Результат интеллектуальной деятельности: ПРИБОРНАЯ ПАНЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ КОМПОНЕНТА ТРАНСПОРТНОГО СРЕДСТВА
Вид РИД
Изобретение
Настоящее изобретение, в целом, относится к конструкциям композитных компонентов и, в частности, к конструкциям композитной приборной панели транспортного средства и способам их изготовления.
Становится в большей степени распространенным для транспортных средств использовать легкие компоненты и конструкции, для того чтобы уменьшать вес транспортного средства, в особенности в больших внутренних компонентах транспортного средства, таких как приборные панели. Уменьшения веса могут повышать эксплуатационные качества и экономию топлива транспортного средства. Уменьшение веса может быть осуществлено посредством замены современных материалов компонентов транспортного средства более легкими материалами. Однако, в некоторых случаях, более легкие материалы, применяемые в транспортных средствах, могут иметь меньшую механическую целостность, чем их более тяжелые аналоги.
В других случаях, некоторые более легкие материалы, такие как упрочненные углеродным волокном композиты, фактически могут иметь улучшенные механические характеристики над традиционными материалами. К сожалению, затраты на производство при создании компонентов транспортного средства с использованием этих материалов могут быть непомерно высокими или по меньшей мере недостаточно низкими, чтобы компенсировать потенциальные улучшения эксплуатационных качеств и экономии топлива транспортного средства. Кроме того, эти более прочные композитные материалы часто применяются в больших компонентах транспортного средства, которые имеют только одну или небольшое количество областей, которые фактически требуют улученных механических характеристик.
Соответственно, есть необходимость в легких компонентах транспортного средства, имеющих лучшие или сопоставимые механические характеристики по сравнению с традиционными компонентами транспортного средства. Также есть потребность приспосабливать механические свойства в конкретных областях в пределах этих компонентов для конкретного применения, таким образом, минимизируя использование дорогостоящих армирующих материалов и доводя до максимума улучшения механических свойств там, где это требуется в компоненте.
Согласно одному из аспектов этого изобретения, приборная панель транспортного средства включает в себя основу, включающую в себя первое множество рубленных углеродных волокон в первой полиамидной смоле и вспученное усиление, присоединенное к основе, имеющее второе множество рубленных углеродных волокон во второй полиамидной смоле. Первое множество рубленных углеродных волокон и первое множество стеклянных волокон в основе разделены, так чтобы углеродные волокна и стеклянные волокна каждые были по существу сосредоточены в пределах соответственных частей водительской стороны и пассажирской стороны основы. Вспученный конструктивный канал имеет второе множество рубленных стеклянных волокон в третьей полиамидной смоле. Канал, усиление и основа соединены для формирования полой трубы.
Согласно еще одному аспекту этого изобретения, приборная панель транспортного средства, имеющая первый вспученный элемент, включает в себя первый волоконный композитный материал. Второй вспученный элемент включает в себя второй волоконный композитный материал. Основа, присоединенная к вспученным элементам, включает в себя первый волоконный материал и второй волоконный материал в смоле. Первый и второй волоконные материалы разделены на соответственные части водительской стороны и пассажирской стороны основы. Первый и второй вспученные элементы присоединены, чтобы поддерживать основу.
Согласно еще одному аспекту этого изобретения, способ формирования компонента транспортного средства включает в себя этапы плавления первого композита, имеющего первый волоконный материал, первую смолу и первый вспучивающий агент, и плавление второго композита, имеющего второй волоконный материал, вторую смолу и второй вспучивающий агент. Расплавленные первый и второй композиты затем инжектируются в литейную форму, так чтобы первый и второй композиты каждый был по существу сосредоточен в соответственных первой и второй частях литейной формы. Литейная форма затем открывается, предоставляя расплавленным композитам возможность вспучиваться. Охлажденные и вспученные композиты формируют компонент приборной панели.
Таким образом, согласно первому объекту настоящего изобретения создана приборная панель транспортного средства, содержащая: основу, содержащую первое множество рубленных углеродных волокон и первое множество рубленных стеклянных волокон в первой полиамидной смоле; вспученное усиление, присоединенное к основе и содержащее второе множество рубленных углеродных волокон во второй полиамидной смоле, при этом первое множество рубленных углеродных волокон и первое множество стеклянных волокон в основе разделены так, чтобы каждые из углеродных волокон и стеклянных волокон были по существу сосредоточены в соответственных частях водительской стороны и пассажирской стороны основы; и вспученный конструктивный канал, содержащий второе множество рубленных стеклянных волокон в третьей полиамидной смоле, при этом канал, усиление и основа соединены для формирования полой трубы.
Предпочтительно, первое множество рубленных углеродных волокон в основе имеет объемную долю волокон в полиамидной смоле от приблизительно 15% до приблизительно 40%.
Предпочтительно, первое и второе множества пузырьков газа расположены во вспученном усилении и вспученном конструктивном канале, соответственно.
Предпочтительно, первое множество рубленных углеродных волокон в основе имеют среднюю длину волокна от приблизительно 5 мм до приблизительно 7 мм.
Предпочтительно, основа дополнительно содержит пограничную область, при этом первое множество рубленных углеродных и стеклянных волокон в основе по существу смешаны в пограничной области.
Предпочтительно, первое множество рубленных углеродных волокон в части водительской стороны основы имеет объемную долю волокон приблизительно от 30% до 40% в первой полиамидной смоле, первое множество рубленных стеклянных волокон в части пассажирской стороны имеет объемную долю волокон приблизительно от 30% до 40% в первой полиамидной смоле, а каждое из первого множества рубленных углеродных волокон и первого множества рубленных стеклянных волокон в пограничной области имеет объемную долю волокон приблизительно от 15% до 20% в первой полиамидной смоле.
Предпочтительно, конструктивный канал расположен между усилением и основой.
Предпочтительно, полая труба, образованная усилением и каналом, выполнена с возможностью распределения воздуха внутри приборной панели.
Предпочтительно, по существу полая труба проходит по длине приборной панели.
Предпочтительно, первая полиамидная смола основы является вспученной.
Согласно второму объекту изобретения создана приборная панель транспортного средства, содержащая: первый вспученный элемент, содержащий первый волоконный композитный материал; второй вспученный элемент, содержащий второй волоконный композитный материал; основу, присоединенную к вспученным элементам и содержащую первый волоконный материал и второй волоконный материал в смоле, причем первый и второй волоконные материалы разделены на соответственные части водительской стороны и пассажирской стороны основы, при этом первый и второй вспученные элементы присоединены для поддержания основы.
Предпочтительно, каждый из первого и второго вспученных элементов содержит множество пузырьков газа, расположенных по всему объему.
Предпочтительно, каждый из первого и второго волоконных материалов выбран из группы материалов, состоящей из: углеродных соединений, арамидов, алюминиевых металлов, оксидов алюминия, сталей, бора, кремнеземов, карбида кремния, нитрида кремния, полиэтиленов со сверхвысокой молекулярной массой, A-стекла, E-стекла, E-CR-стекла, C-стекла, D-стекла, R-стекла и S-стекла.
Предпочтительно, смола выбрана из группы материалов, состоящей из: полиамида, полипропилена, эпоксидной смолы, полиэстера, винилового сложного эфира, полиэфирного эфиркетона, полифенилен-сульфида, полиэфирамида, поликарбоната, силикона, полиимида, полиэфир-сульфона, меламин-формальдегида, фенол-формальдегида и полибензимидазола.
Согласно третьему объекту изобретения создан способ формирования компонента транспортного средства, при котором: плавят первый композит, содержащий первый волоконный материал, первую смолу и первый вспучивающий агент; плавят второй композит, содержащий второй волоконный материал, вторую смолу и второй вспучивающий агент; инжектируют расплавленные композиты в литейную форму так, чтобы каждый из первого и второго композитов был по существу сосредоточен в соответственных первой и второй частях литейной формы; открывают литейную форму и обеспечивают расплавленным композитам возможность вспучиваться; и охлаждают расплавленные и вспученные композиты для формирования компонента приборной панели.
Предпочтительно, каждый из первого и второго волоконных материалов выбирают из группы материалов, состоящей из: углеродных соединений, арамидов, алюминиевых металлов, оксидов алюминия, сталей, бора, кремнеземов, карбида кремния, нитрида кремния, полиэтиленов со сверхвысокой молекулярной массой, A-стекла, E-стекла, E-CR-стекла, C-стекла, D-стекла, R-стекла и S-стекла.
Предпочтительно, каждая из первой и второй смол выбрана из группы материалов, состоящей из: полиамида, полипропилена, эпоксидной смолы, полиэстера, винилового сложного эфира, полиэфирного эфиркетона, полифенилен-сульфида, полиэфирамида, поликарбоната, силикона, полиимида, полиэфир-сульфона, меламин-формальдегида, фенол-формальдегида и полибензимидазола.
Предпочтительно, каждая из первой и второй частей имеет объемную долю волокон соответственных первого и второго волоконных материалов в соответственных первой и второй смолах от приблизительно 15% до приблизительно 40%.
Предпочтительно, первый волоконный материал в первой части имеет объемную долю волокон приблизительно от 30% до 40% в первой смоле, второй волоконный материал в части имеет объемную долю волокон приблизительно от 30% до 40% во второй смоле, а каждый из первого и второго волоконных материалов в пограничной области имеет объемную долю волокон приблизительно от 15% до 20% в смеси первой и второй смол.
Предпочтительно, первый и второй вспучивающие агенты выбирают из группы, состоящей из: азота, углекислого газа, гидразина и бикарбоната натрия.
Эти и другие признаки, преимущества и задачи настоящего изобретения будут дополнительно поняты и оценены по достоинству специалистами в данной области техники посредством обращения к последующим описанию изобретения, формуле изобретения и прилагаемым чертежам, на которых:
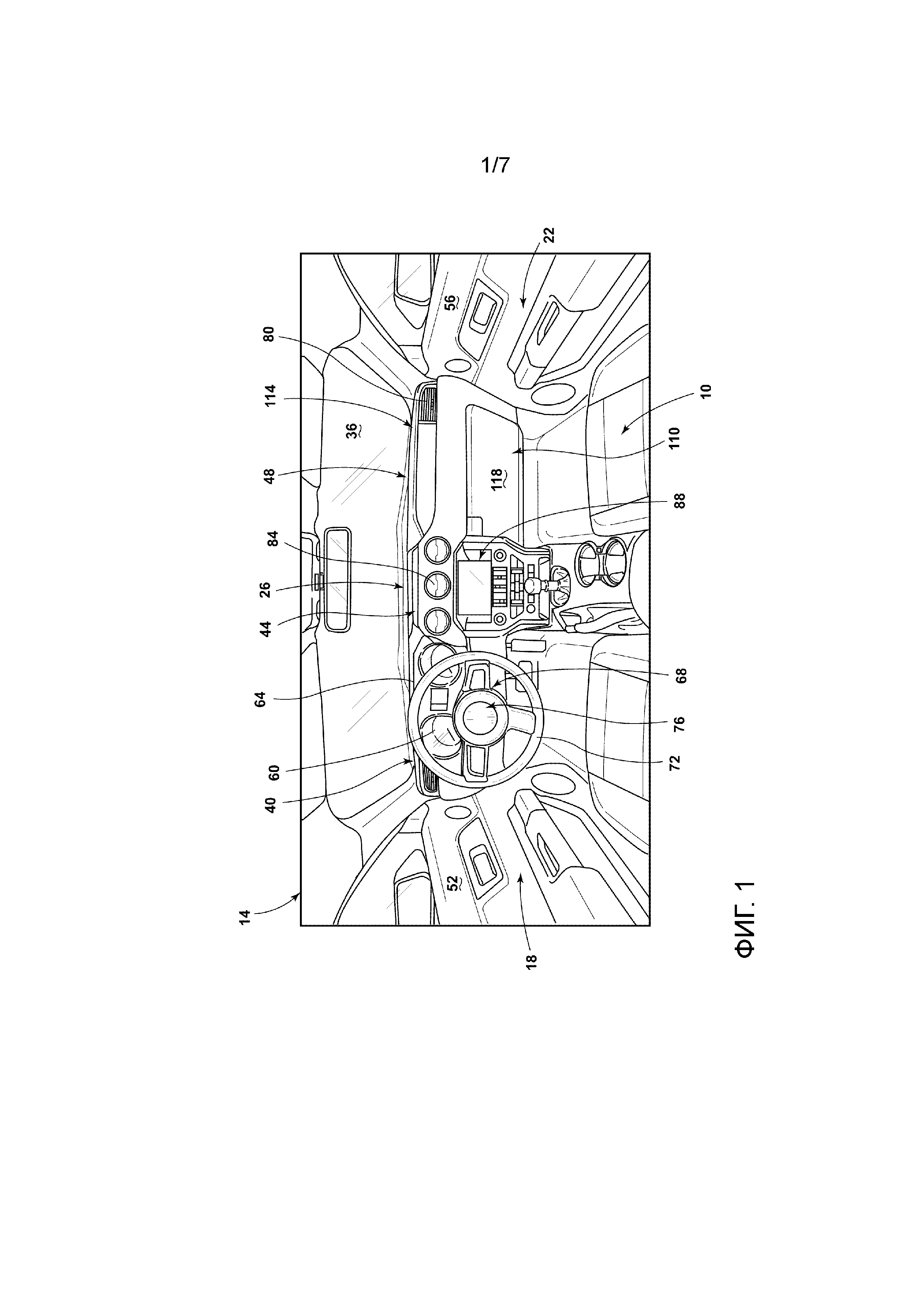
фиг. 1 - вид сверху в перспективе приборной панели транспортного средства внутри транспортного средства согласно одному из вариантов осуществления;
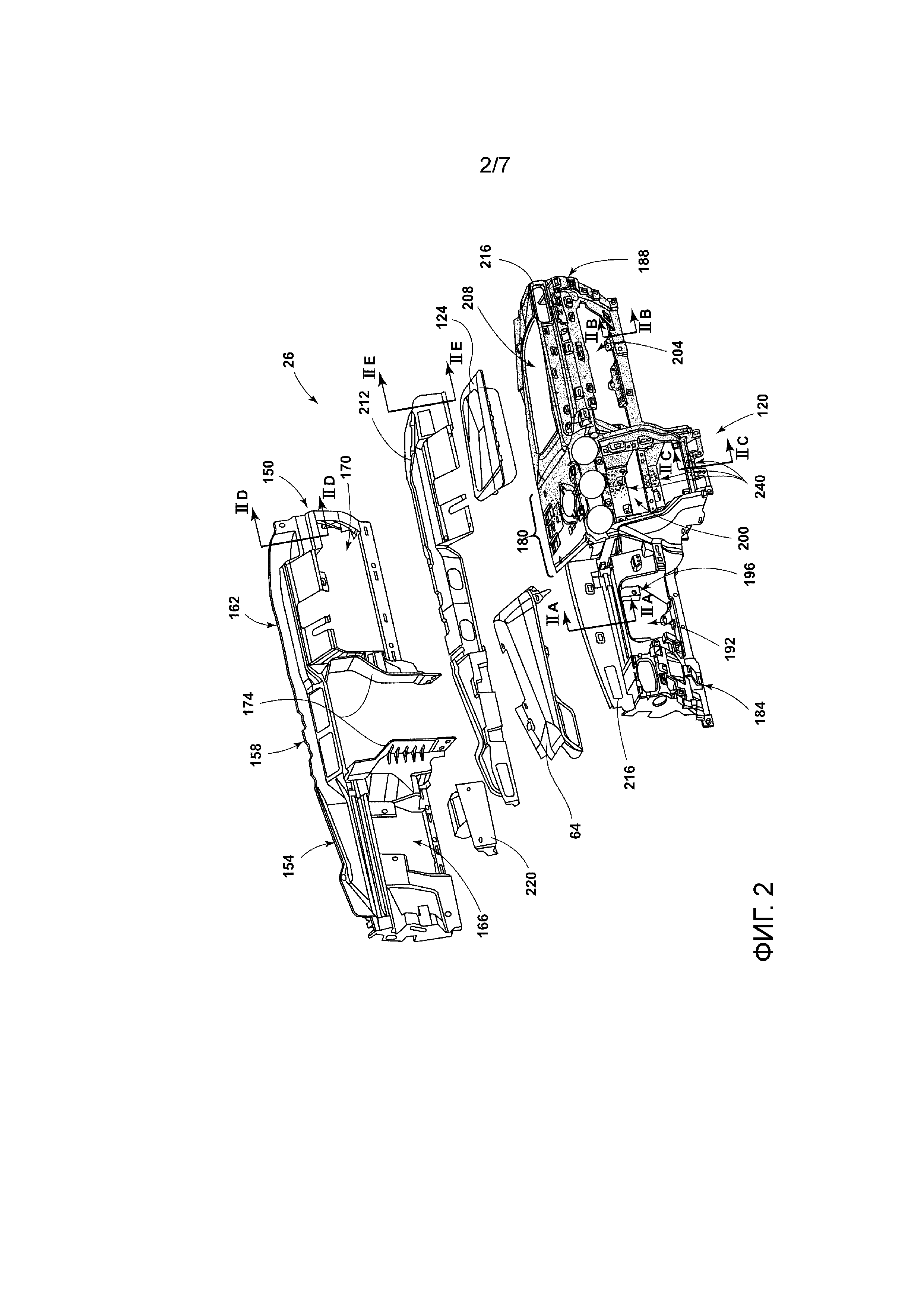
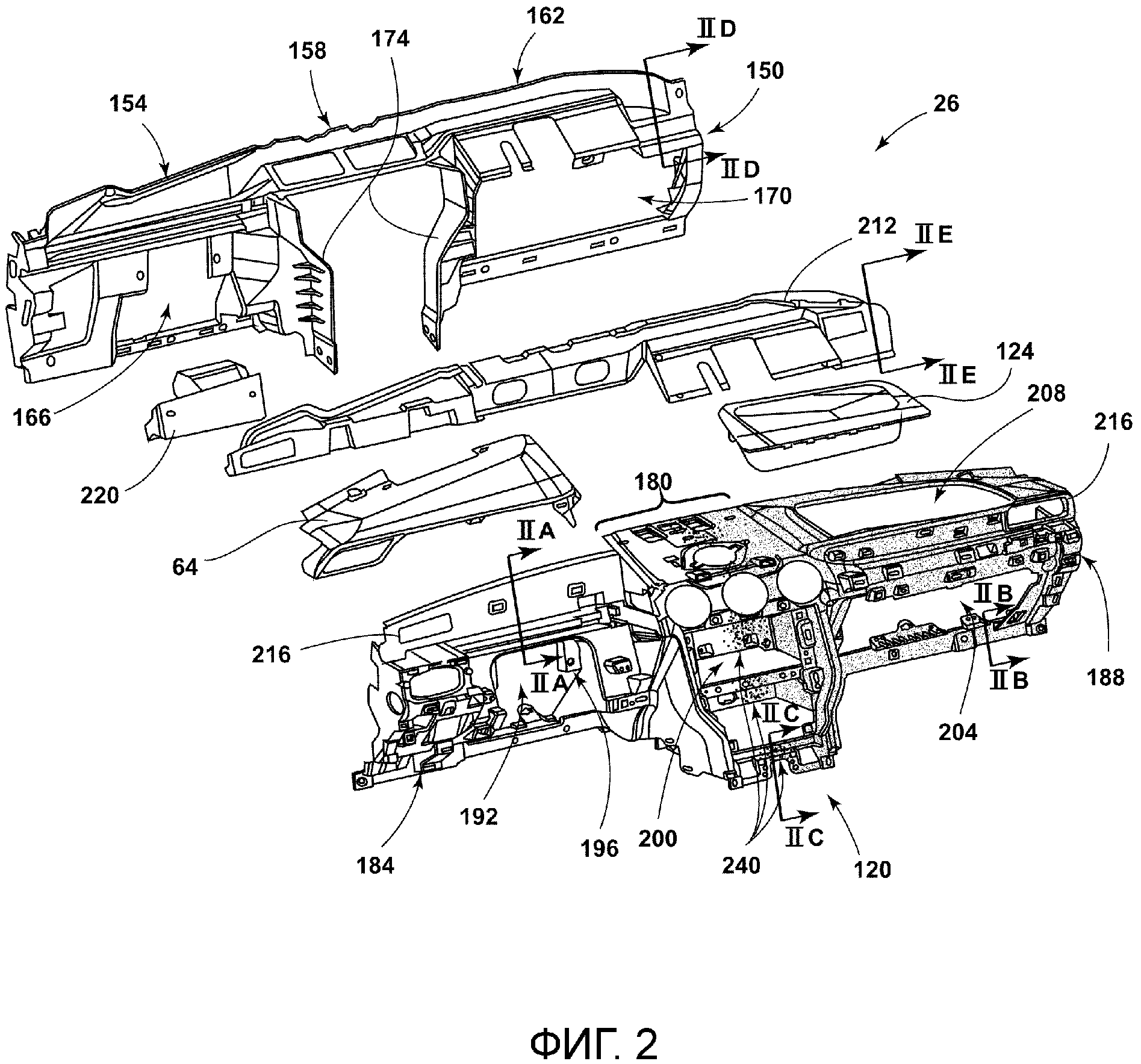
фиг. 2 - изображение в разобранном виде сверху в перспективе приборной панели, изображенной на фиг. 1;
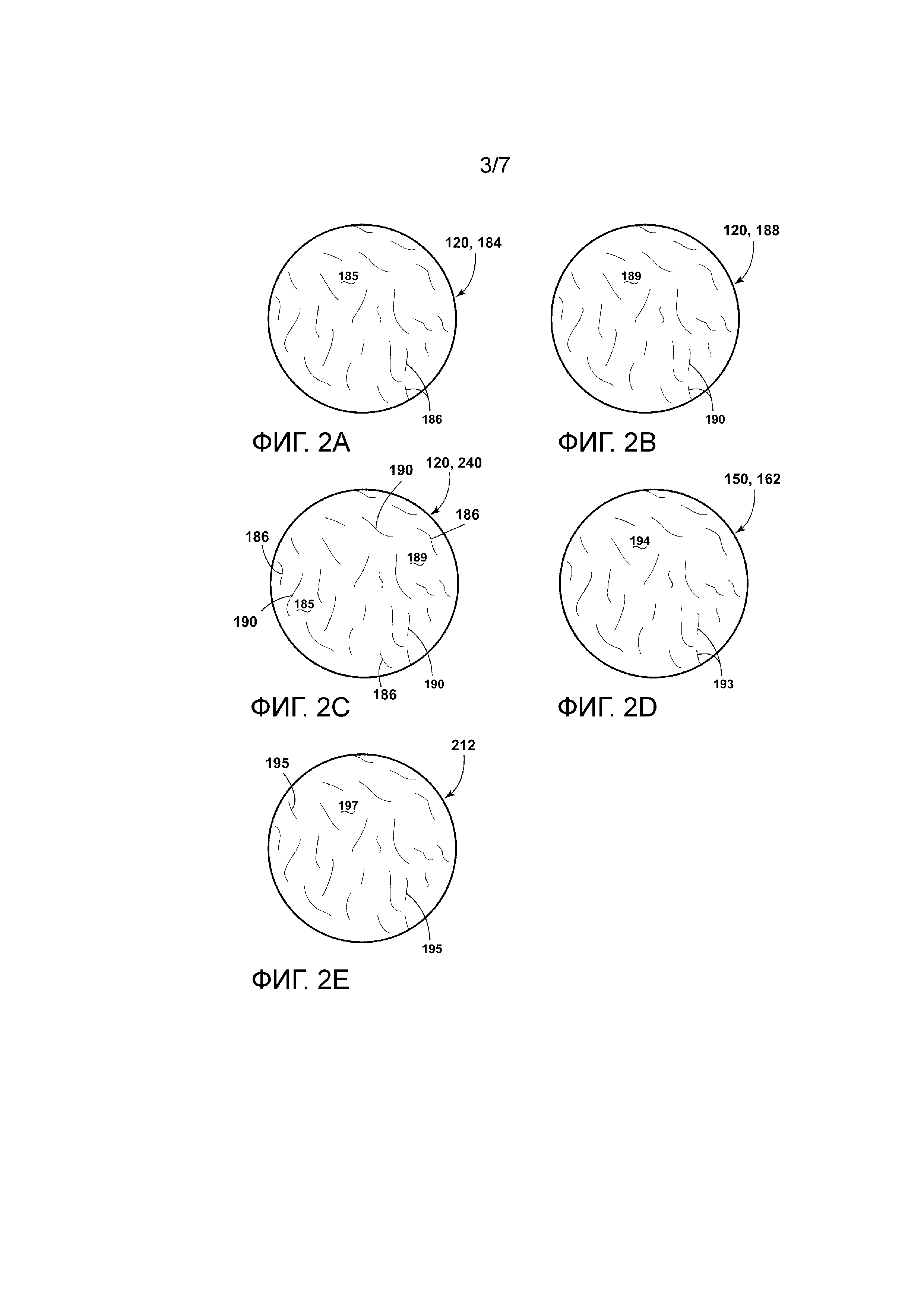
фиг. 2A - увеличенный вид в поперечном разрезе приборной панели с фиг. 2, взятый по IIA-IIA;
фиг. 2B - увеличенный вид в поперечном разрезе приборной панели с фиг. 2, взятый по IIB–IIB;
фиг. 2C - увеличенный вид в поперечном разрезе приборной панели с фиг. 2, взятый по IIC-IIC;
фиг. 2D - увеличенный вид в поперечном разрезе приборной панели с фиг. 2, взятый по IID–IID;
фиг. 2E - увеличенный вид в поперечном разрезе приборной панели с фиг. 2, взятый по IIE–IIE;
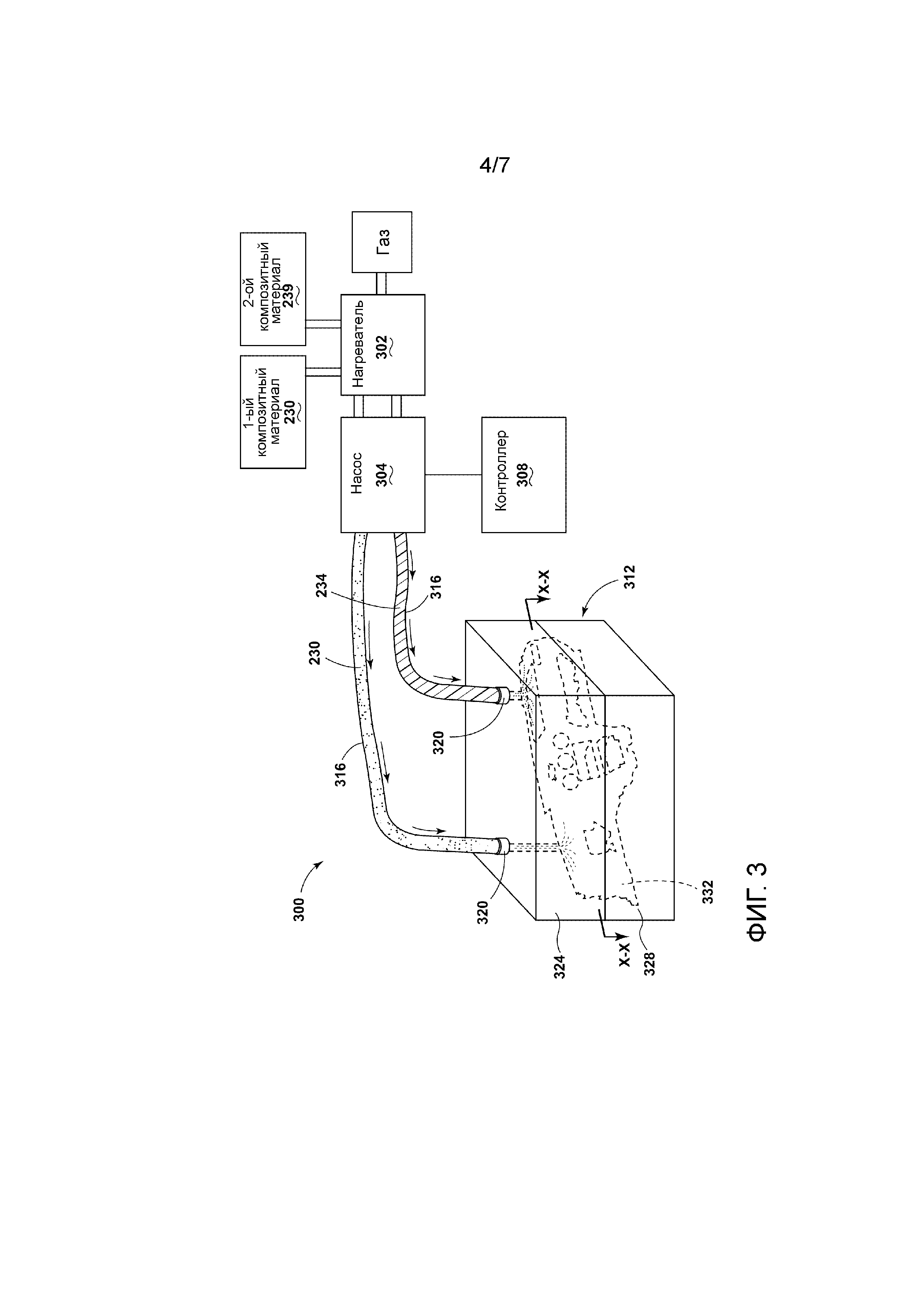
фиг. 3 - вид сверху в перспективе системы инжекционного формования согласно дополнительному варианту осуществления;
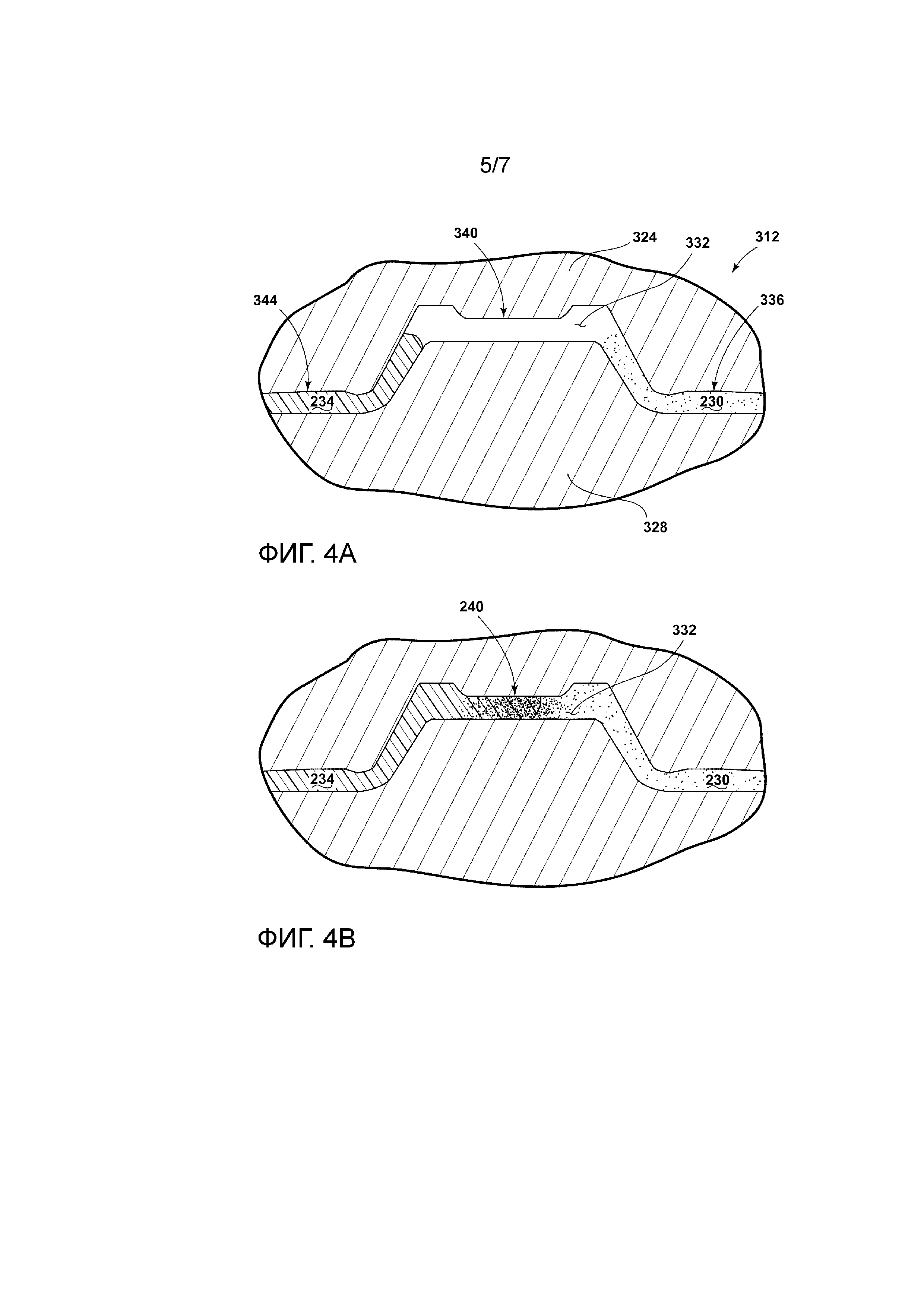
фиг. 4A - вид в поперечном разрезе системы инжекционного формования с фиг. 3 во время этапа инжекции расплавленных композитов в литейную форму, взятый по линии X-X;
фиг. 4B - вид в поперечном разрезе системы инжекционного формования с фиг. 3 во время этапа смешивания расплавленных композитов, взятый по линии X-X;
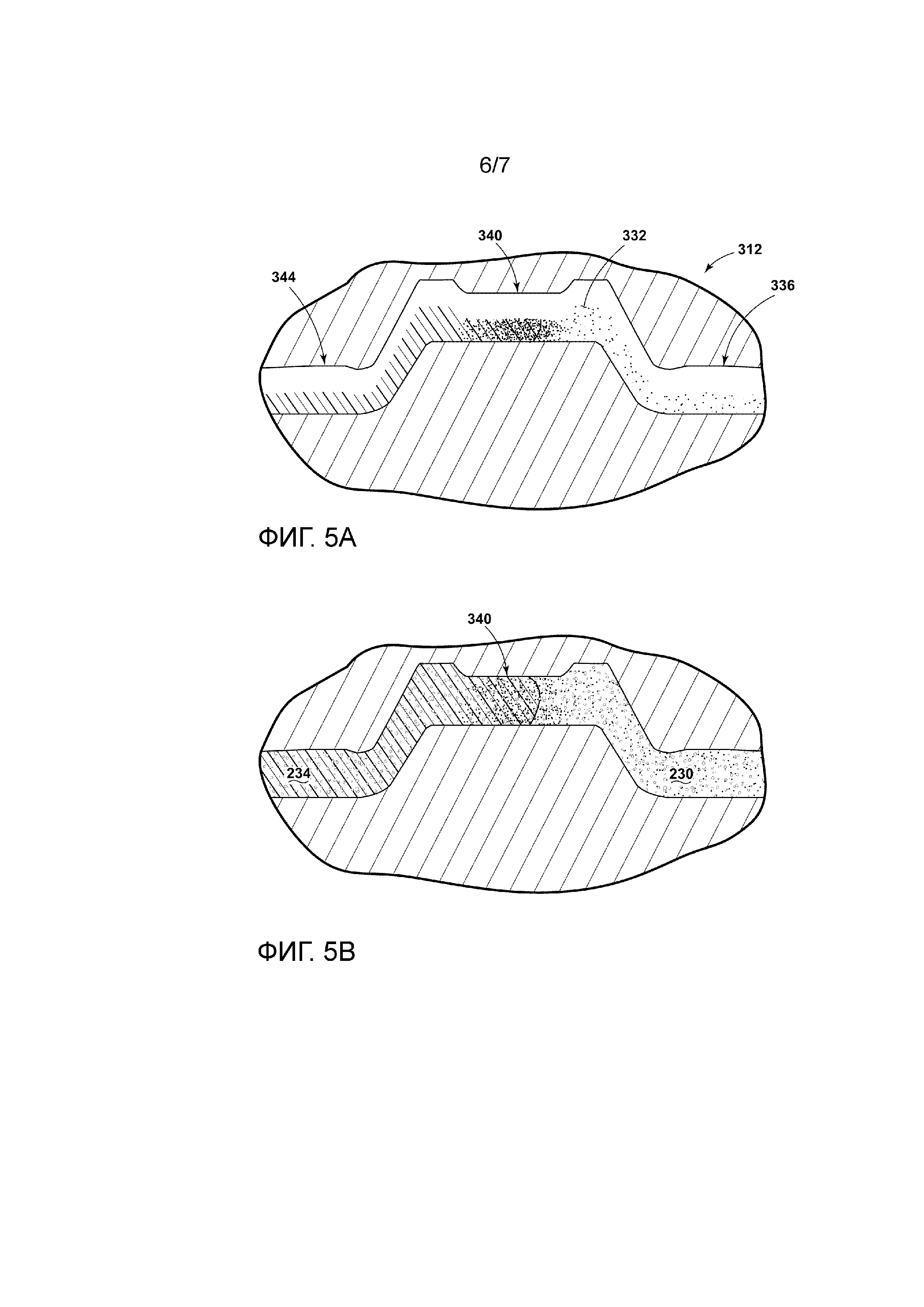
фиг. 5A - вид в поперечном разрезе системы инжекционного формования с фиг. 3 во время этапа открывания литейной формы, взятый по линии X-X;
фиг. 5B - вид в поперечном разрезе системы инжекционного формования с фиг. 3 во время этапа вспучивания расплавленных композитов, взятый по линии X-X; и
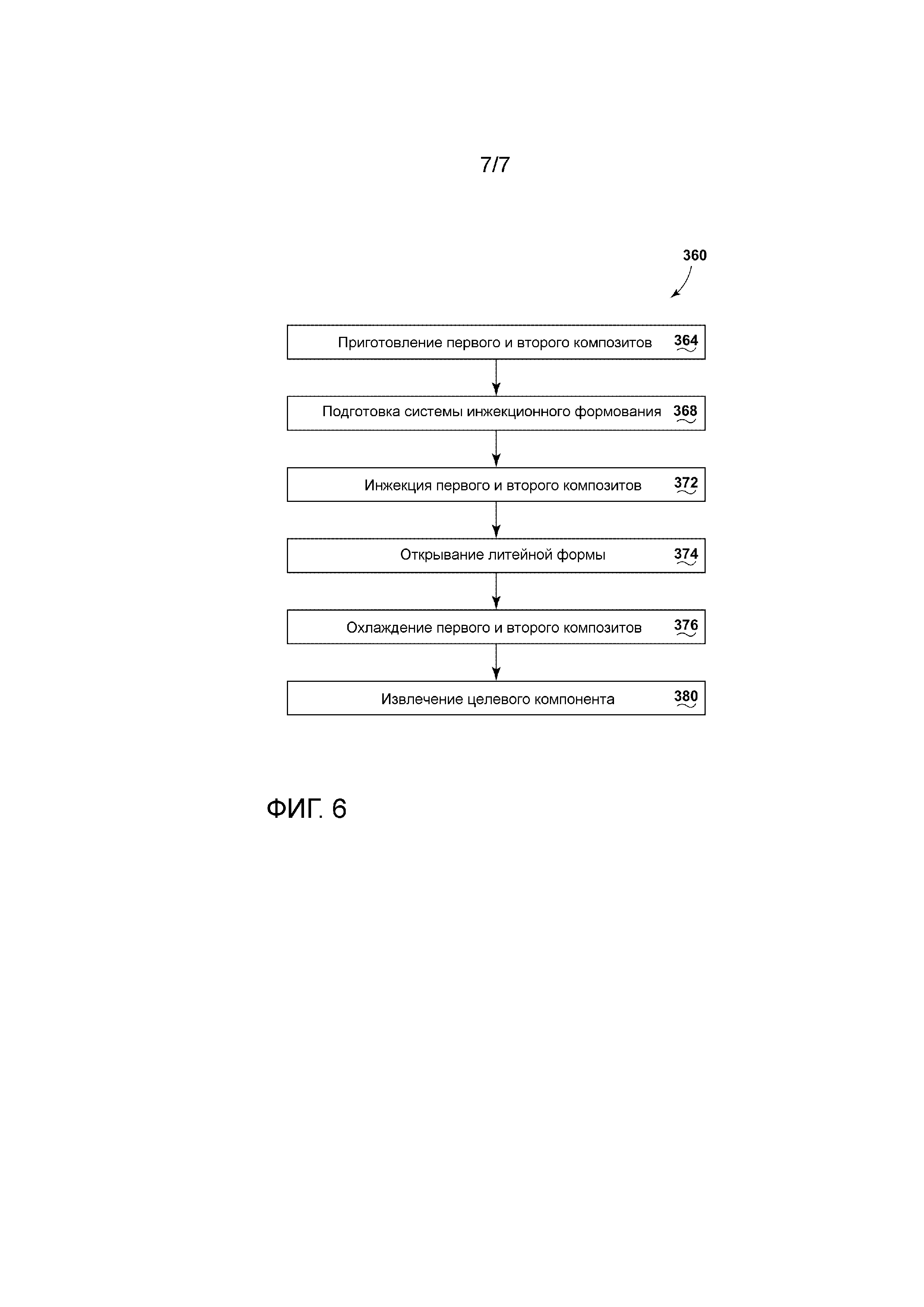
фиг. 6 - схема способа для формирования компонента транспортного средства с использованием системы инжекционного формования с фиг. 4 согласно еще одному варианту осуществления.
В целях описания в материалах настоящей заявки, термины «верхний», «нижний», «правый», «левый», «задний», «передний», «вертикальный», «горизонтальный» и их производные будут относиться к изобретению в качестве ориентированных на фиг. 1. Однако, должно быть понятно, что изобретение может допускать различные альтернативные ориентации, за исключением случаев, когда явным образом указано иное. Также должно быть понятно, что конкретные устройства и последовательности операций, проиллюстрированные на прилагаемых чертежах и описанные в последующем описании, являются просто примерными вариантами осуществления обладающих признаками изобретения концепций, определенных в прилагаемой формуле изобретения. Отсюда, конкретные размеры и другие физические характеристики, относящиеся к вариантам осуществления, раскрытым в материалах настоящей заявки, не должны рассматриваться в качестве ограничивающих, если формула изобретения явным образом не заявляет иное.
На фиг. 1 изображена кабина 10 транспортного средства 14. Транспортное средство 14 включает в себя область 18 водительской стороны и область 22 пассажирской стороны. Внутри кабины 10 находится приборная панель 26, среди других компонентов транспортного средства, таких как ветровое стекло 36. Приборная панель 26 расположена в переднем направлении транспортного средства от пассажира, сидящего в кабине 10, и в целом под ветровым стеклом 36. Приборная панель 26 имеет часть 40 водительской стороны, часть 44 центральной консоли и часть 48 пассажирской стороны. Эти части приборной панели 26 и конкретные области или места в ее пределах часто имеют отличающиеся требования к механическим свойствам.
В качестве используемого в этом изобретении, «наружный» указывает ссылкой на боковые стороны, самые близкие к двери 52 водительской стороны и двери 56 пассажирской стороны в транспортном средстве 14. Термин «внутренний» в качестве используемого в материалах настоящей заявки указывает ссылкой на центральную зону в транспортном средстве 14 внутри от поперечно противоположных наружных сторон или областей.
Части 40, 48 водительской стороны и пассажирской стороны приборной панели 26 находятся в реальной близости от соответственных областей 18, 22 водительской стороны и пассажирской стороны транспортного средства 14. Часть 40 водительской стороны приборной панели 26 включает в себя комбинацию 60 приборов, накрытую козырьком 64 комбинации приборов. Ниже комбинации 60 приборов расположена рулевая колонка 68. Рулевая колонка 68 поддерживается приборной панелью 26 и зацепляется с системой рулевого управления (не показана) в переднем направлении транспортного средства от приборной панели 26. Рулевая колонка 68 продолжается из системы рулевого управления в кабину 10 через приборную панель 26. Рулевая колонка 68 имеет рулевое колесо 72, расположенное в кабине 10 в области 18 водительской стороны транспортного средства 14. Рулевое колесо 72 включает в себя водительскую подушку 76 безопасности, которая является развертываемой при испытании события достаточного столкновения транспортного средства. По существу, часть 40 водительской стороны приборной панели 26 может иметь взыскательные механические требования, в частности, в местах, где она должна поддерживать другие компоненты транспортного средства, подверженные переменным нагрузкам и движению, например, рулевую колонку 68.
На каждой наружной стороне приборной панели 26 находится боковое вентиляционное отверстие 80. Приборная панель 26 также включает в себя набор центральных вентиляционных отверстий 84, расположенных в части 44 центральной консоли приборной панели 26. Часть 44 центральной консоли приборной панели 26 расположена между частью 40 водительской стороны и частью 48 пассажирской стороны. Часть 44 центральной консоли включает в себя интерфейс 88, который является пригодным для эксплуатации занимающими места людьми обеих областей 18, 22 водительской стороны и пассажирской стороны транспортного средства 14. Часть 44 центральной консоли присоединена как к части 40 водительской стороны, так и к части 48 пассажирской стороны приборной панели 26.
Как также изображено на фиг. 1, часть 48 пассажирской стороны приборной панели 26 включает в себя узел 110 перчаточного ящика и узел 114 пассажирской подушки безопасности, который расположен выше узла 110. Узел 110 перчаточного ящика включает в себя дверцу 118 перчаточного ящика, дающую возможность доступа в короб перчаточного ящика (не показан). В некоторых вариантах осуществления, узел 110 перчаточного ящика является отдельным компонентом от приборной панели 26 и вставляется и прикрепляется во время производства транспортного средства. В других вариантах осуществления, короб перчаточного ящика узла 110 в целом сформирован из основы 120 приборной панели (см. фиг. 2) из приборной панели 26, а дверца 118 перчаточного ящика является отдельным компонентом, который прикрепляется во время производства. В зависимости от конфигурации части 48 пассажирской стороны, она может иметь центральные области или места, которые требуют дополнительного механического упрочнения, такие как где она содержит в себе или прикрепляется к узлу 110 перчаточного ящика.
Узел 114 пассажирской подушки безопасности включает в себя желоб 124 пассажирской подушки безопасности (см. фиг. 2) и другие компоненты, такие как пассажирская подушка безопасности, контейнер подушки безопасности и нагнетательный насос. Во время события столкновения транспортного средства, пассажирская подушка безопасности надувается нагнетательным насосом (не показан), тем самым, заставляя пассажирскую подушку безопасности расширяться из бачка через желоб 124 пассажирской подушки безопасности (см. фиг. 2) и из приборной панели 26. Надувание и расширение подушки безопасности порождает высокие механические напряжения в окружающих компонентах, которые могут приводить к конструктивному повреждению приборной панели 26, если не упрочнена надлежащим образом. В некоторых вариантах осуществления, основа 120 приборной панели (см. фиг. 2) из приборной панели 26 также может включать в себя контейнеры коленной подушки безопасности для пассажиров и водителя обеих областей 18, 22 как водительской стороны, так и пассажирской стороны, потенциально делая необходимым дополнительное усиление.
Далее, как показано на фиг. 2, приборная панель 26 включает в себя основу 120 приборной панели и усиление 150. Усиление 150 расположено в переднем направлении транспортного средства от основы 120 и присоединено к основе 120 в многочисленных точках. Основа 120 и усиление 150 могут быть соединены с помощью соединения склеиванием, вибрационной сварки, сварки нагретыми пластинами или других форм соединения. Усиление 150 включает в себя часть 154 водительской стороны, часть 158 центральной консоли и часть 162 пассажирской стороны. Усиление 150 определяет проем 166 рулевой колонки и проем 170 перчаточного ящика в соответственных частях 154, 162 водительской стороны и пассажирской стороны. Фланцы 174 расположены в пределах части 158 центральной консоли усиления 150 и продолжаются в заднем направлении транспортного средства, чтобы зацепляться и соединяться с частью 180 центральной консоли основы 120.
Как также изображено на фиг. 2, основа 120 приборной панели включает в себя часть 184 водительской стороны, часть 180 центральной консоли и часть 188 пассажирской стороны. Часть 184 водительской стороны основы 120 определяет проем 192 рулевой колонки, который выровнен с проемом 166 рулевой колонки усиления 150, когда основа 120 и усиление соединены. Рулевая колонка 68 (см. фиг. 1) проходит как через прем 166 рулевой колонки, так и через проем 192 рулевой колонки, и прикреплена к основе 120 через монтажную зону 196 рулевой колонки, как показано на фиг. 2. Монтажная зона 196 рулевой колонки расположена на основе 120 ближе к проему 192 рулевой колонки. В некоторых вариантах осуществления, кожух для рулевой колонки 68 может быть сформирован как целая часть в основе 120 ближе к монтажной зоне 196. В других вариантах осуществления, монтажный кронштейн или опорный кронштейн могут быть как целая часть сформированы в основе 120 ближе к проему 192 рулевой колонки для поддержки рулевой колонки 68. Присоединение усиления 150 к основе 120 обеспечивает достаточное упрочнение для монтажной зоны 196 и, в конечном счете, приборной панели 26, чтобы поддерживать вес рулевой колонки 68 без использования поперечной балки автомобиля. По существу, определенные области или места в части 184 водительской стороны основы 120 могут требовать и/или извлекать пользу из дополнительного усиления.
Часть 180 центральной консоли основы 120 приборной панели включает в себя отсек 200 для электроники для размещения и установки интерфейса 88 (см. фиг. 1), а также других электронных компонентов. Часть 180 центральной консоли расположена между и присоединена как целая часть к обеим частям 184, 188 водительской стороны и пассажирской стороны основы 120. В зависимости от электронных компонентов и других компонентов, используемых в части 180 центральной консоли, дополнительное локализованное армирование основы 120 гибридными композитами в этих областях могло бы обеспечивать преимущества механических характеристик и/или снижения веса.
Часть 188 пассажирской стороны основы 120 приборной панели определяет проем 204 перчаточного ящика и проем 208 узла пассажирской подушки безопасности для размещения узла 110 перчаточного ящика (см. фиг. 1) и узла 114 пассажирской подушки безопасности (см. фиг. 1). В некоторых вариантах осуществления, основа 120 может быть выполнена с возможностью дополнительно определять короб перчаточного ящика и/или контейнер подушки безопасности в качестве цельных корпусных деталей, которые продолжаются из соответственных проемов 204, 208 узлов перчаточного ящика и пассажирской подушки безопасности. В других вариантах осуществления, усиление 150 могло бы быть выполнено с возможностью определять короб перчаточного ящика и/или контейнер подушки безопасности. Основа 120 и усиление 150 также могли бы быть в выполнены с возможностью определять контейнеры коленной подушки безопасности.
Конструктивный канал 212 расположен между основой 120 приборной панели и усилением 150. Когда скреплен с усилением 150 и основой 120, конструктивный канал 212 формирует полую трубу, которая как передает воздух сквозь приборную панель 26, так и снабжает приборную панель конструктивной жесткостью. Воздух проходит через конструктивный канал 212 в набор вентиляционных проемов 216 основы, которые направляют воздух в боковые и центральные вентиляционные отверстия 80, 84 приборной панели 26 (см. фиг. 1). К усилению 150 присоединен кронштейн 220 приточной вентиляции, который соединяется с тепловым экраном (не показан) транспортного средства 14. Кронштейн 220 приточной вентиляции предотвращает изгибание приборной панели 26 в переднем и заднем направлении транспортного средства. Кронштейн 220 приточной вентиляции также может обеспечивать дополнительную поддержку для рулевой колонки 68 (см. фиг. 1), присоединенной к основе 120.
Далее, как показано на фиг. 2, основа 120 приборной панели сформирована из гибридного композитного материала согласно варианту осуществления этого изобретения. В одном из примерных вариантов осуществления, часть 184 водительской стороны может быть сформирована из полиамидной смолы, имеющей углеродные волокна, расположенные в смоле. Часть 188 пассажирской стороны может быть сформирована из полиамидной смолы, имеющей рубленные стеклянные волокна, расположенные в смоле. Вообще, области в основе 120 с более высокими процентными отношениями рубленных углеродных волокон могут иметь улучшенные механические свойства (например, вязкость, предел прочности на разрыв, усталостную стойкость). Объемная доля углеродных волокон и объемная доля стеклянных волокон в частях 184, 188 пассажирской стороны и водительской стороны могут находиться между приблизительно 1% и приблизительно 60%, предпочтительно между приблизительно 15% и приблизительно 40%, а более предпочтительно, между от приблизительно 30% до приблизительно 40%. В некоторых вариантах осуществления, объемная доля волокон в части 184 водительской стороны может быть отлична от объемной доли волокон в части 188 пассажирской стороны основы 120. В дополнительных вариантах осуществления, зоны основы 120, которые ожидается, что должны встречаться с высокими механическими напряжениями, выполнены с возможностью включать в себя более высокие объемные доли волокон рубленных углеродных волокон, чем зоны, не предполагаемые для испытания высоких механических напряжений. Например, монтажная зона 196 может включать в себя более высокую объемную долю волокон, в частности, рубленных углеродных волокон, чем остальная часть 184 водительской стороны основы 120, чтобы содействовать поддержке рулевой колонки 68. В еще одном примере, поверхности основы 120 и усиления 150 приборной панели, подверженные высокому механическому напряжению во время развертывания подушки безопасности, могут включать в себя высокие объемные доли волокон. В дополнительных вариантах осуществления, части 184, 188 водительской стороны и пассажирской стороны основы 120 могут включать в себя более чем два композитных материала.
В некоторых вариантах осуществления, волокна, применяемые в частях 184, 188 водительской стороны и пассажирской стороны основы 120 приборной панели, могут содержать материалы, включающие в себя углеродные соединения, арамиды, алюминиевые металлы, оксиды алюминия, стали, бор, кремнеземы, карбид кремния, нитрид кремния, полиэтилены со сверхвысокой молекулярной массой, A-стекло, E-стекло, E-CR-стекло, C-стекло, D-стекло, R-стекло и S-стекло. Части 184, 188 водительской стороны и пассажирской стороны также могут включать в себя более чем один тип волокна. В некоторых вариантах осуществления, длина рубленных волокон может быть между приблизительно 3 мм и приблизительно 11 мм, а более предпочтительно, между приблизительно 5 мм и приблизительно 7 мм. Типично, волокна ориентированы произвольно в смолах в пределах частей 184, 188 водительской стороны и пассажирской стороны. Однако, волокна также могут быть по существу ориентированы направленно в зонах основы 120, подверженных высоким направленным механическим напряжениям. Кроме того, смолы, применяемые в частях 184, 188 водительской стороны и пассажирской стороны, могут содержать полиамид (нейлон), полипропилен, эпоксидную смолу, полиэстер, виниловый сложный эфир, полиэфирный эфиркетон, полифенилен-сульфид, полиэфирамид, поликарбонат, силикон, полиимид, полиэфир-сульфон, меламин-формальдегид, фенол-формальдегид и полибензимидазол или их комбинации. В некоторых вариантах осуществления, смола части 184 водительской стороны может быть отличной от смолы, применяемой в части 188 пассажирской стороны основы 120. Также должно быть понятно, что усиление 150 и части 154, 158, 162 водительской стороны, центральной консоли и пассажирской стороны могут быть изготовлены из гибридных композитных материалов, сопоставимых с описанными выше в связи с основой 120, или быть единым композитом на всем протяжении. В еще одном примере, часть 154 водительской стороны усиления 150 может быть сформирована из полиамидной смолы, имеющей рубленные углеродные волокна, расположенные в смоле. Часть 162 пассажирской стороны может быть сформирована из полиамидной смолы, имеющей рубленные стеклянные волокна, расположенные в смоле. Кроме того, объемная доля волокон в смолах, предпочтительно, рубленных углеродных волокон, может быть большей в зонах, подверженных более высоким уровням механического напряжения, чем остальное усиление 150.
Кроме того, со ссылкой на фиг. 2, рубленные углеродные и стеклянные волокна разделены в подложке 120 приборной панели 26, так чтобы углеродные волокна были по существу сосредоточены в части 184 водительской стороны основы 120, а стеклянные волокна по существу сосредоточены в части 188 пассажирской стороны основы 120. Вообще, часть 180 центральной консоли основы 120 состоит из рубленных как углеродных, так и стеклянных волокон. В некоторых вариантах осуществления, часть 180 центральной консоли может включать в себя главным образом углеродные волокна или главным образом стеклянные волокна. В других вариантах осуществления, углеродные волокна, содержащиеся главным образом в части 184 водительской стороны, также могут частично занимать часть 188 пассажирской стороны основы 120. В дополнительных вариантах осуществления, углеродные волокна главным образом в части 184 водительской стороны также могут занимать части основы 120, которые подвержены высокому механическому напряжению, независимо от ориентации пассажирской стороны или водительской стороны. Например, поверхности развертывания подушки безопасности, расположенные в или на основе 120 или усилении 150, могут включать в себя более высокие процентные отношения углеродных волокон для дополнительного механического упрочнения. Разделение волокон, например, рубленных углеродных и стеклянных волокон, в основе 120 предоставляет волокнам более высокой прочности, например, углеродным волокнам, возможность избирательно использоваться там, где есть конкретные потребности в высокой прочности для основы 120, такие как для поддержки рулевой колонки 68. Избирательное использование высоких процентных отношений углеродных волокон на основании ориентации водителя/пассажира относительно транспортного средства 14 предоставляет возможность снижения затрат посредством эффективного использования более дорогостоящих углеродных волокон только там, где нужно.
Пограничная область 240 может существовать в некоторых вариантах осуществления на границе раздела между частями 184, 188 водительской стороны и пассажирской стороны основы 120 приборной панели. Пограничная область 240 включает в себя смесь обоих типов волокон и смол(ы), применяемых в частях 184, 188 водительской стороны и пассажирской стороны основы 120. Смешивание волокон в пределах пограничной области 240 гарантирует, что цельное соединение существует между частями основы 120, состоящей из разных композитных материалов. В одном из вариантов осуществления, пограничная область 240 может перекрывать или иным образом охватывать всю часть 180 центральной консоли основы 120. В еще одном варианте осуществления, пограничная область 240 может присутствовать только между частями 180, 188 центральной консоли и пассажирской стороны или между частями 184, 180 водительской стороны и центральной консоли основы 120. Пограничная область 240 также может быть расположена где угодно в основе 120, где есть граница раздела между частями основы 120, содержащими в себе отличающиеся доли волокон, типы волокон и/или смолы. В одном из примерных вариантов осуществления, часть 184 водительской стороны может иметь объемную долю приблизительно от 30% до 40% рубленных углеродных волокон в смоле, часть 188 пассажирской стороны может иметь объемную долю приблизительно от 30% до 40% рубленных стеклянных волокон в смоле, а часть 180 центральной консоли или пограничная область 240 может иметь объемную долю приблизительно от 15% до 20% рубленных углеродных волокон и объемную долю приблизительно от 15% до 20% рубленных стеклянных волокон в смоле. В этой конфигурации, часть 184 водительской стороны в высокой степени армирована высокими процентными отношениями рубленных углеродных волокон относительно других частей основы 120.
Далее, со ссылкой на изображенные варианты осуществления по фиг. 2A-E, часть водительской стороны основы120 изображена в качестве имеющей первое множество рубленных углеродных волокон 186, расположенных в первой полиамидной смоле 185. Часть 188 пассажирской стороны основы 120 изображена в качестве имеющей первое множество стеклянных волокон 190, расположенных во второй полиамидной смоле 189. Как пояснено выше, пограничная область 240 в пределах основы 120 включает в себя смесь первого множества рубленных углеродных волокон 186, первое множество рубленных стеклянных волокон 190, первую полиамидную смолу 185 и вторую полиамидную смолу 189. Усиление 150 включает в себя второе множество рубленных углеродных волокон 193, расположенных в третьей полиамидной смоле 194. Канал 212 включает в себя второе множество рубленных стеклянных волокон 195, расположенных в четвертой полиамидной смоле 197.
Согласно некоторым вариантам осуществления, основа 120 приборной панели и/или усиление 150 приборной панели 26 могут включать в себя один или более предварительно формованных фибролитовых матов в дополнение к частям, содержащим рубленные волокна в смоле или смолах. Предварительно формованные фибролитовые маты могут включать в себя тканые или нетканые волокна, которые удерживаются друг с другом с использованием одной и той же или разных смол, в то время как применяются в частях 184, 188 водительской стороны и пассажирской стороны основы 120. Маты также могут включать в себя волокна, имеющие размеры, отличные от волокон, применяемых в частях 184, 188 водительской стороны и пассажирской стороны основы 120. Подобным образом, волокна матов могут быть в сплошной или рубленой конфигурации. Волокна матов также могут быть состоящими из материала, имеющего идентичный или иной состав от состава волокон, применяемых в частях 184, 188 водительской стороны и пассажирской стороны основы 120. Маты могут быть включены в зоны основы 120 и/или усиления 150, имеющие высокую или низкую объемные доли волокон. Многочисленные маты могут использоваться и наноситься слоями в меняющихся ориентациях, для того чтобы дополнительно улучшать механические свойства основы 120 и/или усиления 150 в конкретных местах. Примерные места в основе 120 для размещения мата включают в себя, но не в качестве ограничения: монтажную зону 196 рулевой колонки, проем 208 узла подушки безопасности, проем 204 перчаточного ящика, места соединения между усилением 150 и основой 120 и другие места, ожидаемые для испытания более высоких уровней механического напряжения по сравнению с механическими напряжениями в других зонах основы 120.
В некоторых вариантах осуществления, компоненты приборной панели 26 (например, основа 120, усиление 150, конструктивный канал 212) могут вспучиваться, вспениваться или делаться пористыми благодаря процессу инжекционного формования с вспучиванием, как подробно описано ниже. В таком варианте осуществления, смолы, используемые в компонентах, могут содержать в себе один или более вспучивающих агентов, которые вызывают образование активных центров и формирование многочисленных пузырьков газа после инжекции смол в литейную форму. В других вариантах осуществления, литейная форма, куда будут инжектироваться смолы и волокна, заполнена газообразным вспучивающим агентом, который смешивается со смолами. Вспучивающие агенты используются для формирования множества пузырьков в каждом из компонентов приборной панели 26. Пузырьки, сформированные из одного или более вспучивающих агентов, могут иметь распределение среднего размера или могут быть по существу одинаковыми. Пузырьки могут формировать структуру с закрытыми ячейками, структуру с открытыми ячейками или гибрид закрытых и открытых, который меняется на протяжении компонента. Дополнительно, вспучивание посредством формирования пузырьков воздуха может выполняться на всем компоненте или только на выборочных частях (например, части водительской стороны, части пассажирской стороны или частях центральной консоли) компонентов приборной панели 26. Дополнительно или в качестве альтернативы, градиент процентного отношения вспучивания или пористости основы 120 или усиления 150 может регулироваться.
Вспучивание компонентов приборной панели 26 (например, основы 120, усиления 150, канала 212) может увеличивать размеры детали на между приблизительно 10% и приблизительно 300%, а конкретнее, от приблизительно 50% до приблизительно 100%. Вспучивание размера компонентов повышает конструктивную жесткость компонентов, создавая больший и/или более толстый компонент. Посредством увеличения размера компонента, который подвергается изгибу, достигается соответствующее повышение жесткости. Использование вспученных компонентов предоставляет возможность, чтобы снижение затрат и веса получалось благодаря уменьшению количества используемого материала, тем временем, сохраняя высокий уровень конструктивной жесткости. Дополнительно, повышенная жесткость, создаваемая более толстыми компонентами вследствие вспучивания, может предоставлять возможность, чтобы использовалось меньшее количество волокна и достигалось снижение затрат.
Использование гибридного композита, содержащего в себе углеродные волокна, в основе 120 дает транспортному средству 14 возможность конструироваться и производиться без поперечной балки автомобиля. Традиционные поперечные балки автомобиля являются толстыми металлическими компонентами, традиционно используемым для поддержки приборной панели 26 и рулевой колонки 68 транспортного средства 14. В дополнение к добавлению значительного веса транспортному средству 14, поперечная балка автомобиля занимает потенциальное пространство для хранения позади приборной панели 26 и мешает размещению узла пассажирской подушки безопасности и узла 110 перчаточного ящика. Без поперечной балки автомобиля, транспортное средство 14 может добиваться большей эффективности использования топлива, а также улучшенной свободы проектирования для приборной панели 26 и ее сборочных узлов.
Дополнительно, использование инжекционного формования с вспучиванием для формирования вспученных конструктивных компонентов (например, основы 120, усиления 150 и конструктивного канала 212) дает возможность снижения затрат и веса в частях транспортного средства, до сих пор не использующих инжекционное формование с вспучиванием. Инжекционное формование с вспучиванием типично используется для формирования компонентов отделки и облицовки для внутренних частей транспортных средств, которые не подвержены нагружению конструкции. Пузырьки газа или пористость в детали, сформированной посредством инжекции с вспучиванием, типично препятствуют использованию детали любым конструктивным образом вследствие снижения прочности из-за пузырьков газа. Однако, посредством использования инжекционного формования с вспучиванием при формировании гибридного композитного компонента, такой компонент может использоваться в качестве конструктивного элемента транспортного средства, тем временем, по-прежнему пользуясь преимуществом снижения себестоимости и веса, предлагаемым инжекционным формованием с вспучиванием.
Далее, на фиг. 3 изображено схематическое представление системы 300 инжекционного формования, которая включает в себя нагреватель 302, насос 304, контроллер 308, литейную форму 312 и пару инжекционных линий 316 согласно одному из вариантов осуществления. Нагреватель 302 расплавляет первый композит 230 и второй композит 234, а насос 304 повышает давление и нагнетает расплавленные первый и второй композиты 230, 234 через инжекционные линии 316 и в литейную форму 312 через соединительные окна 320. Насос 304 способен создавать высокие давления текучей среды, которые дают первому и второму композитам 230, 234 возможность инжектироваться в литейную форму 312 на высоких давлениях и скоростях. Каждая инжекционная линия 316 зацепляется с одним из соединительных окон 320 на литейной форме 312, так чтобы первый и второй композиты 230, 234 могли поступать в литейную форму 312 в разных местах. В некоторых вариантах осуществления системы 300, более чем два композитных материала могут инжектироваться в литейную форму 312. В этих конфигурациях, система 300 инжекционного формования может включать в себя отдельные инжекционные линии 316 для каждого материала, и литейная форма 312 может содержать в себе отдельные соединительные окна 320 для каждой дополнительной инжекционной линии 316. В вариантах осуществления, использующих инжекционное формование с вспучиванием, система 300 может включать в себя газовую систему (не показана) для смешивания и растворения газообразного вспучивающего агента в первом и втором композитах 230, 234.
Когда отверждены, первый и второй композитные материалы 230, 234 по фиг. 3 пригодны для формирования целевого компонента, например, основы 120, усиления 150, конструктивного канала 212 приборной панели. Первый композит 230 включает в себя первый волоконный материал в первой смоле. Подобным образом, второй композит 234 включает в себя второй волоконный материал во второй смоле. Соответственно, первый и второй волоконные материалы, и первая и вторая смолы могут состоять из любых соответственных волокон и смол, раскрытых вместе с основой 120, усилением 150 или конструктивным каналом 212 приборной панели.
Опять-таки, как показано на фиг. 3, литейная форма 312 имеет пластину 324 A и пластину 328 B, каждая пластина определяет приблизительно половину полости 332 литейной формы 312. Пластина 324 A включает в себя соединительные окна 320, через которые первый и второй композитные материалы 230, 234 поступают в литейную форму 312. Пластины 324, 328 A- и B каждая содержит оттиск половины целевого компонента транспортного средства (например, конструктивного канала 212, основы 120, усиления 150, и т.д.), так чтобы, когда литейная форма 312 закрыта, негативные оттиски определяли полость 332 литейной формы с приблизительными размерами целевого компонента. В некоторых вариантах осуществления, литейная форма 312 может включать в себя вставки и/или сборочные узлы для содействия формованию целевого компонента. В вариантах осуществления, использующих инжекционное формование с вспучиванием, литейная форма 312 сконструирована так, чтобы пластина 324 A и пластина 328 B могли быть разделены, в то время как полость 332 остается под давлением.
Как показано на фиг. 4A, литейная форма 312, когда выполнена с возможностью формовать основу 120, имеет часть 336 водительской стороны, часть 340 центральной консоли и часть 344 пассажирской стороны, ориентированные для формирования соответственных частей 184, 180, 188 основы 120 (фиг. 2). Во время инжекции расплавленных первого и второго композитов 230, 234, давление зажимания прикладывается к литейной форме 312, из условия чтобы пластина 324 A и пластина 328 B были стянуты друг с другом. Сила, действующая на литейную форму 312, предотвращает возникновение разделения и проседания литейной формы на основе 120. Литейная форма 312, несмотря на то, что изображена в закрытом состоянии на фиг. 5A, может быть открыта посредством разделения пластины 324 A и пластины 328 B. В то время как литейная форма 312 находится в открытом состоянии, основа 120 может выталкиваться, и литейная форма 312 и полость 332 затем могут очищаться. Система 300 инжекционного формования, применяющая литейную форму 312, также может использоваться аналогичным образом, как описано выше, для формирования усиления 150, кронштейна 220 приточной вентиляции, канала 212 или многообразия других компонентов транспортного средства, пригодных для изготовления из гибридных композитов.
Далее, на фиг. 6 предоставлена схема способа 360, выполненного с возможностью для формирования целевого компонента, такого как основа 120 приборной панели 26. Способ 360 включает в себя шесть основных этапов, помеченных этапами 364, 368, 372, 374, 376 и 380. Способ 360 начинается с этапа 364 приготовления первого и второго композитов 230, 234, сопровождаемого этапом 368 подготовки системы 300 инжекционного формования. Затем, выполняется этап 372 инжекции первого и второго расплавленных композитных материалов 230, 234 в полость 332 литейной формы 312. Выполняется этап 374 открывания литейной формы и вспучивания композитов 230, 234. Следующим проводится этап 376 охлаждения расплавленных первого и второго композитов 230, 234 для формирования целевого компонента, например, основы 120 приборной панели 26. В заключение, выполняется этап 380 извлечения целевого компонента из литейной формы 312.
Как показано на фиг. 4A-6, этап 364 включает в себя нагревание первого и второго композитов 230, 234 в нагревателе 302 до температуры, достаточной, чтобы расплавлять составляющие смолы. С расплавленными смолами, насос 304 способен проталкивать расплавленные первый и второй композиты 230, 234 через инжекционные линии 316 и в полость 332 литейной формы 312 через соединительные окна 320. Первый и второй композиты 230, 234, особенно когда содержат полиамидную смолу, могут инжектироваться при температуре между 100°C и 400°C, а предпочтительнее, между 210°C и 275°C. Расплавленные первый и второй композиты 230, 234 типично перегреваются до достаточно высокой температуры, чтобы предотвращать их преждевременное затвердевание в инжекционных линиях 316 до достижения полости 332. В качестве используемого в материалах настоящей заявки, термин «перегрев» указывает ссылкой на разность температур между температурой плавления и температурой инжекции первого и второго композитов 230, 234. Перегрев также необходим, чтобы гарантировать, что первый и второй композиты 230, 234 имеют достаточно низкую вязкость, чтобы проходить в узкие зоны полости 332. Перегрев может иметь значение между 10°C и 50°C для композитов 230, 234. Другие температуры инжекции и условия перегрева могут быть уместны в зависимости от составов, выбранных для композитов 230, 234, геометрии литейной формы 312 и других условий.
В вариантах осуществления способа 360, использующих инжекционное формование с вспучиванием, этап 364 также может включать в себя приготовление первого и второго композитов 230, 234 посредством привнесения вспучивающих агентов. Вспучивающие агенты могут вводиться в первый и второй композиты 230, 234 многообразием способов. В одном из вариантов осуществления, твердые первый и второй композиты 230, 234 могут быть снабжены химическими вспучивающими агентами, уже замешанными в них. Примерные химические агенты, которые могут использоваться, включают в себя гидразин, бикарбонат натрия и материалы с азотистым основанием. В других вариантах осуществления, система 300 может включать в себя газовую систему, выполненную с возможностью замешивать сжиженный газ под давлением в расплавленные первый и второй композиты 230, 234, чтобы функционировал в качестве вспучивающего агента. Газ может замешиваться в первый и второй композиты 230, 234 ниже по потоку от нагревателя 302, так чтобы газ мог растворяться в расплавленных композитах 230, 234. Примерные газы для вспучивающего агента могут включать в себя азот, углекислый газ и другие газы, которые не являются реагирующими с первым и вторым композитами 230, 234.
Этап 368 подготовки системы 300 инжекционного формования может включать в себя задачи, такие как подогрев литейной формы 312, заправка инжекционных линий 316, заправка газовых систем и/или размещение предварительно собранных фибролитового мата или многочисленных матов в полости 332 литейной формы 312. Этап 372 инжекции первого и второго композитов 230, 234 может иметь длительность между 5 секундами и 30 секундами, а предпочтительнее, между 10 секундами и 20 секундами. Другие длительности могут быть уместными для более сложных геометрий полости 332 литейной формы и/или составов с более низкой вязкостью расплава для композитов 230, 234. В некоторых вариантах осуществления, инжекция расплавленных первого и второго композитов 230, 234 может быть одновременной наряду с тем, что, в других вариантах осуществления, каждый композит может инжектироваться отдельно. Во время этапа 372 инжекции, расплавленные первый и второй композиты 230, 234 инжектируются в соответственные части 336, 344 водительской стороны и пассажирской стороны литейной формы 312 (см. фиг. 5A), тем самым, вызывая реальное разделение волокон в целевом компоненте, например, основе 120. Композиты 230, 234 также могут инжектироваться в других точках в полости 332 для создания требуемого разделения или других свойств. В некоторых вариантах осуществления, газ может вдуваться в литейную форму 312 раньше первого и второго композитов 230, 234 для использования в качестве вспучивающего агента.
На фиг. 4A поперечное сечение литейной формы 312, выполненной с возможностью создавать основу 120, изображено во время этапа 372 инжекции первого и второго композитных материалов 230, 234 в полость 332 литейной формы 312. Первый и второй композиты 230, 234 инжектируются через ряд литников (не показаны). Полость 332 может заполняться посредством инжекции первого и второго композитов 230, 234 в соответственные части 336, 344 водительской стороны и пассажирской стороны полости 332. При поступлении в литейную форму 312, расплавленные первый и второй композиты 230, 234 текут как текучая среда через полость 332 друг к другу. Одно или более вентиляционных отверстий могут быть включены в литейную форму 312 ближе к части 340 центральной консоли или другим зонам, где встречаются первый и второй композиты 230, 234, так чтобы воздух мог выгоняться из литейной формы 312.
Далее, как показано на фиг. 4B, в предопределенном месте в полости 332, расплавленные первый и второй композиты 230, 234 продолжают течь в направлении друг друга, чтобы объединяться для формирования пограничной области 240. Пограничная область 240 включает в себя смесь волокон и смол из первого и второго композитов 230, 234 и может иметь ширину между 1 мм и 50 мм. Местоположение и ширина пограничной области 240 регулируются благодаря конструкции литейной формы 312, параметров обработки системы 300 инжекционного формования и конкретного состава, выбранного для первого и второго композитов 230, 234. Параметры обработки могут регулироваться контроллером 308 (см. фиг. 4). В одном из примерных вариантов осуществления, более чем два композитных материала, имеющих разные составы, могут инжектироваться в полость 332 во время этапа 372 инжекции. В этой конфигурации, может быть пограничная область 240 между каждыми из композитных материалов, так чтобы каждая пограничная область 240 имела состав, отличный от других пограничных областей. По остыванию и твердению первого и второго составов 230, 234, смесь смол и волокон в пределах пограничной области 240 создает цельное соединение между первым композитным материалом 230 и вторым композитным материалом 234, тем самым, скрепляя основу 120 или другой целевой компонент воедино.
Более точно, как показано на фиг. 5A и 5B, этап 374 открывания литейной формы 312 выполняется посредством отделения пластины 324 A от пластины 328 B на предопределенное расстояние, для того чтобы расширять полость 332 до окончательных требуемых размеров компонентов приборной панели 26. Типичные расстояния открывания находятся в диапазоне от приблизительно 0,1 мм до приблизительно 10,0 мм, а конкретнее, между приблизительно от 1,0 мм до приблизительно 4,0 мм. По мере того, как литейная форма 312 открывается, вспучивающие агенты, присутствующие в первом и втором композитах 230, 234, быстро вырабатывают пузырьки воздуха вследствие изменения давления, приложенного к литейной форме 312, и изменения объема полости 332. По мере того, как пузырьки газа вырабатываются в полимерах первого и второго композитов 230, 234, объем формируемого компонента приборной панели 26 (например, основы 120, усиления 150, конструктивного канала 212) возрастает и дает в результате соответствующее увеличение размеров компонента. Вспучивающие агенты присутствуют в достаточных количествах, чтобы побуждать первый и второй композиты 230, 234 расширяться и заполнять увеличенную полость 332. Должно быть отмечено, что, в других вариантах осуществления, давление зажимания может отпускаться с литейной формы 312, предоставляя пластине 324 A и пластине 328 B возможность разделяться вспучиванием первого и второго композитов 230, 234.
Опять-таки, как показано на фиг. 4-6, этап 376 охлаждения расплавленных первого и второго композитов 230, 234 для формирования целевого компонента, например, основы 120, происходит во время охлаждения литейной формы 312. Литейная форма 312 может быть с водяным охлаждением или может быть с воздушным охлаждением, чтобы содействовать затвердеванию целевого компонента. После затвердевания основы 120, литейная форма открывается, и этап 380 извлечения целевого компонента выполняется посредством приведения в действие ряда выбрасывающих штырей (не показаны) для выбрасывания целевого компонента из пластины 328 B литейной формы 312.
Должно быть понятно, что различные варианты и модификации могут быть произведены в вышеупомянутой конструкции, не выходя из концепций настоящего изобретения. Например, настоящее раскрытие гибридного композита и его способ производства могли бы быть равным образом применены к облицовке радиатора моторного транспортного средства. Точки прикрепления в гибридной композитной облицовке радиатора, например, могут требовать дополнительного упрочнения в виде рубленных углеродных волокон. Кроме того, должно быть понятно, подразумевается, что такие концепции должны покрываться последующей формулой изобретения, если эта формула изобретения своими формулировками не обусловливает иное в прямой форме.
Корпус рулевой рейки с поперечными сужениями
Усовершенствованное прессовое соединение корпуса зубчатой рейки
Рулевой клапан с планетарной передачей
Способ управления двигателем, выполненным с возможностью работы на газообразном топливе, двигатель, имеющий цилиндры, выполненные с возможностью сжигания газообразного топлива и двигатель, выполненный с возможностью сжигания газообразного топлива
Способ проверки системы продувки паров транспортного средства, транспортное средство с гибридным приводом и способ проверки системы продувки паров на борту транспортного средства
Устройство и способ инжекционного формования вспененных полимеров
Транспортное средство (варианты)
Двигатель внутреннего сгорания с турбонагнетателем, приводная система и способ работы двигателя внутреннего сгорания с турбонагнетателем (варианты)
Блок цилиндров (варианты) и способ работы системы смазки в двигателе
Несущий каркас (варианты)
Приборная панель транспортного средства (варианты)
Приборная панель транспортного средства (варианты)
Сиденье и велосипед, его содержащий
Приборная панель транспортного средства (варианты)

