Результат интеллектуальной деятельности: СВАРНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ
Вид РИД
Изобретение
Область техники настоящего изобретения
[0001]
Настоящее изобретение относится (i) к сварному изделию, в котором покрытые погружением в расплав цинкового сплава стальные листы соединены друг с другом дуговой сваркой, и (ii) к способу получения сварного изделия.
Уровень техники настоящего изобретения
[0002]
Покрытый погружением в расплав сплава на основе цинка стальной лист (покрытый погружением в расплав цинкового сплава стальной лист) имеет хорошую коррозионную стойкость, и его, таким образом, используют для разнообразных целей, таких как строительные детали и автомобильные детали. В частности, покрытый погружением в расплав сплава Zn-Al-Mg стальной лист, содержащий Al в количестве, составляющем не менее чем 1 мас. %, сохраняет превосходную коррозионную стойкость в течение продолжительного периода времени. Поэтому такой покрытый погружением в расплав сплава Zn-Al-Mg стальной лист пользуется повышенным спросом в качестве альтернативы традиционному покрытому погружением в расплав цинка стальному листу, в котором покровный слой содержит только цинк в качестве основного компонента. Следует отметить, что покровный слой, содержащийся в традиционном покрытом погружением в расплав цинка стальном листе, как правило, имеет концентрацию Al, составляющую не более чем 0,3 мас. % (см. стандарт JIS G3302).
[0003]
В том случае, где покрытые погружением в расплав цинкового сплава стальные листы используют в качестве строительных деталей, автомобильных деталей или в аналогичных целях, покрытые погружением в расплав цинкового сплава стальные листы часто соединяют, осуществляя процесс дуговой сварки. Однако в том случае, где покрытые погружением в расплав цинкового сплава стальные листы соединяют дуговой сваркой, в покрытых погружением в расплав цинкового сплава стальных листах образуются многочисленные раковины, и ухудшается свариваемость при дуговой сварке покрытых погружением в расплав цинкового сплава стальных листов. Раковины представляют собой поры, содержащиеся в сварном валике, который представляет собой элемент, получаемый, когда часть основного материала и наплавляемый металл сплавляются друг с другом в процессе сварки и затем затвердевают посредством охлаждения.
[0004]
Температура кипения Zn (приблизительно 906°С) ниже, чем температура плавления Fe (приблизительно 1538°С), и, таким образом, в процессе дуговой сварки образуется пар Zn, и этот пар Zn содержится в сварном валике. По этой причине образуются раковины. Чрезмерное образование раковин вызывает проблему уменьшения прочности сварного шва.
[0005]
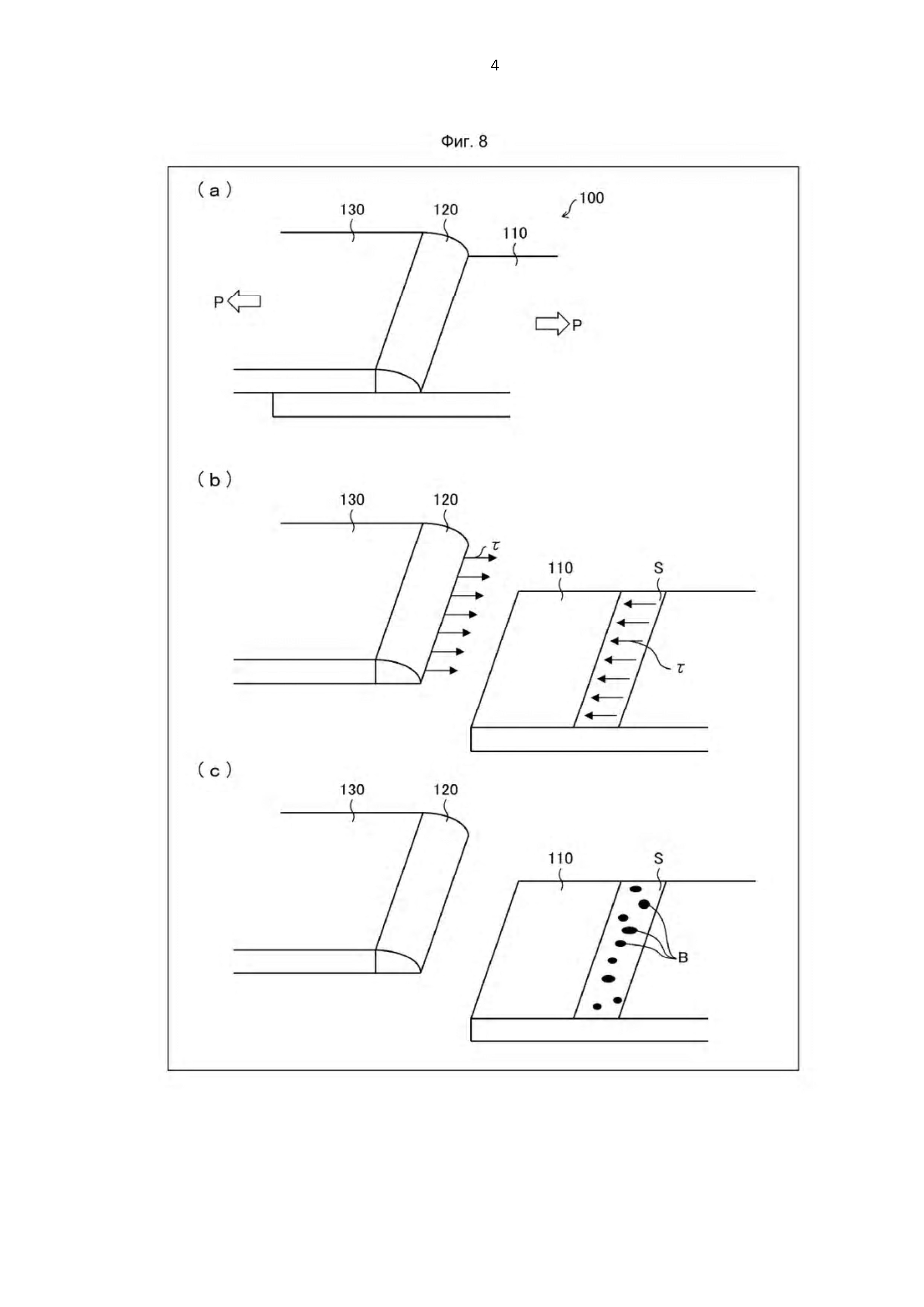
Далее уменьшение прочности сварного шва вследствие образования раковины будет подробно разъяснено со ссылкой на фиг. 8(а)-(с). На каждой из фиг. 8(а)-(с) представлено перспективное изображение, схематически иллюстрирующее сварное изделие, получаемое посредством сварки угловым швом с нахлесточным соединением. Такое сварное изделие часто используют в строительных деталях, автомобильных деталях и т.п. Следует отметить, что для удобства разъяснения на каждой из фиг. 8(b) и (с) проиллюстрировано сварное изделие, в котором верхний лист и нижний лист разделены.
[0006]
Как проиллюстрировано на фиг. 8(a), в том случае, где растягивающая нагрузка Р приложена к сварному изделию 100, полученному посредством сварки угловым швом, осуществляемой, когда нижний лист 110 и верхний лист 130 расположены для соединения нахлесточным образом, можно сказать, что в этом случае сдвигающее напряжение τ приложено к плоскости S сдвига сварного валика 120 в поверхностном положении нижнего листа 110 (см. фиг. 8(b)). Если к сварному изделию 100 приложена избыточная нагрузка, и прочность при сдвиге сварного валика 120 составляет более чем сдвигающее напряжение τ, сварной валик 120 не разрушается, но разрушается служащий в качестве основного материала верхний лист 130 или нижний лист 110 (т.е. разрушается основной материал). Таким образом, может быть получена проектная прочность соединения.
[0007]
Однако, как проиллюстрировано на фиг. 8(c), в том случае, где в сварном валике 120 возникают раковины В, уменьшается площадь плоскости S сдвига. Таким образом, в том случае, где к сварному изделию 100 приложена избыточная нагрузка, прочность при сдвиге сварного валика 120 становится меньше, чем сдвигающее напряжение τ, и разрушается сварной валик 120, а не основной материал. Это оказывается проблематичным, потому что не может быть получена проектная прочность соединения.
[0008]
В частности, покрытый погружением в расплав цинкового сплава стальной лист, имеющий высокую плотность покрытия, составляющую 90 г/м2 или более, используют для изделия, которое должно обеспечивать продолжительный срок службы. В этом случае количество пара Zn, производимого в процессе дуговой сварки, увеличивается, поскольку увеличивается масса покрытия покрытого погружением в расплав цинкового сплава стального листа, и, таким образом, образуются дополнительные избыточные раковины. Это вызывает проблему легкости уменьшения прочности при сдвиге сварного валика 120.
[0009]
В таких обстоятельствах в качестве способа ингибирования образования брызг и раковин при сварке покрытого погружением в расплав цинкового сплава стального листа предложен процесс импульсной дуговой сварки, в котором в качестве электрода использована сварочная проволока. В процессе импульсной дуговой сварки сварочная ванна (которая составляет часть сварного валика до затвердевания) перемешивается импульсной дугой, сварочная ванна сжимается, и ее глубина уменьшается. Это упрощает выпуск пара Zn и ингибирование образования раковин.
[0010]
Например, патентный документ 1 раскрывает процесс импульсной дуговой сварки, в котором образование брызг и раковин ингибируют посредством регулирования состава сварочной проволоки и состава защитного газа, а также пикового тока, периода пика, формы кривой импульсного тока, например, частоты, и т.д.
Список цитируемой литературы
[Патентная литература]
[0011]
Патентный документ 1: опубликованная заявка на патент Японии (Tokukai) №2013-184216 (дата публикации: 19 сентября 2013 г. )
Краткое раскрытие настоящего изобретения
Техническая проблема
[0012]
Однако даже в том случае, где используют процесс импульсной дуговой сварки, не может быть полностью ингибировано образование раковин. В частности, в том случае, где сваривают с другом покрытые погружением в расплав цинкового сплава стальные листы с высокой плотностью покрытия, которые имеют превосходную коррозионную стойкость, увеличивается вероятность образования раковин, и может уменьшаться прочность сварного соединения.
[0013]
Настоящее изобретение выполнено с учетом такой современной ситуации, и его задача заключается в том, чтобы предложить сварное изделие, которое содержит покрытый погружением в расплав цинкового сплава стальной лист в качестве основного материала и обладает превосходной коррозионной стойкостью и прочностью при сдвиге сварного валика, а также предложить способ получения такого сварного изделия.
Решение проблемы
[0014]
В результате всесторонних исследований авторы настоящего изобретения обнаружили следующие новые факты. А именно, даже в том случае, где раковины возникают в некоторой степени, когда покрытые погружением в расплав цинкового сплава стальные материалы, имеющие поверхностную плотность покрытия от 15 г/м2 до 250 г/м2, например, сваривают угловым швом с нахлесточным соединением, сварной валик имеет превосходную прочность при сдвиге, при том условии, что ширина поперечного сечения и степень Br распространения раковин сварного валика в поверхностное положение нижнего листа находятся в пределах соответствующих диапазонов. Настоящее изобретение выполнено на основании этого нового обнаруженного факта.
[0015]
Таким образом, сварное изделие в соответствии с аспектом настоящего изобретения содержит: первый покрытый погружением в расплав цинкового сплава стальной лист; второй покрытый погружением в расплав цинкового сплава стальной лист уложенный на поверхность первого листа и соединенный дуговой сваркой с первым покрытым погружением в расплав цинкового сплава стальным листом; и сварной валик, который получают на поверхности первого листа таким образом, что первый покрытый погружением в расплав цинкового сплава стальной лист и второй покрытый погружением в расплав цинкового сплава стальной лист сварены друг с другом посредством сварного валика, причем каждый из первого покрытого погружением в расплав цинкового сплава стального листа и второго покрытого погружением в расплав цинкового сплава стального листа имеет поверхностную плотность покрытия от 15 г/м2 до 250 г/м2, сварной валик получают таким образом, что ширина W поперечного сечения удовлетворяет приведенной ниже формуле (1), и степень Br распространения раковин, представленная приведенной ниже формулой (2), составляет не более чем 50% ширины W поперечного сечения, представляющей собой ширину поперечного сечения от одной границы между покровным слоем на основе цинка и сварным валиком до другой границы между покровным слоем на основе цинка и сварным валиком на поверхности первого листа, и поперечное сечение представляет собой сечение сварного валика плоскостью, перпендикулярной направлению, в котором проходит сварной валик.
[0016]


где:
Т представляет собой толщину любого из первого покрытого погружением в расплав цинкового сплава стального листа и второго покрытого погружением в расплав цинкового сплава стального листа, и в том случае, где толщина первого покрытого погружением в расплав цинкового сплава стального листа отличается от толщины второго покрытого погружением в расплав цинкового сплава стального листа, Т представляет собой меньшее значение из толщины первого покрытого погружением в расплав цинкового сплава стального листа и толщины второго покрытого погружением в расплав цинкового сплава стального листа;
di представляет собой длину раковины i, наблюдаемой методом рентгеновской радиографии; и
L представляет собой длину сварного валика.
[0017]
Способ получения сварного изделия в соответствии с аспектом настоящего изобретения представляет собой способ получения сварного изделия в процессе импульсной дуговой сварки, в котором второй покрытый погружением в расплав цинкового сплава стальной лист, который уложен на поверхность первого листа, представляющего собой первый покрытого погружением в расплав цинкового сплава стальной лист, соединяют дуговой сваркой с первым покрытым погружением в расплав цинкового сплава стальным листом, где электрическую дугу получают, поочередно пропуская пиковый ток и базовый ток, причем вышеупомянутый способ включает: стадию сварки с получением сварного валика на поверхности первого листа таким образом, что первый покрытый погружением в расплав цинкового сплава стальной лист и второй покрытый погружением в расплав цинкового сплава стальной лист сварены друг с другом посредством сварного валика, каждый из первого покрытого погружением в расплав цинкового сплава стального листа и второго покрытого погружением в расплав цинкового сплава стального листа имеет поверхностную плотность покрытия от 15 г/м2 до 250 г/м2, причем на стадии сварки получают сварной валик таким образом, что ширина W поперечного сечения удовлетворяет приведенной ниже формуле (1), и степень Br распространения раковин, представленная приведенной ниже формулой (2), составляет не более чем 50% ширины W поперечного сечения, представляющей собой ширину поперечного сечения от одной границы между покровным слоем на основе цинка и сварным валиком до другой границы между покровным слоем на основе цинка и сварным валиком на поверхности первого листа, и поперечное сечение представляет собой сечение сварного валика плоскостью, перпендикулярной направлению, в котором проходит сварной валик.
[0018]


где:
Т представляет собой толщину любого из стальных листов в поперечном сечении и, в том случае, где толщина первого покрытого погружением в расплав цинкового сплава стального листа отличается от толщины второго покрытого погружением в расплав цинкового сплава стального листа, Т представляет собой меньшее значение из толщины первого покрытого погружением в расплав цинкового сплава стального листа и толщины второго покрытого погружением в расплав цинкового сплава стального листа;
di представляет собой длину раковины i, наблюдаемой методом рентгеновской радиографии; и
L представляет собой длину сварного валика.
Полезные эффекты изобретения
[0019]
Согласно аспекту настоящего изобретения оказывается возможным создание эффекта получения сварного изделия, которое содержит покрытый погружением в расплав цинкового сплава стальной лист в качестве основного материала и обладает превосходной коррозионной стойкостью и прочностью при сдвиге сварного валика, а также предложения способа получения такого сварного изделия.
Краткое описание фигур
[0020]
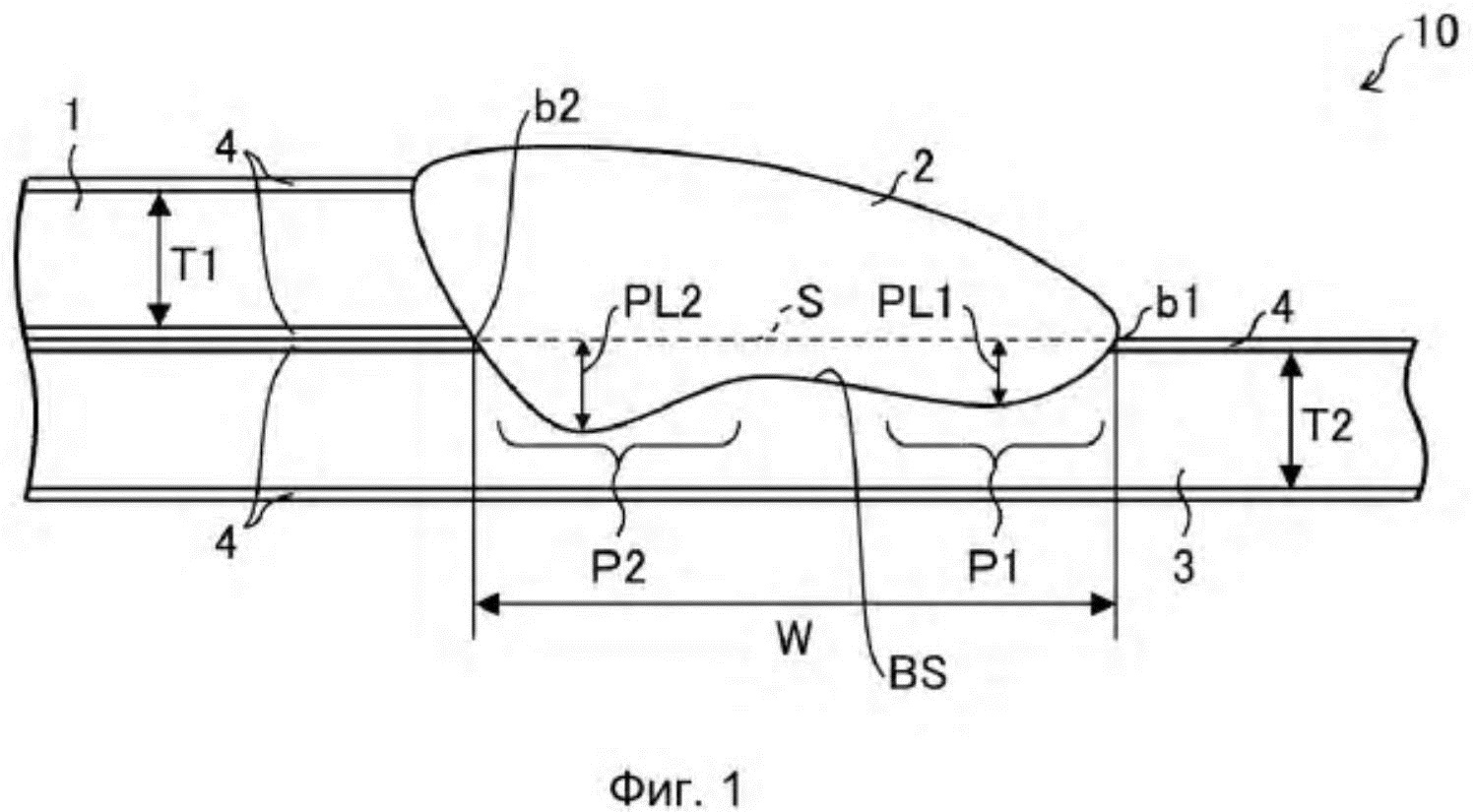
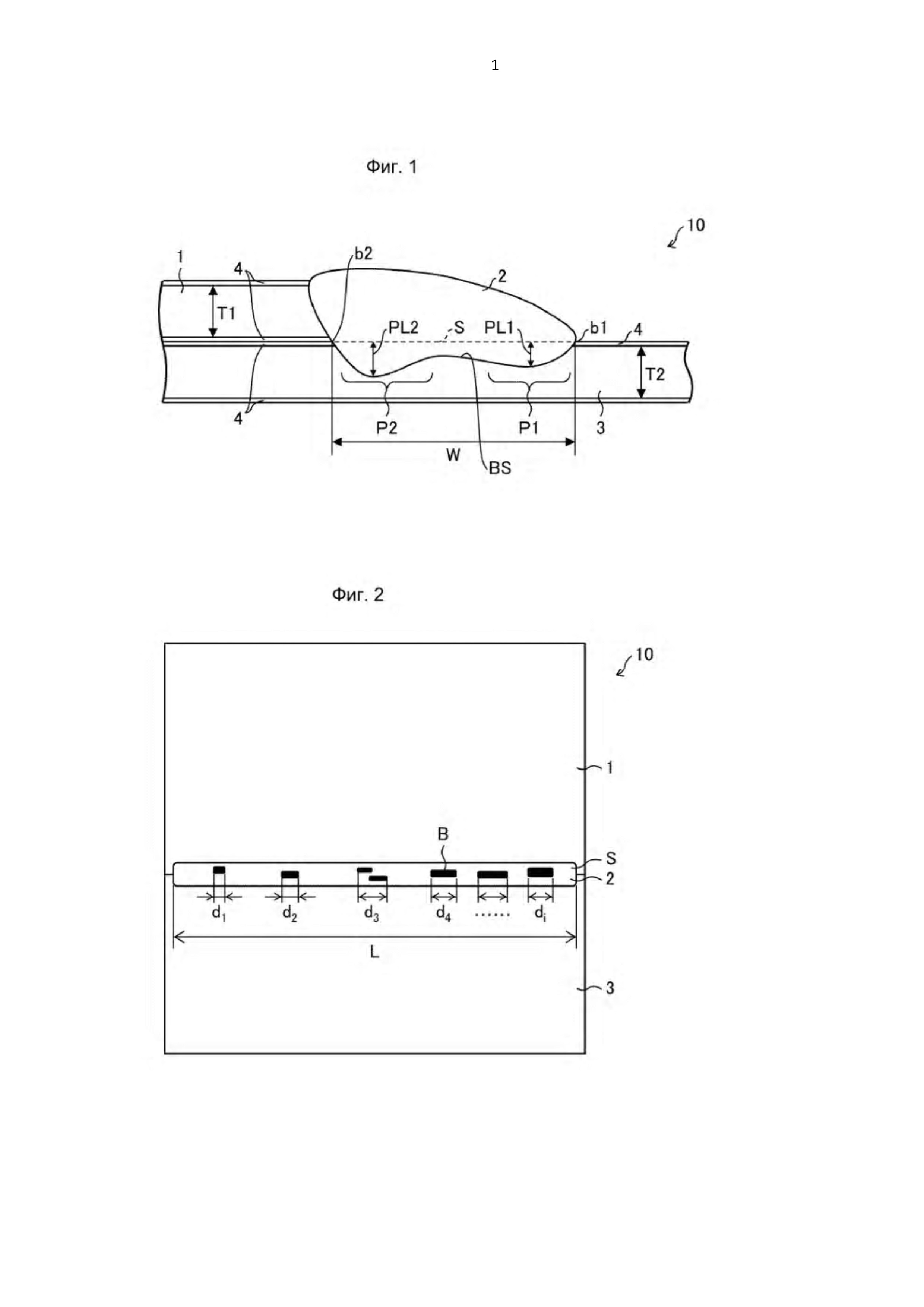
На фиг. 1 представлено схематическое изображение, иллюстрирующее поперечное сечение сварного изделия в соответствии с вариантом осуществления настоящего изобретения, причем поперечное сечение является перпендикулярным направлению, в котором проходит сварной валик.
На фиг. 2 представлен вид сверху, разъясняющий способ измерения степени распространения раковин в сварном изделии.
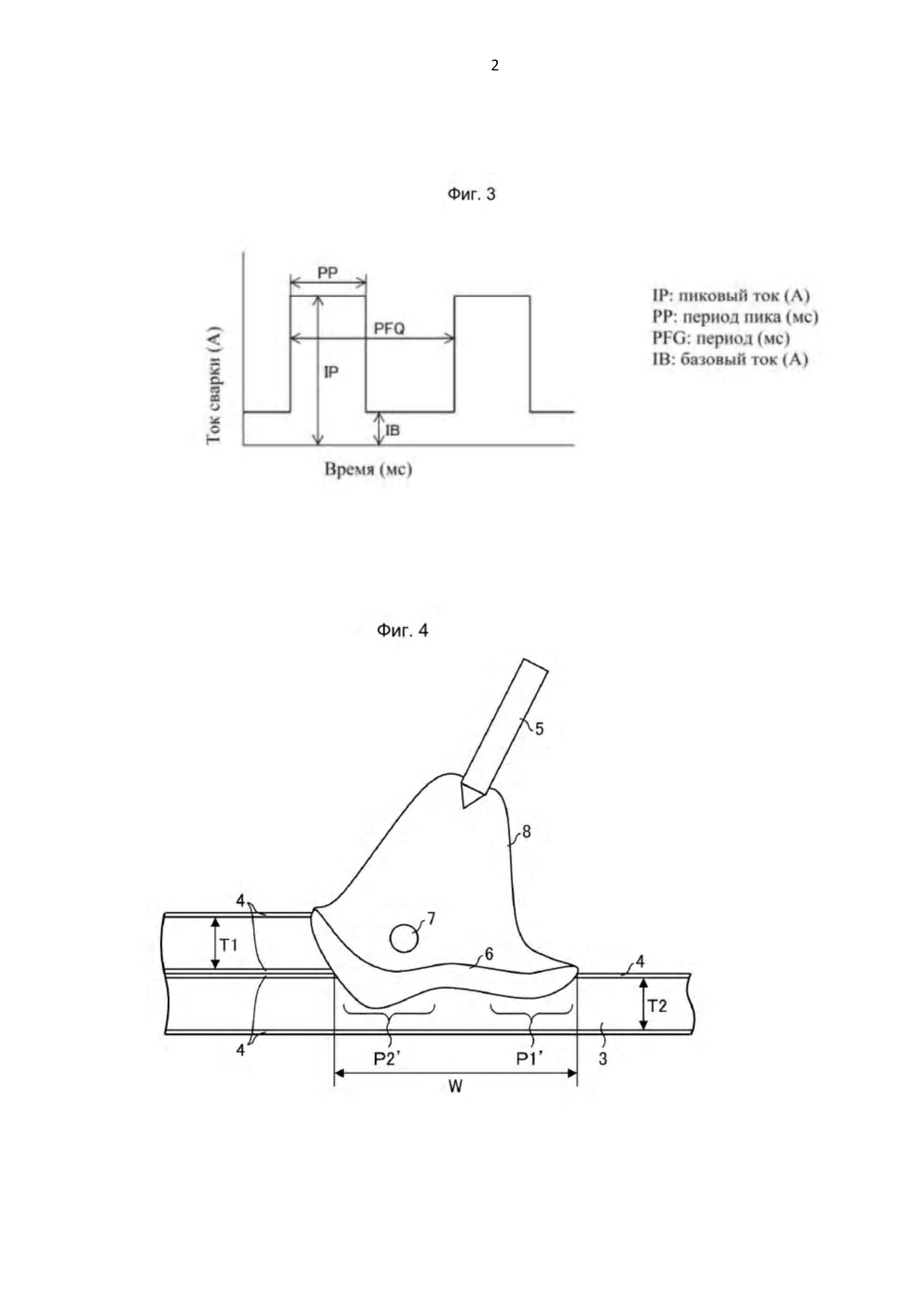
На фиг. 3 представлено изображение, схематически иллюстрирующее форму кривой импульсного тока в процессе импульсной дуговой сварки.
На фиг. 4 представлено изображение поперечного сечения, схематически иллюстрирующее состояние вблизи сварного изделия в процессе импульсной дуговой сварки.
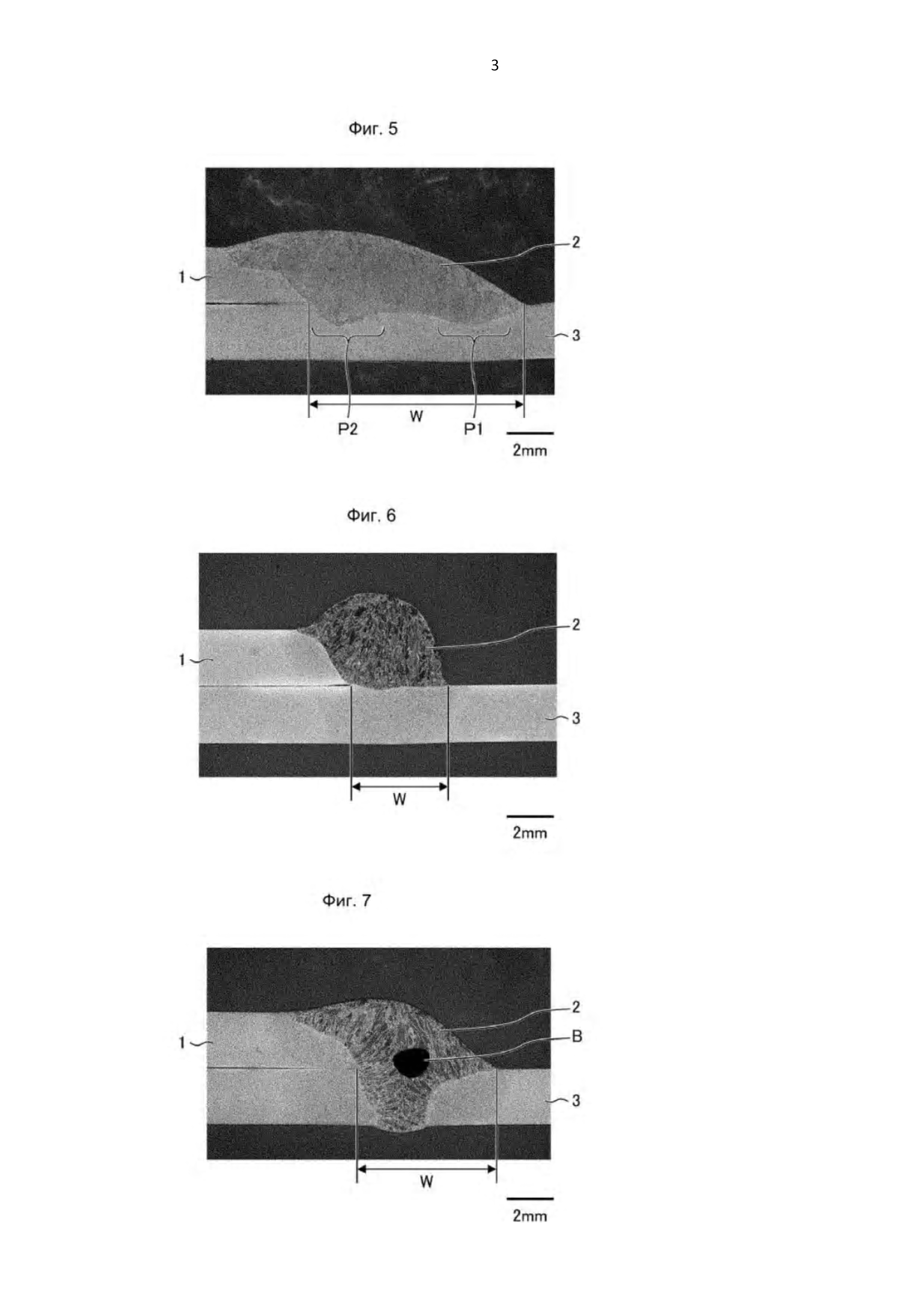
На фиг. 5 представлена полученная с помощью оптического микроскопа фотография, иллюстрирующая поперечное сечение сварного изделия в соответствии с вариантом осуществления настоящего изобретения.
На фиг. 6 представлена полученная с помощью оптического микроскопа фотография, иллюстрирующая поперечное сечение сварного изделия, полученного с применением стандартного процесса дуговой сварки.
На фиг. 7 представлена полученная с помощью оптического микроскопа фотография, иллюстрирующая поперечное сечение сварного изделия, полученного с применением стандартного процесса дуговой сварки.
На фиг. 8(a) представлено перспективное изображение, схематически иллюстрирующее сварное изделие, полученное посредством сварки угловым швом с нахлесточным соединением; на фиг. 8(b) представлено перспективное изображение, схематически иллюстрирующее состояние с приложенным сдвигающим напряжением, когда на сварное изделие действует растягивающая нагрузка, и при этом сварное изделие разделяют на верхний лист и нижний лист; на фиг. 8(c) представлено перспективное изображение, схематически иллюстрирующее поперечное сечение сварного валика в том случае, где в сварном изделии образуются раковины.
Подробное раскрытие вариантов осуществления настоящего изобретения
[0021]
В следующем описании обсуждены варианты осуществления настоящего изобретения. Следует отметить, что следующее описание предназначено просто для лучшего понимания идеи настоящего изобретения и не ограничивает настоящее изобретение, если не указано иное условие. В настоящей заявке выражение "от А до В" означает "А или более (выше) и В или менее (ниже)".
[0022]
Для ингибирования образования раковин в процессе сварки предложены различные меры. Однако ингибирование образования раковин оказывается затруднительным в том случае, где покровный слой имеет высокую плотность, или в аналогичных случаях, в которых может уменьшаться прочность сварного изделия.
[0023]
В этих обстоятельствах авторы настоящего изобретения выполнили всестороннее исследование, в результате которого была получена следующая новая концепция. А именно, в том случае, где осуществляют дуговую сварку между покрытыми погружением в расплав цинкового сплава стальными материалами, имеющими поверхностную плотность покрытия от 15 г/м2 до 250 г/м2: (i) площадь плоскости S сдвига (см. фиг. 8(b)) сварного валика может быть увеличена посредством увеличения ширины W поперечного сечения (подробно описано далее в настоящем документе) в сварном валике, и (ii) даже в том случае, где в некоторой степени возникают раковины, уменьшение прочности при сдвиге может быть предотвращено посредством установления степени распространения раковин Br (описано далее), составляющей не более чем 50%.
[0024]
На основании этого нового обнаруженного факта авторы настоящего изобретения выполнили настоящее изобретение в результате дополнительных исследований, в которых использован, например, процесс импульсной дуговой сварки в качестве сварочного процесса, способного увеличивать ширину W поперечного сечения и при этом ингибировать образование раковин. В следующем описании будет подробно обсужден вариант осуществления настоящего изобретения.
[0025]
[Сварное изделие]
На фиг. 1 представлено схематическое изображение, иллюстрирующее поперечное сечение (далее называется "поперечное сечение соединения") сварного изделия 10 в соответствии с настоящим вариантом осуществления, причем поперечное сечение получено посредством сечения сварного изделия 10 плоскостью, перпендикулярной направлению, в котором проходит сварной валик 2. Как проиллюстрировано на фиг. 1, сварное изделие 10 представляет собой сварное изделие с нахлесточным соединением, которое получали, помещая верхний лист 1 (второй покрытый погружением в расплав цинкового сплава стальной лист) на нижний лист 3 (первый покрытый погружением в расплав цинкового сплава стальной лист) в соединение нахлесточным образом и сваривая угловым швом верхний лист 1 и нижний лист 3. В сварном изделии 10 сварной валик 2 присутствует как часть с угловым сварным швом. Из широких поверхностей верхнего листа 1 и нижнего листа 3 поверхности, расположенные выше на фиг. 1, называются "верхние поверхности", и поверхности, противоположные соответствующим верхним поверхностям, называются "нижние поверхности". В сварном изделии 10 верхний лист 1 и нижний лист 3 расположены таким образом, что нижняя поверхность верхнего листа 1 и верхняя поверхность нижнего листа 3 находятся в контакте друг с другом.
[0026]
Согласно настоящему варианту осуществления в качестве примера сварного изделия в соответствии с аспектом настоящего изобретения описано сварное изделие, которое получено посредством сварки угловым швом с нахлесточным соединением с применением процесса импульсной дуговой сварки. Однако следует отметить, что сварное изделие в соответствии с аспектом настоящего изобретения не должно быть обязательно ограничено данным примером. Например, форма соединения сварного изделия может представлять собой сварное соединение с накладкой, и сварка может представлять собой щелевую сварку. Кроме того, сварочный процесс не ограничен процессом импульсной дуговой сварки при том условии, что может быть получено сварное изделие в соответствии с аспектом настоящего изобретения. Посредством применения настоящего изобретения в том случае, где покрытое погружением в расплав цинкового сплава изделие помещают на нижний лист 3 и сваривают с ним, оказывается возможным получение сварного изделия, которое обладает превосходной прочностью при сдвиге сварного валика.
[0027]
Каждый из нижнего листа 3 и верхнего листа 1 представляет собой покрытый погружением в расплав цинкового сплава стальной лист. На поверхности каждого из нижнего листа 3 и верхнего листа 1 нанесен покровный слой 4 на основе цинка, за исключением части, в которой образуется сварной валик 2. Далее в настоящем документе каждый из нижнего листа 3 и верхнего листа 1 иногда называется "основной материал".
[0028]
Сварной валик 2, полученный посредством импульсной дуговой сварки верхней поверхности (поверхности первого листа) нижнего листа 3 и боковой поверхности верхнего листа 1, проходит перпендикулярно верхней поверхности верхнего листа 1 и в продольном направлении верхнего листа 1. Сварной валик 2 представляет собой часть, в которой нижний лист 3, верхний лист 1, покровный слой 4 на основе цинка и наплавленный металл (сварочная проволока), которые плавятся в процессе сварки, смешиваются друг с другом и затвердевают при охлаждении. Сварной валик 2 получают, используя, например, процесс импульсной сварки металла в атмосфере активного газа (MAG).
[0029]
(Ширина поперечного сечения сварного валика)
Как проиллюстрировано на фиг. 1, поверхность сечения сварного валика 2 виртуальной плоскостью, включая верхнюю поверхность нижнего листа 3, определена как плоскость S сдвига (см. фиг. 8(b)).
[0030]
Сварное изделие 10 в соответствии с настоящим вариантом осуществления получают таким образом, что ширина плоскости S сдвига (далее в настоящем документе называется "ширина W поперечного сечения") в поперечном сечении соединения, перпендикулярном направлению, в котором проходит сварной валик 2, удовлетворяет приведенной ниже формуле (1):
[0031]

Здесь Т представляет собой толщину покрытого погружением в расплав цинкового сплава стального листа, и в том случае, где толщина Т2 нижнего листа 3 отличается от толщины Т1 верхнего листа 1, Т представляет собой меньшее значение из толщины Т1 и толщины Т2. Это обусловлено следующими причинами. А именно, в том случае, где толщина Т2 нижнего листа 3 отличается от толщины Т1 верхнего листа 1, и прочность при сдвиге сварного валика 2 составляет более чем сдвигающее напряжение τ, разрушается основной материал, толщина которого является меньшей из толщины верхнего листа 1 и толщины нижнего листа 3. А именно, в том случае, где избыточная нагрузка приложена к сварному изделию 10 для разрушения основного материала, прочность соединения сварного изделия 10 (т.е. нагрузка, при которой разрушается основной материал) зависит от меньшего значения из толщины верхнего листа 1 и толщины нижнего листа 3. Таким образом, в том случае, где относительно меньшая толщина из толщины Т2 нижнего листа 3 и толщины Т1 верхнего листа 1 определена как Т, и ширина W поперечного сечения, представленная приведенной выше формулой (1), составляет 2Т или более, должен разрушаться основной материал, а не сварной валик, когда к сварному изделию 10 приложена избыточная нагрузка. Если Т представляет собой большее значение из толщины верхнего листа 1 и толщины нижнего листа 3, ширина W поперечного сечения становится больше, чем необходимое значение.
[0032]
В сварном валике 2 ширина W поперечного сечения удовлетворяет приведенной выше формуле (1) в любом положении в направлении, в котором проходит сварной валик 2.
[0033]
Если ширина W поперечного сечения составляет менее чем двойная толщина листа, площадь поперечного сечения плоскости S сдвига уменьшается, и это приводит к недостаточной прочности при сдвиге.
[0034]
С другой стороны, если ширина W поперечного сечения превышает шестикратную толщину листа, объем сварного валика 2 становится избыточно большим, таким образом, что увеличивается стоимость осуществления сварочный процесс, и становится затруднительным осуществление сварочного процесса. Поверхность сварного валика 2 не является покрытой покровным слоем на основе цинка и, таким образом, имеет меньшую коррозионную стойкость. Поэтому, если ширина W поперечного сечения превышает шестикратную толщину листа, площадь поверхности сварного валика 2 становится чрезмерно большой, что не является предпочтительным.
[0035]
Другими словами, ширина W поперечного сечения представляет собой, в поперечном сечении соединения, расстояние в виртуальной плоскости, включающей верхнюю поверхность нижнего листа 3, от одной границы b1 между покровным слоем 4 на основе цинка и сварным валиком 2 до другой границы b2 между покровным слоем 4 на основе цинка и сварным валиком 2. Здесь граница b2 представляет собой границу, расположенную ближе к верхнему листу 1 и является границей между сварным валиком 2 и покровным слоем 4 на основе цинка, который покрывает нижнюю поверхность верхнего листа 1.
[0036]
(Степень распространения раковин)
Как описано выше, раковины В неизбежно образуются в некоторой степени в процессе дуговой сварки покрытых погружением в расплав цинкового сплава стальных листов. В частности, в том случае, где имеет высокую плотность покровный слой 4 на основе цинка, или является высокой концентрация Al в покровном слое (т.е. в случае покрытого погружением в расплав цинкового сплава стального листа, который имеет превосходную коррозионную стойкость), легко возникают раковины В.
[0037]
В сварном изделии 10 в соответствии с настоящим вариантом осуществления является допустимым образование некоторого количества раковин В. Количество раковин B в сварном валике 2 будет описано с применением показателя, называемого "степень распространения раковин". На фиг. 2 представлен вид сверху для разъяснения способа измерения степени распространения раковин в сварном изделии в соответствии с настоящим вариантом осуществления. Здесь плоскость S сдвига представлена как поперечное сечение сварного валика 2.
[0038]
Как проиллюстрировано на фиг. 2, раковины В образуются внутри сварного валика 2. Длина сварного валика 2 в продольном направлении (т.е. в направлении сварного шва) определена как "L", и длина раковины i от одного конца сварного валика 2 определена как "di". Длину di каждой из раковин можно наблюдать, например, методом рентгеновской радиографии.
[0039]
Степень распространения раковин представляет собой показатель оценки раковин, определяемый следующим образом согласно Руководству по проектированию и строительству для сварных соединений в строительстве (Редакционный совет Руководства по проектированию и строительству для сварных соединений в строительстве). Другими словами, степень Br распространения раковин определяют по приведенной ниже формуле (2), используя измеренную величину интегрированного значения Σdi (мм), которое получают посредством измерения и сложения длин всех раковин B в плоскости S сдвига сварного валика 2, схематически проиллюстрированного на фиг. 2.
[0040]

В сварном изделии 10 в соответствии с настоящим вариантом осуществления степень Br распространения раковин сварного валика 2 составляет не более чем 50%. В этом случае, как описано выше, площадь поперечного сечения плоскости S сдвига может быть обеспечена посредством установки ширины W поперечного сечения сварного валика 2, превышающую в два или более раз толщину покрытого погружением в расплав цинкового сплава стального листа (меньшую толщину, если толщина верхнего листа 1 отличается от толщины нижнего листа 3), в результате чего сварной валик 2 имеет превосходную прочность при сдвиге. Это делает возможным предотвращение уменьшения прочности при сдвиге сварного изделия 10.
[0041]
С другой стороны, если раковины В образуются в большом количестве, и степень Br распространения раковин увеличивается, то площадь поперечного сечения плоскости S сдвига становится весьма малой. Если степень Br распространения раковин превышает 50%, прочность при сдвиге сварного валика 2 уменьшается даже в том случае, где ширина W поперечного сечения удовлетворяет приведенной выше формуле (1), и сварной валик 2 может разрушиться при приложении растягивающей нагрузки Р.
[0042]
Следует отметить, что распределение раковин B в сварном валике 2 считают практически равномерным, и степень Br распространения раковин в части, не представляющей собой плоскость S сдвига, считают практически равной степени Br распространения раковин в плоскости S сдвига. Таким образом, оказывается возможным предположить количество раковин B в сварном валике 2 на основании степени Br распространения раковин в плоскости S сдвига.
[0043]
(Плотность покрытия)
Низкая плотность покрытия покрытого погружением в расплав цинкового сплава стального листа представляет собой недостаток для сохранения коррозионной стойкости и эффекта протекторной защиты покрытой поверхности в течение продолжительного периода времени. В результате разнообразных исследований обнаружено, что более эффективной является поверхностная плотность покрытия, составляющая не менее чем 15 г/м2. С другой стороны, если плотность покрытия превышает 250 г/м2, количество образующегося пара Zn становится чрезмерно большим, и степень распространения раковин превышает 50%. Таким образом, сварное изделие 10 в соответствии с настоящим вариантом осуществления имеет плотность покрытия, составляющую не более чем 250 г/м2.
[0044]
По существу, сварное изделие 10 в соответствии с настоящим вариантом осуществления получают посредством сварки угловым швом покрытых погружением в расплав цинкового сплава стальных материалов, которые имеют поверхностную плотность покрытия от 15 г/м2 до 250 г/м2, друг с другом посредством использования процесса импульсной дуговой сварки с нахлесточным соединением, и ширина W поперечного сечения сварного валика 2 удовлетворяет приведенной выше формуле (1). В сварном изделии 10 в соответствии с настоящим вариантом осуществления степень Br распространения раковин сварного валика 2 составляет не более чем 50%.
[0045]
В сварном изделии 10 в соответствии с настоящим вариантом осуществления образование раковин В не должно быть обязательно ингибировано в значительной степени в процессе сварки в целях обеспечения прочности при сдвиге сварного валика 2. А именно, даже в том случае, где сварку осуществляют в условиях, в которых раковины В легко образуются в процессе сварки, и при этом раковины В образуются в некотором количестве (однако следует отметить, что степень Br распространения раковин составляет не более чем 50%), уменьшение прочности при сдвиге сварного изделия 10 может быть предотвращено, когда ширина W поперечного сечения удовлетворяет приведенной выше формуле (1).
[0046]
Поэтому оказывается возможным получение сварного изделия 10, которое содержит покрытый погружением в расплав цинкового сплава стальной лист в качестве основного материала и обладает превосходной коррозионной стойкостью и прочностью при сдвиге сварного валика 2. В результате этого становится возможным получение сварного изделия 10, в котором предотвращено разрушение сварного валика раньше основного материала и обеспечена проектная прочность.
[0047]
(Форма поперечного сечения сварного валика)
В сварном изделии 10 в соответствии с настоящим вариантом осуществления оказывается предпочтительным, что в сварном валике 2 присутствует выступающая часть, описанная ниже. В следующем описании продолжено обсуждение выступающей части со ссылкой на фиг. 1.
[0048]
Как проиллюстрировано на фиг. 1, в сварном изделии 10 в соответствии с настоящим вариантом осуществления сварной валик 2 имеет две выступающие части, входящие в нижний лист 3. Две выступающие части обозначены как выступающие части Р1 и Р2, соответственно. Здесь выступающая часть, расположенная ближе к верхнему листу 1, представляет собой выступающую часть Р2. В выступающей части Р1 расстояние от плоскости S сдвига до вершины выступающей части Р1 определяют как длину PL1 выступа. В выступающей части Р2 расстояние от плоскости S сдвига до вершины выступающей части Р2 определяют как длину PL2 выступа.
[0049]
В сварном изделии 10 в соответствии с настоящим вариантом осуществления как длина PL1 выступа, так и длина PL2 выступа составляет не менее чем 0,2 мм, и большее значение из длины PL1 выступа и длины PL2 выступа составляет не более чем толщина Т2 нижнего листа 3. Это также позволяет сварному изделию 10 в соответствии с настоящим вариантом осуществления иметь превосходную прочность при сдвиге сварного валика 2. Это обусловлено тем, что выступающие части Р1 и Р2 увеличивают фиксирующий эффект. А именно, выступающие части Р1 и Р2 увеличивают площадь граничной поверхности BS между сварным валиком 2 и внутренней частью нижнего листа 3.
[0050]
Кроме того, на границе b2 в сварном валике 2 выступающей частью Р2 образован наклон. Другими словами, на границе b2 возрастает величина острого угла, образованного поверхностью сварного валика 2 и плоскостью S сдвига (или верхней поверхностью нижнего листа 3). Поэтому, например, в том случае, где приложенная растягивающая нагрузка Р тянет верхний лист 1 налево и нижний лист 3 направо, как показано на фиг. 1, выступающая часть Р2 фиксируется на границе b2, в результате чего может увеличиваться прочность при сдвиге.
[0051]
Таким образом, выступающая часть Р2 предпочтительно превосходит по длине выступа выступающую часть Р1, т.е. оказывается предпочтительным, что длина PL2 выступа составляет более чем длина PL1 выступа.
[0052]
Кроме того, на граничной поверхности BS, в том случае, где растягивающая нагрузка Р уменьшается в тангенциальном направлении и вертикальном направлении по отношению к граничной поверхности BS, может быть уменьшена сила, действующая в тангенциальном направлении (т.е. практически в направлении плоскости) граничной поверхности BS, потому что в граничной поверхности BS присутствуют многочисленные наклонные части, образованные выступающими частями Р1 и Р2, и углы наклона наклонных частей являются относительно большими.
[0053]
С другой стороны, если какая-либо одна длина из длины PL1 выступа и длины PL2 выступа составляет менее чем 0,2 мм, прочность при сдвиге детали уменьшается, и сварной валик 2 может разрушаться раньше основного материала, т.е. верхнего листа 1 или нижнего листа 3. Напротив, если какая-либо одна из выступающих частей Р1 и Р2 глубоко проникает в нижний лист 3, и длина PL1 выступа или длина PL2 выступа превышает толщину нижнего листа 3, сварной валик 2 проникает до обратной поверхности нижнего листа 3 и оказывается открытым. В том случае, где образуется такой корневой валик со сквозным проплавлением, ухудшается внешний вид сварного изделия, в результате чего изделие может не удовлетворять требованиям качества. Кроме того, требуется стадия шлифовки корневого валика со сквозным проплавлением, и это приводит к увеличению расходов.
[0054]
Следует отметить, что сварное изделие в соответствии с аспектом настоящего изобретения должно лишь содержать по меньшей мере одну выступающую часть и может содержать две или несколько выступающих частей. Кроме того, в том случае, где присутствуют две или несколько выступающих частей, требуется только, чтобы длина выступа по меньшей мере двух выступающих частей составляла не менее чем 0,2 мм, и длина выступа наиболее длинной выступающей части составляла не более чем толщина нижнего листа 3.
[0055]
В сварном изделии в соответствии с аспектом настоящего изобретения, оказывается предпочтительным, что выступающая часть сварного валика 2 удовлетворяет приведенным выше условиям в любом положении в направлении, в котором проходит сварной валик 2.
[0056]
(Тип покрытого погружением в расплав цинкового сплава стального листа)
В сварном изделии 10 в соответствии с аспектом настоящего изобретения, покрытый погружением в расплав цинкового сплава стальной лист представляет собой покрытый погружением в расплав стальной лист, покровный слой которого содержит Zn в качестве основного компонента. Такой покрытый погружением в расплав стальной лист может представлять собой покрытый погружением в расплав цинка стальной лист, покрытый погружением в расплав цинкового сплава стальной лист, покрытый погружением в расплав сплава Zn-Al стальной лист, покрытый погружением в расплав сплава Zn-Al-Mg стальной лист и. т.д.
[0057]
В покрытом погружением в расплав цинкового сплава стальном листе оказывается возможным, что покровный слой 4 на основе цинка содержит Zn в качестве основного компонента и содержит Al в количестве, составляющем не менее чем 1,0 мас. % и не более чем 22,0 мас. %. Сварное изделие 10 в соответствии с настоящим вариантом осуществления имеет превосходную прочность при сдвиге сварного валика 2 даже в том случае, где концентрация Al в покровном слое 4 на основе цинка составляет не менее чем 1 мас. %, т.е. концентрация Al является высокой. Это обусловлено тем, что даже если образование раковин В увеличивается в некоторой степени вследствие изменения поведения покровного слоя в процессе сварки, сварной валик 2 имеет степень Br распространения раковин, составляющую не более чем 50% и удовлетворяющую приведенной выше формуле (1), и это делает возможным предотвращение уменьшения прочности при сдвиге.
[0058]
Среди покрытых погружением в расплав цинкового сплава стальных листов является предпочтительным покрытый погружением в расплав сплава Zn-Al-Mg стальной лист, потому что покрытый погружением в расплав сплава Zn-Al-Mg стальной лист содержит от 1,0 мас. % до 22,0 мас. % Al и от 0,05 мас. % до 10,0 мас. % Mg, и, таким образом, достигается превосходная коррозионная стойкость. В этом случае может быть получено сварное изделие, которое обладает превосходной коррозионной стойкостью и прочностью при сдвиге сварного изделия.
[0059]
Кроме того, чтобы в системе ингибировать образование и рост фазы Zn11Mg2, которая вызывает ухудшение внешнего вида покровного слоя и коррозионной стойкости, покровный слой покрытого погружением в расплав сплава Zn-Al-Mg стального листа предпочтительно содержит от 0,002 мас. % до 0,1 мас. % Ti или от 0,001 мас. % до 0,05 мас. % В.
[0060]
Покровный слой покрытого погружением в расплав сплава Zn-Al-Mg стального листа может содержать Si в количестве, составляющем не более чем 2,0 мас. %, чтобы ингибировать избыточный рост слоя сплава Fe-Al, образующегося на границе раздела между поверхностью основного стального листа и покровным слоем, а также улучшать сцепление покровного слоя при обработке.
[0061]
Покровный слой покрытого погружением в расплав сплава Zn-Al-Mg стального листа может содержать Fe в количестве, составляющем не более чем 2,5 мас. %.
[0062]
Приведенный выше признак может быть выражен следующим образом. А именно, покровный слой покрытого погружением в расплав сплава Zn-Al-Mg стального листа предпочтительно удовлетворяет одному или нескольким условиям, выбранным из группы, которую составляют от 0,002 мас. % до 0,1 мас. % Ti, от 0,001 мас. % до 0,05 мас. % В, от 0 мас. % до 2,0 мас. % Si и от 0 мас. % до 2,5 мас. % Fe.
[0063]
(Толщина листа для покрытого погружением в расплав цинкового сплава стального листа)
В сварном изделии 10 в соответствии с аспектом настоящего изобретения толщина листа (толщина) для покрытого погружением в расплав цинкового сплава стального листа не ограничена определенной величиной. Толщину листа выбирают соответствующим образом в зависимости от цели применения сварного изделия 10.
[0064]
[Способ получения сварного изделия]
Сварное изделие 10 в соответствии с вариантом осуществления настоящего изобретения может быть получено, например, с применением процесса импульсной дуговой сварки. В следующем описании обсуждается способ получения сварного изделия 10 в соответствии с настоящим вариантом осуществления со ссылкой на фиг. 3 и фиг. 4.
[0065]
На фиг. 3 представлено изображение, схематически иллюстрирующее форму кривой импульсного тока в процессе импульсной дуговой сварки. На фиг. 4 представлено изображение поперечного сечения, схематически иллюстрирующее состояние вблизи сварного изделия в процессе импульсной дуговой сварки.
[0066]
Как представлено на фиг. 3, процесс импульсной дуговой сварки представляет собой процесс дуговой сварки, в котором поочередно и периодически пропускают пиковый ток IP и базовый ток IB, причем пиковый ток IP устанавливают на таком же или более высоком уровне, чем критический ток, при котором осуществляется перенос мелких капель, то есть струйный перенос. Период времени в течение, которого пропускают пиковый ток IP, определен как период пика РР, а период импульса импульсного тока, который составляют пиковый ток IP и базовый ток IB, определен как период PFQ.
[0067]
Как проиллюстрировано на фиг. 4, в том случае, где увеличивается расстояние от конца сварочной проволоки 5 до сварочной ванны 6, т.е. длина дуги, и пиковый ток IP установлен на таком же или более высоком уровне, чем критический ток, электромагнитная сила вызывает эффект сужения капли на конце проволоки (т.е. электромагнитный пинч-эффект). Этот электромагнитный пинч-эффект вызывает сокращение капли на конце сварочной проволоки 5, и, таким образом, происходит грануляция капли и регулярный перенос капли (т.е. струйный перенос) в течение периода каждого импульса. В результате этого капля плавно переносится в сварочную ванну 6.
[0068]
В таком процессе импульсной дуговой сварки, поскольку дуга имеет большую длину, дуга 8 расширяется, и ширина сварочной ванны 6 увеличивается, что при затвердевании сварочной ванны 6 упрощает образование сварного валика 2, который имеет ширину W поперечного сечения, находящуюся в пределах диапазона, представленного приведенной ниже формулой (1) (стадия сварки).
[0069]

Кроме того, процесс импульсной дуговой сварки может ингибировать образование раковин, способствуя выпуску пара Zn, таким образом, что может быть уменьшена степень Br распространения раковин. Таким образом, в том случае, где покрытые погружением в расплав цинкового сплава стальные материалы, имеющие поверхностную плотность покрытия от 15 г/м2 до 250 г/м2, соединяют друг с другом дуговой сваркой с применением процесса импульсной дуговой сварки, оказывается возможным предотвращение уменьшения прочности при сдвиге сварного валика 2 посредством получения сварного валика 2 таким образом, что выполняется приведенная выше формула (1), и степень Br распространения раковин составляет не более чем 50%.
[0070]
Кроме того, регулируют различные условия процесса импульсной дуговой сварки, чтобы получить в сварочной ванне 6 часть Р1' с глубоким проплавлением за счет тепла дуги и часть Р2' с глубоким проплавлением за счет струйного переноса капли 7. Части Р1' и Р2' с глубоким проплавлением, соответственно, превращаются в выступающие части Р1 и Р2 сварного валика 2 после затвердевания сварочной ванны 6, и прочность при сдвиге сварного изделия 10 увеличивается посредством фиксирующего эффекта.
[0071]
Согласно настоящему варианту осуществления условия импульсной дуговой сварки не ограничены определенным образом, при том условии, что может быть получено сварное изделие 10 в соответствии с настоящим вариантом осуществления. Могут быть соответствующим образом выбраны условия импульсной дуговой сварки, такие как длина дуги, пиковый ток IP, период PFQ, и период пика PP.
[0072]
В процессе импульсной дуговой сварки в соответствии с настоящим вариантом осуществления, газ Ar-СО2 используют в качестве защитного газа для струйного переноса капель. Концентрация СО2 составляет предпочтительно не менее чем 1 об. % и не более чем 30 об. %, предпочтительнее не менее чем 5 об. % и не более чем 20 об. %. Если концентрация СО2 является чрезмерно высокой, струйный перенос капель становится затруднительным. С другой стороны, если концентрация СО2 является чрезмерно низкой, дуга 8 расширяется, и ширина W поперечного сечения может становиться больше, чем необходимо.
[0073]
В процессе импульсной дуговой сварки в соответствии с настоящим вариантом осуществления в качестве сварочной проволоки используют различные проволоки сплошного сечения, определенные в стандарте JIS Z3312. Например, может быть использована проволока JIS Z3312 YGW12. Для сварочной проволоки диаметр проволоки может составлять, например, 1,2 мм. Оказывается возможным применение сварочной проволоки, которая имеет диаметр, составляющий от 0,8 мм до 1,6 мм.
[0074]
Следует отметить, что в процессе обычной дуговой сварки перенос капель представляет собой короткозамыкающий перенос, и длина дуги является короткой. Таким образом, оказывается затруднительным увеличение ширины W поперечного сечения сварного валика 2 до диапазона, указанного в аспекте настоящего изобретения. Если ток сварки или напряжение сварки увеличивается для увеличения ширины W поперечного сечения, возникает корневой валик со сквозным проплавлением или прогар. Кроме того, в процессе обычной дуговой сварки только одна выступающая часть сварного валика 2 образуется в нижнем листе 3, и фиксирующий эффект является слабым.
[0075]
[Резюме]
Как описано выше для сварного изделия в соответствии с аспектом настоящего изобретения оказывается предпочтительным, что сварной валик имеет выступающую часть, которая выступает в первый покрытый погружением в расплав цинкового сплава стальной лист в поперечном сечении, полученном при сечении сварного валика плоскостью, перпендикулярной направлению, в котором проходит сварной валик, причем длина выступа выступающей части в первом покрытом погружением в расплав цинкового сплава стальном листе составляет не менее чем 0,2 мм, и длина выступа составляет не более чем толщина первого покрытого погружением в расплав цинкового сплава стального листа.
[0076]
Для сварного изделия в соответствии с аспектом настоящего изобретения оказывается возможным, что покровный слой на основе цинка каждого из первого покрытого погружением в расплав цинкового сплава стального листа и второго покрытого погружением в расплав цинкового сплава стального листа содержит Zn в качестве основного компонента, причем покровный слой на основе цинка содержит Al в количестве, составляющем не менее чем 1,0 мас. % и не более чем 22,0 мас. %.
[0077]
Кроме того, для сварного изделия в соответствии с аспектом настоящего изобретения оказывается предпочтительным, что покровный слой на основе цинка каждого из первого покрытого погружением в расплав цинкового сплава стального листа и второго покрытого погружением в расплав цинкового сплава стального листа содержит Mg в количестве, составляющем не менее чем 0,05 мас. % и не более чем 10,0 мас. %.
[0078]
Кроме того, для сварного изделия в соответствии с аспектом настоящего изобретения оказывается предпочтительным, что состав покровного слоя на основе цинка каждого из первого покрытого погружением в расплав цинкового сплава стального листа и второго покрытого погружением в расплав цинкового сплава стального листа удовлетворяет одному или нескольким условиям, выбранным из группы, которую составляют: от 0,002 мас. % до 0,1 мас. % Ti, от 0,001 мас. % до 0,05 мас. % В, от 0 мас. % до 2,0 мас. % Si и от 0 мас. % до 2,5 мас. % Fe.
[0079]
Для способа получения сварного изделия в соответствии с аспектом настоящего изобретения оказывается возможным, что покровный слой на основе цинка каждого из первого покрытого погружением в расплав цинкового сплава стального листа и второго покрытого погружением в расплав цинкового сплава стального листа содержит Zn в качестве основного компонента, причем покровный слой на основе цинка содержит Al в количестве, составляющем не менее чем 1,0 мас. % и не более чем 22,0 мас. %.
[0080]
Кроме того, для способа получения сварного изделия в соответствии с аспектом настоящего изобретения оказывается предпочтительным, что покровный слой на основе цинка каждого из первого покрытого погружением в расплав цинкового сплава стального листа и второго покрытого погружением в расплав цинкового сплава стального листа содержит Mg в количестве, составляющем не менее чем 0,05 мас. % и не более чем 10,0 мас. %.
[0081]
Кроме того, для способа получения сварного изделия в соответствии с аспектом настоящего изобретения оказывается предпочтительным, что состав покровного слоя на основе цинка каждого из первого покрытого погружением в расплав цинкового сплава стального листа и второго покрытого погружением в расплав цинкового сплава стального листа удовлетворяет одному или нескольким условиям, выбранным из группы, которую составляют: от 0,002 мас. % до 0,1 мас. % Ti, от 0,001 мас. % до 0,05 мас. % В, от 0 мас. % до 2,0 мас. % Si и от 0 мас. % до 2,5 мас. % Fe.
[0082]
Настоящее изобретение не ограничено вариантом осуществления, но может быть изменено специалистом в данной области техники в пределах объема формулы изобретения. Технический объем настоящего изобретения также охватывает любой вариант осуществления, основанный на соответствующем сочетании технических средств, описанных в различных вариантах осуществления.
[Примеры]
[0083]
Далее сварное изделие 10 в соответствии с аспектом настоящего изобретения будет описано более подробно с приведением примеров и сравнительных примеров. Однако следует отметить, что настоящее изобретение не ограничено данными примерами.
[0084]
<Первый пример>
Сварку угловым швом с нахлесточным соединением осуществляли в процессе импульсной дуговой сварки или процессе обычной дуговой сварки, используя применение в качестве каждого из верхнего листа и нижнего листа покрытый погружением в расплав Zn-Al(6 Mac.%)-Mg(3 мас. %) стальной лист, имеющий толщину листа 2,3 мм, ширину 100 мм и длину 100 мм. В качестве сварочной проволоки использовали проволоку JIS Z3312 YGW12, имеющую диаметр 1,2 мм, и ширина перекрывания в нахлесточном соединении составляла 30 мм.
[0085]
Рентгеновскую радиографию осуществляли в отношении каждого из образцов (далее в настоящем документе называется "сварной образец") после нахлесточной сварки угловым швом и измеряли степень распространения раковин. После рентгеновской радиографии из центральной части каждого сварного образца отбирали исследуемый при растяжении образец, имеющий ширину 50 мм. Исследуемый при растяжении образец подвергали растяжению, прилагая растягивающую нагрузку Р в направлении сдвига сварного валика, и исследовали место разрушения. Исследование при растяжении осуществляли при скорости растяжения 3 мм/мин.
[0086]
Кроме того, в непосредственной близости к месту отбора исследуемого при растяжении образца отбирали образец для исследования поперечного сечения, и полученный таким путем образец исследовали с помощью микроскопа, чтобы определить ширину W поперечного сечения сварного валика и длину выступа выступающей части. Результаты исследования представлены в таблице 1.
[0087] 
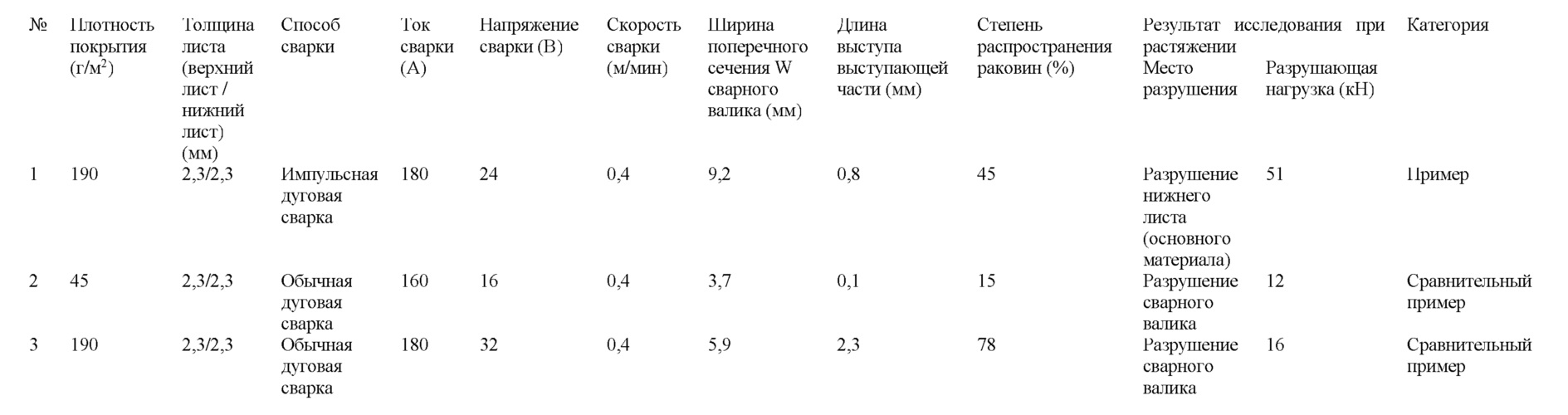
[0088]
Здесь ток сварки и напряжение сварки в процессе импульсной дуговой сварки в примере №1 представляют собой интегральные значения пикового значения и базового значения, соответственно. Длина выступа выступающей части в примере №1 представляет собой длину выступа короткой выступающей части из двух выступающих частей. В сравнительных примерах №2 и №3 была получена только одна выступающая часть. Плотность покрытия в таблице 1 представляет собой поверхностную плотность покрытия.
[0089]
Как представлено в таблице 1, в примере №1 с применением процесса импульсной дуговой сварки поверхностная плотность покрытия покрытого погружением в расплав цинкового сплава стального листа, ширина W поперечного сечения сварного валика и степень Br распространения раковин находились в пределах диапазонов, указанных в аспекте настоящего изобретения, и в результате исследования при растяжении обнаружено разрушение нижнего листа (основного материала). Разрушающая нагрузка составляла 54 кН. Можно видеть, что настоящее изобретение способно предложить сварное изделие, которое имеет превосходную прочность при сдвиге сварного валика.
[0090]
С другой стороны, в сравнительном примере №2 с применением процесса обычной дуговой сварки ширина W поперечного сечения сварного валика составляла менее чем нижний предел диапазона, указанного в аспекте настоящего изобретения, и в результате исследования при растяжении обнаружено разрушение сварного валика. Разрушающая нагрузка составляла 12 кН. Сравнительный пример №2 показывает, что даже в том случае, где плотность покрытия является относительно небольшой, составляя 45 г/м2, и степень распространения раковин является относительно небольшой, составляя 15%, прочность при сдвиге сварного валика уменьшается, и сварной валик разрушается при том условии, что ширина поперечного сечения сварного валика является небольшой.
[0091]
Кроме того, в сравнительном примере №3 ширина W поперечного сечения сварного валика могла бы превышать ширину в сравнительном примере №2 посредством осуществления обычной дуговой сварки и установления тока сварки и напряжения сварки на более высоком уровне, чем в сравнительном примере №2. Однако длина выступа выступающей части и степень распространения раковин увеличиваются. В сравнительном примере №3 ширина W поперечного сечения сварного валика соответствовала приведенной выше формуле (1), но степень распространения раковин была высокой, составляя 78%, и, таким образом, выходила за пределы диапазона, указанного в аспекте настоящего изобретения. Таким образом, в результате исследования при растяжении обнаружено разрушение сварного валика. Разрушающая нагрузка составляла 16 кН.
[0092]
В том случае, где дуговую сварку осуществляют с применением процесса обычной дуговой сварки в отношении покрытого погружением в расплав цинкового сплава стального листа, имеющего высокую плотность покрытия, составляющую 190 г/м2, при увеличении тока сварки и напряжения сварки, для сравнительного примера №3 можно отметить следующее. А именно, в этом случае, даже если бы было возможным увеличение ширины W поперечного сечения, степень Br распространения раковин значительно увеличилась (превышая 50%), потому что раковины легко образовывались, и в результате исследования при растяжении было обнаружено разрушение сварного валика 2. Кроме того, в этом случае также обнаружено, что длина выступа выступающей части увеличилась, и образовался корневой валик со сквозным проплавлением.
[0093]
Следующее описание дополнительно разъясняет приведенные выше пример №1 и сравнительные примеры №2 и №3 со ссылкой на фиг. 5-7. На фиг. 5 представлена полученная с помощью оптического микроскопа фотография, иллюстрирующая поперечное сечение вблизи сварного изделия в примере №1. На фиг. 6 представлена полученная с помощью оптического микроскопа фотография, иллюстрирующая поперечное сечение вблизи сварного изделия в сравнительном примере №2. На фиг. 7 представлена полученная с помощью оптического микроскопа фотография, иллюстрирующая поперечное сечение вблизи сварного изделия в сравнительном примере №3.
[0094]
Как представлено на фиг. 5, в примере №1 ширина W поперечного сечения сварного валика составляла 9,2 мм, и степень Br распространения раковин составляла 45%. Таким образом, ширина W поперечного сечения и степень Br распространения раковин находились в пределах диапазона, указанного в аспекте настоящего изобретения, и в результате этого была обеспечена площадь поперечного сечения в плоскости S сдвига. Таким образом, сварное изделие в примере №1 имеет превосходную прочность при сдвиге сварного валика 2. Кроме того, в нижнем листе 3 образовались две выступающие части (P1, Р2) сварного валика, и выступающая части Р1, которая представляла собой короткую выступающую часть, имела большую глубину, составляющую 0,8 мм. Поэтому увеличивался фиксирующий эффект, и оказалась превосходной прочность при сдвиге сварного валика 2.
[0095]
С другой стороны, как представлено на фиг. 6, в сравнительном примере №2, ширина W поперечного сечения сварного валика 2 была небольшой, составляя 3,7 мм. Хотя степень распространения раковин была низкой, составляя 15%, в сравнительном примере №2 не могла быть обеспечена достаточная площадь поперечного сечения в плоскости S сдвига. Глубина выступающей части составляла 0,1 мм, то есть проплавление было неглубоким.
[0096]
Как представлено на фиг. 7, в сравнительном примере №3, в котором использовали покрытый погружением в расплав цинкового сплава стальной лист с высокой плотностью покрытия, составляющей 190 г/м2, и ток сварки и напряжение сварки превышали соответствующие значения сравнительного примера №2, ширина W поперечного сечения сварного валика 2 была большой, составляя 5,9 мм, что не соответствовало приведенной выше формуле (1). Однако образовывалось большое количество раковин В, и степень Br распространения раковин выходила за пределы диапазона, указанного в аспекте настоящего изобретения. Кроме того, сварной валик 2 сплавлялся с обратной поверхностью нижнего листа 3 в процессе сварки, и образовывался корневой валик со сквозным проплавлением.
[0097]
<Второй пример>
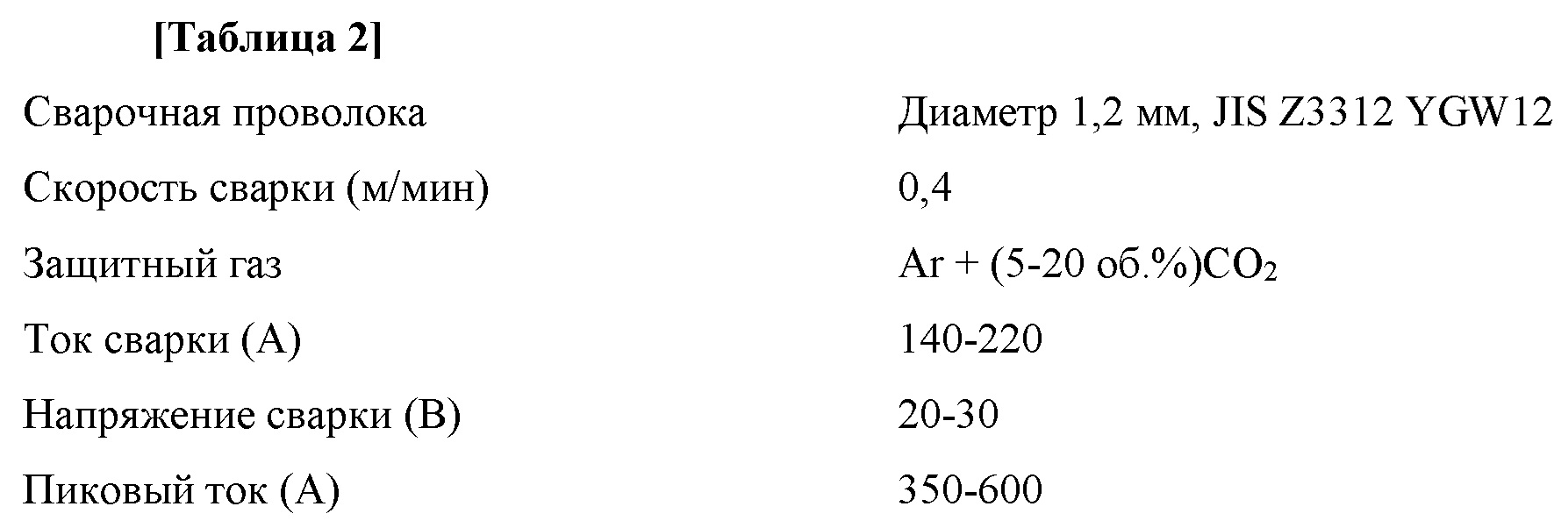
Далее сварку угловым швом с нахлесточным соединением осуществляли в процессе импульсной дуговой сварки с применением каждого из покрытых погружением в расплав цинкового сплава стальных листов, имеющих различные составы покровного слоя, и в результате этого получали сварные образцы. Условия импульсной дуговой сварки представлены в таблице 2.
[0098]

[0099]
Здесь ток сварки и напряжение сварки в условиях импульсной дуговой сварки, которые указаны в таблице 2, представляют собой интегральные значения пикового значения и базового значения, соответственно.
[0100]
Ширину W поперечного сечения, степень Br распространения раковин и прочность при сдвиге сварного валика сварных образцов исследовали способами, аналогичными способам приведенного выше первого примера. Результаты измерений представлены в таблице 3.
[0101]

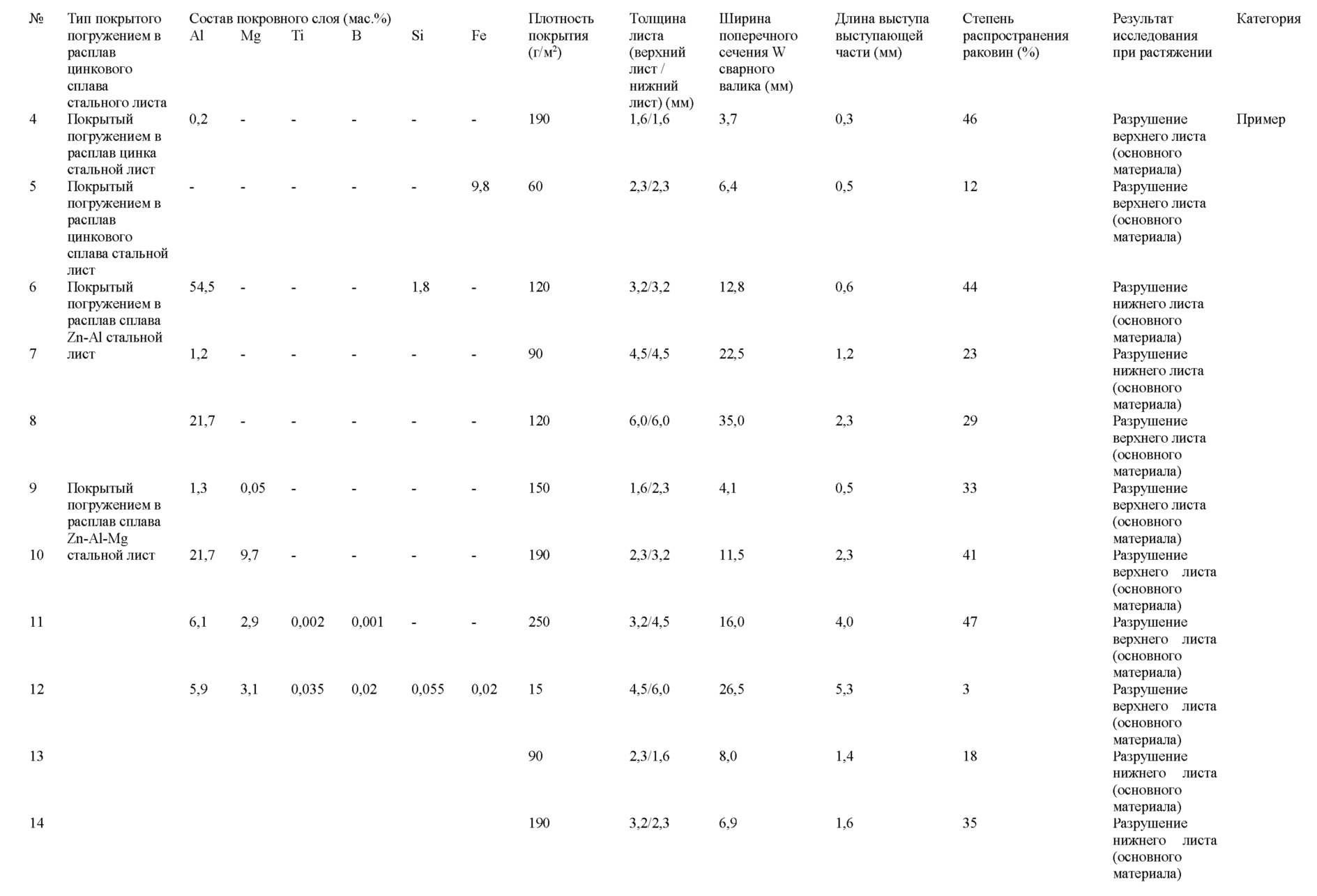
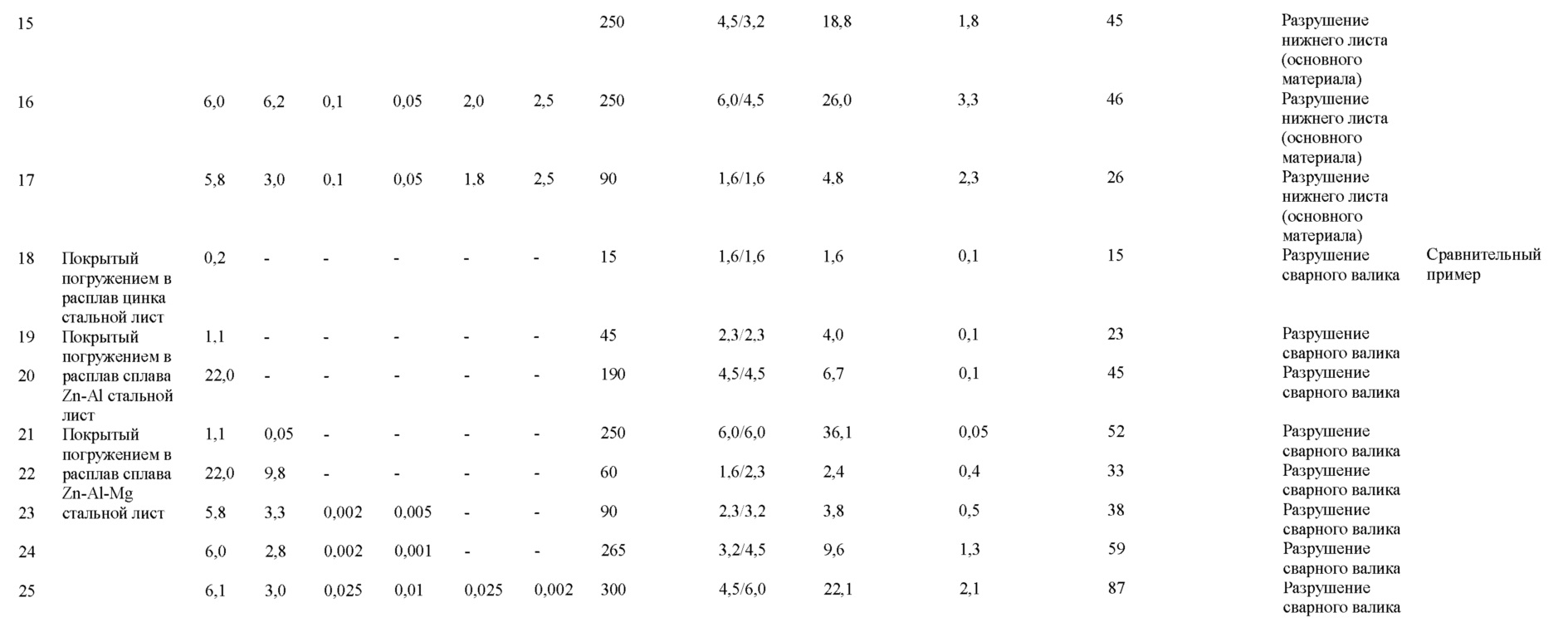
[0102]
Здесь в каждом из примеров №№4-16 и 18-25 длина выступа выступающей части, представленная в таблице 3, означает длину выступа короткой выступающей части. В примере №17 длина выступа выступающей части, представленная в таблице 3, означает длину выступа длинной выступающей части.
[0103]
Следует отметить, что ширину поперечного сечения сварного валика и длину выступа выступающей части в каждом из сварных образцов можно регулировать посредством изменения различных условий сварки в пределах диапазонов, представленных в таблице 2. Здесь ширина поперечного сечения и длина выступа сварного образца, полученного посредством импульсной дуговой сварки в определенных условия сварки, могут изменяться в зависимости от различных условий, таких как тип покрытого погружением в расплав цинкового сплава стального листа (состав основного материала, состав покровного слоя), плотность покрытия, толщина листа и характеристики устройства дуговой сварки.
[0104]
Например, в примере №5, в котором как верхний лист, так и нижний лист представляли собой покрытые погружением в расплав сплава цинка стальные листы, имеющие плотность покрытия 60 г/м2 и толщину листа 2,3 мм, импульсную дуговую сварку осуществляли в следующих условиях сварки. А именно, импульсную дуговую сварку осуществляли в таких условиях сварки: ток сварки составлял 160 А, напряжение сварки составляло 20 В, и защитный газ содержал Ar и 10 об. % СО2. В этом случае, как представлено в таблице 3, ширина поперечного сечения сварного валика составляла 6,4 мм, длина выступа выступающей части составляла 0,5 мм, и степень распространения раковин составляла 12%.
[0105]
Один из факторов, влияющих на ширину поперечного сечения и длину выступа в сварном образце, представляет собой поступление тепла в процессе сварки. Например, в случае примера №5 поступление тепла может быть выражено следующим образом:

Здесь для униформизации единиц скорость сварки 0,4 м/мин выражена как (40 см/60 с).
[0106]
По существу, например, в случае такого листа, как в примере №5 (толщина составляла 2,3 мм), условия сварки устанавливали таким образом, что поступление тепла находилось в пределах диапазона: поступление тепла ≥4800 (Дж/см). Поэтому ширину поперечного сечения сварного валика можно устанавливать на уровне 6,4 мм или более и длину выступа выступающей части можно устанавливать на уровне 0,5 мм или более, и это сделало возможным получение сварного изделия, имеющего превосходную прочность при сдвиге сварного валика. Однако следует понимать, что избыточно высокое поступление тепла приводит к чрезмерно большой ширине поперечного сечения и к чрезмерному выступу. Предпочтительный диапазон поступления тепла изменяется в зависимости от толщина листа. Предпочтительное значение поступления тепла проявляет тенденцию к уменьшению при уменьшении толщины листа, и предпочтительное значение поступления тепла проявляет тенденцию к увеличению при увеличении толщины листа.
[0107]
При получении сварных изделий в примерах условия сварки можно соответствующим образом устанавливать в пределах диапазона, указанного в приведенной выше таблице 2, таким образом, что ширина поперечного сечения сварного валика и длина выступа выступающей части находятся в пределах диапазонов, указанных в аспекте настоящего изобретения. Такие условия сварки могут быть установлены, например, посредством осуществления предварительного эксперимента и регулирования условий сварки согласно результату.
[0108]
Как представлено в таблице 3, в примерах №№4-17 поверхностная плотность покрытия покрытого погружением в расплав цинкового сплава стального листа, ширина W поперечного сечения сварного валика и степень Br распространения раковин находились в пределах диапазонов, указанных в аспекте настоящего изобретения. Кроме того, в результате исследования при растяжении основной материал (т.е. верхний лист или нижний лист) разрушался в каждом из примеров №№4-17, и, таким образом, проявлял превосходную прочность при сдвиге.
[0109]
В примере №17 длина выступа выступающей части превышала толщину нижнего листа вследствие избыточного проплавления, и получался корневой валик со сквозным проплавлением. В этом случае, в зависимости от требуемого качества изделия, оказывается необходимым шлифовка корневого валика со сквозным проплавлением.
[0110]
С другой стороны, в сравнительных примерах №№18-25, в которых по меньшей мере один из параметров, представляющих собой поверхностную плотность покрытия покрытого погружением в расплав цинкового сплава стального листа, ширину W поперечного сечения сварного валика и степень Br распространения раковин, находится за пределами соответствующего диапазона, указанного в аспекте настоящего изобретения, в результате исследования при растяжении происходило разрушение сварного валика, и, таким образом, было обнаружено уменьшение прочности при сдвиге сварного валика.
Список условных обозначений
[0111]
1: Верхний лист (второй покрытый погружением в расплав цинкового сплава стальной лист)
2: Сварной валик
3: Нижний лист (первый покрытый погружением в расплав цинкового сплава стальной лист)
4: Покровный слой на основе цинка
10: Сварное изделие
В: Раковина
P1, Р2: Выступающая часть
S: Плоскость сдвига
W: Ширина поперечного сечения




Способ электродуговой сварки для горячеоцинкованной стальной пластины с превосходным внешним видом сварной детали и высокой прочностью сварки, способ изготовления сварного элемента и сварной элемент
Способ элюирования кальция из сталеплавильного шлака и способ извлечения кальция из сталеплавильного шлака
Материал покрытия для металлического листа с покрытием
Металлический лист с покрытием и способ его получения
Изготовленная путем лазерной сварки фасонная деталь
Способ для производства сваренного дуговой сваркой конструктивного элемента
Способ лазерной сварки материалов, имеющих разные толщины
Способ электродуговой сварки для горячеоцинкованной стальной пластины с превосходным внешним видом сварной детали и высокой прочностью сварки, способ изготовления сварного элемента и сварной элемент

