Результат интеллектуальной деятельности: Антивибрационная державка
Вид РИД
Изобретение
Предлагаемое изобретение относится к области машиностроения, токарно-расточным, фрезерным и др. державкам для металлорежущих станков и может быть использовано в инструментальной оснастке многоцелевых станков.
Известна конструкция борштанги – державки для растачивания глубоких отверстий. В кольцевой полости корпуса установлена гильза. Между поверхностями трубы и гильзы с ребрами создан зазор. Зазор заполнен виброгасящей жидкостью. В процессе резания возникают крутильные колебания, которые вызывают относительные угловые перемещения гильзы и трубы, что изменяет зазор между боковыми поверхностями ребер, вызывая перетекание жидкости, вследствие чего и происходит гашение крутильных колебаний.
Основным недостатком известной борштанги является вероятность утечки виброгасящей жидкости, что, в конечном счете, снижает эффективность ее использования [Патент РФ №2014965, 1994].
Более близким к предлагаемому изобретению является держатель инструмента с демпфирующим элементом в виде удлиненного тела, установленного в полости и закрытым корпусом. Демпфирующий элемент представляет собой средство только радиального поглощения и снабжен по меньшей мере одним упруго-деформируемым элементом вблизи каждого конца [Патент Франция №519192].
Основным недостатком является сложность конструкции, ненадежность конструкции вследствие ее низкой жесткости и большого диаметра отверстия под демпфирующий элемент.
Техническим результатом предлагаемого изобретения является снижение самогенерируемых колебаний в инструментальных оправках и аналогичных приспособлениях. Это решение основано на использовании технологии, в которой силы передаются от оправки к демпфирующему телу, причем упругие элементы подвержены воздействию по существу сил сдвига.
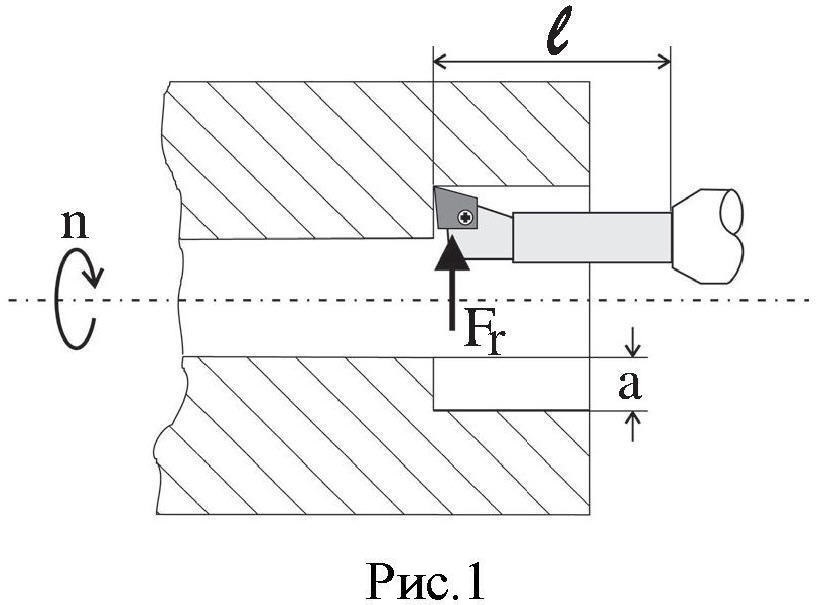
На рис.1 - схема растачивания.
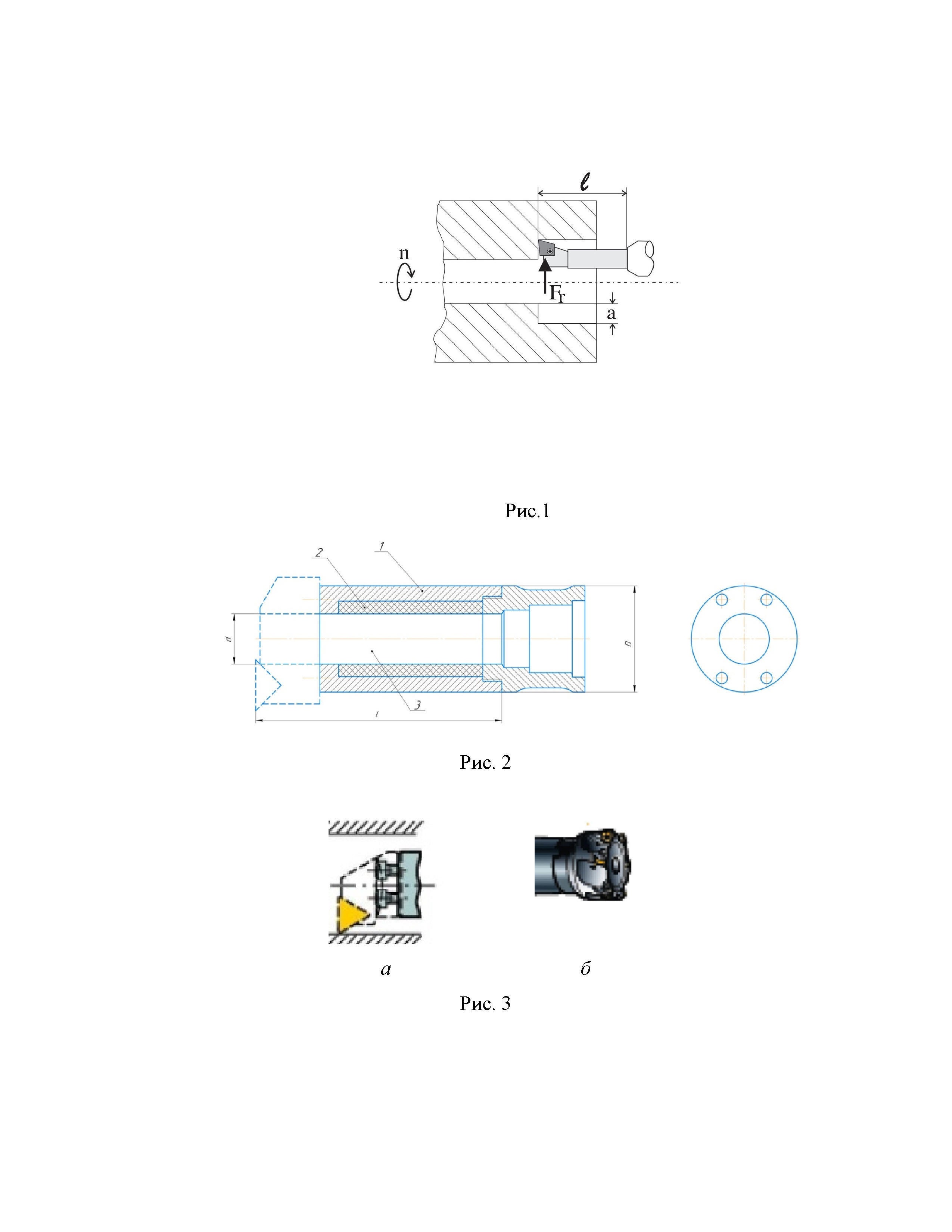
На рис. 2 - антивибрационная державка.
На рис. 3 - крепление режущей головки: а - расточная головка; б - фрезерная головка
Антивибрационная державка (Рис. 2) содержит цилиндрический корпус 1 со сквозным ступенчатым отверстием 3 для подачи смазочно- охлаждающей жидкости (СОЖ) и размещения демпфирующего элемента 2. Демпфирующий элемент размещается в отверстии корпуса 1. Для установки в корпус 1 демпфирующий элемент 2 может быть выполнен как развертка цилиндра, что упрощает установку демпфирующего элемента из различных неметаллических материалов. Место для крепления позволяет устанавливать расточные, фрезерные и др. головки (Рис. 3).
Антивибрационная державка работает следующим образом. Cилы резания передаются от державки к демпфирующему элементу 2, который подвержен воздействию сил сдвига. По расчетным значениям радиальной силы (Fr), связанной с величиной скорости резания (2), и радиальной жесткости расточной оправки (kr) при известной длине державки, определяется отклонение δ в точке соприкосновения режущего инструмента и обрабатываемой поверхностью (1) и сравнивается с допуском Δ на размер. При условии δ ≥ Δ используется антивибрационная державка. В корпус 1 в расточку устанавливают демпфирующий элемент 2, который обеспечит уменьшение модуля упругости Е и отклонения δ до выполнения условия δ ≤ Δ.
На рис. 1 : Fr - радиальная составляющая силы резания; kr - радиальная жесткость расточной оправки; a – глубина резания, мм; n – частота вращения заготовки, мин-1.
Если длина державки l, то отклонение δ в точке соприкосновения режущего инструмента и обрабатываемой поверхностью будет:
 (1)
(1)
где Fr - радиальная сила; kr = (3EI)/l3 - радиальная жесткость расточной оправки.
При точении, растачивании, отрезании, прорезании пазов и фасонном точении тангенциальную составляющую рассчитывают по формуле:
 (2)
(2)
где: Сp; xp; yp; np - эмпирические коэффициент и показатели степени; t - глубина резания, мм; Kp = KMp·Kjp·Kgp·Klp·Krp - поправочный коэффициент, учитывающий фактические условия резания.
Px=(0,1...0,25) · Pz; Py=(0,25...0,5) · Pz.
Радиальная составляющая силы резания Py (Fr) может вызвать продольный изгиб заготовки. Радиальное отклонение передается как погрешность формы растачиваемой поверхности, а его величина зависит от силы резания и жесткости в радиальном направлении. Если используется цилиндрическая расточная оправка, то:
I = πd4/64; kr = 3πEd4/64l3.
I = πd4/64; kr = 3πEd4/64l3.
Антивибрационная державка (Рис. 2) содержит цилиндрический корпус 1 со сквозным ступенчатым отверстием 3 для подачи СОЖ и размещения демпфирующего элемента 2. Демпфирующий элемент размещается в отверстии корпуса. Для установки в корпус демпфирующий элемент может быть выполнен как развертка цилиндра, что упрощает установку демпфирующего элемента из различных неметаллических материалов. Место для крепления позволяет устанавливать расточные, фрезерные и др. головки (Рис. 3).
Антивибрационная державка работает следующим образом. Cилы резания передаются от державки к демпфирующему элементу, который подвержен воздействию сил сдвига. По расчетным значениям радиальной силы (Fr), связанной с величиной скорости резания (2), и радиальной жесткости расточной оправки (kr) при известной длине державки l, определяется отклонение δ в точке соприкосновения режущего инструмента и обрабатываемой поверхностью (1) и сравнивается с допуском Δ на размер. При условии δ ≥ Δ используется антивибрационная державка. В корпус 1 в расточку устанавливают демпфирующий элемент 2, который обеспечит уменьшение модуля упругости Е и отклонения δ до выполнения условия δ ≤ Δ.
Рис. 3 - крепление режущей головки: а - расточная головка; б - фрезерная головка.
Ступень отверстия большего диаметра предназначено для размещения демпфирующего элемента. При обработке резанием, например, растачивании, силы передаются от оправки к демпфирующей вставке, при этом вставка подвержена преимущественно воздействию сил сдвига. Отклонение державки в большой степени зависит от величины сил сдвига и радиальной жесткости расточной оправки. Антивибрационная державка за счет применения демпфирующей вставки обеспечивает компенсацию сил сдвига и ее модуль упругости может быть уменьшен при тех же габаритах.
Таким образом, предлагаемая антивибрационная державка обеспечивает передачу сил сдвига, за счет чего ее модуль упругости может быть уменьшен, что позволяет за счет применения демпфирующей вставки использовать ее в технологических процессах высокоскоростного резания.
Способ получения металлического нанопорошка из отходов быстрорежущей стали в керосине
Способ определения подлинности передаваемых командных слов
Энергосберегающее устройство охлаждения режущего инструмента
Стеклоблочный воздухоподогреватель-электрогенератор
Способ получения магнитной жидкости
Способ получения нанопорошка меди из отходов
Экспресс-способ выбора параметров шлифования обрабатываемого материала микрорезанием единичным зерном в металлической связке
Демпфирующий резец
Мостовой измеритель параметров двухполюсников
Способ получения медного порошка из отходов

