы обеспечения аэрозолем может содержать нагревательный элемент, соединенный с частью исходной жидкости из указанной ёмкости. Когда пользователь вдыхает (делает затяжку), нагревательный элемент активируется и испаряет небольшое количество исходной жидкости, которая, таким образом, превращается в аэрозоль для осуществления пользователем затяжек. Обычно нагревательный элемент изготавливают из токопроводящего материала и соединяют его с источником электрической энергии, в частности, с батареей, что приводит к протеканию электрического тока через нагревательный элемент, в результате чего этот элемент нагревается и, в свою очередь, нагревает и испаряет исходную жидкость.
В такой конструкции нагревательный элемент электрически соединен с источником энергии посредством пары электрических контактов, также изготовленных из токопроводящего материала, в частности, из металла. Хотя нагревательный элемент и эти контакты могут соприкасаться между собой, более высокую надежность электрического соединения обеспечивает физическое сцепление или соединение между нагревательным элементом и электрическими контактами.
Пайка является методом создания физического сцепления между металлическими элементами, например, токопроводящими элементами в электрической цепи. Присадочный металл, известный как припой и имеющий более низкую температуру плавления по сравнению с соединяемыми токопроводящими элементами, плавится за счет нагрева так, что затекает в зону контакта и образует физическое сцепление, соединяющее компоненты сразу после охлаждения и затвердевания. Примеси в зоне соединения могут ухудшать качество паяного соединения. Эта проблема может быть устранена за счет использования флюса для предотвращения окисления во время процесса пайки и/или обеспечения химической очистки при коррозии. Однако в системах подачи аэрозоля, содержащего никотин, флюсы в условиях функционирования нагревательного элемента могут подвергаться воздействию никотина, что приводит к загрязнению аэрозоля.
В связи с этим представляют интерес альтернативные методы формирования электрических соединений между нагревательным элементом и его электрическими контактами.
Раскрытие сущности изобретения
В соответствии с первым аспектом раскрытых здесь конкретных воплощений обеспечивается способ лазерной сварки, включающий: приведение элемента из сплошного металла в контакт с элементом из пористого металла в зоне контакта; направление лазерного луча на компонент из сплошного металла для нагревания и плавления одного или большего числа участков компонента из сплошного металла в зоне контакта; создание условий для втекания порций расплавленного металла в пустоты (поры) элемента из пористого металла, и затвердевание расплавленного металла при охлаждении так, что участки компонента из пористого металла, прилегающие к указанным пустотам, включаются (интегрируются) в металл компонента из сплошного металла, и в результате происходит соединение компонента из сплошного металла с компонентом из пористого металла.
Компонент из пористого металла может представлять собой сетку из металлических волокон, спеченных между собой, при этом участки компонента из пористого металла, прилегающие к упомянутым пустотам, которые включены в металл компонента из сплошного металла, являются металлическими волокнами. Один или оба из компонента из сплошного металла и компонента из пористого металла могут быть выполнены из нержавеющей стали.
Лазерный луч может действовать в течение первого периода времени с высокой величиной выходной мощности и затем, в течение второго периода времени, с более низкой величиной выходной мощности, меньше указанной высокой величиной выходной мощности. Например, первый период и второй период времени могут иметь такую продолжительность, при которой их отношение находится в интервале от 1:3 до 1:80. Более низкая величина выходной мощности может составлять от 40% до 60% от высокой величины выходной мощности. Кроме того, первому периоду времени может предшествовать начальный период, во время которого величина выходной мощности лазера увеличивается от нуля до высокой величина выходной мощности. Высокая величина выходной мощности может находиться в интервале от 1 кВт до менее 1,8 кВт. Лазерный луч может передавать металлическим компонентам общее количество энергии, составляющее от более чем 4,5 Дж, до менее 8,0 Дж.
Способ дополнительно может включать приложение усилия к зоне контакта для сжатия компонента из сплошного металла и компонента из пористого металла, когда лазерный луч направлен на компонент из сплошного металла.
Элемент из сплошного металла может иметь толщину в интервале от 0,05 мм до 0,5 мм.
Элементом из сплошного металла может быть электрический контакт, а элементом из пористого металла может быть нагревательный элемент для образования аэрозоля из жидкости в системе обеспечения аэрозолем.
В соответствии со вторым аспектом раскрытых здесь конкретных воплощений обеспечивается сборка, включающая в себя компонент из сплошного металла и компонент из пористого металла, соединенные друг с другом в сварном шве с помощью участков компонента из пористого металла, примыкающих к пустотам в компоненте из пористого металла, которые включены, по меньшей мере, в один участок компонента из сплошного металла, поступившего в эти пустоты.
В соответствии с третьим аспектом конкретных воплощений обеспечивается сборка, содержащая компонент из сплошного металла и компонент из пористого металла, которые соединены друг с другом в сварном шве, полученном, или который может быть получен, с помощью способа лазерной сварки в соответствии со способом согласно первому аспекту.
В таких сборках сварной шов может иметь электрическое сопротивление для электрического тока, протекающего от одного из компонента из сплошного металла и компонента из пористого металла к другому компоненту, составляющее порядка 10 мОм или менее.
Согласно четвертому аспекту обеспечиваемых здесь конкретных воплощений обеспечивается способ лазерной сварки, включающий: размещение компонента из сплошного металла в контакте с компонентом из пористого металла, образованным из множества спеченных металлических волокон нитей; направление лазерного луча на компонент из сплошного металла для подвода к нему энергии; обеспечение возможности нагревания и плавления за счет подведенной энергии, по меньшей мере, части компонента из сплошного металла, который находится в контакте с компонентом из пористого металла так, что расплавленный металл обтекает вокруг металлических волокон компонента из пористого материала; удаление лазерного луча; охлаждение расплавленного металла, который обтекал металлические волокна, в результате чего эти металлические волокна оказались внедренными в компонент из сплошного металла и соединили его с компонентом из пористого металла.
Эти и другие аспекты конкретных воплощений (вариантов осуществления изобретения) изложены ниже в приложенных независимых и зависимых пунктах формулы изобретения. Следует понимать, что признаки зависимых пунктов могут быть скомбинированы друг с другом и с признаками независимых пунктов формулы в различных комбинациях, отличающихся о тех, которые в явном виде изложены в формуле изобретения. Кроме того, описанный здесь подход не ограничивается конкретными воплощениями, раскрытыми ниже, и включает и предполагает любые подходящие комбинации признаков формулы. Например, способ лазерной сварки может быть осуществлен в соответствии с описанными здесь подходами, которые включают любой один или большее количество различных характерных особенностей, описание которых должным образом приведено ниже.
Краткое описание чертежей
Далее будут подробно описаны различные воплощения, исключительно для примера, со ссылками на сопровождающие чертежи.
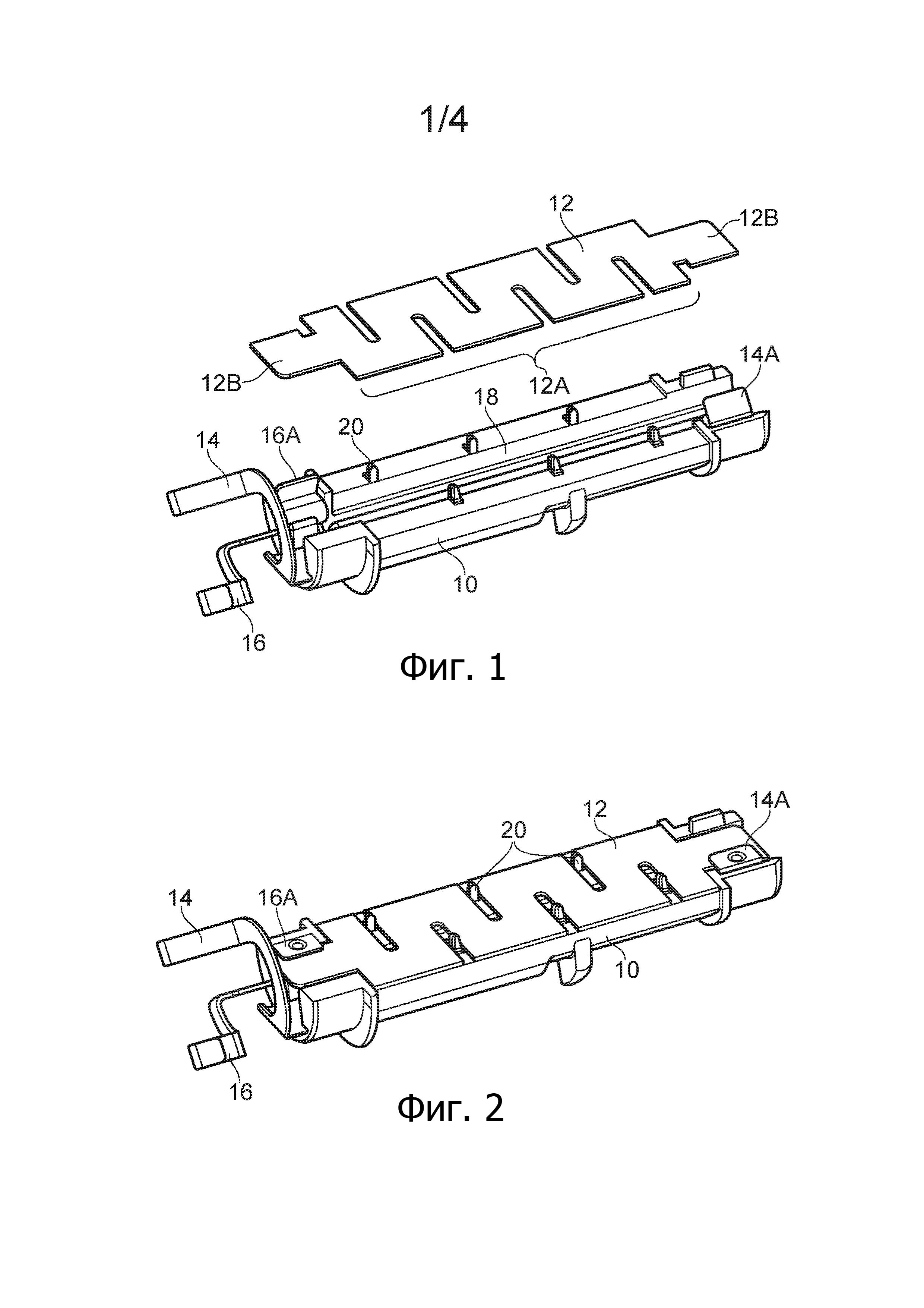
Фиг. 1 и фиг. 2 - сборка, содержащая компоненты, которые могут быть соединены с помощью сварки согласно воплощениям настоящего изобретения, виды в перспективе.
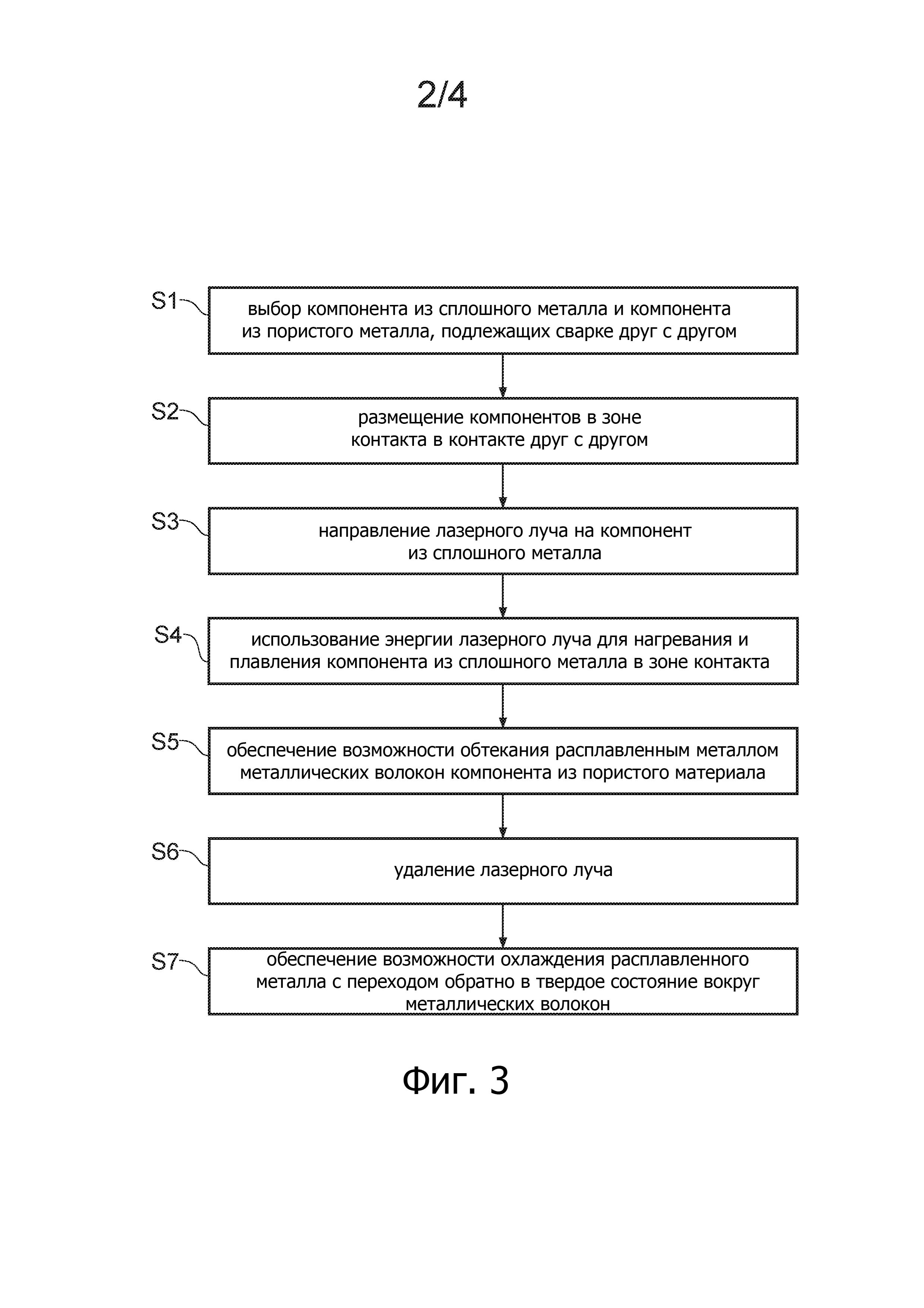
Фиг. 3 - блок-схема этапов осуществления способа в соответствии с воплощением изобретения.
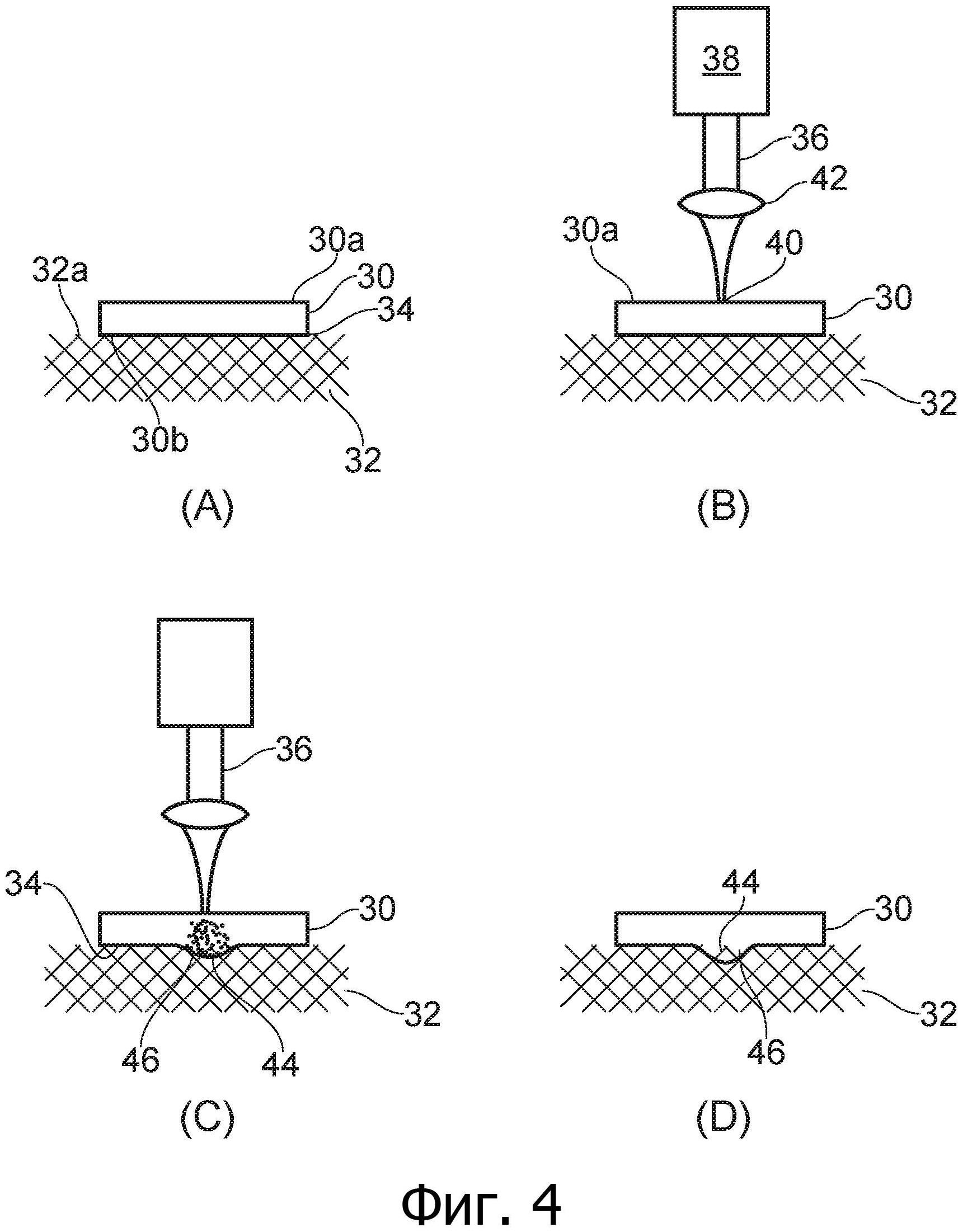
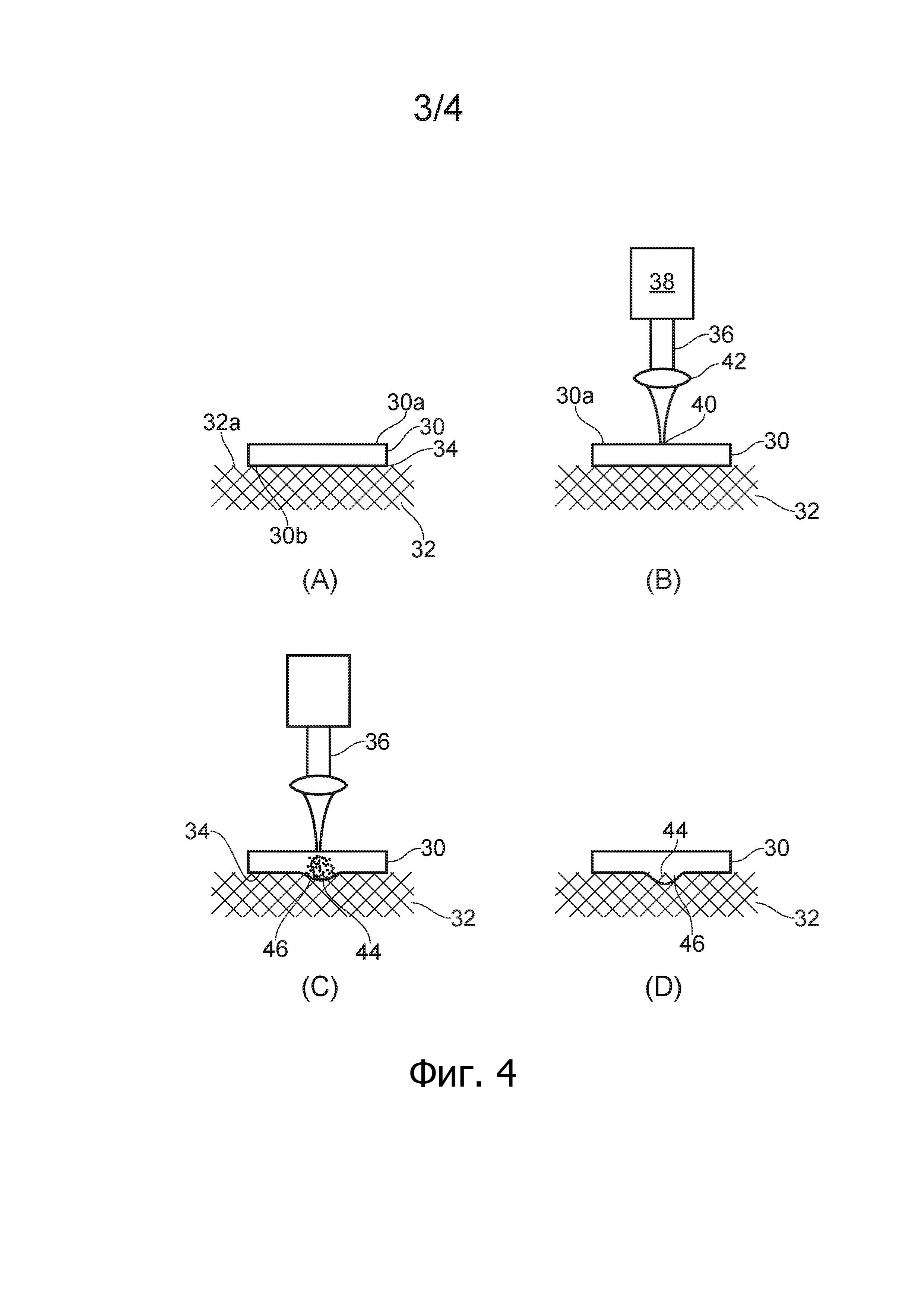
Фиг. 4(А), 4(В), 4(С) и 4(D) - схематическое изображение устройства для осуществления этапов в примере способа согласно фиг. 3.
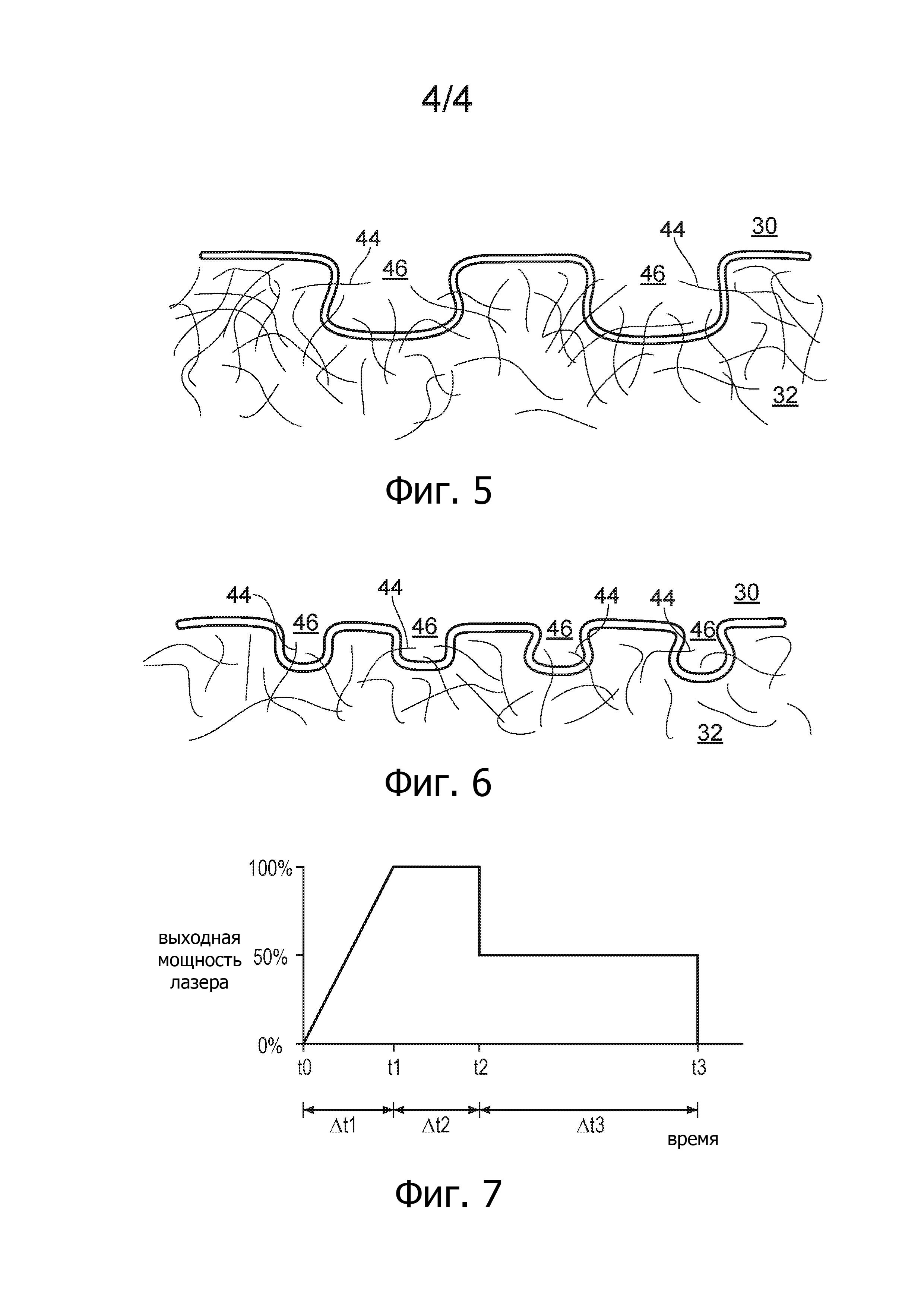
Фиг. 5 - схематическое изображение поперечного сечения первого примера заготовки, сваренной с использованием воплощения изобретения.
Фиг. 6 - схематическое изображение поперечного сечения второго примера заготовки, сваренной с использованием воплощения изобретения.
Фиг. 7 - графическая зависимость примера изменения выходной мощности лазера для использования в воплощении изобретения.
Осуществление изобретения
В этом разделе рассмотрены и описаны аспекты и характерные особенности конкретных примеров и воплощений. Некоторые аспекты и конкретные примеры воплощений могут быть осуществлены обычным путем и в целях краткости изложения не рассмотрены/не описаны подробно. Следует понимать, что аспекты и характерные особенности рассмотренных здесь устройства и способов, которые не описаны подробно, могут быть осуществлены в соответствии с любой традиционной технологией, которая может быть использована для реализации этих аспектов и особенностей.
Настоящее описание относится к способу лазерной сварки, который может быть использован при изготовлении системы снабжения аэрозолем, в частности, е-сигареты (однако, способ на является настолько ограниченным и может быть применен также и в других случаях). В нижеследующем описании иногда может быть использован термин «е-сигарета». Однако следует понимать, что этот термин может быть использован взаимозаменяемо с термином «система снабжения аэрозолем (паром).
На фиг. 1 схематически изображены некоторые компоненты модуля, несущего нагревательный элемент, который может быть использован в сборной конструкции узла картриджа системы снабжения аэрозолем, при этом узел картриджа является частью этой системы, предназначенной для хранения запаса исходной жидкости и производства из неё аэрозоля. Воплощения изобретения могут быть использованы при изготовлении такого узла.
Компонент 10 на фиг. 1 представляет собой нижнюю часть элемента несущего модуля, выполненного с возможностью поддерживания нагревательного элемента 12. Этот поддерживающий элемент может быть назван лотковым держателем (т.к. имеет форму лотка), содержащим нижнюю часть 10 в качестве нижнего лоткового держателя. Поверх нижнего лоткового держателя 10 закреплен верхний лотковый держатель (не показан) для размещения между ними нагревательного элемента и удерживания этого нагревательного элемента. Сборка, кроме того, содержит нагревательный элемент 12, первый электрический контактный элемент 14 для соединения с первым концом нагревательного элемента 12 и второй электрический контактный элемент 16 для соединения со вторым концом нагревательного элемента 12.
Нижний лотковый держатель 10 в данном примере отлит из полимерного материала с высоким содержанием стеклянных волокон. Каждый из верхнего и нижнего лотковых держателей выполнен с углублением 18 (видимым на фиг. 1 только для нижнего держателя 10), проходящим вдоль длины лоткового держателя так, что когда два указанных элемента соединяют между собой с размещением между ними нагревательного элемента 12, они образуют держатель, имеющий в целом трубчатую цилиндрическую форму, в котором соответствующими углублениями 18 образован канал для потока воздуха, проходящий вдоль внутренней полости трубы, в котором размещен нагревательный элемент 12.
Первый и второй электрические контактные элементы 14, 16 могут быть выполнены из листового металла, например, в виде медных полосок, которым придана подходящая необходимая форма, исходя из формы и конфигурации других элементов устройства в соответствии с традиционно используемой технологией изготовления. В других случаях первый и второй электрические контактные элементы 14, 16 представляют собой обычные гибкие провода. В некоторых примерах первый и второй электрические контактные элементы могут быть снабжены покрытием, например покрытием из золота или серебра, для снижения контактного электрического сопротивления и/или уменьшения опасности коррозии.
В рассматриваемом примере узла картриджа нагревательный элемент 12 изготовлен из материала, образованного спеченными металлическими волокнами, и обычно имеет форму листа. Ниже описаны основные качества и конструктивное выполнение нагревательного элемента 12. В этом конкретном примере нагревательный элемент 12 содержит основную часть 12А с электрическими контактными удлинениями 12В на каждом конце для подключения к соответствующим электрическим контактным элементам 14, 16. В данном примере основная часть 12А нагревательного элемента в целом имеет форму прямоугольника и длину (протяженность в направлении между электрическими контактными удлинениями 12В) около 20 мм и ширину около 8 мм. Толщина листа, образующего нагревательный элемент 12, в этом примере составляет приблизительно 0,15 мм. На фиг. 2 можно видеть, что в целом прямоугольная часть 12А нагревательного элемента имеет прорези, проходящие внутрь от каждой из более длинных боковых сторон; образованный с помощью этих прорезей профиль нагревательного элемента обуславливает протекание электрического тока вдоль нагревательного элемента 12 от одного электрического контактного удлинения 12В к другому по извилистой траектории, что приводит к концентрации тока, и, следовательно, электрической энергии, вокруг концов прорезей. Получаемые распределение нагрева и соответствующие градиенты температур могут быть желательными применительно к системам снабжения аэрозолем. Следует отметить, что указанные форма, размеры и конфигурация нагревательного элемента являются лишь примером. Воплощения изобретения применимы к другим конфигурациям нагревательного элемента и, конечно, другим металлическим компонентам подобной сборки.
Как показано на фиг. 1, первый и второй электрические контактные элементы 14, 16 присоединены к нижнему лотковому держателю 10, а нагревательный элемент 12 располагается над нижним лотковым держателем 10, готовый к размещению по месту. Второй электрический контактный элемент 16 присоединен ко второму концу нижнего лоткового держателя 10 (самый левый конец по расположению на фиг. 1). Нижний лотковый держатель 10 имеет форму, обеспечивающую размещение первого участка второго электрического контактного элемента 16 и соответствие форме первого участка с использованием традиционной технологии монтажа электрических проводников на пластмассовых деталях корпуса. Один конец второго электрического контактного элемента 16 имеет изогнутый участок 16А зажима для соединения с одним из электрических контактных удлинений 12В нагревательного элемента 12, в то время как другой конец второго электрического контактного элемента 16 продолжается в сторону и находится на некотором удалении от нижнего держателя 10, как это схематически показано на фиг. 1. Первый электрический контактный элемент 14 установлен так, что он проходит вдоль длины нижнего лоткового держателя 10 вблизи стенки углубления 18. По аналогии со вторым электрическим контактным элементом 16, один конец первого электрического контактного элемента 14 продолжается в сторону на некоторое расстояние от второго конца нижнего лоткового держателя 10, как это схематически показано на фиг. 1. На другом конце первого электрического контактного элемента 14 сформирован первый изогнутый участок 14А зажима, монтируемый на первом конце нижнего лоткового держателя 10 (самый правый конец на фиг. 1), предназначенный для приема второго электрического контактного удлинения 12В нагревательного элемента 12.
Верхняя поверхность нижнего держателя 10 содержит множество установочных штырей 20, положение которых совпадает с прорезями в нагревательном элементе 12 и, помимо этого, с соответствующими установочными отверстиями в верхнем лотковом держателе (на фигурах не показан). Эти установочные штыри способствуют совмещению верхнего лоткового держателя 10 с нижним держателем при их стыковке и способствуют точной установке нагревательного элемента 12 относительно верхнего и нижнего держателей 10 в собранном виде.
На фиг. 2 схематически изображен нагревательный элемент 12, присоединенный к нижнему лотковому держателю 10, содержащему первый и второй электрические контактные элементы 14, 16. Нагревательный элемент 12 присоединен к нижнему лотковому держателю 10 путем простой укладки на верхнюю поверхность нижнего лоткового держателя 10 с помощью установочных штырей 20, совмещаемых при укладке с прорезями нагревательного элемента 12. Изогнутые участки 14А, 16А зажима первого и второго электрических контактных элементов загнуты так, чтобы они проходили поверх и/или вокруг соответствующих участков электрических контактных удлинений 12В на каждом конце нагревательного элемента 12. Для обеспечения хорошего механического и электрического соединения, изогнутые участки 14А и 16А зажима электрических контактных элементов физически соединены с концевыми электрическими контактными удлинениями нагревательного элемента 12 с использованием способа лазерной сварки в соответствии с воплощениями изобретения.
Следует отметить, что нагревательный элемент и электрические контакты, описанные выше в отношении фиг. 1 и фиг. 2, являются лишь одним примером элементов конструкции, которые могут быть соединены с помощью лазерной сварки в соответствии с воплощениями изобретения. Другие конфигурации этих компонентов в различных типах систем снабжения аэрозолем могут быть также соединены с использованием способов согласно воплощениям, и воплощения предложенного способа являются также подходящими для соединения компонентов других изделий, систем и устройства. Кроме того, хотя пример на фиг. 1 и фиг. 2 показывает электрические контакты, смонтированные на нижнем лотковом держателе перед соединением с нагревательным элементом, воплощения способа не являются настолько ограниченными, и сочленение или соединение с помощью лазерной сварки может быть осуществлено перед сборкой сваренных деталей с другими компонентами.
Как отмечено выше, нагревательный элемент в рассматриваемом примере сформован из материала, образованного из спеченных металлических волокон, и обычно имеет вид листа. Материал такого сорта можно рассматривать как сетку или нерегулярную решетку, созданную путем спекания хаотически расположенных друг относительно друга металлических волокон или нитей или структуры из расположенных на расстоянии друг от друга металлических волокон или нитей. При этом может быть использован единственный слой из волокон или несколько слоев, например, до пяти слоев. В качестве примера, металлические волокна могут иметь диаметр 8 микрон и расположены с образованием листа толщиной 0,16 мм, при этом расположены друг от друга на расстоянии с образованием материала плотностью от 200 до 250 г/м2 и пористостью 84%. Задача такой структуры материала, содержащего хаотически расположенные металлические волокна с образованием пустот между ними, заключается в создании пористого металлического материала, в который способна проникать текучая среда (жидкость или газ) и протекать вдоль образованных пустот и через них. Применительно к нагревательному элементу системы снабжения аэрозолем пористая структура способна всасывать исходную жидкость за счет капиллярного эффекта и приводить её в непосредственный контакт с нагретым металлом при прохождении электрического тока через нагревательный элемент. Однако для рассматриваемого конкретного воплощения могут быть использованы и другие пористые токопроводящие материалы. Способ сварки в соответствии с изобретением применим к другим пористым металлическим структурам, не только к полученной спеканием сетке. Например, тонкий лист, плетеный или спаянный из металлических волокон, также является пористым. Металлический лист с изогнутой, морщинистой или складчатой поверхностью или сплошная металлическая пластинка с отверстиями, выполненными в ней с помощью прессования, механического сверления или пробивки или лазерной прошивки, вероятно, может быть надлежащим образом пористым для некоторых случаев использования. Применительно к данной заявке пористый металлический материал или структура означает деталь, компонент или элемент, изготовленный из одного или большего числа металлов и имеющий регулярную, не регулярную или хаотически расположенную сеть или ряд отверстий, каналов или пустот в миллиметровом, микронном или меньшем масштабе, через которые может проходить текучая среда. Например, пористый металлический материал или структура может иметь пористость 66% или более, или 70% или более, или 80% или более, 85% или более, или 86% или более. В примерах пористость в целом составляет 84%. Материал может быть или может и не быть изготовлен из металлических волокон или нитей. Кроме того, какой-либо металл может быть использован в зависимости от характера предполагаемого его использования. В случае пористого материала, изготовленного из металлических волокон или нитей, материал может содержать волокна только одного металла, или волокна двух или более металлов в любой пропорции. Для примера, в качестве металла для нагревательного элемента системы снабжения аэрозолем может быть использована нержавеющая сталь, например, нержавеющая сталь 301. Другие металлы, которые могут быть использованы, включают другие марки нержавеющей стали, не нержавеющую сталь, железо, медь, вольфрам, алюминий, латунь или другие сплавы, или любой другой металл (простой металл, соединение или сплав).
С другой стороны, электрические контакты, подлежащие сварке с нагревательным элементом в примере на фиг. 1 и фиг. 2, изготавливают из сплошного металла, не имеющего структуру с пустотами пористого металлического материала. Например, сплошной металл может иметь пористость 10% или менее, 7,5% или менее, 5% или менее, 2,5% или менее, 1% или менее, 0,5% или менее, 0,25% или менее. Кроме того, компонент из сплошного металла в принципе является более плотным, чем пористый металлический компонент, т.е. имеет более высокую плотность. Воплощения изобретения предполагают использование лазерной сварки для плавления и соединения компонента из сплошного металла с компонентом из пористого металла, что обеспечивает электрическое соединение или механическое сцепление между такими компонентами при отсутствии необходимости использования пайки и связанного с этим использования флюса. Сплошной компонент может быть также выполнен из любого металла в соответствии с его предполагаемым использованием. В качестве примера, в системе снабжения аэрозолем электрические контакты для соединения с нагревательным элементом могут быть выполнены из нержавеющей стали, например, нержавеющей стали 316L. Могут быть использованы другие металлы, включающие другие марки нержавеющей стали, не нержавеющую сталь, железо, медь, вольфрам, алюминий, латунь или другие сплавы, или нержавеющую сталь с алюминиевым покрытием, или любой другой металл или комбинацию металлов (простой металл, соединение или сплав, или конструкция, состоящая из пластин, или слоистая конструкция).
В случае компонентов из сплошного или пористого металла термин «компонент» означает любую деталь или элемент, изготовленный из определенного сплошного или пористого металла, вне зависимости о того, находится или не находится он в конечном виде в качестве части детали или готового изделия большего размера, и вне зависимости от того, используется или не используется в составе детали или изделия большего размера. Система подачи аэрозоля на фиг. 1 и фиг. 2 является исключительно примером продукта, в котором может быть осуществлено воплощение изобретения, и изобретение не ограничивается этим воплощением.
На фиг. 3 представлена блок-схема, отражающая этапы осуществления способа в соответствии с воплощением изобретения.
На первом этапе S1 выбирают компонент из сплошного металла и компонент из пористого металла в тех случаях, когда желательно, чтобы эти два компонента были соединены друг с другом, например, в целях обеспечения электрического соединения или механического сцепления или в обеих целях. Эти компоненты могут быть выполнены из материала из числа указанных выше и могут иметь конструктивное выполнение, например, рассмотренное выше.
На второй стадии S2 компонент из сплошного металла и компонент из пористого металла размещают в соответствующих желаемых позициях при нахождении в контакте друг с другом. Участок, на котором происходит контакт, можно рассматривать как зону (участок) контакта, при этом упомянутая зона контакта находится между поверхностями этих двух компонентов. В зависимости от размеров компонентов и их взаимного расположения в пределах любого конечного устройства зона контакта может быть равна или меньше площади контактных поверхностей одного или обоих компонентов. Например, для конфигураций, представленных на фиг. 1 и фиг. 2, зоной контакта является наибольшая часть площади электрического контакта или вся эта площадь, но зона контакта включает лишь малую часть площади нагревательного элемента. В других примерах эти два компонента могут быть размещены внахлест так, что зона контакта будет меньше обеих площадей поверхностей, или компоненты могут иметь контактные поверхности одинакового размера, так что зона контакта включает большую часть площадей поверхности или полностью обе площади поверхности.
Компоненты могут удерживаться в положении контакта с помощью временных средств прижатия или фиксации, от которых эти компоненты освобождают после сварки. В качестве альтернативы, сборка двух компонентов может быть осуществлена в их требуемом конечном положении в составе устройства или изделия большего размера, после чего производится их сварка, как в примере на фиг. 1 и фиг. 2. Точно расположенные компоненты, удерживаемые в положении готовности для сварки, можно рассматривать как заготовку.
На третьей стадии S3 направляют световой луч лазера на внешнюю (ближнюю) поверхность компонента из сплошного металла, расположенную с противоположной стороны от зоны контакта, и направляют по существу ортогонально. Другими словами, лазерный луч направляют на компонент, имеющий большую плотность из двух металлических компонентов. Лазерный луч может быть сфокусирован с точкой фокусировки по существу на ближней поверхности компонента из сплошного металла, а именно, на поверхности, расположенной оппозитно контактной поверхности в зоне контакта. В зависимости от толщины компонента из сплошного металла, количества подводимой энергии и размеров площади, охватываемой сваркой, точка фокусировки, в качестве альтернативы, может находиться выше или ниже плоскости ближней поверхности. Лазерный луч может быть направлен через оптическое волокно или через одну или большее количество линз, или может быть использована комбинация указанных средств. Оптическое волокно и/или линзы могут быть установлены в специальном блоке подвода луча, выполненном с возможностью точной установки в требуемое положение выше или в иных случаях в непосредственной близости от заготовки (образованной из надлежащим образом расположенных компонентов). Примеры лазеров, подходящих для использования с целью лазерной сварки, включают твердотельные лазеры, такие как рубиновые лазеры и лазеры на алюмоиттриевом гранате с примесью неодима (Nd:YAG лазеры), а также газовые лазеры, например, лазеры, работающие на гелии, азоте и двуокиси углерода.
На четвертом этапе S4 энергия лазерного луча подводится к месту сварки в зоне контакта. Подвод энергии достигается за счет поглощения и передачи теплоты. Луч лазера, направленный на ближнюю поверхность компонента из сплошного металла, передает энергию металлу. Эта энергия поглощается металлом, что приводит к нагреванию металла. Энергия, длина волны лазерного луча и тип металла будут определять, насколько далеко будет проникать луч в металл, и сочетание непосредственного поглощения энергии и передачи теплоты из ближайших областей, которые поглотили энергию, будет обеспечивать нагревание в одной или большем количестве частей компонента из сплошного металла в зоне контакта и приводить к плавлению металла. Толщина компонента из сплошного металла по отношению к глубине проникновения лазерного луча также имеет значение для достижения нагрева в зоне контакта. Специалисту в данной области техники будет понятно, что регулирование мощности и длины волны лазера и выбор толщины компонента для достижения требуемого плавления осуществляется с учетом тепловых свойств металла и его способности рассеивать тепло. В пористой структуре металла также может происходить некоторое нагревание и плавление.
На пятом этапе S5 расплавленный или жидкий металл сплошного компонента способен вытекать в зоне контакта наружу из поверхности сплошного компонента. Этот процесс будет улучшен, если лазерный луч и заготовка ориентированы по существу вдоль вертикальной оси, и лазерный луч направлен по существу вниз на компонент из сплошного металла, и компоненты расположены как два горизонтальных слоя. При этом вытекание расплавленного металла из поверхности сплошного компонента побуждается действием гравитации. Однако описанное выше взаимное расположение не является необходимым. Расплавленный металл способен поступать в примыкающий компонент из пористого металла путем втекания в пустоты пористой структуры, и при этом расплав обтекает, охватывает или иным образом окружает находящиеся вблизи волокна, нити или иные части пористой структуры.
На шестом этапе S6 лазерный луч выключают (блокируют или отводят от заготовки) сразу после подвода требуемого количества энергии. Это более подробно описано ниже.
На конечном этапе S7 непосредственно после отвода от заготовки источника энергии (лазерного луча) расплавленный металл способен охлаждаться и затвердевать. Постольку поскольку расплав втекает в пустоты компонента из пористого металла, он остается в них по мере охлаждения, и после фазового перехода с возвратом в твердое состояние нити, содержащиеся в компоненте из пористого металла, оказываются погруженными и включенными в твердый металл. Это обеспечивает механическое соединение или сцепление двух свариваемых компонентов, и, таким образом, сварка завершается.
Можно предполагать, без привязки к какой-либо теории, что расплавленный металл стремится втекать в отдельные или «узловые» участки, находящиеся в пределах нагреваемой зоны, и каждый узел формируется в виде сварной точки или бугорка-утолщения вокруг группы из металлических волокон или нитей пористой структуры (указанные нити также могут быть подвержены некоторой степени плавления или размягчения). Полученные структуры сварного шва можно представить себе как иглы (нити или волокна) в подушечке для иголок (утолщение в виде бугорка или сварная точка). Другими словами, расплавленный металл втекает в пустоты между нитями или другими металлическими элементами пористого металла, которые примыкают к рассматриваемым пустотам, и окружает или охватывает эти участки компонента из пористого металла. Обычно будет образован ряд утолщений в виде бугорков. Количество таких бугорков на сварной шов и отношение числа нитей на один бугорок может быть изменено путем регулирования мощности лазера и времени подачи лазерного луча; ниже это рассмотрено более подробно. Механическая прочность сварного шва и его электрическое сопротивление зависят от количества нитей в бугорке и полученной конфигурации, поэтому сварной шов может быть оптимизирован для получения хороших характеристик в зависимости от решаемой задачи (механическое сцепление, электрическое соединение или обе желаемые характеристики).
На фиг. 4 схематически представлено устройство для осуществления способа согласно фиг. 3. Схематическое изображение представлено не в масштабе. На фиг. 4(А) компонент 30 из сплошного металла размещен в контакте с компонентом 32 из пористого металла, содержащим множество нитей из металла, например, спеченных вместе. Компонент 30 из сплошного металла имеет верхнюю или ближнюю поверхность 30а (в иллюстрируемом положении) и оппозитно расположенную нижнюю поверхность 30b, которая находится в контакте с поверхностью 32а компонента из пористого металла. Две указанные контактные поверхности содержат зону 34 контакта, которая в данном примере соответствует всей площади нижней поверхности 30b компонента 30 из сплошного металла и части площади верхней поверхности 32а компонента 32 из пористого металла. Для соединения двух рассматриваемых компонентов сварной шов необходимо создать в зоне 34 контакта.
На фиг. 4(В) лазер 38 генерирует лазерный луч 36, которому с помощью линзы (или нескольких линз) 42 придают форму с фокальной точкой 40. Фокус 40 находится на ближней поверхности 30а компонента из сплошного металла.
На фиг. 4(С) к компоненту 30 из сплошного металла с помощью лазерного луча 36 подводится достаточное количество энергии, чтобы осуществить нагревание через компонент из сплошного металла (показано в виде затененной области) и, таким образом, плавление твердого металла в зоне контакта. Расплавленный жидкий металл протекает вокруг некоторых нитей 44 компонента 32 из пористого металла и образует локальное утолщение (бугорок) 46.
На фиг. 4 (D) лазерный луч 36 удален, и расплавленная часть компонента 30 из сплошного металла охладилась и затвердела. Образовавшийся бугорок 46 представляет собой теперь твердый металл и внедрен в участки, образованные некоторым количеством нитей 44 компонента 32 из пористого металла. Два компонента 30, 32, таким образом, скреплены или сплавлены вместе с помощью такой связи, которая обеспечивает физические, механическое соединение и, кроме того, электрическое соединение, в котором компоненты выполнены из металла и являются токопроводящими.
Конфигурация бугорков и внедренных в них нитей или волокон может быть изменена за счет использования отличающихся друг от друга режимов или условий подвода энергии лазера.
На фиг. 5 показано поперечное сечение (не в масштабе) первого примера заготовки, сваренной в соответствии с одним воплощением изобретения. Компонент 30 из сплошного металла был расплавлен во время процесса сварки с образованием двух узлов или бугорков 46. В каждый из бугорков внедрено некоторое количество металлических волокон 44, содержащихся в компоненте 32 из пористого металла, и эти металлические волокна 44 включены в материал компонента 30 сплошного металла. В целях иллюстрации упомянутое некоторое количество представлено в этом примере семью-восемью нитями 44. По меньшей мере, некоторые из волокон 44 проходят через боковую поверхность бугорка 46, при этом часть их длины находится внутри бугорка (и зафиксирована окружающим затвердевшим металлом), а другая часть их длины находится вне бугорка и образует пористую структуру компонента из пористого металла. Некоторые волокна 44 могут полностью находиться в пределах бугорка 46. В реальном примере может быть образовано большее количество бугорков с большим или меньшим количеством нитей на один бугорок. Следует, однако, отметить, что в результате одной операции сварки с использованием лазерного луча может быть образовано несколько бугорков; и в одной операции сварки или при одном воздействии луча лазера не образуется всего лишь один бугорок. Механическая прочность сварного шва (определяемая, например, посредством испытания на отрыв, в котором измеряется усилие, необходимое для отрыва нитей от сваренных между собой компонентов) будет изменяться в зависимости от количества бугорков и количества нитей, приходящихся на один бугорок. Кроме того, электрическое сопротивление будет изменяться в зависимости от этих конструктивных факторов. В некоторых случаях применения особый интерес будет представлять электрическое сопротивление, и возможно, например, что весьма надежный сварной шов, обеспечивающий высокую прочность, будет также иметь сопротивление, слишком высокое для конкретного применения (в частности, принимая во внимание, что в электрическую цепь, в частности, в электрический нагревательный элемент на фиг. 1 и фиг. 2 могут быть включены два сварных шва). Изменение условий сварки может изменить структуру для уменьшения электрического сопротивления так, чтобы обеспечить необходимую механическую прочность.
На фиг. 6 показано поперечное сечение (не в масштабе) второго примера заготовки, сваренной в соответствии со вторым воплощением изобретения. В данном примере используется меньшая мощность лазера по сравнению с примером на фиг. 5; другие параметры остаются такими же. В таком режиме формируется большее количество бугорков 46 (в этом примере показано четыре бугорка), но с уменьшенным количеством нитей 44, приходящихся на один бугорок (2-3, как показано на фиг. 6), или, с другой стороны, с увеличенным количеством бугорков относительно количества связанных с ними нитей. Указанные количества являются лишь иллюстративными и не обязательно характеризуют пример реальной ситуации. Однако уменьшенная мощность лазера может быть использована для изменения таким путем структуры сварного шва. Эта измененная структура имеет тенденцию к снижению электрического сопротивления по сравнению с примером на фиг. 5 и может также иметь подобную или повышенную механическую прочность, поскольку образуется большее количество бугорков, даже если общее количество нитей, включенных в сварной шов, может быть меньше.
Экспериментальные данные
При проведении опытов было реализовано определенное количество сварных швов. В этих экспериментах компонент из сплошного металла представлял собой электрическим контакт (такой как, например, на фиг. 1 и фиг. 2), выполненный из нержавеющей стали 301 и имеющий толщину 0,2 мм. Компонент из пористого металла представлял собой нагревательный элемент (такой, как на фиг. 1 и фиг. 2) толщиной 0,16 мм, изготовленный из нержавеющей стали 316L и содержащий металлические волокна диаметром 8 мкм, спеченные вместе при хаотическом взаимном расположении с получением плотности 200-250 г/м2 и пористости 84%.
Был использован лазер ML-2450A, производимый компанией Amada Miyachi, который является лазером на иттрий-алюминиевом гранате с неодимом (Nd:YAG), работающим на длине волны 1064 мкм. Луч фокусировали в фокальное пятно размером 400 мкм, которое было расположено на ближней поверхности компонента из сплошного металла. Могут быть использованы другие размеры фокального пятна, например, применительно к заданному размеру зоны сварки, например, от 400 мкм до 600 мкм. Для осуществления сварки лазер работал, следуя режиму переменной выходной мощности во время сварки.
На фиг. 7 представлена графическая зависимость, отображающая выходную мощность лазера в процессе сварки. Во время периода начального пуска (время включения), который начинается в момент времени tо и продолжается в течение периода времени Δt1 до момента времени t1, выходная мощность повышалась от 0 до 100%. Величину, соответствующую максимальной полной 100%-ной выходной мощности (установленная выходная мощность) изменяли от эксперимента к эксперименту. Изменение мощности в этот период происходит по линейному закону. Затем, в течение периода времени Δt2, который продолжался от момента времени t1 до t2, лазер работал с мощностью 100%. В конце концов, начиная с момента времени t2, выходная мощность была уменьшена до 50%, и лазер работал в течение последующего периода времени Δt3, который закончился в момент t3. От эксперимента к эксперименту изменяли продолжительности интервалов времени Δt1, Δt2 и Δt3, а также общее время сварки Δt1 + Δt2 + Δt3.
В таблице 1 приведены режимы по мощности для 30 экспериментов, включая общее количество энергии, подводимой к каждой заготовке. Расчет количества энергии предполагает работу лазера с непрерывным излучением.
Таблица 1.
|
Сваренные заготовки были испытаны и охарактеризованы в отношении механической прочности сварного шва, или сопротивления разрыву, а также электрического сопротивления сварного шва. Сопротивление разрыву было охарактеризовано как слабое (показывающее отсутствие сцепления), хорошее или очень хорошее (или не установленное, N/A, если заготовка не была испытана). Электрическое сопротивление было охарактеризовано как высокое (более 20 мОм), среднее (10-20 мОм) или низкое (менее 10 мОм). Результаты испытаний приведены в таблице 2, включая величину энергии, указанную также в таблице 1.
Таблица 2
|
Из представленных результатов видно, что существует режим, в котором подводится более низкое количество энергии (эксперименты, нумерованные меньшими числами) и показатели в целом не являются удовлетворительными, поскольку механическая прочность сварного шва слабая, и он имеет высокое электрическое сопротивление. С другой стороны, режим для экспериментов, нумерованных большими числами, в которых было подведено намного большее количество энергии, для некоторых случаев также имеет плохие показатели. Прочность механического сцепления может быть повышена, но электрическое сопротивление все ещё остается высоким. Подходящие результаты получены в частности, в промежуточном режиме, в котором подводится более умеренное количество энергии, в этом случае электрическое сопротивление низкое или имеет среднюю величину.
В отношении конкретного примера полученной заготовки, иллюстрируемого на фигурах, можно отметить, что общее количество энергии, превышающее 4,5 Дж, но не превосходящее 8,0 Дж, дает подходящие результаты при подводе энергии в режиме, подобном представленному на фиг. 7. В частности, при подводе энергии в интервале от 6,0 Дж до 7,0 Дж получаются, в особенности, хорошие результаты с точки зрения сопротивления разрыву и низкого электрического сопротивления.
Если рассматривать эти результаты более подробно, можно отметить, что наиболее подходящие результаты при подводе умеренного количества энергии соответствуют лазеру, работающему в условиях, в которых продолжительность периода времени Δt3 значительно превышает продолжительность периода Δt2. Другими словами, период времени, в течение которого используется уменьшенная мощность, в несколько раз превышает период времени использования полной мощности или более высокой величины мощности (более высокая мощность может или не может быть полной рабочей мощности лазера, с которой способен работать лазер). Вверху и внизу в таблицах 1 и 2 приведены результаты экспериментов, в которых величина Δt3 была равной Δt2 или лишь в 2 или 2,5 раза больше, чем Δt2, и эти результаты менее удовлетворительные с точки зрения сопротивления разрыву и/или высокого электрического сопротивления. С другой стороны, опытные данные, приведенные в средней части таблиц 1 и 2, соответствуют более высоким результатам. Начальное количество энергии при полной мощности подводится в период Δt2 для начала процессов нагревания и плавления, и после этого подводится уменьшенное количество энергии в течение более продолжительного периода времени Δt3, чтобы поддерживать передачу тепла и условия плавления, и предоставить период времени для формирования упомянутых бугорков, причем при отсутствии подвода избыточного количества энергии, в результате чего может быть поврежден каждый из свариваемых компонентов или может расплавиться слишком большое количество металла. На основании полученных данных подходящим можно считать режим, в котором отношение Δt2/Δt3 больше или равно 1:3 или больше или равно 1:4. Подвод слишком большого количества энергии даже при низкой мощности может привести к повреждениям, и поэтому в качестве верхнего предела можно рассматривать, например, указанное отношение периодов времени в интервале от 1:4 до 1:8 или в интервале от 1:3 до 1:8 (последнее отношение в этих интервалах является в проведенных экспериментах наибольшим). В пределах указанного интервала более высокие отношения соответствуют лучшим результатам в таблице 2, поэтому в некоторых воплощениях указанное отношение может быть установлено в интервале от 1:6 до 1:8.
В других экспериментах, как было обнаружено, хорошие результаты могут быть получены при много больших отношениях. В некоторых экспериментах высокая величина мощности находилась в диапазоне от 1,2 кВт до 1,4 кВт. Высокая величина мощности, в частности, которая может быть подведена в промежуток времени от 0,1 мс и 0,2 мс, и более низкая величина мощности, например, составляющая 50% от высокой величины мощности, затем может быть подведена в течение последующих 4-8 мс. Пониженная мощность подводится в течение промежутка времени, продолжительность которого превышает указанную более высокую мощность в 20 или 40 или 80 раз. Таким образом, отношение Δt2/Δt3 в некоторых случаях может составлять 1:20 или более, или 1:40 или более, или 1:80 или более, или в интервале от 1:20 до 1:80, или от 1:20 до 1:40, или от 1:40 до 1:80. Величины отношения, находящиеся между указанными величинами, и меньшие величины рассматриваемого отношения также могут быть использованы, например, величины в интервале от 1:10 до 1:15.
Таким образом, способ сварки может быть осуществлен с отношением в интервале от 1:3 до 1:80, хотя этот интервал не является ограничением изобретения.
В экспериментах в промежуток времени Δt3 использовали пониженную мощность, составляющую 50% от полной мощности, подводимой в промежуток Δt2. Однако походящие результаты могут быть также получены для других уровней мощности, например, в интервале с низким пределом, составляющим 30% или 35% или 40% или 45%, и верхним пределом, соответствующим 55% или 60% или 65% или 70% полной мощности. Кроме того, этап с уменьшенной мощностью может быть исключен, так что в период Δt3 приложена полная мощность, или, по меньшей мере, такая же мощность, что и в период Δt2. При этом сварной шов все ещё будет получен. Следует отметить, что термины «полная мощность» и 100%-ная мощность не обязательно означают общую мощность, которую способен генерировать лазер, точнее это означает величину мощности в течение периода Δt2, до которой повышается рабочая мощность в период Δt1. В зависимости от типа используемого лазера период линейного роста мощности может быть более или менее значительным, или может быть использована система с затвором для экранирования заготовки во время этапа включения и, таким образом, исключения из условий подвода энергии линейного роста мощности. Для примеров экспериментов, соответствующих предпочтительным результатам, продолжительность периода Δt1 линейного роста мощности такая же, что и продолжительность периода Δt2; однако это не является принципиально важным.
Кроме того, из экспериментальных данных видно, что во время периода действия полной мощности при уровнях мощности, которые не превышали величину 1,8 кВт, были получены хорошие результаты. Было установлено, что при величине мощности 1,8 кВт и выше существует тенденция получения менее качественного сварного шва, в частности, с точки зрения высокого электрического сопротивления. Кроме того, при очень низких величинах мощности необходимо более продолжительное время сварки, и ниже пороговой величины мощности не будет производиться достаточный нагрев для достижения необходимой степени плавления. Считается, что уровни 100% - ной мощности, составляющие от 1 кВт до менее 1,8 кВт, являются в особенности подходящими. Может быть также использован уровень мощности в интервале от 1,2 кВт до 1,6 кВт, или от 1,2 кВт до 1,4 кВт. Возвращаясь к примеру структуры, иллюстрируемой на фиг. 6, в которой уменьшенная мощность производит большее количество утолщений-бугорков с меньшим количеством волокон, приходящихся на один бугорок, следует отметить, что это может быть достигнуто при полной мощности, составляющей 1,5 кВт и ниже, например, от 1,0 кВт до 1,5 кВт. Специалисту будет понятно, что величину мощности следует изменять в зависимости от типа металла, длины волны лазера и толщины компонента из сплошного металла. Воплощения настоящего изобретения не ограничиваются величинами мощности, указанными выше, которые являются лишь примерами.
Следует напомнить, что в рассмотренных выше экспериментах компонент из сплошного металла имел толщину 0,2 мм, а толщина компонента из пористого металла составляла 0,16 мм. Очевидно, что компонент из сплошного металла толщиной во много раз большей, чем 0,2 мм, будет препятствовать эффективной сварке в рассмотренных выше режимах по мощности и энергии, поскольку лазерный луч будет поглощаться далеко от зоны контакта, и распространение теплоты может быть недостаточным для плавления металла в зоне контакта. Однако предполагается, что компонент из сплошного металла толщиной в интервале от 0,05 мм до 0,5 мм, в частности, от 0,05 мм до 0,5 мм, от 0,05 мм до 0,45 мм, от 0,05мм до 0,4 мм, от 0,05 мм до 0,35 мм, от 0,05 мм до 0,3 мм, от 0,05 мм до 0,25 мм, от 0,1мм до 0,5 мм, от 0,1 мм до 0,45 мм, 0,1 мм до 0,4мм, от 0,1 до 0,35 мм, от 0,1 мм до 0,3 мм, от 0,1мм до 0,25 мм, от 0,15 мм до 0,5 мм, от 0,15мм до 0,45 мм, от 0,15 мм до 0,4 мм, от 0,15 мм до 0,35мм, от 0,15мм до 0,3 мм, или от 0,15 мм до 0,25 мм будет с успехом сварен с использованием описанных выше условий проведения сварки. Считается, что толщина компонента из пористого металла будет значительно меньше, поскольку для образования сварного шва энергия лазерного луча и тепловая энергия не должна проходить через этот слой. Вместе с тем, могут существовать условия, в которых толщина компонента из пористого металла представляет больший интерес, поскольку в случае очень тонкого компонента из пористого металла сварной шов может, кроме того, обуславливать, по меньшей мере, частичное сцепление заготовки с каким-либо дополнительным компонентом, расположенным ниже компонента из пористого металла, т.е. с противоположной стороны относительно падающего лазерного луча. Упомянутое частичное сцепление может быть обусловлено действием расплавленного металла в бугорке, проходящем через всю толщину пористого компонента, или, например, результатом плавления или размягчения металлических нитей в компоненте из пористого металла, или плавления или размягчения материала дополнительного компонента. Любое такое сцепление может или не может иметь значение, и в некоторых случаях может быть выгодным. Проблема может быть решена путем фиксации заготовки во время сварки отдельно от других компонентов, вместо предварительной сборки компонента из пористого металла с другими компонентами, находящимися перед сваркой ниже этого компонента. В рассматриваемых примерах компонент из пористого металла может иметь толщину, например, в интервале от 0,15 мм до 0,17 мм, от 0,14 мм до 0,18 мм, от 0,13 мм до 0,19 мм или от 0,12 мм до 0,2 мм, от 0,1 мм до 0,22 мм или от 0,08 до 0,24 мм.
Для случаев применения, в которых необходимо, чтобы сварной шов обеспечивал электрическое сопротивление, представляет интерес низкое электрическое сопротивление. Воплощения настоящего изобретения способны обеспечить сопротивление величиной 10 мОм или менее. В некоторых устройствах могут представлять интерес величины сопротивления в интервале от 10 мОм до 20 мОм.
Во время проведения любого процесса сварки, включая лазерную сварку, желательно избежать образования в сварном соединении воздушных подушек. Эта проблема в лазерной сварке может быть устранена путем применения сжатия (компрессии) в процессе сварки. В рассматриваемом случае сжатие следует использовать с осторожностью из-за присутствия компонента с пористым металлом. Слишком сильное сжатие может расплющить и, следовательно, повредить структуру пористого материала, уменьшая его пористость, и, возможно, привести его в неподходящее состояние для использования по назначению. Поэтому, если при использовании воплощений изобретения выявлена необходимость устранения образования воздушного кармана, можно применить сжатие с силой в интервале от 0,1 Н до 5,0 Н. Может быть также выявлено отсутствие необходимости сжатия, т.е. в этом случае сила сжатия будет равна 0. Таким образом, в процессе действия лазерного луча для формирования сварного шва ко всей зоне контакта может быть приложена сила сжатия в интервале от 0 Н до 5Н включительно. Силы такой величины являются подходящими для типа компонента из пористого металла, используемого в описанных выше экспериментах. Усилия большей величины могут быть использованы, если компонент из пористого металла может их выдерживать или если возможное повреждение структуры является менее важным.
Для увеличения поглощения лазерного излучения металлов в процессе сварки могут быть устранены любые сильно отражающие поверхности. Например, с поверхности свариваемых компонентов в зоне контакта могут быть удалены любые отражающие покрытия или слои, и любая полированная поверхность не может быть использована в вблизи нахождения зоны контакта. Кроме того, может быть использована обработка поверхности специально для снижения её отражательной способности.
Раскрытые выше различные воплощения изобретения представлены только для лучшего понимания и разъяснения признаков, изложенных в пунктах формулы. Эти воплощения представлены лишь как типичные, а не исчерпывающие и/или единственные исключительные варианты. Следует понимать, что преимущества, варианты осуществления, примеры, функции, характерные особенности, структуры и/или другие описанные здесь аспекты не следует рассматривать как ограничения объема изобретения, определяемого пунктами формулы, или ограничения эквивалентов к пунктам формулы. Другие воплощения могут быть использованы, и могут быть осуществлены модификации без выхода за пределы объема заявленного изобретения. Различные воплощения изобретения могут подходящим образом содержать, состоять из или состоять, главным образом, из возможных подходящих комбинаций описанных выше элементов, компонентов, функциональных особенностей, частей, этапов, средств и т.п., помимо более подробно раскрытых выше в описании. Кроме того, описание может включать другие изобретения, не охарактеризованные в пунктах формулы, но которые могут быть заявлены в будущем.
Аппарат с управлением питания от аккумулятора
Аппарат и способ для выдачи жидкостей в емкость
Электронная система образования пара
Контейнер
Зарядная кассета для электронной сигареты
Зарядный чехол для электронной сигареты
Система подачи аэрозоля
Электронная система предоставления пара
Электронная система для обеспечения испарения
Электронная система для выработки пара
Нагревательный элемент и способ его анализа

