Результат интеллектуальной деятельности: РАСТЯГИВАЮЩИЕСЯ МНОГОСЛОЙНЫЕ МАТЕРИАЛЫ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001] Описаны растягивающиеся многослойные материалы и абсорбирующие изделия, в том числе растягивающиеся многослойные материалы, включающие термоплавкие клеи, особенно подходящие для растягивающихся многослойных материалов.
Уровень техники, к которой относится изобретение
[0002] Одноразовые абсорбирующие подгузники широко используются для детей и страдающих недержанием взрослых. Чтобы изготовить одноразовый абсорбирующий подгузник, который может быть подходящим для различных пользователей, и сократить до минимума утечки, одноразовые абсорбирующие подгузники часто включают растягивающиеся многослойные материалы. Поскольку пользователи одноразовых абсорбирующих подгузников имеют различные размеры, традиционные растягивающиеся многослойные материалы часто используются в области талии и областях ног одноразового абсорбирующего подгузника, и в результате этого получается одноразовый абсорбирующий подгузник, который является подходящим для широкого разнообразия пользователей.
[0003] Традиционный растягивающийся многослойный материал часто содержит, по меньшей мере, два нетканых материала и, по меньшей мере, одну эластичную пленку, расположенную между двумя неткаными материалами. Как правило, два нетканых материала прикрепляются к эластичной пленке посредством клея.
[0004] Чтобы осуществлять растяжение материалов эластичные материалы могут сочетаться при сохранении больших деформаций с неэластичными неткаными материалами (так называемое "живое растяжение"). Они широко используются в отрасли и получают высокую оценку за текстурированный внешний вид сборок из нетканых материалов, но приводят, в конечном счете, к использованию больших количеств нетканых материалов, и, таким образом, этот путь может оказаться не самым экономичным. Альтернативу конструкциям с живым растяжением представляют собой так называемые конструкции с "нулевой деформацией", где используется так называемый процесс "механической активации" или "кольцевой прокатки" для применения больших деформаций к многослойному материалу, включающему эластичный слой и один или два неэластичных нетканых слоя, чтобы постоянно деформировать неэластичный слой многослойного материала и позволить эластичному слою растягиваться и сжиматься.
[0005] Механическая активация традиционных растягивающихся многослойных материалов может достигаться посредством зацепления традиционного растягивающегося многослойного материала между множествами зубцов. К сожалению, многие растягивающиеся многослойные материалы приобретают дефекты в результате высоких скоростей деформации и высоких процентных степеней деформации, возникающей в течение процесса механической активации. Для решения указанных проблем может потребоваться использование клея в повышенных количествах, что может увеличивать вероятность просачивание клея и прилипание многослойных материалов к ламинировочным валикам, а также увеличивать расходы.
[0006] Таким образом, существуют постоянная потребность в способе максимального повышения растяжимости многослойного материала при одновременном обеспечении сохранности многослойного материала и постоянная потребность в клеях для растягивающихся многослойных материалов, которые улучшают адгезию к тонким подложкам при одновременном уменьшении просачивания через подложку и улучшении эксплуатационных характеристик после выдерживания.
Сущность изобретения
[0007] Настоящее изобретение предлагает термоплавкие клеи для растягивающихся многослойных материалов.
[0008] Согласно одному варианту осуществления, композиция термоплавкого клея для растягивающегося многослойного материала включает:
(a) от приблизительно 35 до приблизительно 70 мас.% (со)полимера полипропилена, у которого (i) теплота плавления составляет менее чем приблизительно 15 Дж/г, когда она измеряется при нагревании и охлаждении со скоростью 10°C/мин в соответствии со стандартом ASTM D3418-12, и (ii) содержание пропилена составляет более чем 50% (со)полимера;
(b) от приблизительно 2 до приблизительно 15 мас.% воска, у которого (i) теплота плавления составляет более чем 50 Дж/г, когда она измеряется при нагревании и охлаждении со скоростью 10°C/мин в соответствии со стандартом ASTM D3418-12, и (ii) пик плавления более чем 100°C, когда он измеряется в соответствии со стандартом ASTM D3418-12; и
(c) повышающее клейкость вещество.
Клей имеет (i) модуль накопления (G'40) от приблизительно 5⋅105 до приблизительно 5⋅107 Па при 40°C, 10 рад/с; (ii) модуль накопления (G'80) от приблизительно 5⋅103 до приблизительно 1⋅107 Па при 80°C, 10 рад/с; и (iii) интервал плотности от приблизительно 0,75 до приблизительно 0,90 г/см3 при 160°C, когда он измеряется в соответствии со стандартом ASTM D1475.
[0009] Еще один вариант осуществления относится к улучшенной композиции термоплавкого клея для растягивающегося многослойного материала, которая:
a. от приблизительно 35 до приблизительно 70 мас.% (со)полимера полипропилена, у которого (i) теплота плавления составляет менее чем приблизительно 15 Дж/г, когда она измеряется при нагревании и охлаждении со скоростью 10°C/мин в соответствии со стандартом ASTM D3418-12, и (ii) содержание пропилена составляет более чем 50% (со)полимера;
b. от приблизительно 2 до приблизительно 15 мас.% воска, у которого (i) теплота плавления составляет более чем 50 Дж/г, когда она измеряется при нагревании и охлаждении со скоростью 10°C/мин в соответствии со стандартом ASTM D3418-12, и (ii) пик плавления более чем 100°C, когда он измеряется в соответствии со стандартом ASTM D3418-12; и
c. повышающее клейкость вещество.
В улучшенной композиции термоплавкого клея для растягивающегося многослойного материала практически отсутствует какой-либо полимер на основе каучука. Термоплавкий клей имеет улучшенное просачивание и прочность соединения в расчете на единицу толщины клея, чем клей без вышеупомянутых компонентов.
[0010] Согласно еще одному варианту осуществления, композицию термоплавкого клея для растягивающегося многослойного материала, в основном, составляют:
(a) от приблизительно 35 до приблизительно 70 мас.% (со)полимера полипропилена, у которого (i) теплота плавления составляет менее чем приблизительно 15Дж/г, когда она измеряется при нагревании и охлаждении со скоростью 10°C/мин в соответствии со стандартом ASTM D3418-12, и (ii) содержание пропилена составляет более чем 50% (со)полимера;
(b) от приблизительно 2 до приблизительно 15 мас.% воска, у которого (i) теплота плавления составляет более чем 50 Дж/г, когда она измеряется при нагревании и охлаждении со скоростью 10°C/мин в соответствии со стандартом ASTM D3418-12, и (ii) пик плавления более чем 100°C, когда он измеряется в соответствии со стандартом ASTM D3418-12; и
(c) повышающее клейкость вещество.
Краткое описание чертежей
[0011] Фиг. 1 представляет схематическую иллюстрацию традиционного производственного процесса изготовления традиционных растягивающихся многослойных материалов.
[0012] Фиг. 2 представляет два увеличенный местный вид объединяющего валика вблизи прижимного зазора.
[0013] Фиг. 3 представляет местный вид в перспективе пары близкорасположенных формирующих валиков, каждый из которых имеет чередующиеся и взаимозацепляющиеся периферические зубцы и канавки.
[0014] Фиг. 4 представляет увеличенный местный вид поперечного сечения, иллюстрирующий верхушечные части взаимозацепляющихся зубцов формирующих валиков на фиг. 3 с активированным полотном материала, расположенным между валиками, которое растягивается между верхушками соседних зубцов.
[0015] Фиг. 5 представляет вид сверху примерного абсорбирующего изделия, включающего секции, изготовленные из растягивающихся многослойных материалов согласно настоящему изобретению, причем секция верхнего листа удалена, чтобы открыть нижележащую абсорбирующую сердцевину.
[0016] Фиг. 6 представляет вид в перспективе абсорбирующего изделия на фиг. 5, которое проиллюстрировано в своем ненапряженном сжатом состоянии, т. е. в состоянии сжатия, вызываемого эластичными элементами.
[0017] Фиг. 7 в части a) представляет чертеж формы штампа для вырезания образца заднего крыла из многослойного материала заднего крыла, который проиллюстрирован в части b), в сочетании со структурными размерами и положением штампа для вырезания заднего крыла. Часть c) на данном чертеже иллюстрирует установку образцов многослойного материала заднего крыла для исследований при растяжении.
Подробное описание изобретения
[0018] "Абсорбирующее изделие" означает устройства, которое абсорбируют и удерживают выделения организма, и, более конкретно, означает устройства, которые располагаются на поверхности или вблизи тела пользователя, чтобы абсорбировать и удерживать разнообразные выделения организма. Примерные абсорбирующие изделия включают подгузники, спортивные трусы, натягиваемые подгузники типа трусов (т. е. подгузники, имеющие предварительно изготовленные отверстие для талии и отверстия для ног, такое как представлено в патенте США № 6120487), подгузники с возможностью повторного крепления или подгузники типа нижнего белья, трусы и нижнее белье для страдающих недержанием, подгузники-держатели и прокладки, женские гигиенические принадлежности, такие как прокладки для нижнего белья, абсорбирующие вставки и т. д.
[0019] "Активированный" означает материал, который подвергается механической деформации таким образом, чтобы придавать эластичность, по меньшей мере, части материала, например, таким путем, как постепенное растяжение. При использовании в настоящем документе термин "активация" означает любой процесс, посредством которого деформация растяжения, которую создают взаимозацепляющиеся зубцы и канавки, заставляет промежуточные секции полотна растягиваться или расширяться. Такие процессы используются в производстве многочисленных изделий, включая воздухопроницаемые пленки, растягивающиеся композиционные материалы, перфорированные материалы и текстурированные материалы. Для нетканых полотен растяжение может вызывать изменение ориентации волокон, изменение линейной плотности и/или поперечного сечения волокон, уменьшение поверхностной плотности и/или регулируемое разрушение волокон в промежуточных секциях полотна. Например, обычный способ активации представляет собой процесс известный в технике как кольцевая прокатка. Патенты США № 6830800, 5143679 и 5167897 описывают примеры процесса активации.
[0020] "Клей" означает композиции, включающий один или несколько термопластических полимеров и обычно одну или несколько повышающих клейкость смол, а также реологический модификатор или пластификатор. Клеи могут содержать 2% или более повышающей клейкость смолы. Клей обычно используется для соединения или связывания двух или более материалов друг с другом посредством его нанесения, по меньшей мере, на один материал и последующего приведения его в контакт, по меньшей мере, с еще одним материалом с достаточным усилием и в течение достаточного периода времени, чтобы клей мог смачивать или покрывать поверхность каждого из материалов для соединения их друг с другом (см. приведенное ниже определение термина "повышающее клейкость вещество").
[0021] "Соединенный клеем" или "ламинированный с помощью клея" означает многослойный материал, в котором клей используется для присоединения эластомерного элемента (например, эластомерной пленки) к одному или нескольким нетканым материалам или ко второму эластомерному элементу.
[0022] "Двухкомпонентное волокно" означает волокна или нити, состоящие из материалов двух различных композиций, которые располагаются на поперечном сечении волокна или нити. Каждая композиция обычно вводится отдельным экструдером в прядильный блок, предназначенный для помещения композиций в конфигурации, такие как оболочка и сердцевина, параллельное расположение, разрезанный пирог и острова в море. Взаимное расположение различных композиций может быть благоприятным для регулирования химического сродства между пленкой и нетканым материалом в многослойном материале.
[0023] "Просачивание" означает явление, в котором нанесенный клей для растягивающегося многослойного материала выступает за пределы области нанесения на растягивающиеся многослойные материалы перед отверждением.
[0024] "Включать", "включающий" и "включает" представляют собой неограничительные термины, каждый из которых означает присутствие следующего предмета, например, компонента, но не ограничивает присутствие других признаков, например, элементов, стадий, компонентов, известных в технике или описанных в настоящем документе.
[0025] Термины "состоящий в основном и "состоит в основном" используются в настоящем документе для ограничения объема заявляемого предмета, например, в формуле изобретения, определенными материалами или стадиями, а также теми, которые не влияют существенным образом на основные и новые характеристики предметам изобретения.
[0026] При использовании в настоящем документе термины "эластичный," "эластомер" и "эластомерный" означают любой материал, который обычно способен, когда прилагается растягивающее усилие, растягиваться до технической деформации, составляющей, по меньшей мере, 50%, без разрыва или разрушения, а также способен восстанавливаться практически до своих исходных размеров после того, как устраняется деформирующее усилие.
[0027] "Техническая деформация" представляет собой изменение длины образца (в направлении приложенного напряжения или растяжения) деленное на исходную длину образца (William D. Callister Jr., "Materials Science and Engineering: Introduction" (Материаловедение и технология: введение), 1985 г., John Wiley & Sons, Inc., Нью-Йорк, Чичестер, Брисбен, Торонто, Сингапур). Для вычисления технической деформации в процентах техническая деформация умножается на 100. Когда используется слово "деформация", им обозначается "техническая деформация", если не определяется другое условие.
[0028] "Скорость деформации" означает скорость, с которой осуществляется техническая деформация материала и определяется как первая производная технической деформации по времени.
[0029] Термины "растягивающийся" и "растяжимость" (например, растягивающийся нетканый материал или растяжимость эластомера) означают, что при приложении растягивающего усилия ширина или длина материала в ненапряженном состоянии может расширяться или увеличиваться без разрушения или разрыва.
[0030] "Многослойный материал" означает соединение двух или более материалов друг с другом способами известными в технике, например, такими как клеевое соединение, термическое соединение, ультразвуковое соединение.
[0031] "Машинное направление" (также называется "MD" или "продольное направление") в отношении пленки или нетканого материала означает направление, которое является параллельным направлению перемещения пленки или нетканого материала в процессе обработки в формовочном устройстве. "Поперечное машинному направление" (также называется "CD" или "поперечное направление") означает направление, перпендикулярное машинному направлению.
[0032] "Боковая панель", "переднее крыло", "заднее крыло" или "панель крыла" означает ту часть абсорбирующего изделия, которая располагается вблизи наружного покрытия или сердцевины или верхнего листа и соединяет передний край талии и задний край талии. Боковые панели или переднее/заднее крылья имеют свойства растяжения, которые обеспечивают простоту применения изделия, а также обеспечивают соответствие изделия форме тела пользователя. Боковые панели или переднее/заднее крылья согласно настоящему изобретению могут включать многослойный материал. Примеры боковых панелей, которые могут использоваться согласно настоящему изобретению, описаны и проиллюстрированы в европейском патенте № 1150833 (называются панели крыла).
[0033] "Повышающее клейкость вещество" означает связующий компонент, у которого температура стеклования находится в интервале от приблизительно 70°C до приблизительно 150°C, и который уменьшает вязкость расплава подобного каучуку полимера и увеличивает температуру стеклования подобного каучуку полимера, а также уменьшает плотность сцепления подобного каучуку полимера.
[0034] "Характеристики после выдерживания" (например, "прочность соединения после выдерживания" или "техническая деформация после выдерживания") означают результаты измерения, полученные после выдерживания образца в течение 4 недель при 40°C. Термин "исходная прочность соединения" означает результаты измерения, полученные в течение суток после изготовления образца.
[0035] Согласно некоторым вариантам осуществления, настоящее изобретение предлагает абсорбирующие изделия, включающие растягивающиеся многослойные материалы, которые могут содержать, например, растягивающиеся боковые части, задние крылья, ленты на талии и/или растягивающиеся наружные покрытия. Растягивающиеся многослойные материалы, которые могут включать одну или несколько подложек, адгезионно присоединенных к эластичной пленке посредством термоплавкого клея, или, согласно некоторым вариантам осуществления, два адгезионно соединенных нетканых материала с пленкой между ними, могут обеспечивать новые уровни растяжения и эластичности, благодаря клею. Клей играет решающую роль, например, в многослойном материале заднего крыла. Он представляет собой основной источник целостности изделия и должен обеспечивать, чтобы заднее крыло не разрывалось в течение использования. Клей также придает эластичные свойства многослойному материалу. Считается, что нежелательное взаимодействие между клеем и эластомерной пленкой в многослойном материале представляет собой главную причину значительного ухудшения эксплуатационных характеристик в течение выдерживания.
[0036] Растягивающиеся многослойные материалы согласно настоящему изобретению могут включать клеи, которые улучшают адгезию к тонким подложкам и в то же время как уменьшают просачивание на подложке и улучшают эксплуатационные характеристики после выдерживания. Кроме того, не ограничиваясь теорией, считают, что, согласно настоящему изобретению, новые растягивающиеся многослойные материалы получаются вследствие реализации того, что клей с высоким G'' позволяет многослойному материалу иметь более высокую прочность соединения при меньшей поверхностной плотности клея, потому что клей может лучше рассеивает энергию разрушения. Считается, что когда соединяются материалы с несовпадающими модулями (например, нетканый материал и эластомерный пленка согласно настоящему изобретению), клей, который обеспечивает механическую совместимость, уменьшает концентрацию напряжения на краях соединений. Способность клея рассеивать энергию, которая выражается как G", представляет собой один способ получить более "совместимый" клей. Еще один способ уменьшения напряжения представляет собой нанесение более толстых слоев клея в соединениях; однако это может вызывать повешение стоимости многослойных материалов и проблемы просачивания.
Клей
[0037] Растягивающиеся многослойные материалы согласно настоящему изобретению могут включать термоплавкий растягивающийся клей, который удовлетворяет определенным эксплуатационным требованиям. Растягивающийся клей может иметь модуль накопления (G'40) от приблизительно 5⋅105 до приблизительно 5⋅107 Па при 40°C, 10 рад/с и модуль накопления (G'80) от приблизительно 5⋅103 до приблизительно 1⋅107 Па при 80°C, 10 рад/с, чтобы обеспечивать хорошую прочность соединения между эластичной и нетканой подложками. Температура перехода клея (G '=G") в области плавления может составлять более чем 75°C, чтобы обеспечивать низкое просачивание. Плотность растягивающегося клея составляет от приблизительно 0,75 до приблизительно 0,90 г/см3 при 160°C, когда она измеряется в соответствии со стандартом ASTM D1475.
[0038] Композиция термоплавкого клея для растягивающегося многослойного материала может включать:
(a) от приблизительно 35 до приблизительно 70 мас.% (со)полимера полипропилена, у которого (i) теплота плавления составляет менее чем приблизительно 15Дж/г, когда она измеряется при нагревании и охлаждении со скоростью 10°C/мин в соответствии со стандартом ASTM D3418-12; и (ii) содержание пропилена составляет более чем 50% (со)полимера;
(b) от приблизительно 2 до приблизительно 15 мас.% воска, у которого (i) теплота плавления составляет более чем 50 Дж/г, когда она измеряется при нагревании и охлаждении со скоростью 10°C/мин в соответствии со стандартом ASTM D3418-12, и (ii) пик плавления более чем 100°C, когда он измеряется в соответствии со стандартом ASTM D3418-12; и
(c) повышающее клейкость вещество.
[0039] Термин "полимерный компонент" при использовании в настоящем документе, означает единственный (со)полимер пропилена или смесь различных (со)полимеров, полученных посредством полимеризации с металлоценовым катализатором или катализатором Циглера-Натта. (Со)полимерный компонент включает блочные и/или статистические сополимеры. (Со)полимер полипропилена имеет содержание пропилена, составляющее более чем 50 массовых процентов (мас.%) (со)полимера по отношению к массе (со)полимера. (Со)полимер пропилена представляет собой гомополимер пропилена или сополимер пропилена, содержащий, по меньшей мере, один сомономер, выбранный из C2 и C4-C20-сомономеров. Предпочтительные сомономеры представляют собой этилен, бутен, гексен и октен.
[0040] (Со)полимер полипропилена имеет теплоту плавления, составляющую менее чем приблизительно 15 Дж/г, когда она измеряется при нагревании и охлаждении со скоростью 10°C/мин в соответствии со стандартом ASTM D3418-12. Теплота плавления определяется как изменение энтальпии при превращении определенного количества твердого вещества в жидкость при постоянном давлении и температуре и обозначается ΔH в измерениях ДСК. Теплота плавления непосредственно связана с кристалличностью полимера. Низкие уровни кристалличности являются желательными для (со)полимера полипропилена в термоплавком клее для растягивающихся многослойных материалов.
[0041] (Со)полимер пропилена поставляют различные производители под товарными наименованиями VERSIFY (Dow Chemical), VISTAMAXX (Exxon Mobil), EXACT (Exxon Mobil), TAFMER (Mitsui Petrochemical), REXENE (RexTac), VESTOPLAST (Evonik), L-MODU (Idemitsu), NOTIO (Mitsui) и т. д.
[0042] Содержание (со)полимера полипропилена в термоплавком клее для растягивающихся многослойных материалов составляет от приблизительно 10 до приблизительно 90 мас.% по отношению к полной массе клея. Согласно предпочтительному варианту осуществления, содержание (со)полимера полипропилена составляет от приблизительно 35 до приблизительно 70 мас.%.
[0043] Термоплавкий клей для растягивающихся многослойных материалов дополнительно включает воск. Воск, который может использоваться в качестве термоплавкого клея для растягивающихся многослойных материалов, имеет теплоту плавления, составляющую более чем 50 Дж/г, когда она измеряется при нагревании и охлаждении со скоростью 10°C/мин в соответствии со стандартом ASTM D3418-12 методом ДСК.
[0044] Подходящие для использования воски также имеют пик плавления, составляющий более чем 100°C, когда он измеряется при нагревании и охлаждении со скоростью 10°C/мин в соответствии со стандартом ASTM D3418-12 методом ДСК.
[0045] Воски, подходящие для использования в клеях для ламинирования растягивающихся пленок, включают парафиновые воски, микрокристаллические воски, полиэтиленовые воски, полипропиленовые воски, полиэтиленовые воски как побочные продукты, воски Фишера-Тропша, окисленные воски Фишера-Тропша и функционализированные воски, такие как гидроксистеарамидные воски и воски на основе жирных амидов. Низкомолекулярные полиэтиленовые воски высокой плотности, полиэтиленовые воски как побочные продукты и воски Фишера-Тропша традиционно рассматриваются в технике как синтетические воски с высокой температурой плавления. Подходящие для использования воски включают полиэтиленовые и полипропиленовые воски, которые поставляются как серия LICOCENE от компании Clariant, SASOL от компании Sasol и серия AC от компании Honeywell.
[0046] Восковой компонент обычно присутствует в количествах, составляющих вплоть до приблизительно 15 мас.%, предпочтительно приблизительно 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 мас.% по отношению к полной массе термоплавкого клея для растягивающихся многослойных материалов.
[0047] Клей для ламинирования растягивающейся пленки дополнительно включает повышающее клейкость вещество. Подходящий для использования повышающие клейкость смолы могут включать любые совместимые смолы или их смеси, такие как политерпеновые смолы; фенольные модифицированные терпеновые смолы и их гидрированные производные, включая, например, смоляной продукт, получаемый в результате конденсации в кислой среде бициклического терпена и фенола; алифатические нефтяные углеводородные смолы; ароматические нефтяные углеводородные смолы и их гидрированные производные; а также алициклические нефтяные углеводородные смолы и их гидрированные производные. Примерные особенно подходящие гидрированные алифатические повышающие клейкость вещества включают Eastotac 13OR, Escorez 5415 от компании Exxon Mobil Chemicals, Arkon PI 15 от компании Arakawa и Regalite S7125 от компании Eastman Chemical и т. д. Также включаются циклические или ациклические C5-смолы и ароматические модифицированные ациклические или циклические смолы. Примерные имеющиеся в продаже канифоли и производные канифоли, которые могут использоваться для практического осуществления настоящего изобретения, включают SYLVALITE RE 110L и SYLVARES RE 115 от компании Arizona Chemical; Dertocal 140 от компании DRT; известкованная канифоль № 1, GB-120 и Pencel C от компании Arakawa Chemical. Примерные имеющиеся в продаже фенольные модифицированные терпеновые смолы представляют собой Sylvares TP 2040 HM и Sylvares TP 300, поставляемые от компании Arizona Chemical. Другие подходящие для использования повышающие клейкость смолы включают натуральные и модифицированные канифоли, включая, например, такие как живичная канифоль, древесная канифоль, канифоль животного жира, дистиллированная канифоль, гидрированная канифоль, димеризованная канифоль, соли смоляных кислот и полимеризованная канифоль; сложные эфиры глицерина и пентаэритрита и натуральных и модифицированных канифолей, включая, например, такие как сложный эфир глицерина и светлой древесной канифоли, сложный эфир глицерина и гидрированной канифоли, сложный эфир глицерина и полимеризованной канифоли, сложный эфир пентаэритрита и гидрированной канифоли и сложный эфир пентаэритрита и фенольной модифицированной канифоли; сополимеры и терполимеры натуральных терпенов, включая, например, стирол/терпен и альфа-метилстирол/терпен.
[0048] Предпочтительные повышающие клейкость вещества включают C5-смолы, нефтяные дистилляты, гидрированные углеводороды, C5/C9-смолы, C9-смолы, политерпены, канифоли, гидрированные канифоли, сложные эфиры канифоли и их смеси.
[0049] Согласно одному варианту осуществления, повышающие клейкость вещества представляют собой синтетические углеводородные смолы. Включаются алифатические или циклоалифатические углеводороды, ароматические углеводороды, ароматически модифицированные алифатические или циклоалифатические углеводороды и их смеси. Неограничительные примеры включают произведенные из алифатических олефинов смолы, такие как смолы, поставляемые от компании Exxon под ее товарным наименованием, и смолы серии ESCOREZ. Смолы серии Eastotac от компании Eastman также являются подходящими для использования согласно настоящему изобретению.
[0050] Кроме того, подходящими для использования являются ароматические углеводородные смолы, которые представляют собой производные C9- ароматических/алифатических олефинов и поставляются от компании Sartomer и Cray Valley под товарным наименованием Norsolene, и ароматические углеводородные смолы серии TK от компании Rutgers. Norsolene 1100 представляет собой низкомолекулярный термопластический углеводород полимер, поставляемый на продажу от компании Cray Valley.
[0051] Альфа-метилстирол, такой как Kristalex F 115, 1120 и 5140 от компании Eastman Chemicals и серия Sylvares S от компании Arizona Chemicals, также является подходящим для использования в качестве повышающего клейкость вещества согласно настоящему изобретению. Для некоторых композиций могут потребоваться смеси двух или более описанных повышающих клейкость смол.
[0052] Согласно одному варианту осуществления, повышающее клейкость вещество обычно присутствует в количестве, составляющем от приблизительно 1 до приблизительно 70 мас.%, предпочтительнее от приблизительно 5 до приблизительно 65 мас.% и предпочтительнее от приблизительно 10 до приблизительно 60 мас.% по отношению к полной массе клея.
[0053] Термоплавкий клей для растягивающихся многослойных материалов необязательно включает пластификатор. Пластификатор имеет среднечисленную молекулярную массу, составляющую более чем 1000 г/моль. Подходящие пластификаторы включают полибутены, полиизобутилен, фталаты, бензоаты, сложные эфиры адипиновой кислоты и т.д. Особенно предпочтительные пластификаторы включают полибутены и полиизобутилены, фталаты, такой как диизоундецилфталат (DIUP), диизононилфталат (DINP), диоктилфталаты (DOP), минеральное масло, алифатические масла, олефиновые олигомеры и низкомолекулярные полимеры, растительное масло, животные масла, парафиновое масло, нафтеновое масло, ароматические масло, длинноцепной частично простоэфирный сложный эфир, сложные моноалкилэфиры, эпоксидированные масла, сложные диалкилдиэфиры, ароматические сложные диэфиры, простоалкилэфирные сложные моноэфиры и их смеси.
[0054] Термоплавкие клеи для растягивающихся многослойных материалов согласно настоящему изобретению могут желательно содержать также, по меньшей мере, один стабилизатор и/или, по меньшей мере, один антиоксидант. Указанные соединения добавляются, чтобы защищать клей от разложения, вызываемого реакцией с кислородом, которую индуцируют, например, тепло, свет или остаточный катализатор из исходных материалов, таких как повышающая клейкость смола.
[0055] В число подходящих для применения стабилизаторов или антиоксидантов, включаемых в настоящее изобретение, входят высокомолекулярные пространственно-затрудненные фенолы и многофункциональные фенолы, такие как содержащие серу и фосфор фенолы. Пространственно-затрудненные фенолы хорошо известны специалистам в данной области техники и могут характеризоваться как фенольные соединения, которые также содержат стерически объемные радикалы в непосредственной близости от своей фенольной гидроксильной группы. В частности, третичные бутильные группы обычно выступают в качестве заместителей в бензольном кольце, занимая, по меньшей мере, одно орто-положение по отношению к фенольной гидроксильной группе. Присутствие указанных стерически объемных замещенных радикалов вблизи гидроксильной группы служит ограничению ее частоты валентных колебаний, и, соответственно, ее реакционной способности; это пространственное затруднение, таким образом, придает фенольному соединению его стабилизирующие свойства. Представительные пространственно-затрудненные фенолы включают 1,3,5-триметил-2,4,6-трис-(3,5-ди-трет-бутил-4-гидроксибензил)-бензол; пентаэритритил-тетракис3(3,5-ди -трет-бутил-4-гидроксифенил)-пропионат; н-октадецил-3(3,5-ди-трет-бутил-4-гидроксифенил)- пропионат; 4,4'-метиленбис (2,6-трет-бутил-фенол); 4,4'-тиобис (6-трет-бутил-о-крезол); 2,6-ди-трет-бутилфенол; 6-(4-гидроксифеноси)-2,4-бис(н-октилтио)-1,3,5-триазин; ди-н-октилтио)этил-3,5-ди-трет-бутил-4-гидроксибензоат; и гекса[3-(3,5-ди-трет-бутил-4-гидроксифенил)-пропионат]сорбита.
[0056] Такие антиоксиданты поставляются на продажу от компании Ciba Specialty Chemicals и включают IRGANOX® 565, 1010, 1076 и 1726, которые представляют собой пространственно-затрудненные фенолы. Указанные соединения представляют собой первичные антиоксиданты, которые выступают как поглотители радикалов и могут использоваться индивидуально или в сочетании с другими антиоксидантами, такими как фосфитные антиоксиданты, например, IRGAFOS® 168, поставляемый от компании Ciba Specialty Chemicals. Фосфитные антиоксиданты рассматриваются как вторичные антиоксиданты и обычно не используются индивидуально. Указанные соединения используются, главным образом, для разложения пероксидов. Другие доступные антиоксиданты представляют собой CYANOX® LTDP, поставляемый от компании Cytec Industries и ETHANOX® 330, поставляемый от компании Albemarle Corp. Многие такие антиоксиданты могут использоваться индивидуально или в сочетании с другими такими антиоксидантами. Указанные соединения добавляются в термоплавкие клеи в небольших количествах, обычно составляющих менее чем приблизительно 10 мас.%, и не производят никакого воздействия на другие физические свойства. Другие соединения, которые могут добавляться и также не воздействуют на физические свойства, представляют собой, если назвать только пару типов, пигменты, которые придают цвет, или флуоресцентные вещества. Добавки, подобные указанным веществам, известны специалистам в данной области техники.
[0057] В зависимости от предусмотренного конечного использования клеев, другие добавки, такие как пигменты, красители и наполнители, которые традиционно добавляются в термоплавкие клеи, могут присутствовать в небольших количествах, составляющих вплоть до приблизительно 10 мас.% по отношению к полной массе клея.
[0058] В определенном сочетании вышеупомянутый (со)полимер полипропилена и один или несколько вышеупомянутых восков образуют термоплавкий клей для растягивающихся многослойных материалов, подходящий для активированных растягивающиеся многослойные материалы. Растягивающийся клей имеет модуль накопления G'40 в интервале от приблизительно 5⋅105 до приблизительно 5⋅107 Па при 40°C, 10 рад/с, и G'80 в интервале от приблизительно 5⋅103 до приблизительно 1⋅107 Па при 80°C, 10 рад/с. Этот интервал обеспечивает хорошую прочность соединения для клея. Согласно одному варианту осуществления, растягивающийся клей имеет модуль накопления (G'40) от приблизительно 5⋅105 до приблизительно 5⋅106 Па при 40°C, 10 рад/с, и (G'80) от приблизительно 5⋅103 до приблизительно 1⋅106 Па при 80°C, 10 рад/с. Растягивающийся клей предпочтительно также имеет значение модуль потерь G"40, составляющее более чем приблизительно 5⋅104 Па при 40°C, 10 рад/с.
[0059] Согласно еще одному варианту осуществления, плотность растягивающегося клея составляет от приблизительно 0,75 до приблизительно 0,90 г/см3 при 160°C, когда она измеряется в соответствии со стандартом ASTM D1475. Указанный интервал плотности позволяет клею иметь более толстый клеевой шов, чем традиционные растягивающиеся клеи, при одинаковой поверхностной плотности. Считается, что увеличение толщины клеевого шва приводит к уменьшению концентрации напряжения на границах раздела. Предпочтительно плотность растягивающегося клея составляет от приблизительно 0,80 до приблизительно 0,88 г/см3 при 160°C, когда она измеряется в соответствии со стандартом ASTM D1475.
[0060] Согласно еще одному варианту осуществления, растягивающийся клей имеет вязкость расплава по Брукфильду при 160°C от приблизительно 6000 до приблизительно 20000 сП, когда она измеряется с помощью шпинделя № 27 в соответствии со стандартом ASTM 3236-88. Это обеспечивает универсальное нанесение клея на подложки, для чего используются покрытие валиком, окрашивание, нанесение сухой кистью, покрытие погружением, распыление, щелевое покрытие, вихревое распыление, печать (например, краскоструйная печать), флексография, экструзия, атомизированное распыление, гравирование (перенос рисунчатым колесом), электростатическое покрытие, осаждение из паровой фазы, волокнообразование и/или трафаретная печать. Предпочтительно растягивающийся клей имеет вязкость расплава по Брукфильду при 160°C от приблизительно 8000 до приблизительно 18000 сП, которая измеряется с помощью шпинделя № 27 в соответствии со стандартом ASTM 3236-88.
[0061] Растягивающийся клей имеет температуру перехода (где tanδ=1), которая составляет более чем 75°C в области плавления. Это значение предсказывает вероятность явление просачивания клея. Было обнаружено, что клеи, у к которых температура перехода составляет более чем 75°C, проявляют меньшее просачивание клея на подложках.
[0062] Кроме того, требуется время для достижения температуры перехода растягивающийся клей согласно настоящему изобретению при резком охлаждении от 150°C до 20°C жидким азотом, составляет менее чем 120 секунд, предпочтительно менее чем 100 секунд, предпочтительнее менее чем 80 секунд. Было обнаружено, что клеи, которые менее чем 80 секунд достигают температуры перехода, отверждаются достаточно быстро и не просачиваются на ламинировочные валики.
[0063] Специалист в данной области техники может измерять модуль накопления (G'), температуру перехода (где tanδ=1 или G'=G", что используется взаимозаменяемым образом) и время, требуемое для достижения температуры перехода разнообразными способами. Модуль накопления (G'), температура перехода (tanδ=1) и время достижения температуры перехода описаны в настоящем документе в разделе примеров.
[0064] Традиционный клей для растягивающихся многослойных материалов имеет чувствительность к давлению и эластомерные характеристики. Чувствительные к давлению клеи имеют значение критерия Дальквиста G', составляющее менее чем 3⋅105 Па при 25°C. Согласно настоящему изобретению, клей для растягивающихся многослойных материалов не представляет собой чувствительный к давлению клей, и он не представляет собой эластомерный клей; тем не менее, он функционирует как растягивающийся клей на растягивающемся многослойном материале. Было обнаружено, что нечувствительный к давлению и неэластомерный клей может обеспечивать высокую когезию и высокую адгезию по отношению к эластичным пленкам и нетканым подложкам без уменьшения растяжимости растягивающегося многослойного материала. Указанный неэластомерный клей позволяет эластичной подложке растягиваться и сокращаться, а также выдерживать большую деформацию, которой подвергается многослойный материал.
[0065] Композицию термоплавкого клея для растягивающегося многослойного материала изготавливают, смешивая компоненты в расплаве при температуре выше приблизительно 180°C, чтобы образовалась гомогенная смесь. В технике известны разнообразные способы смешивания, и может использоваться любой способ, который производит гомогенную смесь. Смесь затем охлаждается, и из нее могут изготавливаться посредством формования гранулы или блоки для хранения или транспортировки. Указанный предварительно изготовленный клей может затем подогреваться для нанесения на подложки.
[0066] Другие примерные клеи включают любые из клеев, описанных в патентной заявке США № 2014/0378924.
[0067] Термоплавкий клей для растягивающихся многослойных материалов может наноситься на желательную подложку любыми способами известными в технике, которые представляют собой, без ограничения, покрытие валиком, окрашивание, нанесение сухой кистью, покрытие погружением, распыление, щелевое покрытие, вихревое распыление, печать (например, краскоструйная печать), флексография, экструзия, атомизированное распыление, гравирование (перенос рисунчатым колесом), электростатическое покрытие, осаждение из паровой фазы, волокнообразование и/или трафаретная печать.
[0068] Преимущественно меньшее используемое количество клея для растягивающихся многослойных материалов может обеспечивать аналогичную прочность при отслаивании, как большее используемое количество традиционных стандартных растягивающихся клеев на основе каучука. Таким образом, растягивающийся клей имеет улучшенные характеристики в расчете на единицу поверхностной плотности по сравнению со стандартными клеями на основе каучука. Кроме того, согласно настоящему изобретению, растягивающийся клей имеет более высокую прочность (соединения) при отслаивании, чем традиционный растягивающийся клей на основе каучука. Кроме того, клей для растягивающихся многослойных материалов может сохранять свою высокую прочность при отслаивании даже после выдерживания растягивающегося клея при 40°C в течение 4 недель. Процентное изменение между исходной прочностью соединения и прочностью соединения после выдерживания составляет предпочтительно менее чем приблизительно 15% и предпочтительно менее чем 10%. Кроме того, согласно настоящему изобретению, клей для растягивающихся многослойных материалов имеет менее высокие характеристики просачивания, чем другие растягивающиеся клеи.
Нетканые материалы
[0069] Подложка согласно настоящему изобретению может представлять собой нетканый материал. Нетканые полотна материала, такие как нетканые листы, могут включать листы индивидуальных слоев нетканых компонентов, которые соединяют друг с другом, используя процессы механического, термического или химического соединения. Нетканые полотна могут быть изготовлены как плоские пористые листы, изготовленные непосредственно из индивидуальных волокон, расплавленной пластмассы и/или пластмассовой пленки.
[0070] Технологии прядения непрерывного и прерывистого волокна из расплавленных материалов и, как правило, из термопластических материалов, обычно упоминаются как технологии прядения. Технологии прядения могут включать как процессы раздувания расплава, так и процессы соединения прядением. Процесс соединения прядением включает пропускание расплавленного полимера, который затем экструдируется под давлением, через многочисленные отверстия в пластине, известной как фильера или прядильная головка. Получаемые в результате непрерывные волокна резко охлаждаются и вытягиваются любым из ряда способов, в которых используются, например, системы щелевого растяжения, пушки-гасители или прядильные валики. В процессе прядильной укладки или соединения прядением непрерывные волокна собираются, образуя рыхлое полотно при движении сетчатой поверхности, такой как, например, проволочная сетчатая конвейерная лента. Когда более чем одна фильера используется на линии изготовления многослойного полотна, после этого слои нетканых компонентов собираются на наружной поверхности предшествующего образованного слоя нетканого компонента.
[0071] Процесс раздувания расплава напоминает процесс соединения прядением для формирования слоя нетканого материала, в котором расплавленный полимер экструдируется под давлением через отверстия в фильере или прядильной головке. Имеющий высокую скорость газ своим ударным действием утончает волокна, когда они выходят из прядильной головки. Энергия на данной стадии является такой, что образующиеся волокна значительно уменьшаются в диаметре и разрушаются таким образом, что получаются микроволокна неопределенной длины. В этом заключается отличие от процесса соединения прядением, где обычно сохраняется непрерывность волокон. Часто раздутые из расплава нетканые структуры добавляются в соединенные прядением нетканые структуры, образуя соединенные прядением/раздутые из расплава ("SM") полотна или соединенные прядением/раздутые из расплава/соединенные прядением ("SMS") полотна, которые представляют собой прочные полотна, имеющие некоторые защитные свойства.
[0072] Подходящие материалы из нетканого полотна, которые могут оказаться подходящими для использования согласно настоящему изобретению, также включают, но не ограничиваются ими, соединенные прядением, раздутые из расплава, спряденные из расплава, спряденные из растворителя, полученные электропрядением, кардованные, пленочнофибриллированные, пленочнофибриллированные из расплава, пневмоуложенные, уложенные в сухом состоянии, уложенные во влажном состоянии штапельные волокна и другие материалы нетканого полотна, которые образуются частично или полностью из полимерных волокон, как известно в технике. Нетканое полотно может образовываться преимущественно из полимерных волокон. В качестве некоторых примеров, подходящий материалы нетканого полотна могут включать, но не ограничиваются этим, полимерные материалы, такие как полиолефины, сложные полиэфиры, полиамиды или, в частности, PET и PBT, полимолочная кислота (PLA), а также алкиды, полиолефины, включая полипропилен (PP), полиэтилен (PE) и полибутилен (PB), олефиновые сополимеры на основе этилена и пропилена эластомерные полимеры, включая термопластические полиуретаны (TPU) и стирольные блок- сополимеры (линейные и радиальные ди- и триблок-сополимеры, такие как разнообразные типы Kraton), полистиролы, полиамиды, PHA (полигидроксиалканоаты) и, например, PHB (полигидроксибутират), а также композиции на основе крахмала, включая, например, термопластический крахмал. Вышеупомянутые полимеры могут использоваться как гомополимеры, сополимеры, например, сополимеры этилена и пропилена, а также соответствующие смеси сплавы.
[0073] Нетканые волокна может быть образованы или могут включать в качестве добавок или модификаторов такие компоненты, как алифатические сложные полиэфиры, термопластические полисахариды или другие биополимеры. Кроме того, подходящие для использования нетканые материалы, волокнистые композиции, образования из волокон и нетканые материалы, а также соответствующие способы описаны в патентах США №№ 6645569, 6863933 и 7112621.
[0074] Согласно настоящему изобретению, наружные слои могут содержать нетканые материалы, такие как SM (соединенные прядением/раздутые из расплава), SMS (соединенные прядением/раздутые из расплава/соединенные прядением) и SMMS (соединенные прядением/раздутые из расплава/раздутые из расплава/соединенные прядением), SSS (соединенные прядением/соединенные прядением/соединенные прядением) нетканые материалы. Нетканый материал может рассматриваться как соединенный прядением нетканый материал даже в том случае, когда он включает раздутые из расплава волокна.
[0075] Согласно некоторым вариантам осуществления, по меньшей мере, один из нетканых материалов в растягивающемся многослойном материале представляет собой соединенный прядением материал. Согласно некоторым вариантам осуществления, оба нетканых материала представляют собой соединенные прядением материалы. Согласно некоторым вариантам осуществления, один из нетканых материалов может представлять собой кардованный материал.
[0076] Согласно некоторым вариантам осуществления, нетканый материал может включать двухкомпонентные волокна; согласно некоторым вариантам осуществления, нетканый материал может быть растягивающимся. Согласно некоторым вариантам осуществления, соединенный прядением нетканый материал может иметь поверхностную плотность, составляющую, соответственно, не более чем 14 г/м2, не более чем 15 г/м2, не более чем 17 г/м2, не более чем 19 г/м2 или не более чем 21 г/м2. Согласно некоторым вариантам осуществления, кардованный нетканый материал может иметь поверхностную плотность, составляющую, соответственно, не более чем приблизительно 24 г/м2, не более чем 25 г/м2, не более чем 27 г/м2, не более чем 29 г/м2, или не более чем 31 г/м2.
Пленки
[0077] Согласно настоящему изобретению, растягивающийся многослойный материал может включать одну или несколько подложек, адгезионно присоединенных к эластичной пленке, например, эластичная пленка может располагаться между двумя неткаными слоями. Примерные пленки могут представлять собой эластомерные полимеры. Неограничительные примеры эластомерных полимеров включают гомополимеры, блок-сополимеры, статистические сополимеры, чередующиеся сополимеры, привитые сополимеры и т. д. Особенно подходящие полимеры для использования в пленках, которые проявляют сопротивление распространению разрыва, представляют собой блок-сополимеры, которые обычно составляют блоки (или сегменты) определенных повторяющихся звеньев, причем все они вносят свой вклад в свойства полимера, таких как свойства, описанные в патентных заявках США №№ 13/026533 и 13/673277, имеющих номера патентного поверенного 11993 и 12647, соответственно. Одна причина, по которой блок-сополимеры считаются подходящими для использования, по меньшей мере, отчасти, заключается в том, что, поскольку блоки сополимера ковалентно связаны друг с другом и образуют структуры, содержащие разделенные микрофазы с каучуковыми доменами, которые обеспечивают хорошую растяжимость, в то время как стеклообразные домены концевых блоков обеспечивают механическую целостность (например, хорошую механическую прочность и предотвращение нежелательной релаксации напряжения или течения). Блок-сополимеры, подходящие для использования согласно настоящему изобретению, могут одновременно проявлять эластомерные и термопластические характеристики. Например, концевые блоки могут образовывать домены, которые проявляют механические свойства жесткости и твердости при температурах, которые преобладают в течение конечного использования (например, от 20°C до 40°C), и в результате этого увеличиваются жесткость и прочность всего полимера. Такой концевой блок иногда называется термином "жесткий блок". Средний блок может проявлять относительно большие деформации, связанные с эластомерами, также проявляет сжимающее усилие, когда материал деформируется (т. е. растягивается или удлиняется). Такой средний иногда называется термином "мягкий блок" или "подобный каучуку блок." Подходящие блок-сополимеры для использования согласно настоящему изобретению включают, по меньшей мере, один жесткий блок (A) и, по меньшей мере, один мягкий блок (B). Блок-сополимеры могут содержать множество блоков. Согласно определенным вариантам осуществления, блок-сополимер может представлять собой триблок-сополимер A-B-A, тетраблок-сополимер A-B-A-B или пентаблок-сополимер A-B-A-B-A. Другие подходящие сополимеры включают триблок-сополимеры, имеющие концевые блоки A и A1, где A и A' являются производными различных соединений. Согласно определенным вариантам осуществления, блок-сополимеры могут иметь более чем один жесткий блок и/или более чем один мягкий блок, где все жесткие блоки могут быть производными одинаковых или различных мономеров, и все мягкие блоки могут быть производными одинаковых или различных мономеров.
[0078] Другие примерные пленки включают любые из пленок, описанных в патентной заявке США № 2014/0378924. Другие примерные эластомерные пленки могут включать эластомерные пленки M18-1117 и M18-1361, которые поставляет на продажу компания Clopay Corporation (Цинциннати, штат Огайо), и эластомерные пленки K11-815 и CEX-826, которые поставляет на продажу компания Tredegar Film Products (Ричмонд, штат Вирджиния). Считается, что такие материалы имеют хорошие свойства эластичности. Примерные эластомерные пленки могут включать пленки, имеющие совместно экструдированные "оболочечные" слои, а также пленки, у которых отсутствует оболочка.
[0079] Согласно некоторым вариантам осуществления, толщина эластичной пленки многослойного материала может составлять не более чем, соответственно, приблизительно 50 микрометров, приблизительно 60 микрометров или приблизительно 70 микрометров.
Активация
[0080] Многослойные материалы согласно настоящему изобретению могут подвергаться механической активации с использованием одного или множества способов активации, в том числе таких как активация многослойного материала с помощью взаимозацепляющихся шестерен или пластин, активация многослойного материала с помощью постепенного растяжения, активация многослойного материала с помощью кольцевой прокатки, самовоспроизводство, активация многослойного материала с помощью рамы для растягивания и ориентирования и активация многослойного материала в машинном направлении между зажимами или валковыми каландрами, работающими с различными скоростями. Активация включает постоянное механическое смещение волокон, где используются стержни, штифты, кнопки, структурированные сетки или ленты или другие подходящие технологии. Подходящие способы активации и соединения верхнего листа описывает опубликованная патентная заявка США № 2010/0310837.
[0081] В течение процесса активации гофрированные взаимозацепляющиеся валики используются для постоянного удлинения подложки в целях уменьшения ее сопротивления растяжению. Получаемый в результате многослойный материал имеет более высокую степень растяжимости в тех частях, которые подвергаются процессу активации или кольцевой прокатки. Таким образом, указанная операция придает дополнительную гибкость в достижении свойств при растяжении в локализованных частях растягивающегося композиционного материала. Способы придания растяжимости растягивающимся или иным практически неэластичным материалам посредством использования гофрированных взаимозацепляющихся валиков, которые осуществляют постепенное растяжение в машинном (MD) или поперечном машинному направлении (CD) и постоянно деформируют материал, описаны в патентах США №№ 4116892, 4834741, 5143679, 5156793, 5167897, 5422172 и 5518801.
[0082] Валики для постепенного растяжения могут использоваться в целях активации многослойных материалах в направлениях MD, CD, под любым углом или в любых соответствующих сочетаниях. Согласно некоторым вариантам осуществления, глубина зацепления, используемая для постепенного растяжения, составляет приблизительно 0,05 дюйма, приблизительно 0,10 дюйма, приблизительно 0,15 дюйма, приблизительно 0,20 дюйма или приблизительно 0,25 дюйма. Глубина зацепления может составлять, например, по меньшей мере, приблизительно 0,05 дюйма или, по меньшей мере, приблизительно 0,10 дюйма. Глубина зацепления может составлять, например, не более чем приблизительно 0,10 дюйма, не более чем приблизительно 0,18 дюйма или не более чем приблизительно 0,25 дюйма. Шаг (т. е. расстояние между зубцами на одном валике) кольцевых валиков может составлять от 1,5 мм до приблизительно 5 мм.
[0083] Более подробное описание и примеры механической активации можно найти в патентной заявке США № 2014/0378924.
Изготовление многослойного материала
[0084] Фиг. 1 представляет подробную схему производственного процесса изготовления растягивающихся многослойных материалов с использованием способа "активированного растяжения", который описан в патентной заявке США № 2006/0121252 A1. Первое полотно нетканого материала 10 поступает в направлении, которое указано стрелкой 11. Растягивающийся клей наносится на вышеупомянутый первый нетканый материал 10 с помощью дозатора клея 22. Второе полотно нетканого материала 12 поступает в направлении, которое указано стрелкой 13. Растягивающийся клей также наносится на вышеупомянутый второй нетканый материал 12 с помощью дозатора клея 23. Полотно эластичной пленки 30 поступает в направлении, которое указано стрелкой 31. Указанные три полотна материалов объединяются друг с другом между объединяющими валиками 40, 42. Вышеупомянутые объединяющие валики вращаются в направлениях, которые указаны стрелками 41, 43, соответственно.
[0085] Блок 5 означает область зажима. Указанная область увеличена на фиг. 2a под номером 51. Обозначение предметов на фиг. 2(a) и (b) соответствует такой же схеме, которая используется для фиг. 1. Кроме того, фиг. 2(a) и (b) представляют клеевые слои 70 и 72, которые наносятся на нетканые материалы 10 и 12, соответственно.
[0086] Когда указанные три полотна материалов объединяются друг с другом, они затем активируются между активирующими валиками 60, 62, проиллюстрированными на фиг. 1. Вышеупомянутые активирующие валики также называются термином "формирующие валики" и вращаются в направлениях, которые указаны стрелками 61 и 63, соответственно.
[0087] Активация вышеупомянутых полотен, например, посредством активирующих валиков 60, 62 на фиг. 4 также называется термином "кольцевая прокатка". Более подробно "кольцевая прокатка" описана в патентной заявке США № 2014/0378924.
[0088] После вышеупомянутой активации получаемый в результате продукт представляет собой растягивающийся многослойный материал 100. Растягивающийся многослойный материал, используемый для изготовления заднего крыла, также называется термином "многослойный материал заднего крыла".
[0089] Вследствие необходимости более высокой прочности соединения для растягивающегося многослойного материала по сравнению с приложениями конструкции, большие количества растягивающегося клея часто используются для скрепления подложек друг с другом, однако увеличение количества растягивающегося клея также увеличивает полную стоимость носимого абсорбирующего изделия и вероятность нарушения процесса ламинирования в результате просачивания клея. Просачивание растягивающегося клея через нетканый материал проявляется в производстве многослойного материала, когда растягивающийся клей мигрирует со стороны нанесения клея к противоположной стороне объединяющих валиков. Указанная ситуация проиллюстрирована на фиг. 2(b), где белые стрелки 81 и 82 показывают поток клея через поры нетканого материала, когда сжимаются объединяемые нетканый материал 10, клеевой слой 70, полотно эластичной пленки 30, клеевой слой 72 и нетканый материал 12 между объединяющими валиками 40 и 41. Когда растягивающийся клей вступает в контакт с объединяющими валиками 40 и 41, связующий материал может переноситься на объединяющие валики, образуя отложения, проиллюстрированные на фиг. 2(b) под номерами 91 и 92. Указанные отложения клея могут расти в течение ламинирования и тормозить производственный процесс при превышении допустимого порогового уровня. Нежелательные последствия, которые могут возникать в результате отложений клея на объединяющих валиках представляют собой i) загрязнение нетканого материала липким клеем на наружной стороне растягивающегося многослойного материала или ii) прилипание многослойного материала на каком-либо из валиков, приводящее к разрушению уложенных друг на друга слоев, что вызывает нарушение непрерывного процесса ламинирования.
[0090] Явление просачивания можно наблюдать визуально в форме отложений клея на объединяющих валиках в течение производственного процесса или после остановки линии путем прикосновения к объединяющим валикам и получения ощущения липкости поверхностей объединяющих валиков. Если присутствует какой-либо из двух указанных признаков, считается, что происходит просачивание клея.
[0091] Без ограничения какой-либо конкретной теорий определяющие параметры просачивания на традиционных линиях ламинирования представляют собой i) связующий материал, ii) температура клея в прижимном зазоре и iii) нетканый материал. Следующие определяющие параметры представляют собой iv) прижимной зазор (расстояние между объединяющими валиками), материал растягивающейся пленки и v) термические свойства объединяющих валиков. Температура клея в зажиме зависит от температуры наносимого клея и времени перемещения клея от точки нанесения до объединяющих валиков 20, 21, что, в свою очередь, зависит от скорости линии, с которой пленки многослойного материала 10, 12 и 30 перемещаются, как проиллюстрировано на фиг. 1, а также от расстояния от точки нанесения до точки контакта с валиками и зажимом. В большинстве своем указанные определяющие параметры фиксируют производственные ограничения (скорость линии), геометрия существующего технологического оборудования или, отчасти, заданный многослойный материал и его требуемые свойства (выбор нетканых материалов и материала пленки). Решающее значение имеет выбор клея, который не только удовлетворяет всем требуемым критериям механических эксплуатационных характеристик конечного многослойного материала, но также имеет низкую склонность к просачиванию для всего широкого разнообразия нетканых и пленочных материалов. Было обнаружено, что момент времени, которому соответствует tanδ=1, согласно исследованию, которое описано ниже, представляет собой диагностический критерий предотвращения просачивания.
Изделие
[0092] Хотя предлагается использование растягивающегося многослойного материала в отношении определенных областей абсорбирующего изделия, следует понимать, что растягивающийся многослойный материал может использоваться также и в других областях.
[0093] Фиг. 5 представляет вид сверху примерного одноразового абсорбирующего изделия 120 в его плоском несжатом состоянии, т. е. без вызванного эластичностью сжатия. Части изделия 120 вырезаны, чтобы более четко показать нижележащую структуру одноразового абсорбирующего изделия 120. Как проиллюстрировано, часть одноразового абсорбирующего изделия 20, которая вступает в контакт с пользователем, обращена к наблюдателю (т. е. показана внутренняя сторона изделия). Одноразовое абсорбирующее изделие 120 имеет продольную ось 130 и поперечную ось 132.
[0094] Одна концевая часть одноразового абсорбирующего изделия 120 предназначается как первая область талии 140 одноразового абсорбирующего изделия 120. Противоположная концевая часть предназначается как вторая область талии 142 одноразового абсорбирующего изделия 120. Области талии 140 и 142 обычно включают те части одноразового абсорбирующего изделия 120, которые в процессе ношения окружают талию пользователя. Области талии 140 и 142 могут включать эластичные элементы таким образом, что они образуют сборки вокруг талии пользователя, обеспечивая улучшенное прилегание и удерживание. Промежуточная часть одноразового абсорбирующего изделия 120 предназначается как промежностная область 144, которая проходит в продольном направлении между первой и второй областями талии 140 и 142. Промежностная область 144 представляет собой такую часть одноразового абсорбирующего изделия 120, которая в процессе ношения одноразового абсорбирующего изделия 120 обычно располагается между ногами пользователя.
[0095] Одноразовое абсорбирующее изделие 120 имеет проходящий в поперечном направлении первый край талии 150 в первой области талии 140 и противоположный проходящий в поперечном направлении второй край талии 152 во второй области талии 142. Одноразовое абсорбирующее изделие 120 имеет первый боковой край 154 и противоположный проходящий в поперечном направлении второй боковой край 156, причем оба боковых края проходят в продольном направлении между первым краем талии 150 и вторым краем талии 152. Часть первого бокового края 154 в первой области талии 140 обозначается номером 154a, часть в промежностной области 144 обозначается номером 154b, и часть во второй области талии 142 обозначается номером 154c. Соответствующие части второго бокового края 156 обозначается номерами 156a, 156b и 156c, соответственно.
[0096] Одноразовое абсорбирующее изделие 120 предпочтительно включает водопроницаемый верхний лист 160, водонепроницаемый нижний лист 162 и абсорбирующую сборку или сердцевину164, которая может располагаться между верхним листом 160 и нижним листом 162, причем верхний лист 160 прикрепляется к нижнему листу 162. Верхний лист 160 может быть сделан полностью или частично эластичным, или он может быть укороченным. Примерные структуры, включающие сделанные эластичными или укороченные верхние листы, описаны более подробно, в том числе, в патентах США №№ 4892536, 4990147, 5037416 и 5269775.
[0097] Абсорбирующее изделие 120 может включать, по меньшей мере, один эластичный элемент талии 170, который способствует обеспечению улучшенного прилегания и удерживания. Эластичный элемент талии 170 может предназначаться, чтобы осуществлять упругое расширении и сокращение для динамичного прилегания к талии пользователя. Эластичный элемент талии 170 может расширяться, по меньшей мере, в продольном направлении наружу, по меньшей мере, от одного края талии (например, края 150) абсорбирующего изделия 150 и обычно образует, по меньшей мере, часть области талии (например, область 140) абсорбирующего изделия 120. Подгузники часто имеют такую конструкцию, в которой присутствуют два эластичных элемента талии 170, 172, из которых один (170) располагается в первой области талии 140, а другой (172) располагается во второй области талии 142. Кроме того, эластичный элемент талии 170, 172 может быть изготовлен из растягивающегося многослойного материала 20, прикрепленного или присоединенного к нижнему листу 162. В качестве альтернативы, эластичный элемент талии 170, 172 может быть предназначаться как продолжение других элементов абсорбирующего изделия, таких как верхний лист 160, нижний лист 162 или одновременно верхний лист 160 и нижний лист 162 (например, верхний лист 160 или нижний лист 162 определяет один из слоев многослойного материала). Другие конструкции эластичных элементов талии описаны в патентах США №№ 4515595, 4710189, 5151092 и 5221274.
[0098] Абсорбирующее изделие 120 может включать боковые панели 180, 182, прикрепленные к нижнему листу 162. Одна или несколько из боковых панелей 180, 182 могут быть изготовлены из растягивающегося многослойного материала. Указанная конструкция может обеспечивать более удобное и контурное прилегание посредством исходного соответствия формы абсорбирующего изделия 120 и пользователя, а также сохранение этого прилегания в течение продолжительного времени ношения, когда абсорбирующее изделие 120 наполняется выделениями, поскольку эластичные боковые панели 180, 182 позволяют сторонам абсорбирующего изделия 120 расширяться и сокращаться. Боковые панели 180, 182 могут также обеспечивать более эффективное надевание абсорбирующего изделия 120, потому что даже если пользователь натягивает одну эластичную боковую панель 180 дальше, чем другую (182) в процессе надевания, абсорбирующее изделие 120 будет "самостоятельно регулироваться" в процессе ношения. Хотя абсорбирующее изделие 120 предпочтительно имеет боковые панели 180, 182 расположенные во второй области талии 142, абсорбирующее изделие 120 может иметь боковые панели, расположенные в первой области талии 140 или одновременно в первой области талии 140 и во второй области талии 142.
[0099] Фиг. 6 иллюстрирует изделие, представленное на фиг. 5 и предназначенное для ношения. Одноразовое абсорбирующее изделие 120 может быть герметизировано по бокам таким образом, чтобы иметь конфигурацию, проиллюстрированную на фиг. 6. Однако изделие 120 может вместо этого включать повторно фиксирующиеся боковые швы 170, которые могут использоваться для скрепления областей талии 140, 142 друг с другом. Согласно одному примерному варианту осуществления, области талии 140, 142 могут прикрепляться по бокам для надевания изделия, такого как подгузник. Согласно примерному варианту осуществления, проиллюстрированному на фиг. 6, боковые швы 170 могут включать крепления 172, которые могут использоваться для изготовления представленного изделия, а также аналогичных изделий, таких как пара натягиваемых спортивных трусов или одноразовых трусов.
[00100] Как проиллюстрировано на чертеже, крепления 172 могут располагаться на внутренней стороне одноразового абсорбирующего изделия 120 во второй области талии 142 вблизи части 154c первого бокового края 154 и вблизи части 156c второго бокового края 156. Часть 154c бокового края 154 представлена в открытом положении, таком как положение до закрытия и крепления или после повторного открытия. Часть 156c противоположного бокового края 156 представлена в прикрепленном положении, в котором образуется конфигурация трусов. На фиг. 6 вторая область талии 142 перекрывает первую область талии 140, когда они скрепляются друг с другом.
[00101] Крепления 172 могут быть изготовлены из любого материала и в любой форме, чтобы обратимо прикрепляться к соответствующей поверхности противоположной области талии при прижатии к ней. Например, первичный компонент крепления может представлять собой механическое крепление, которое обратимо присоединяется к соответствующей поверхности, например, посредством множества крючков, зацепляющихся с петлями, образованными волокнами в нетканом листе. В качестве альтернативы, первичный компонент крепления может представлять собой клей, который обратимо прикрепляется к соответствующей поверхности. По существу, крепления могут включать ленточные язычки, крючки и петли как компоненты крепления, защелкивающиеся крепления, такие как язычки и щели, пряжки, кнопки, защелки и/или гибридные компоненты крепления. Примерные поверхностные системы крепления описаны в патентах США №№ 3848594, 4662875, 4846815, 4894060, 4946527, 5151092 и 5221274, в то время как примерная защелкивающаяся система крепления описана в патенте США № 6432098. Системы крепления могут также включать первичные и вторичные системы крепления, как описано в патенте США № 4699622. Кроме того, примерные крепления и крепежные конфигурации, крепежные компоненты, образующие указанные крепления, а также материалы, которые являются подходящими для образования креплений описаны в опубликованных патентных заявках США №№ 2003/0060794 и 2005/0222546 и в патенте США № 6428526.
[00102] Также являются возможными и другие вариации. Например, крепления 172 могут располагаться на внутренней поверхности изделия 120 в первой области талии 140 таким образом, что первая область талии 140 перекрывает вторую область талии 142, когда они скрепляются друг с другом. В качестве еще одного примера, крепления 170 могут располагаться на наружной поверхности изделия, а не на внутренней поверхности. В качестве следующего примера, могут использоваться крепления 170, имеющие специфическую соответствующую крепежную поверхность, особенно подходящую для совмещения с креплениями 170 (например, слой петель, которые соединяются с крючками, образуя крепление, или слой, обработанный определенным образом, чтобы обеспечить подходящую контактную поверхность для определенного клея).
[00103] Следующие неограничительные примеры подходящих абсорбирующих изделий для использования с растягивающимися многослойными материалами, которые описаны в настоящем документе, можно найти в патентах США №№ 3860003, 4808178, 4909803, 5151092, 5221274, 5554145, 5569234, 5580411, 6004306, 7626073, в опубликованной патентной заявке США № 2007/0249254 и в патентной заявке США № 13/026563.
Примеры
[00104] Настоящее изобретение будет описано далее в следующих примерах, которые включены для иллюстративных целей и не предназначены для ограничения объема настоящего изобретения каким-либо образом.
[00105] Теплота плавления и температура пика плавления были измерены методом ДСК в соответствии со стандартом ASTM D3418-12.
[00106] Полимерные компоненты клеев перечислены в таблице 1.
Таблица 1
|
[00107] Образцы клея изготавливали в соответствии с таблицей 2a. В качестве добавляемого воска выбирали LICOCENE 4201, LICOCENE 6102, SASOL HI и/или AC-9. Все типы воска имели температуру плавления, составляющую более чем 100°C. Оставшуюся часть клея составляло углеводородное повышающее клейкость вещество, например, смола C5, гидрированная смола C5 и/или смола DCPD, причем связующие компоненты составляли в сумме 100 мас.%. Характеристики клеев перечислены в таблице 2b.
Таблица 2a
|
Плотность
[00108] Плотность клея при 160°C измеряли с помощью пикнометра, в соответствии со стандартом ASTMD 1475.
Вязкость
[00109] Вязкость измеряли с помощью вискозиметра Брукфильда, используя шпиндель № 27 при 160°C, в соответствии со стандартом ASTM 3236-88.
Динамические модули: G' и G"
[00110] Динамический механический анализатор (ARES-M LS от компании TA) использовали, чтобы определять модули упругости (G'), температуру перехода в области плавления и время до достижения tanδ=1, используя программное обеспечение для исследования при развертке температуры Orchestrators версии 7.2.0.4. Для данного исследования использовали стальные параллельные пластины диаметром 25 мм (нержавеющая сталь 316, деталь № 708-00966-1 от компании TA Instruments), разделенные промежутком, составляющим приблизительно 1 мм. Образец загружали, а затем нагревали до 160°C, и развертку по времени начинали при требуемой температуре после достижения равновесия при 160°C. В данной программе использовали результаты измерения с равными интервалами, составляющими 10 секунд. Конвекционную печь типа ARES-LN2 непрерывно продували холодным газообразным азотом. Скорость охлаждения составляла 5°C/мин до достижения 0°C. Конвекционную печь непрерывно продували азотом. Частоту поддерживали на уровне 10 рад/с. Исходная деформация в начале исследования составляла 50% (на наружном крае пластин). Вариант автодеформации в программном обеспечении использовали в целях сохранения точно измеряемого крутящего момента в течение всего исследования. Данный вариант был разработан таким образом, что максимальная прилагаемая деформация, допустимая программным обеспечением, составляла 80%. Программа автодеформации регулировала деформацию при каждом изменении температуры, если обеспечивалось использование следующей процедуры. Если крутящий момент составлял ниже 19,62⋅10-3 Н⋅м, деформация уменьшалась на 5% от текущего значения. Если крутящий момент превышал 117,72⋅10-3 Н⋅м, деформация уменьшалась на 25% от текущего значения. При крутящем моменте в интервале от 19,62⋅10-3 до 117,72⋅10-3 Н⋅м никакое изменения деформации не наблюдалось при данном изменении температуры. Модуль накопления при сдвиге или модуль упругости (G') и модуль потерь при сдвиге (G") вычисляли посредством программного обеспечения по значениям крутящего момента и деформации. Температуру перехода определяли как температуру, при которой значения модуля упругости и модуля потерь равнялись друг другу: tanδ=1. Для цели данного анализа определяли температуру перехода в области плавления.
Время до достижения tanδ=1
[00111] Динамический механический анализатор (ARES-M от компании TA) также использовали для измерения времени до достижения tanδ=1 таким же образом, как описано выше, используя программное обеспечение для исследования при развертке температуры Orchestrators версии 7.2.0.4. Образец загружали, а затем нагревали до 150°C для установления равновесия, и после этого образец резко охлаждали до 20°C жидким азотом, измеряя при этом модуль накопления при сдвиге или модуль упругости (G') и модуль потерь при сдвиге (G") как функцию времени. Определяли время до достижения tanδ=1 и температуру перехода. Для цели данного анализа определяли время до достижения температуры перехода в области плавления.
[00112] Было обнаружено, что время до достижения tanδ=1 представляет собой диагностический критерий склонности клея к проявлению просачивания в процессе ламинирования. Чем короче это время, тем меньше склонность клея к проявлению просачивания.
Просачивание
[00113] Просачивание считали присутствующим, если клей образовывал отложения на объединяющих валиках в течение производства многослойных материалов, или если поверхности объединяющих валик ощущались липкими на ощупь.
Таблица 2b
|
[00114] Сравнительный клей, CA, изготовленный из каучукового блок-сополимера, представлял собой стандартный растягивающийся клей, обычно используемый в технике. Образцы клея без какого-либо воска A1 и A2 имели меньший модуль, чем 5⋅105 Па при 40°C, 10 рад/с. Образцы клея A3 и A4, содержащие воск, имеющий температуру плавления более чем 100°C, имели значения модуля, составляющие более чем 5⋅105 при 40°C, 10 рад/с. Кроме того, просачивание не наблюдалось для образца A4. Также не наблюдалось, что A4 имел свойства, аналогичные клею на основе каучука: более высокую температуру перехода и менее продолжительное время до достижения tanδ=1.
Прочность соединения
[00115] Образцы растягивающегося многослойного материала получали, осуществляя способ изготовления многослойного материала, описанный в разделе "Изготовление многослойного материала" и на фиг. 1-4, и добавляя клей в количествах, указанных в таблице 3. В примерном процессе, описанном в настоящем документе, одна подложка представляла собой SMS, а другая подложка представляла собой кардованный нетканый материал. Обычно кардованный нетканый материал имеет меньшую прочность соединения по отношению к многослойному материалу заднего крыла, чем SMS, и, таким образом, требуется нанесение меньшего количества клея на сторону SMS.
[00116] Прочность соединения кардованного нетканого материала по отношению к многослойному материалу заднего крыла измеряли прибором для исследования при растяжении в конфигурации режима I T-образного отслаивания для исходного и выдержанного образцов. Подходящий прибор для исследования при растяжении должен иметь компьютерный интерфейс для универсального исследования при растяжении с постоянной скоростью, такой как прибор для исследования материалов Zwick Roell Z2.5 (Zwick GmbH & Co. KG; August-Nagel-Str. 11; D-89079 Ульм, Германия) или эквивалентный прибор. Прибор для растяжения должен быть оборудован датчиком нагрузки Zwick Roell Xforce высокой точности (HP) 100 N (Zwick GmbH & Co. KG; August-Nagel-Str. 11; D-89079 Ульм, Германия) или эквивалентным датчиком.
[00117] Исследуемые образцы, вырезанные из активированной области растягивающегося многослойного материала, имели практически прямолинейную форму, как проиллюстрировано пунктирным блоком на фиг. 7(b). Резание осуществляли точным резаком от компании Thwing-Albert Instruments Co. (Филадельфия, штат Пенсильвания) или эквивалентным резаком по размерам, соответствующим размерам исследуемых образцов.
[00118] Размеры образцов выбирали для достижения требуемой деформации силами, допустимыми для прибора. Размеры образцов составляли приблизительно 25,4 мм в ширину и приблизительно 100 мм в длину. Длина образца соответствовала машинному направлению. Однако могут быть использованы образцы меньшей длины, если не могут быть получены образцы материала длиной 100 мм.
[00119] Образцы выдерживали для достижения равновесия при 23°C±2°C в течение минимум одного часа перед исследованием при той же температуре. Были установлены фиксаторы и зажимы с тисками малой мощности (могут использоваться плоские поверхности или сортовые линии), которые имеют размеры, соответствующие размерам исследуемых образцов. Прибор калибровали согласно инструкциям производителя. Расстояние между линиями сжимающей силы (мерная длина) составляло 25,4 мм и измерялось стальной линейкой, установленной рядом с зажимами. Показания силы на приборе обнуляли, чтобы учесть массу фиксаторов и зажимов. Массу, длину и ширину образца измеряли перед подготовкой образца для исследования при T-образном отслаивании и использовали для вычисления поверхностной плотности образца в граммах на квадратный метр (г/м2). Образцы (имеющие 25,4 мм в ширину и приблизительно 100 мм в длину) готовили для исследования при T-образном отслаивании с использованием следующей процедуры:
(1) Маркировали образец, проводя линию на 2,54 см в направлении ширины образца на уровне 2,54 см от конца образца. (2) Растягивали образец с небольшими отрезками на площади 6,45 см2 между проведенной маркером линией и концом образца, чтобы инициировать отслаивание нетканого материала от пленки. (3) Прикрепляли отрезок маскирующей ленты (Corporate Express, MFG# CEB1X60TN, от компании Paperworks, Inc., pwi-inc.com или эквивалентный материал) длиной 5,08 см и шириной 2,54 см с центром на вершине 2,54 см ширины образца на конце образца, который растягивали, чтобы инициировать отслаивание. Прилагали давление для прикрепления ленты к образцу. Ленту помещали на поверхности шириной 2,54 см, противоположной стороне кардованного нетканого материала. Данная лента поддерживала часть пленки при T-образном отслаивании образца после завершения стадий 4 и 5. (4) Аккуратно стягивали волокна с пленки на стороне кардованного нетканого материала на площади 6,45 см2 между проведенной маркером линией и концом образца. Для образцов, которые имели хорошее соединение, это может быть достигнуто посредством мягкого натирания образца резиновым ластиком приблизительно в направлении проведенной маркером линии. (5) Аккуратно отслаивали нетканый материал от пленки к проведенной маркером линии. (6) Помещали второй отрезок ленты длиной 5,08 см и шириной 2,54 см с центром на вершине 2,54 см ширины нетканого материала, который преднамеренно отслаивали от образца, получая нетканую часть образца для T-образного отслаивания. Чтобы осуществить исследование при T-образном отслаивании, устанавливали образец в зажимы в конфигурации для T-образного отслаивания, причем нетканую часть образца для T-образного отслаивания устанавливали в верхний зажим, а пленочную часть образца для T-образного отслаивания устанавливали в нижний зажим. Образец устанавливали в зажимы таким образом, чтобы получить минимальное провисание и измеряемую силу, составляющую менее чем приблизительно 0,02 Н. Ползун перемещали при постоянной скорости ползуна, составляющей 30,5 см/мин, и образец расслаивали до тех пор, пока не разделялись полностью соответствующие материалы (нетканые волокна и пленка). Значения силы и растяжения регистрировали с частотой 50 Гц в процессе расслаивания. Сила отслаивания (Н) в течение первых 50 мм растяжения рассматривается как сила отслаивания в режиме I.
[00120] Использовали минимум пять образцов, чтобы определять среднюю исходную прочность соединения. Прочность соединения многослойного материала исходного и выдержанного образцов определяли следующим образом:
Прочность соединения многослойного материала [Н/см]=Средняя сила отслаивания [N]/ширина образца [см].
[00121] Типичные значения прочности соединения многослойного материала для прочно соединенного многослойного материала, используемого в абсорбирующих изделиях согласно настоящему изобретению, составляют от приблизительно 1,0 Н/см до приблизительно 2,5 Н/см для неактивированных образцов и от приблизительно 0,5 Н/см до приблизительно 2,0 Н/см для активированных образцов.
[00122] Такое же исследование проводили для выдержанных образцов, где образцы многослойных материалов выдерживали в течение 4 недель при 40°C. Выдержанные образцы затем выдерживали до достижения равновесия при 23°C±2°C в течение минимум одного часа перед исследованием при той же температуре. Здесь также использовали минимум пять образцов, чтобы определять среднюю прочность соединения после выдерживания. Значения прочности соединения до и после выдерживания представлены в таблице 3.
Таблица 3
|
[00123] Как представлено в таблице 3, прочность соединения увеличивалась при повышении уровней введения для сравнительного клея. Образец клея A4 имел исходную прочность соединения, аналогичную сравнительному клею на основе каучука. В расчете на толщину (при нанесении клея) образец с клеем имел превосходную (более высокую) исходную прочность соединения. Кроме того, образец с клеем имел превосходную прочность соединения после выдерживания, даже при менее высоких уровнях нанесения клея, чем в случае сравнительного клея на основе каучука. Пониженная плотность образца с клеем допускала меньшее нанесенное количество, чем в случае сравнительного клея на основе каучука, сохраняя при этом превосходную прочность соединения.
Глубина зацепления (DOE)
[00124] Образцы многослойных материалов активировали, используя активирующие валики, аналогичные валикам, проиллюстрированным на фиг. 3, и обозначенные номерами 60, 62. Как представлено на чертеже, валики 60 и 62 находятся на соответствующих вращающихся валах 601, 621, у которых оси вращения располагаются в параллельной конфигурации. Каждый из валиков 60 и 62 включает множество аксиально распределенных, проходящих параллельно в окружном направлении и имеющих одинаковую конфигурацию зубцов 622601, которые могут присутствовать в форме тонких ребер, которые также называются зубцами. Наружные верхушки вышеупомянутых зубцов предпочтительно являются закругленными, как представлено более подробно на фиг. 4, чтобы предотвращать разрезы или обрывы в материалах, которые проходят между валиками.
[00125] Пространства между соседними зубцами 622601 определяют углубленные проходящие в окружном направлении и имеющие одинаковую конфигурацию, канавки. Таким образом, каждый из формирующих валиков 60 и 62 включает множество разделенных зубцов 622601 и чередующихся канавок между каждой парой соседних зубцов.
[00126] Фиг. 4 представляет увеличенный вид в разрезе поперечного сечения через центральные линии формирующих валиков 60 и 62 на фиг. 3 в процессе активации. Изображение на фиг. 4 сосредоточено на верхушках ребер взаимозацепляющихся зубцов 622601 и включает многослойный материал, включающий нетканый материал 10, полотно эластичной пленки 30 и еще один нетканый материал 12, которые деформируются под действием налагаемых геометрических ограничений. Взаимозацепляющиеся зубцы 622601 формирующих валиков преднамеренно чрезмерно растягиваются и разрушают целостность вышеупомянутых нетканых слоев 10 и 12 в многослойном материале, сохраняя при этом целостность внутренней эластичной пленки 30. Целевой разрыв нетканого материала обозначен номером 10120 на фиг. 4. Это обеспечивает растяжимость многослойного материала перпендикулярно разрыву нетканых пленок, что представляет собой поперечное машинному направление.
[00127] В данном образце формирующие валики разрывают нетканые пленки на 19 параллельных линиях. Расстояние между указанными линиями определяется шагом между верхушками зубцов формирующих валиков 60 и 62, обозначенных под номером 60621 на фиг. 4, который фиксируется на уровне 3,81 мм.
[00128] Глубину зацепления (DOE) устанавливали, регулируя положение обоих формирующих валиков 60 и 62, как представлено на фиг. 3. Стандартные положения для формирующих валиков определяются посредством сравнительной линии, проиллюстрированной под номером 60620 на фиг. 4. Стандартное положение определяется как положение верхушек зубцов противоположных формирующих валиков, совпадая с вышеупомянутой сравнительной линией, что соответствует нулевой глубине зацепления. На фиг. 4 верхушки зубцов формирующих валиков 60 и 62 перемещаются вверх на расстояние 6001 и вниз на расстояние 6201 по отношению к стандартному положению, соответственно. Сумма вышеупомянутых расстояний представляет собой глубину зацепления 60621, которая представлена в таблице 4. Деформация, получаемая в результате глубины зацепления, должна быть i) достаточно большой, чтобы нарушать целостность нетканых материалов 10, 12, и ii) достаточно малой, чтобы не нарушать целостность эластичной пленки, 30. Типичные повреждения, которые могут быть вызваны посредством активации на эластичной пленке 30, представляют собой точечные отверстия или даже полное разрушение эластичной пленки 30.
[00129] Поскольку клей соединяет нетканые материалы 10, 12 с эластичной пленкой 30 в многослойном материале, свойства материала вышеупомянутого клея должен обеспечивать соответствующий технологический интервал для активации растягивающегося многослойного материала. Клей, допускающий большую глубину зацепления, является предпочтительным, поскольку он увеличивает технологический интервал и вместе с этим устойчивость процесса.
Техническая деформация при 9,8 Н
[00130] Для исследования растяжимости растягивающегося многослойного материала (т. е. многослойного материала заднего крыла) в конечном изделии проводили исследования при растяжении растягивающегося многослойного материала, вырезанного в форме заднего крыла. Форма и размеры вырубного штампа указаны на фиг. 7(a). Фиг. 7(b) иллюстрирует расположение штампа для вырезания образца многослойного материала заднего крыла длиной, по меньшей мере, 300 мм в машинном направлении. Используемый многослойный материал заднего крыла был зеркальносимметричным относительно штриховой линии в центре многослойного материала, что позволяло вырезать два задних крыла, имеющих осевую симметрию. В имеющей осевую симметрию конфигурации присутствовали две отдельные эластичные пленки, которые лишь частично покрывали площадь многослойного материала заднего крыла, и площадь, содержащая эластичные пленки, была лишь частично активирована с использованием двух пар объединяющих валиков, описанных выше. Отдельные области соответствующим образом заштрихованы на чертеже: вертикальные полоски показывают активированную область, также содержащую эластичную пленку, простые серые области представляют собой области, в которых присутствует неактивированная эластичная пленка, и области с перекрещивающимися линиями представляют собой непосредственное соединение нетканых материалов. Отдельные области проходят в машинном направлении, и их размеры в поперечном направлении можно прочитать непосредственно на чертеже.
[00131] Чтобы определить линию осевой симметрии, полотно складывали пополам в продольном направлении и сгиб на обоих концах маркировали соответствующим образом. Определенную таким путем центральную линию выравнивали с осью симметрии вырубного штампа, как проиллюстрировано на фиг. 7(b). Разрез осуществляли с помощью гидравлического или пневматического пресса, который был пригодным для использования вырубных штампов, имеющих минимальные размеры 203 мм × 203 мм и обеспечивающих достаточное усилие, чтобы производить чистый сквозной разрез материала. Когда два крыла разрезали, их разделяли, и посторонний материал отбрасывали без предварительного растяжения материала.
[00132] Образцы устанавливали на прибор для исследования при растяжении с датчиком нагрузки, имеющим такие же технические характеристики, как датчики нагрузки, используемые в исследованиях прочности соединения многослойных материалов, описанных выше. Свойства растяжения измеряли согласно способу ASTM D882-02 в технических условиях, описанных ниже. Измерения осуществляли при температуре 23°C±2°C и относительной влажности около 50% после кондиционирования образцов в указанных условиях в течение 2 часов.
[00133] В случае использования фиксаторов они представляли собой покрытые каучуковыми жгутами тиски, имеющие определенные размеры. Верхний зажим имел форму квадрата с длиной стороны 25,4 мм, и нижний зажим имел форму прямоугольника высотой 25,4 мм и шириной 152,4 мм. Оба зажима имели пневматический привод с обеспечением давления закрытия от 0,5 до 0,6 МПа.
[00134] Исходная рабочая длина составляла 40 мм, и уровень датчика нагрузки калибровали на нулевом уровне.
[00135] Как проиллюстрировано на фиг. 7(c), длинный край образца располагали параллельно нижнему зажиму. Короткий край крыла центрировали с помощью верхнего зажима. Вертикальное положение регулировали таким образом, что 18 мм образца зажимали в верхнем зажиме с активированной областью за пределами зажима, как проиллюстрировано на чертеже. После этого нижний зажим закрывали.
[00136] Предварительное растяжение образца в течение загрузки и зажима должно предотвращаться. Если сила предварительной нагрузки превышала 0,05 Н, образец отбрасывали.
[00137] После зажима образца ползун перемещали вверх с постоянной скоростью 508 мм/мин до полного разрыва образца. Результаты отбрасывали в тех случаях, где образец выскальзывал или находился в тисках или разрывался за пределами активированной области (например, в тисках). В результате этого длину растягиваемого образца при 9,807 Н регистрировали с точностью до 1 мм и использовали для вычисления процентной технической деформации, представленной в таблице 4 и определяемой следующим образом:
Процентная техническая деформация=(изменение длины ⋅100%)/исходная длина в нерастянутом состоянии.
Точечные отверстия
[00138] Многослойные материалы далее исследовали, чтобы определять, образуются ли точечные отверстия в эластичных подложках. Чтобы исследовать точечные отверстия, сечения образца многослойного материала заднего крыла разрезали в поперечное направление. Разрезы выбирали, чтобы представить непрерывное ламинирование и процесс активации, где длина образцов многослойного материала составляла вплоть до 10 метров в машинном направлении. Указанные вырезанные образцы затем вручную растягивали до предела их максимального растяжения в поперечном направлении, а затем визуально исследовали в поиске мелких отверстий с помощью источника света. Это исследование осуществляли для обеих эластичных пленок в многослойном материале заднего крыла, и результаты представлены в таблице 4.
Таблица 4
|
[00139] Растяжимость, которой соответствует техническая деформация при 9,8 Н, составляющая, по меньшей мере, приблизительно 70%, как правило, ожидается для данного образца. В связи с этим растягивающиеся многослойные материалы, изготовленные с образцом клея A4, имели растяжения, аналогичные сравнительному клею CA на основе каучука, как в исходном состоянии, так и после выдерживания. Кроме того, образец клея A4 обеспечивал большую глубину DOE без образования точечных отверстий в эластичных подложках.
[00140] Каждый документ, процитированный в настоящем документе, включая любой имеющий перекрестную ссылку или родственный патент или заявку, во всей своей полноте включается в настоящий документ посредством ссылки, если это определенно не исключается или не ограничивается иным образом. Цитирование какого-либо документа не представляет собой допущение того, что он представляет собой предшествующий уровень техники по отношению к какому-либо изобретению, описанному или заявленному в настоящем документе, или что он индивидуально или в каком-либо сочетании с какими-либо одним или несколькими процитированными документами, описаниями, предложениями или раскрытиями какого-либо такого изобретения. Кроме того, в той степени, насколько какое-либо значение или определение термина в настоящем документе противоречит какому-либо значению или определению данного термина в документе, включаемом посредством ссылки, преобладающую силу должно иметь значение или определение, присвоенное данному термину в настоящем документе.
[00141] Хотя конкретные варианты осуществления настоящего изобретения были проиллюстрированы и описаны, для специалистов в данной области техники должно быть очевидным, что могут быть сделаны разнообразные другие изменения и модификации без отклонения от идеи и выхода за пределы объема настоящего изобретения. Таким образом, прилагаемая формула изобретения предназначается для распространения на все такие изменения и модификации, которые находятся в пределах объема настоящего изобретения.
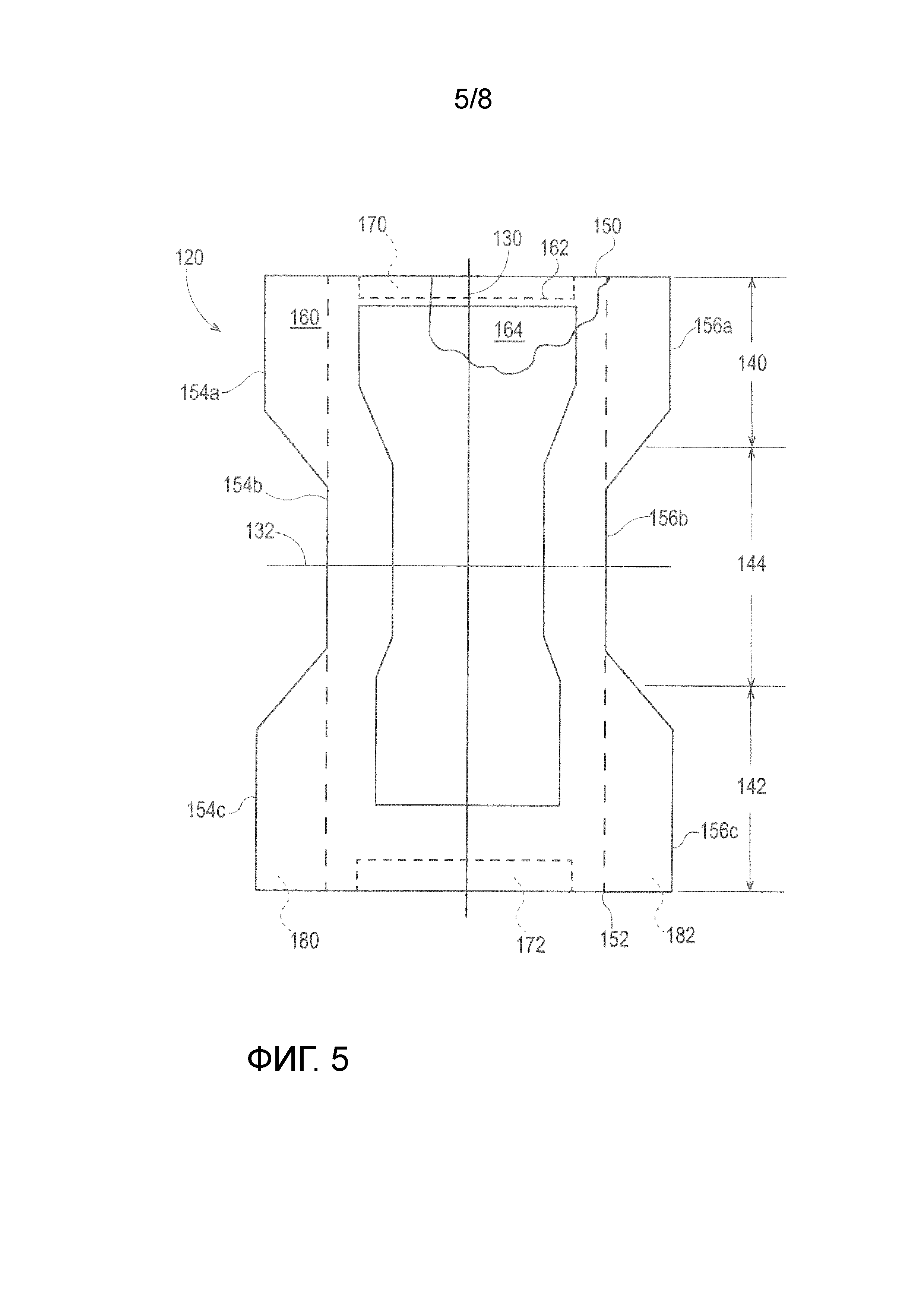
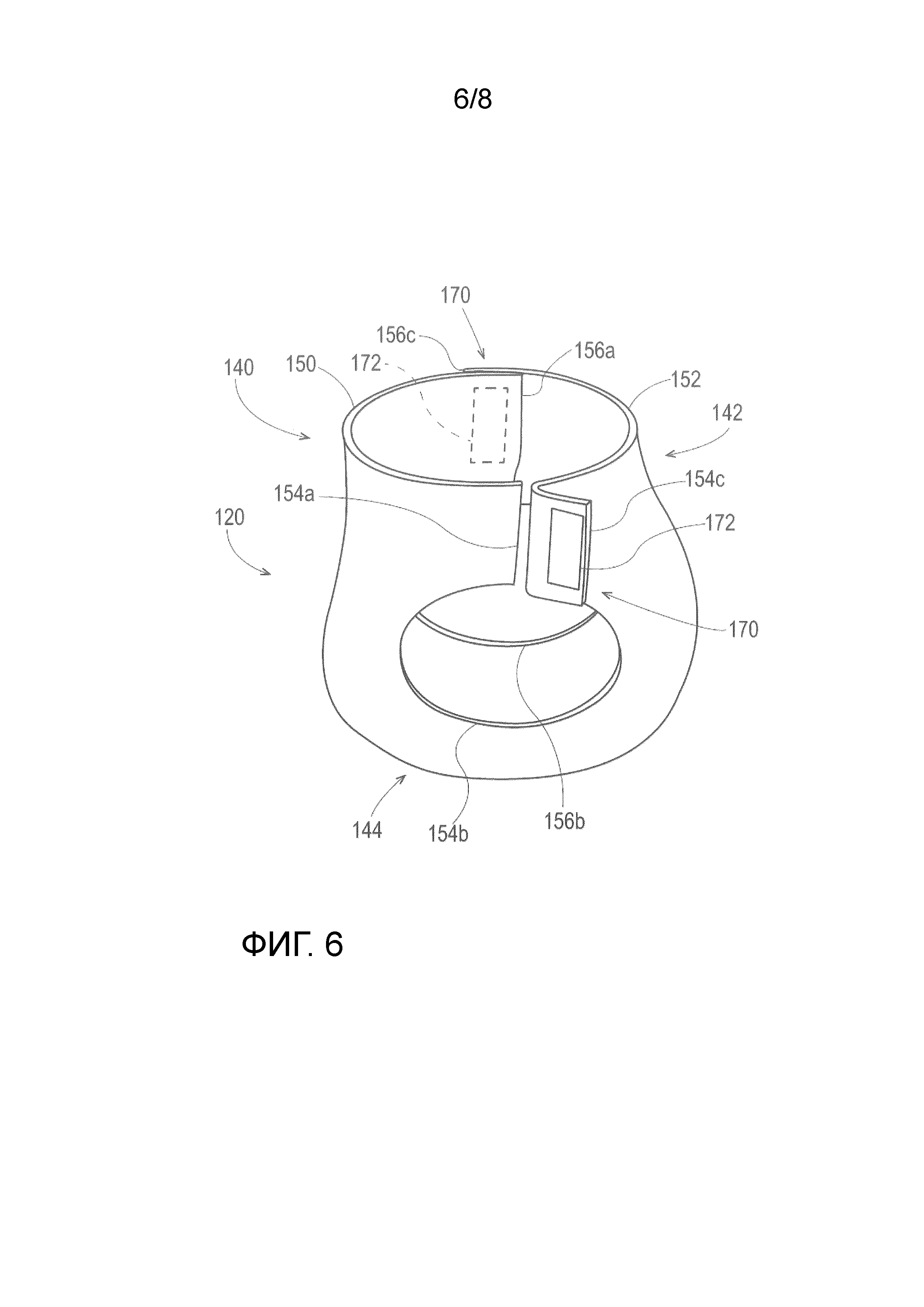
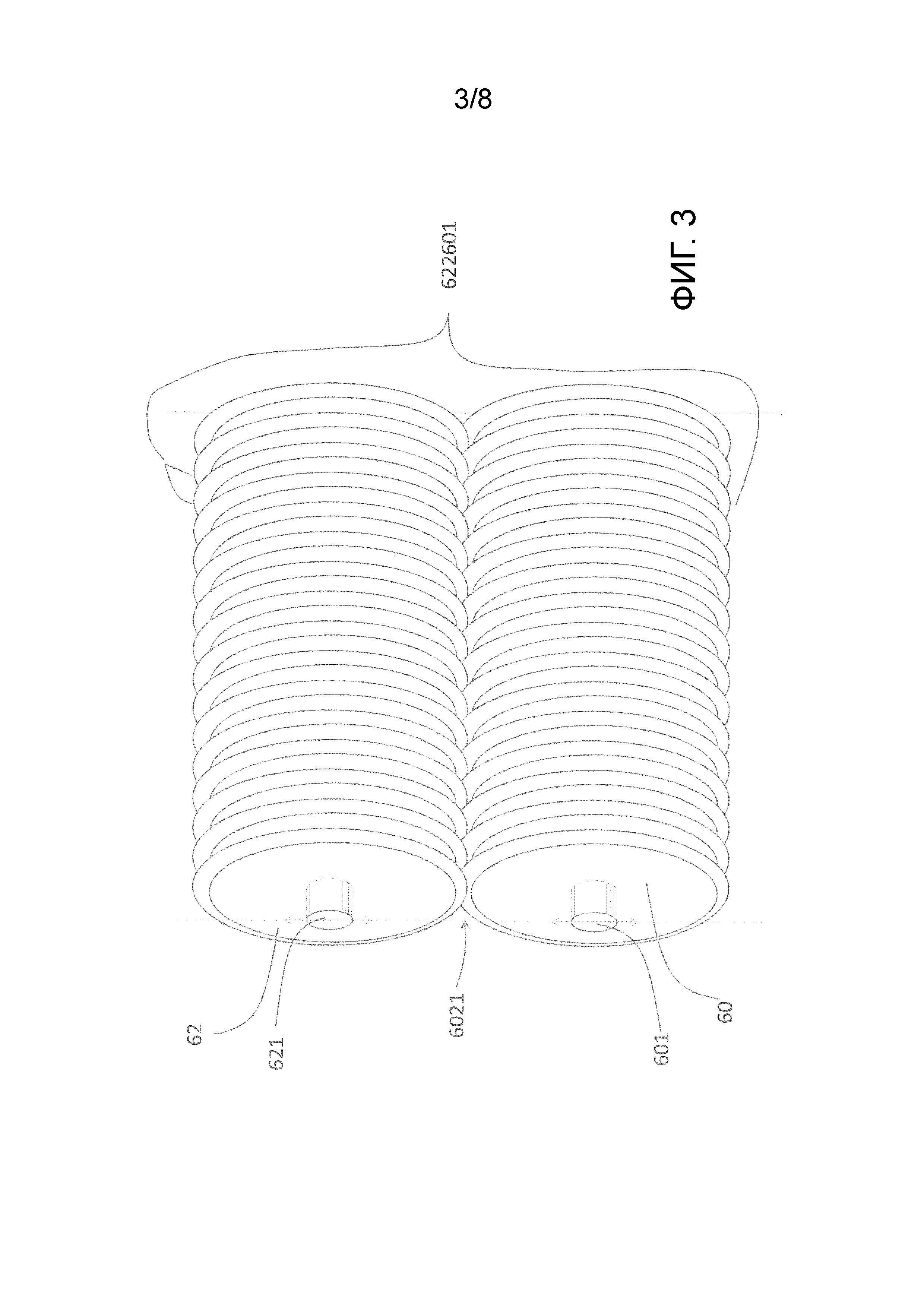
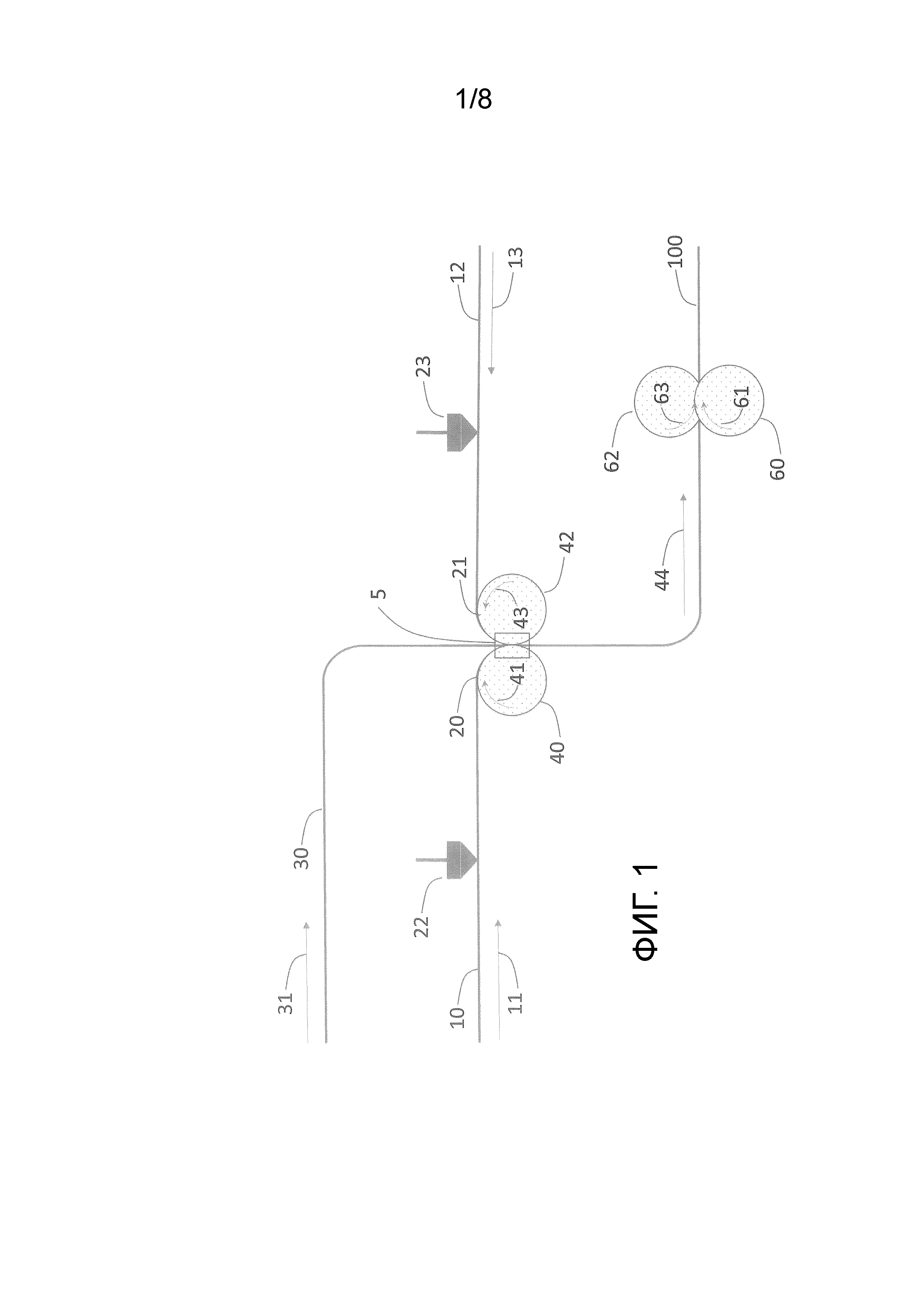
Косметические средства, содержащие феромоны
Термоплавкий клей
Адгезия красочного слоя с помощью поливиниламинов в кислотных водных антикоррозионных средствах, содержащих полимеры
Жидкость для химической конверсионной обработки металлического материала и способ обработки
Ремонтное сопло
Полиуретановая пена с низким содержанием мономеров
Термоклей на основе сополимеров олефин/α-олефин, полученных на металлоценовых катализаторах
Двухфазный проявитель
Умеренно щелочное, тонкое, неорганическое, защищающее от коррозии покрытие для металлических подложек
Стабилизированный жидкий клеевой концентрат
Термоплавкий клей для полиолефиновых пленок
Композиция термоплавкого адгезива и ее использование

