Результат интеллектуальной деятельности: Способ комбинированного упрочнения режущего инструмента
Вид РИД
Изобретение
Изобретение относится к ионно-плазменной технологии и может быть использовано для упрочнения поверхности изделий машиностроения, в частности, режущего инструмента.
Известен способ химико-термической обработки изделий в тлеющем разряде, включающий зажигание тлеющего разряда между вакуумной камерой (анодом) и размещенным внутри камеры изделием (катодом) в среде химически активного газа (азота, метана и др.), нагрев изделия ионной бомбардировкой и выдержку изделия в активной газовой плазме при рабочей температуре в течение необходимого времени (Бабат-Захряпин А.А., Кузнецов Г.Д. Химико-термическая обработка в тлеющем разряде. М.: Атомиздат, 1975, с. 176).
Недостатком способа является сильная зависимость тока разряда от давления и сорта газа, а также интенсивный нагрев острых кромок изделий ускоренными ионами, приводящий, в частности, к перегреву и отпуску режущих кромок инструмента.
Известен способ обработки изделий, включающий заполнение плазмой вакуумно-дугового разряда рабочей камеры с установленными внутри нее изделиями, и подачу на изделия отрицательного потенциала [Дороднов A.M., Петросов В.А. О физических принципах и типах вакуумных технологических плазменных устройств. - Журнал технической физики, 1981, т. 51, N 3, с. 504-524]. При давлении менее 0,01 Па камера заполнена металлической плазмой, и при отрицательном потенциале изделий относительно камеры до 1 кВ и выше скорость распыления поверхности изделий ионами металла, например, титана превышает скорость конденсации металла, происходит ионная очистка поверхности и нагрев изделий до необходимой температуры. После подачи в камеру активного газа (например, азота) и снижения отрицательного потенциала изделий до 100 В при давлении газа ~ 0,5 Па происходит конденсация с ионной бомбардировкой (КИБ) и синтез на поверхности изделия покрытия (например, из нитрида титана) толщиной 3-5 мкм. Тонкие износостойкие покрытия повышают срок службы изделий в несколько раз. Однако при нагреве до температуры синтеза ~ 450°С массивных изделий, доза ионного облучения значительно превышает дозу, необходимую для очистки поверхности от загрязнений. В результате происходит травление поверхности ионами и снижение класса чистоты ее обработки, перегрев, отпуск и затупление их острых кромок, например, режущих кромок инструмента. Кроме того, тонкое покрытие из нитрида титана с микротвердостью ~ 2500 HV даже на поверхности изделия из быстрорежущей стали с микротвердостью ~ 900 HV подвержено хрупкому разрушению при упругих и пластических деформациях основы под действием сил, возникающих при эксплуатации изделия. Чтобы противостоять хрупкому разрушению, нужно значительно повысить твердость поверхностного слоя изделия с толщиной, на порядок превышающей толщину покрытия.
Недостатками способа являются снижение класса чистоты обработки поверхности изделий в результате травления ионами, перегрев и затупление острых кромок изделий, а также хрупкое разрушение твердого покрытия при повышенных нагрузках.
Наиболее близким по технической сущности к изобретению и выбранным в качестве прототипа является способ комбинированного упрочнения изделий, включающий заполнение газовой плазмой рабочей вакуумной камеры с установленным внутри нее режущим инструментом, нагрев и выдержку режущего инструмента в азотной плазме, и синтез на его поверхности из плазмы износостойкого покрытия из нитрида титана [Григорьев С.Н., Метель А.С., Федоров СВ. Модификация структуры и свойств быстрорежущей стали путем комбинированной вакуумно-плазменной обработки // Металловедение и термическая обработка металлов. 2012. №1 (679). С. 9-14].
В известном способе режущий инструмент, устанавливают в рабочей вакуумной камере и погружают в азотную плазму, получаемую поглощением с помощью специального экрана ионов и атомов титана пропускаемой через экран плазмы вакуумно-дугового разряда с титановым катодом при давлении газа ~ 0,5 Па. На режущий инструмент подают отрицательное напряжение, нагревают его бомбардировкой ускоряемыми из плазмы ионами азота, и выдерживают его в течение 0,5-1 часа при температуре эффективной термодиффузии азота 500°С. После упрочнения поверхности режущего инструмента азотированием убирают
поглощающий экран, а в результате погружают режущий инструмент в плазму титана и азота, и синтезируют на режущем инструменте износостойкие покрытия из нитрида титана. Чтобы повысить качество покрытий, их бомбардируют в процессе синтеза ионами, ускоряемыми из плазмы подаваемым на изделия напряжением ~ 100 В. При азотировании режущего инструмента из быстрорежущей стали упрочняется поверхностный слой толщиной 50-100 мкм, а микротвердость его поверхности повышается от ~ 900 до ~ 1350 HV. Это предотвращает хрупкое разрушение покрытия из нитрида титана толщиной 3-5 мкм с микротвердостью ~ 2500 HV при повышенных нагрузках.
Однако, при азотировании скорость распыления ионами режущих кромок инструмента в 100-1000 раз выше, чем на остальной его поверхности. Радиус режущей кромки в результате распыления заметно повышается. Дополнительно он увеличивается на величину, равную толщине износостойкого покрытия после его осаждения. В результате рассматриваемой комбинированной упрочняющей обработки режущий инструмент, особенно инструмент для чистовой обработки, может оказаться тупым и непригодным для использования.
Недостатком известного способа, в том числе технической проблемой является затупление режущего инструмента после его комбинированного упрочнения.
Задачей предложенного решения является разработка способа комбинированного упрочнения режущего инструмента азотированием и осаждением износостойкого покрытия, приводящего к заточке инструмента.
Технический результат - расширение эксплуатационных возможностей использования способа комбинированного упрочнения режущего инструмента для микроинструмента и инструмента для чистовой обработки, увеличение срока службы инструмента за счет его упрочнения и снижение шероховатости обрабатываемой им поверхности изделия за счет его заточки.
Поставленный технический результат достигается тем, что в способе комбинированного упрочнения режущего инструмента, включающем заполнение газовой плазмой рабочей вакуумной камеры с установленным внутри нее режущим инструментом, нагрев и выдержку режущего инструмента в азотной плазме, и синтез на его поверхности из плазмы износостойкого
покрытия, отличающийся тем, что сначала режущий инструмент нагревают и затачивают посредством бомбардировки пучком быстрых атомов аргона в аргоновой плазме, затем в рабочую вакуумную камеру подают азот и нагрев и выдержку режущего инструмента проводят в азотной плазме при температуре эффективной термодиффузии азота 500°С, поддерживаемой посредством бомбардировки пучком быстрых молекул азота, затем в рабочую вакуумную камеру подают смесь аргона и азота и с помощью магнетронного распылительного устройства в плазме титана, азота и аргона синтезируют на поверхности режущего инструмента износостойкое покрытие из нитрида титана при бомбардировке его в процессе синтеза импульсными пучками быстрых атомов аргона и быстрых молекул азота.
Способ поясняется чертежом.
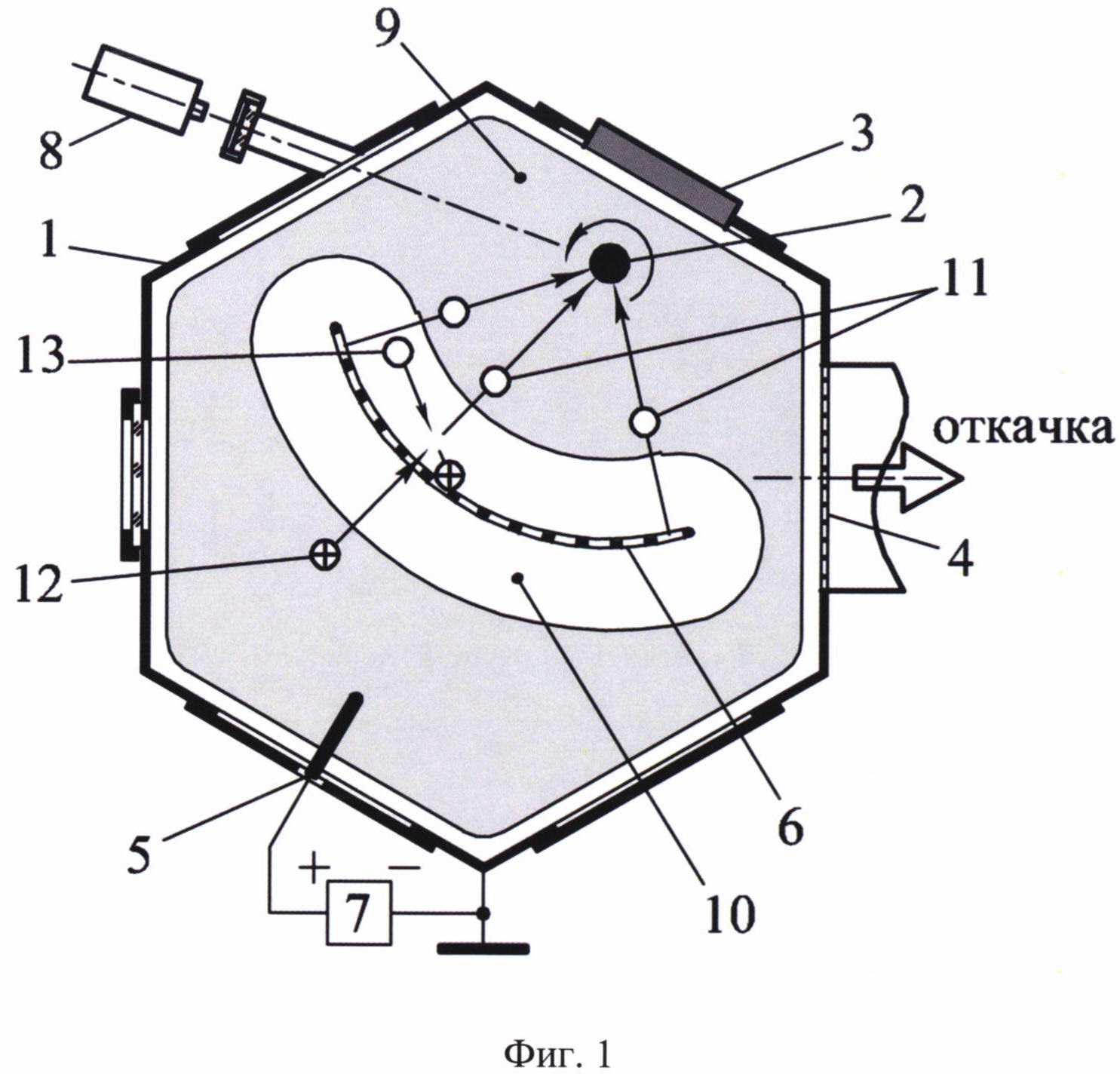
На Фиг. 1 изображена схема устройства для реализации способа. Оно содержит рабочую вакуумную камеру 1 с установленным внутри нее режущим инструментом 2, мишень 3 магнетронного распылительного устройства и плоскую сетку 4 на боковой стенке рабочей вакуумной камеры 1, анод 5 внутри нее, криволинейную сетку 6, закрепленную на установленном наверху камеры вводе напряжения (на Фиг. 1 не показан), источник питания разряда 7 и пирометр 8. На схеме обозначены также плазма 9, слой объемного заряда 10, быстрые нейтральные атомы 11, ионы 12 и молекулы газа 13.
Способ комбинированного упрочнения режущего инструмента 2 заключается в заполнении газовой плазмой 9 рабочей вакуумной камеры 1 с установленным внутри нее режущим инструментом 2, нагреве и выдержке режущего инструмента 2 в азотной плазме 9, и синтез на его поверхности из плазмы износостойкого покрытия, отличающийся тем, что сначала режущий инструмент 2 нагревают и затачивают посредством бомбардировки пучком быстрых атомов аргона 11 в аргоновой плазме 9, затем в рабочую вакуумную камеру 1 подают азот и нагрев и выдержку режущего инструмента 2 проводят в азотной плазме 9 при температуре эффективной термодиффузии азота 500°С, поддерживаемой посредством бомбардировки пучком быстрых молекул азота 11, затем в рабочую вакуумную камеру 1 подают смесь аргона и азота и с помощью магнетронного распылительного устройства в плазме 9 титана, азота и
аргона синтезируют на поверхности режущего инструмента 2 износостойкое покрытие из нитрида титана при бомбардировке его в процессе синтеза импульсными пучками быстрых атомов аргона 11 и быстрых молекул азота 11.
Способ комбинированного упрочнения режущего инструмента реализуется следующим образом. В рабочей вакуумной камере 1 с анодом 5 внутри нее и мишенью 3 магнетронного распылительного устройства на ее боковой поверхности устанавливают вертикально на изолированном от рабочей вакуумной камеры 1 вращающемся держателе на расстоянии ~ 6 см от мишени 3 упрочняемый инструмент 2, например, развертку из быстрорежущей стали Р6М5. Рабочую вакуумную камеру 1 герметизируют, через плоскую сетку 4 на ее боковой поверхности откачивают воздух до давления 0,001 Па и затем напускают в нее рабочий газ, например, аргон до давления ~ 0,5 Па. Подачей на анод 5 напряжения до 1 кВ от источника питания 7 поджигают тлеющий разряд с током 0,5-5 А и напряжением 300-600 В, а в результате заполняют рабочую вакуумную камеру 1 достаточно однородной аргоновой плазмой 9. Подают высокое напряжение отрицательной полярности на криволинейную сетку 6, закрепленную на установленном на рабочей вакуумной камере 1 вводе напряжения (на Фиг. 1 не показан), а в результате бомбардируют развертку 2 быстрыми атомами аргона 11, образующимися при столкновениях с перезарядкой ускоренных ионов 12 с молекулами газа 13 в слое объемного заряда 10 у поверхности сетки 6. Режущие кромки развертки распыляются пучком с такой же скоростью, как и остальная ее поверхность. Поэтому радиус режущей кромки в течение часа снижается от 7 до 3 мкм. После нагрева и заточки развертки 2 в рабочую вакуумную камеру 1 вместо аргона подают азот и выдерживают развертку 2 в течение часа в азотной плазме 9 при температуре эффективной термодиффузии азота ~ 500°С, поддерживаемой бомбардировкой пучком быстрых молекул азота 11 и контролируемой пирометром 8. В результате микротвердость поверхности повышается от ~ 900 до ~ 1350 HV, а радиус режущей кромки снижается от 3 до 1 мкм. Затем в камеру подают смесь аргона с азотом (15%), а на криволинейную сетку 6 подают импульсы напряжения длительностью 50 мкс с амплитудой 3 кВ, следующие с частотой 50 Гц. Включив магнетронную распылительную систему, создают плазму 9 титана,
аргона и азота и синтезируют на развертке 2 покрытие из нитрида титана толщиной 3 мкм, бомбардируя его во время синтеза импульсными пучками быстрых атомов аргона и быстрых молекул азота. Бомбардировка импульсными пучками не снижает скорость осаждения синтезируемого покрытия в результате распыления быстрыми атомами, а лишь улучшает адгезию и другие свойства покрытия. Благодаря заточке развертки 2 быстрыми атомами аргона и быстрыми молекулами азота радиус ее режущей кромки после упрочнения азотированием и осаждением твердого покрытия из нитрида титана толщиной 3 мкм составляет 4 мкм, что меньше среднего радиуса режущих кромок развертки ~ 7 мкм до ее упрочнения. Таким образом, способ комбинированного упрочнения режущего инструмента путем азотирования и последующего осаждения твердого покрытия при нагреве инструмента пучками быстрых атомов аргона и быстрых молекул азота обеспечивает его заточку.
По сравнению с прототипом предлагаемый способ позволяет упрочнять режущий инструмент без затупления его режущих кромок и даже затачивать инструмент в процессе его упрочнения. Это в свою очередь увеличивает срок его службы и снижает шероховатость обрабатываемой им поверхности изделия.
Изложенное позволяет сделать вывод о том, что поставленная задача - разработка способа комбинированного упрочнения режущего инструмента азотированием и осаждением износостойкого покрытия, приводящего к заточке инструмента - решена, а технический результат - расширение возможностей использования комбинированного упрочнения режущего инструмента для микроинструмента и инструмента для чистовой обработки, увеличение срока службы инструмента за счет его упрочнения и снижение шероховатости обрабатываемой им поверхности изделия за счет его заточки - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- способ, воплощающий заявленное техническое решение, при его осуществлении предназначен для упрочнения и заточки режущего инструмента;
- для заявленного способа в том виде, как он охарактеризован в нижеизложенной формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- способ, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный способ соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ комбинированного упрочнения режущего инструмента, включающий заполнение газовой плазмой рабочей вакуумной камеры с установленным внутри нее режущим инструментом, нагрев и выдержку режущего инструмента в азотной плазме и синтез на его поверхности из плазмы износостойкого покрытия, отличающийся тем, что сначала режущий инструмент нагревают и затачивают посредством бомбардировки пучком быстрых атомов аргона в аргоновой плазме, затем в рабочую вакуумную камеру подают азот и нагрев и выдержку режущего инструмента проводят в азотной плазме при температуре эффективной термодиффузии азота 500°С, поддерживаемой посредством бомбардировки пучком быстрых молекул азота, затем в рабочую вакуумную камеру подают смесь аргона и азота и с помощью магнетронного распылительного устройства в плазме титана, азота и аргона синтезируют на поверхности режущего инструмента износостойкое покрытие из нитрида титана при бомбардировке его в процессе синтеза импульсными пучками быстрых атомов аргона и быстрых молекул азота.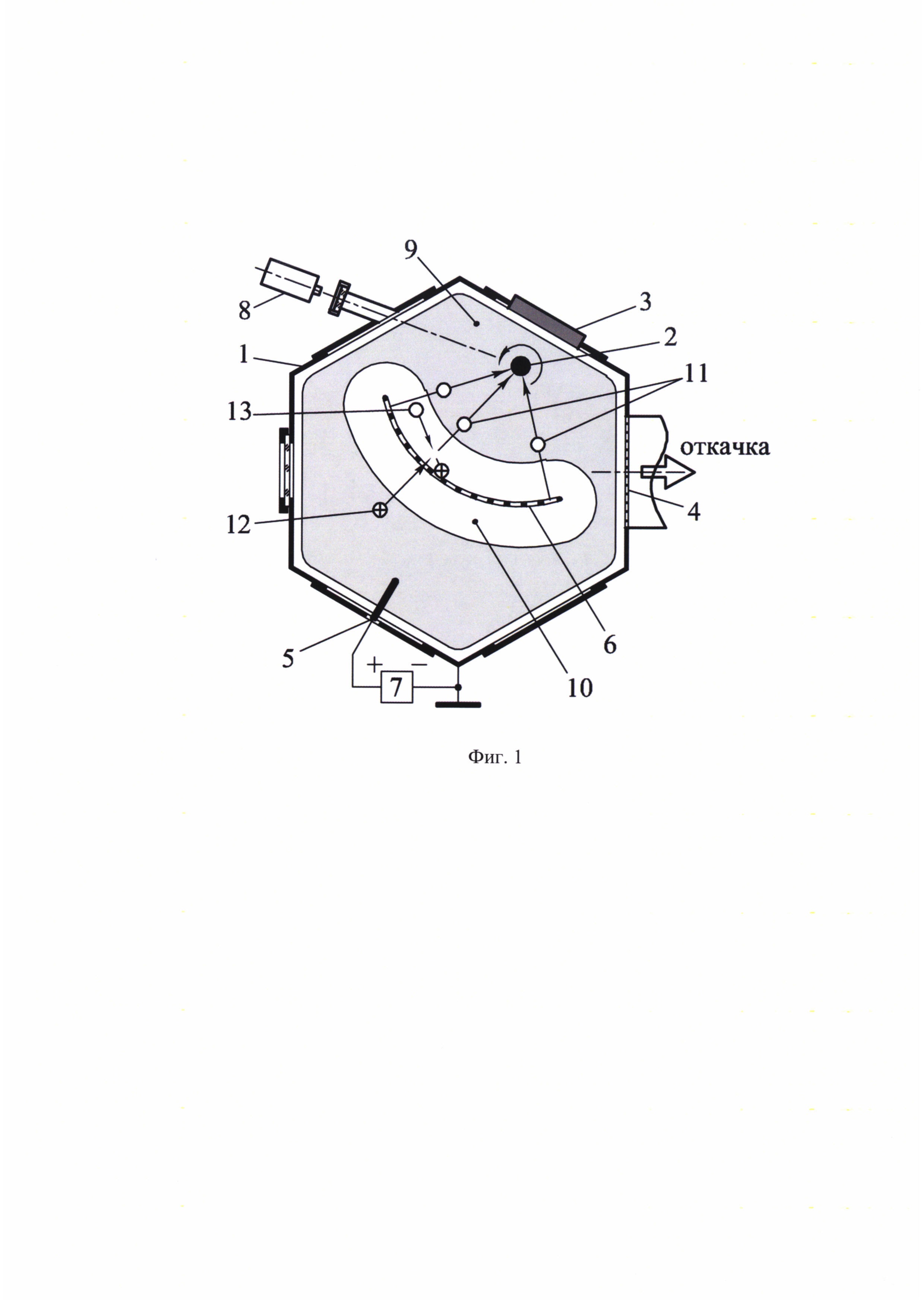
Способ крепления ступицы на валу
Приспособление для нарезания резьбы на трубах вне станка
Способ акустического мониторинга электронно-пучковой технологии поверхностного легирования в вакуумных камерах
Способ вывода звуковой информации о технологическом процессе электронно-пучкового воздействия
Устройство для обработки диэлектрических изделий быстрыми атомами
Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой
Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов
Система обеззараживания воздуха
Сборная фасонная фреза для обработки профиля железнодорожных колес
Сборная фасонная фреза для обработки профиля головки рельсов
Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой
Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов
Устройство для получения изделий методом селективного лазерного плавления
Магнетронное распылительное устройство
Пултрузионная установка для изготовления стержней из полимерных композиционных материалов
Сменная многогранная пластина из инструментальной керамики для точения никелевых сплавов

