Результат интеллектуальной деятельности: СПОСОБ СУЛЬФОЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Техническое решение относится к области электрофизической и электрохимической обработки, в частности, к электроэрозионному легированию (ЭЭЛ) поверхностей стальных деталей алюминием (алитирование), серой (сульфидирование) и углеродом (цементация) и может быть применено для обработки поверхностей термообработанных стальных деталей для повышения их твердости, износостойкости, предотвращения схватывания при трении и для улучшения сопротивления атмосферной коррозии. В результате такой обработки, алитированная сталь приобретает высокую окалиностойкость (до 850-900°С), так как во время нагревания на поверхности алитированных деталей образуется плотная пленка окиси алюминия Al2O3, защищающая металл от окисления. Твердость алитированного слоя на поверхности составляет до 500 HV, при этом обеспечивается износостойкость, высокий показатель которой не может быть обеспечен ни одним из рассматриваемых ниже способов.
Известен способ сульфидирования, который представляет собой термохимический процесс обработки изделий, изготовленных из сплавов на основе железа, для обогащения поверхностных слоев серой. Эффект сульфидирования сводится к созданию на поверхности детали пленки сульфидов. Сульфиды повышают поверхностную активность металлов и сплавов, а также обеспечивают смачивание поверхностно активными веществами и улучшают сопротивление схватыванию. Сульфидная пленка, имеющая меньшую прочность, чем основной металл, легко разрушается при трении и отделяется от основания без пластического его деформирования, предотвращая схватывание поверхностей трения. Пленка сульфида железа (FeS) повышает износостойкость трущихся поверхностей и улучшает их прирабатываемость. Ферросульфидное покрытие обладает довольно высокой пористостью и впитывает большое количество смазки, сообщая материалу свойство самосмазывания [Словарь-справочник по трению, износу и смазке деталей машин /В.Д. Зозуля, Е.Л. Шведков, Д.Я. Ровинский, Э.Д. Браун; Отв. Ред. И.М. Федорченко. АН УССР. Ин-т проблем материаловедения. - 2-е изд., перераб. и доп. - Киев: Наук, думка, 1990. - с. 203.].
Известен способ цементации стальных деталей электроэрозионным легированием (ЦЭЭЛ) [Способ цементации стальных деталей электроэрозионным легированием. Пат. 2337796. Российская Федерация. МПК В23Н 9/00 / Марцинковский B.C., Тарельник В.Б., Белоус А.В.; Заявлено 05.10.2006; Опубликовано 10.04. 2008, Бюл. №31. с. 3], который имеет ряд достоинств, основными из которых являются:
- достижение 100% сплошности упрочнения поверхностного слоя;
- повышение твердости поверхностного слоя детали, за счет диффузионно-закалочных процессов;
- возможность осуществления легирования в строго указанных местах без необходимости в одновременной защите остальной поверхность детали;
- отсутствие объемного нагрева детали, а, следовательно, поводок и короблений;
- простота применения технологии;
- гибкая привязка к имеющемуся оборудованию;
- процесс упрочнения не требует специальной подготовки и высокой квалификации рабочего.
При ЦЭЭЛ стальных деталей толщина упрочненного слоя зависит от энергии разряда и времени легирования (производительности процесса). С увеличением энергии разряда и времени легирования толщина упрочненного слоя увеличивается. Однако при этом возрастает и шероховатость поверхности. Так, при ЭЭЛ углеродом среднеуглеродистой легированной стали 40Х (Ra=0,5 мкм) с производительностью 5 мин/см2 при энергии разряда 6,8 Дж толщина слоя повышенной твердости составляет более 1,15 мм. Шероховатость поверхности при этом соответствует Ra=11,7-14,0 мкм.
Известен также способ ЦЭЭЛ, при котором используют в качестве анода графитовый электрод, а в качестве катода - стальную деталь [Патент Российской Федерации на изобретение №2468899. МПК В23Н 9/00. Способ цементации стальных деталей электроэрозионным легированием /Марцинковский B.C., Тарельник В.Б., М.П. Братущак/ Опубл. 10.12. 2012, Бюл. №34].
В данном способе, с целью снижения шероховатости поверхности деталей машин с сохранением качества поверхностного слоя (отсутствия микротрещин, наличия слоя повышенной твердости, 100%-ой сплошности и др.) и, следовательно, расширения области их применения, предлагается после ЭЭЛ углеродом (графитовым электродом) производить легирование этим же электродом, но поэтапно, снижая на каждом этапе энергию разряда.
Известен способ алитирования [М.А. Елизаветин, Э.А. Сатель. Технологические способы повышения долговечности машин. М.: машиностроение, 1969. - 400 с.], который включает, нанесения алюминиевого слоя на стальную поверхность (обычно напылением), обмазку и отжиг. При этом особое внимание обращают на шероховатость алитируемой поверхности, причем, окисные пленки, масло и пыль недопустимы. Распыл частиц алюминия должен быть крупным, что ускоряет диффузию алюминия в поверхностный слой металла при отжиге. Обмазку наносят на поверхность сплошным слоем в два три приема и строго соблюдают режим термодиффузионной обработки, сохраняющей слой обмазки. После нанесения алюминиевого покрытия и обмазки проводят термодиффузионное насыщение поверхностного слоя - деталь подвергают отжигу. Начальная температура 600-650°С, затем ведется быстрый нагрев до 900-950°С с выдержкой 2,5-3,5 ч, после чего деталь медленно охлаждают вместе с печью до температуры 500-550°С, а затем на воздухе. Толщина наносимого покрытия расплавленным алюминием зависит от температуры эксплуатации детали: для температуры 700-800°С толщина покрытия составляет 0,2-0,3 мм, а для температуры 900-1000°С - 0,5-0,7 мм. После металлизации алюминием деталь покрывают 10-20% раствором хлористого алюминия, затем обмазывают жидким стеклом, посыпают кварцевым песком и просушивают при температуре 100°С. Просушенную деталь вновь обмазывают жидким стеклом и снова сушат. При температуре 600-700°С деталь загружают в печь и нагревают до температуры 1200-1250°С с выдержкой 14-40 мин, после чего медленно охлаждают сначала в печи до температуры 800°С, а затем на воздухе.
Алитированная малоуглеродистая сталь более жаростойка, чем специальная жаростойкая сталь 4Х14Н14В2М. Алитирование поверхности формы из стали Ст. 3 при отливке инструмента из быстрорежущей стали Р18 при температуре заливки 1480-1500°С показало, что такие формы выдерживают более ста отливок без видимых повреждений поверхностного алитированного слоя.
Наряду с положительными результатами, вышеописанная технология имеет ряд недостатков:
- высокая себестоимость и трудоемкость процесса;
- необходимость контроля на всех этапах технологии;
- нагревание всей детали, и соответственно, структурные изменения металла;
- поводки и коробления;
- длительность процесса более 8 часов;
- большой расход электроэнергии;
- отрицательное воздействие на экологию и др.
В [Химухин С.Н., Астапов И.А., Теслина М.А. [и др.] Формирование жаростойких покрытий методом электроискрового легирования с использованием интерметаллидных сплавов Ni-Al // Технические науки - от теории к практике: сб. ст. по матер. XV междунар. науч. - практ. конф. - Новосибирск: СибАК, 2012] исследовано влияние состава синтезированных Ni-Al сплавов на формирование покрытий, полученных методом электроискрового легирования, на нержавеющей стали 30X13. Изучен фазовый состав покрытий, приведены результаты металлографии и испытаний на жаростойкость. Показано, что наиболее эффективным для создания жаростойких покрытий является синтезированный сплав состава Ni-66,9% А1-32,9%.
К недостаткам такой технологии относится необходимость в синтезе сплавов состава Ni-66,9% А1-32,9%. Сплавы, отличающиеся другим составом, не приводят к положительным результатам. Кроме того, процесс ЭИЛ следует проводить в защитной среде аргона, что требует дополнительных затрат на изготовление специальной оснастки.
В соответствии с работой [С.А. Пячин, А.А. Бурков, В.С. Комарова. Формирование и исследование электроискровых покрытий на основе алюминидов титана. // Поверхность. Рентгеновские, синхротронные и нейтронные исследования, 2013, №6, с. 16-24], электроискровым осаждением титана на алюминий и алюминия на титан созданы покрытия, содержащие интерметаллиды Ti-Al. Применяя методы электронной микроскопии, рентгеноструктурного и микрорентгеноспектрального анализов, изучены структура и состав покрытий. Установлено, что, независимо от длительности и частоты разрядных импульсов, формируемый в аргоне поверхностный слой, в основном, содержит интерметаллид α -TiAl3. Фазы γ-TiAl и α2 - Ti3Al могут быть получены при осаждении алюминия на титан с последующим нанесением второго слоя титана. При формировании электроискровых покрытий в воздухе дополнительно образуются оксид алюминия и нитрид титана. Данная технология также выполняется в защитной среде, например, аргона и применяется только для деталей из титана.
Опыт формирования алюминиевых покрытий на стальных подложках включает использование технологии ЭЭЛ (то же, что и ЭИЛ), основанной на переносе металлов с анода на катод при многократно повторяющемся воздействии электрических разрядов. В сравнении с другими, указанная технология обладает некоторыми преимуществами. К ним относятся: простота осуществления технологической операции осаждения металлов в газовой среде при атмосферном давлении, формирование однородного по составу поверхностного слоя за счет перемешивания в расплавленном состоянии материалов, применяемых в качестве электродов, и высокая адгезия покрытия к подложке.
Известен способ алитирования электроэрозионным легированием (ЭЭЛ) алюминиевым электродом стальных деталей при энергии разряда Wp=0,52-6,8 Дж и производительности 1,0-3,0 см2/мин. Способ обеспечивает, формирование так называемого белого (алитированного) слоя толщиной, соответственно, 70-130 мкм, микротвердостью 5000-7500 МПа, шероховатостью (Ra) 6-9 мкм и сплошностью 95-100%. [Патент  на корисну модель UA 119316 U МПК (2017.01) С23С 10/48 (2006.01) В23Н 9/00. Cnoci6 обробки поверхонь сталевих деталей / Тарельник В.Б. Марцинковський B.C. Бiлоус А.В. Гапонова О.П. Коноплянченко С.В. Антошевський Б. Кундера Ч. Жуков О.М. - № u201701845; заявл. 27.02.2017; опубл. 25.09.2017. - Бюл. №18/2017] (Прототип). Следует отметить, что при данном способе обработки максимальная микротвердость поверхностного слоя получена при наибольшей энергии разряда Wp=6,8 Дж и равна 5000-7500 МПа, соответственно, на подложках из стали 20 и 40, что не всегда достаточно для защиты от разрушения поверхностей стальных деталей, подвергаемых воздействию различных видов износа (абразивного, кавитации, фреттинг коррозии и др.). Кроме того, при сухом (без смазки) контакте алитированной таким способом поверхности детали возможно схватывание, заедание, микросваривание и вырыв отдельных участков поверхности.
на корисну модель UA 119316 U МПК (2017.01) С23С 10/48 (2006.01) В23Н 9/00. Cnoci6 обробки поверхонь сталевих деталей / Тарельник В.Б. Марцинковський B.C. Бiлоус А.В. Гапонова О.П. Коноплянченко С.В. Антошевський Б. Кундера Ч. Жуков О.М. - № u201701845; заявл. 27.02.2017; опубл. 25.09.2017. - Бюл. №18/2017] (Прототип). Следует отметить, что при данном способе обработки максимальная микротвердость поверхностного слоя получена при наибольшей энергии разряда Wp=6,8 Дж и равна 5000-7500 МПа, соответственно, на подложках из стали 20 и 40, что не всегда достаточно для защиты от разрушения поверхностей стальных деталей, подвергаемых воздействию различных видов износа (абразивного, кавитации, фреттинг коррозии и др.). Кроме того, при сухом (без смазки) контакте алитированной таким способом поверхности детали возможно схватывание, заедание, микросваривание и вырыв отдельных участков поверхности.
Известен способ сульфоцементации электроэрозионным легированием графитовым электродом стальной поверхности изделия, при котором непосредственно перед легированием графитовым электродом на стальную поверхность наносят консистентное вещество, содержащее серу [Патент на корисну модель UA 119318 U МПК (2017.01) В23Н 1/00 В23Н 9/00 С23С 8/60 (2006.01). Cnociб сульфоцементации сталевих деталей / Тарельник В.Б. Марцинковський B.C. Бiлоус А.В. Гапонова О.П. Коноплянченко С.В. Антошевський Б. Кундера Ч. Жуков О.М. - № u201701847; заявл. 27.02.2017; опубл. 25.09.2017. - Бюл. №18/2017] (Прототип).
Основными недостатком данного способа сульфоцементации является: невозможность обеспечения защиты детали от окисления при высоких температурах (700-900°С и выше), равно как и от атмосферной коррозии и морской воды.
Техническая задача, на решение которой направлено настоящее техническое решение, заключается в создании способа сульфоцементации стальных деталей методом электроэрозионного легирования (ЭЭЛ) графитовым электродом при энергии разряда Wp=0,52-6,8 Дж и производительности 1,0-3,0 см2/мин, лишенного указанных выше недостатков и обеспечивающего повышение твердости и износостойкости деталей, предотвращающего схватывание при трений и улучшающего сопротивление атмосферной коррозии за счет того, что перед ЭЭЛ графитовым электродом на поверхность детали, подлежащую сульфоцементации, наносят серную мазь, содержащую 33,3% серы, с добавлением алюминиевой пудры, содержание которой составляет не более 56%, после чего, не дожидаясь высыхания нанесенной мази, проводят процесс ЭЭЛ графитовым электродом, при этом, в случае многоразового ЭЭЛ графитовым электродом, каждый последующий раз снижают энергию разряда, причем, энергию разряда определяют в зависимости от заданной шероховатости и сплошности получаемого поверхностного слоя, используя
уравнение прогнозирования шероховатости поверхности:
где ΔRaх - заданная шероховатость поверхностного слоя; ΔRаmax максимальная шероховатость поверхностного слоя; EΔRa - энергия активации процесса формирования упрочненного слоя; Wp - энергия разряда, при которой обеспечивается требуемая шероховатость упрочненного слоя, и
уравнение прогнозирования сплошности слоя:
где ASx - заданная сплошность поверхностного слоя; ΔSmax - максимальная сплошность поверхностного слоя; ЕΔS - энергия активации процесса формирования упрочненного слоя; Wp - энергия разряда, при которой обеспечивается требуемая сплошность упрочненного слоя.
Таким образом, одновременно осуществляют алитирование, сульфидирование и цементацию, то есть процесс так называемого сульфоцементоалитирования, обеспечивающий решение поставленной технической задачи.
Далее приведено описание примера конкретного выполнения способа со ссылками на иллюстративный материал, где:
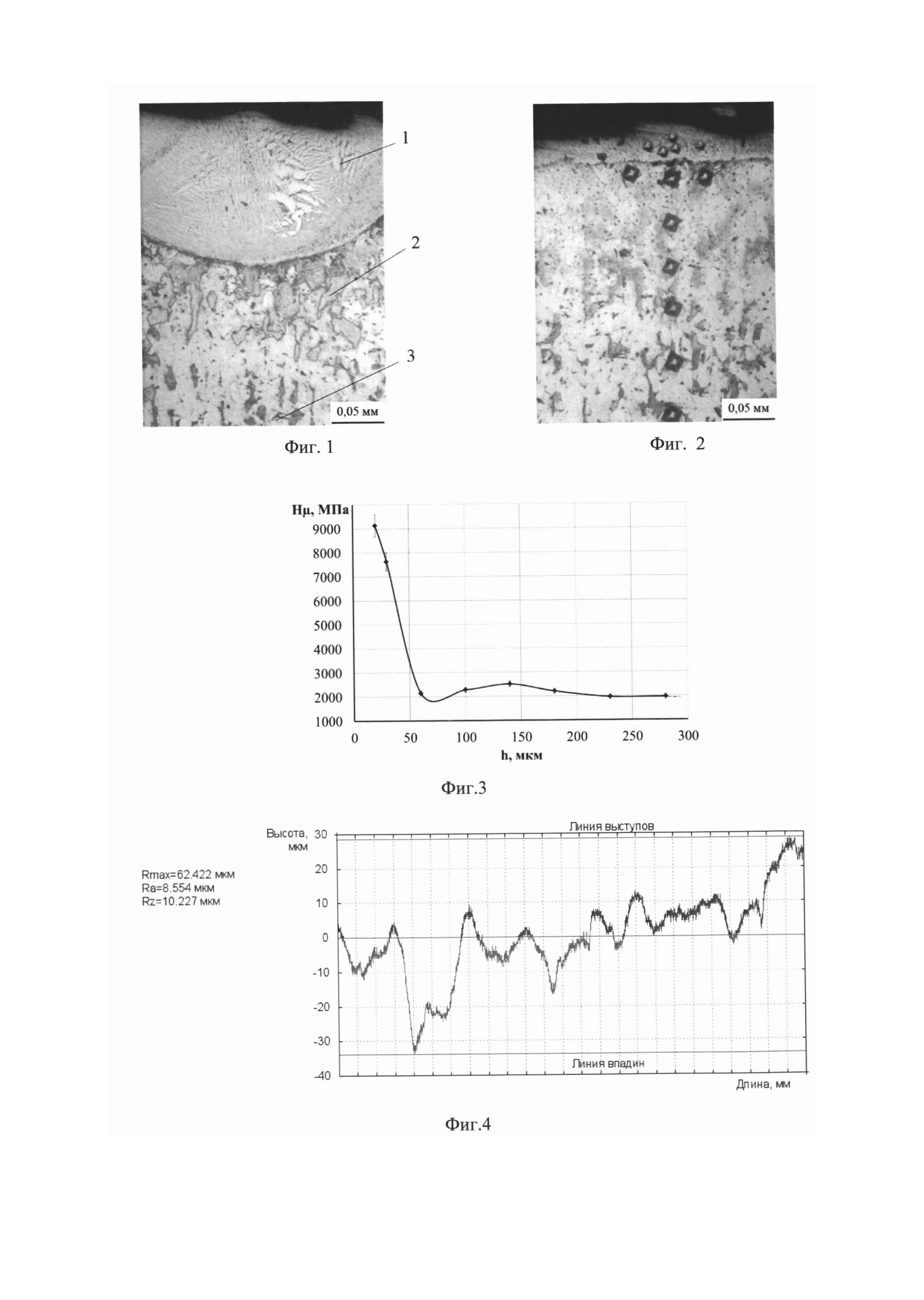
На Фиг. 1 представлены характерные особенности структуры поверхностного слоя при проведении данного процесса.
На Фиг. 2 представлена микроструктура поверхностного слоя.
На Фиг. 3 представлено распределение микротвердости в поверхностном слое.
На Фиг. 4 показана профилограмма поверхностного слоя образца из стали 20.
Пример конкретного выполнения способа.
Для определения влияния энергетических параметров оборудования ЭЭЛ на качественные параметры покрытий, изготавливали образцы из стали 20 и 40 размером 15x15x8 мм, на которые наносили консистентное вещество в виде серной мази с содержанием серы 33,3%. Перед нанесением в серную мазь добавляли алюминиевую пудру марки ПАД-0 (ГОСТ 5494-95). Максимальное количество пудры составляло 56%. Дальнейшее увеличение количества пудры приводило к снижению адгезии с обрабатываемой поверхностью. После этого, не дожидаясь высыхания консистентного вещества, выполняли процесс ЭЭЛ графитовым электродом на установке модели «Элитрон - 52А» с применением различных режимов. Причем, каждому режиму ЭЭЛ соответствовала своя энергия разряда и производительность - площадь сформированного покрытия в единицу времени (Таблица 1). При этом энергию разряда определяли в зависимости от заданной шероховатости и сплошности получаемого поверхностного слоя, используя уравнения (1) и (2) прогнозирования шероховатости и сплошности.
Зависимость производительности ЭЭЛ от энергии разряда

Следует отметить, что снижение производительности ЭЭЛ влечет за собой снижение качественных параметров поверхностного слоя, то есть, появление прижогов, а главное, разрушение сформированного слоя, что особенно сказывается на более «грубых» режимах при энергии разряда Wp>1 Дж. Увеличение производительности приводит к снижению сплошности покрытия. Для изучения влияния углерода на свойства формируемого покрытия легирование консистентного вещества выше описанного состава проводили электродом из графита марки ЭГ-4.
Металлографический анализ покрытий выполняли с помощью оптического микроскопа МИМ-7, дюраметрические исследования проводили на приборе ПМТ-3.
Шероховатость поверхности после ЭЭЛ определяли с применением прибора профилографа - профилометра мод. 201 завода «Калибр» путем снятия и обработки профилограмм.
Для исследования распределения серы по глубине слоя проводился локальный микрорентгеноспектральный анализ, основанный на регистрации характеристического рентгеновского излучения, возбужденного электронным пучком присутствующих в микрообъеме химических элементов. Для этого использовался оснащенный рентгеноспектральным микроанализатором электронный микроскоп ISIS 300 Oxford Instruments.
По результатам микроструктурного анализа установлено, что в поверхностном слое наблюдается образование отдельных лунок (кратеров), глубиной до 150 мкм.
Как показано в работе [Химухин, С.Н. Структура и свойства металлов и сплавов при электроискровом воздействии: монография / С.Н. Химухин, Хосен Ри, Э.X. Ри. - Хабаровск: Изд-во Тихоокеан. гос. ун-та, 2015. - 127 с.] при прохождении электроискрового разряда в металле образуется лунка - кратер, глубина и диаметр которой зависят от параметров электроискрового воздействия. Искровой разряд сопровождается выделением тепла, скорость нарастания температуры составляет 105°С/сек, что характерно только для взрывных процессов [Ставицкая, Н.Б. Исследование форм и размеров лунок, образованных на различных материалах искровыми разрядами / Н.Б. Ставицкая, Б.И. Ставицкий // Электронная обработка материалов. - 1980. - №1. - С. 9 -13.].
По данным работы [Палатник, Л.С. Фазовые превращения при электроискровой обработке металлов и опыт установления критерия наблюдаемых взаимодействий // ДАН СССР. - 1953. - №89. - С. 455-458.], около 25% объема металла электроэрозионных кратеров приобретает температуру кипения, мгновенные давления на поверхности достигают сотен тысяч атмосфер.
На Фиг. 1 на образце стали 20 в области кратера различаются три зоны. Первая зона, зона оплавления, плохо травится, имеет мелкоигольчатую мартенситную структуру. Металл этой зоны находится в жидком состоянии. Она состоит из столбчатых кристаллов - дендритов. Большая скорость кристаллизации определяет анизотропию роста кристаллов, т.е. преимущественный рост главных осей дендритов, ориентированных в направлении отвода тепла. Толщина слоя столбчатых кристаллов на боковой поверхности растет от дна к выходу лунки [Иерусалимская, А.Н. Структурные изменения вещества при воздействии световых импульсов ОКГ / А.Н. Иерусалимская, В.И. Самойлов, П.И, Уляков // Физика и химия обработки материалов. - 1968. - №4. - С. 26-34]. Вторая зона является переходной, прилегает к первой и состоит из зерен сложной формы. Третья зона, зона исходного метала, прилегает к первым двум и имеет исходную структуру.
По результатам исследования, на Фиг. 2 показана микроструктура поверхностного слоя, сформированного ЭЭЛ графитовым электродом с энергией разряда Wp=6,8 Дж на образце из стали 20, покрытом консистентным веществом, содержащим 33,3% серы и 56% алюминиевой пудры. На Фиг. 3 показано распределение микротвердости по мере углубления от поверхности.
Характерной особенностью структуры является невысокая сплошность и толщина «белого» слоя, соответственно 50% и 60 мкм. В свою очередь, микротвердость на поверхности повышается до 9000 МПа. По мере углубления, микротвердость плавно снижается и на глубине 170 мкм переходит в микротвердость основы (1700 МПа).
В работе [Химухин, С.Н. Структура и свойства металлов и сплавов при электроискровом воздействии: монография / С.Н. Химухин, Хосен Ри, Э.X. Ри. - Хабаровск: Изд-во Тихоокеан. гос. ун-та, 2015. - 127 с.] показано, что при электроискровой обработке сплавов на основе железа возникает значительное уменьшение размеров блоков субструктуры, увеличение плотности дефектов и возрастание микроискажений в зоне термического влияния. Такие изменения в микроструктуре и субструктуре стали приводят к заметному повышению микротвердости «белого слоя».
Определенную роль в повышении твердости могут играть элементы атмосферы (азот, кислород), которые, переходя под действием электрических разрядов в активное состояние, могут взаимодействовать с поверхностными слоями и упрочнять материал.
На Фиг. 3 представлена профилограмма участка, в сущности, сульфоцементоалитированной поверхности образца стали 20 при ЭЭЛ графитовым электродом с энергией разряда Wp=6,8 Дж.
Таким образом, в результате исследований поверхностного слоя образца стали 20, после так называемого сульфоцементоалитирования с энергией разряда Wp=6,8 Дж установлено, что сплошность покрытия составляет 50%, толщина слоя доходит до 60 мкм, а микротвердость - до 9000 МПа.
В табл. 2 приведены качественные параметры поверхностных слоев стали 20 и стали 40 при сульфоцементоалитировании методом ЭЭЛ графитовым электродом с энергией разряда 0,52; 2,60 и 6,80 Дж.
Качественные параметры поверхностных слоев стали 20 и стали 40 при сульфоцементоалитировании методом ЭЭЛ графитовым электродом
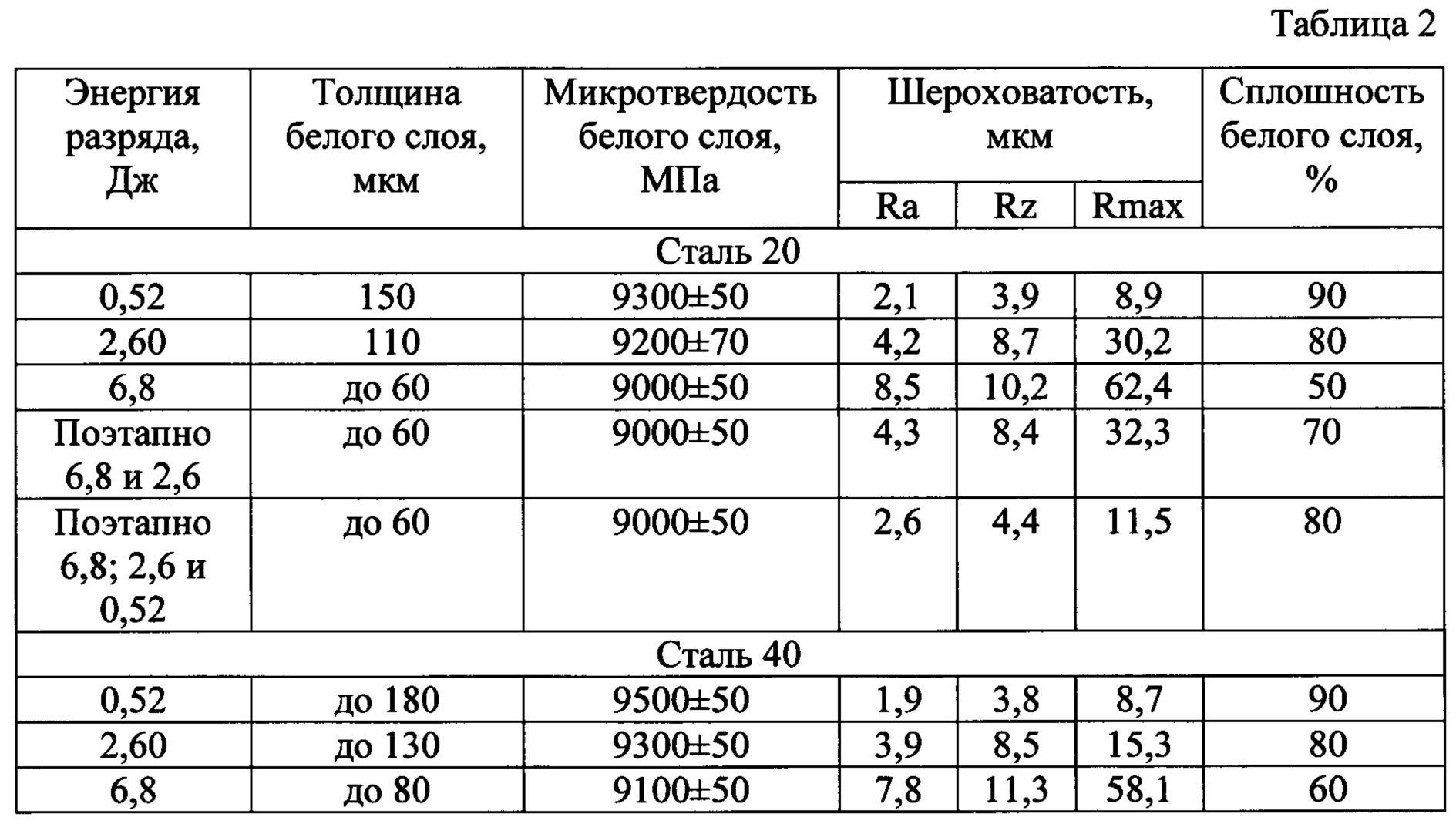
Следует отметить, что каждая последующая электроэрозионная обработка покрытия графитовым электродом с меньшей энергией разряда снижает шероховатость поверхности и повышает сплошность покрытия (Таблица 2).
Наличие в консистентном веществе серы способствует процессу сульфидирования. В Таблице 3 представлено изменение содержания серы по мере углубления от поверхности при сульфоцементоалитировании стали 20 методом ЭЭЛ графитовым электродом с энергией разряда 6,80 Дж.
Содержание серы по мере углубления от поверхности при сульфоцементоалитировании стали 20 методом ЭЭЛ графитовым электродом с энергией разряда 6,80 Дж.



Способ обработки вкладышей подшипников скольжения
Способ электроэрозионного легирования поверхностей стальных деталей
Способ улучшения прирабатываемости пары трения "вкладыш подшипника - шейка вала"
Опорно-уплотнительный узел
Способ выравнивания осевых нагрузок по несущей поверхности упорных подшипников и упорный подшипник для его осуществления (варианты)
Упругая муфта
Способ обработки вкладышей подшипников скольжения
Способ нанесения износостойкого композиционного покрытия на изнашиваемые поверхности стальных изделий
Способ повышения износостойкости рабочих поверхностей стальных колец импульсных торцевых уплотнений
Способ восстановления частично удаленного упрочненного слоя стальных деталей
Способ обработки вкладышей подшипников скольжения
Способ электроэрозионного легирования поверхностей стальных деталей
Способ улучшения прирабатываемости пары трения "вкладыш подшипника - шейка вала"
Опорно-уплотнительный узел
Способ выравнивания осевых нагрузок по несущей поверхности упорных подшипников и упорный подшипник для его осуществления (варианты)
Упругая муфта
Способ обработки вкладышей подшипников скольжения
Способ нанесения износостойкого композиционного покрытия на изнашиваемые поверхности стальных изделий
Способ упрочнения поверхностей термообработанных стальных деталей
Способ повышения износостойкости рабочих поверхностей стальных колец импульсных торцевых уплотнений

