Результат интеллектуальной деятельности: ТАРА С УЛУЧШЕННЫМ ВНЕШНИМ ВИДОМ
Вид РИД
Изобретение
Настоящее изобретение относится к таре для потребительских товаров и к заготовке для образования такой тары, которая находит конкретное применение в хранении удлиненных потребительских товаров, таких как курительные изделия (например, сигареты). Настоящее изобретение относится также к способу образования такой тары.
Потребительские товары, такие как курительные изделия, обычно упаковывают в жесткую тару в форме коробки, такую как тара с отгибаемой крышкой, имеющую коробочную часть и крышку, соединенную с коробочной частью по линии отгиба, проходящей по задней стенке тары, так называемой коробки Flip-TopTM. Такая тара обычно имеет по существу форму параллелепипеда, содержащего двумерные стенки, в том числе переднюю стенку, заднюю стенку, две боковых стенки, верхнюю стенку и нижнюю стенку. Изготовление такой тары с использованием высокоскоростного производственного оборудования и процессов хорошо налажено.
Иногда требуется изготовление тары, имеющей более сложную форму. Тем не менее, известные процессы изготовления тары, имеющей более сложную форму, требуют специализированного производственного оборудования, что может существенно повысить стоимость изготовления тары и может потребовать длительных простоев при модификации оборудования для приспосабливания под новые формы тары. Например, в US 2004/0035723 A1 описан способ изготовления различной сигаретной тары, имеющей разнообразные неплоские передние стенки. Тем не менее, способ, описанный в US 2004/0035723 A1, требует использования сложного деформирующего устройства для модификации передней стенки тары в отдельном процессе после сборки тары.
Было бы желательно создать тару для потребительских товаров, которая имела бы сложную форму и могла бы быть собрана с помощью существующего высокоскоростного производственного оборудования и процессов при их минимальной модификации. Было бы особо желательно создать такую тару с по меньшей мере одной трехмерной стенкой.
Согласно первому аспекту настоящего изобретения, предложена тара для потребительских изделий, по меньшей мере частично образованная из заготовки, имеющей толщину (Т). Тара содержит верхнюю стенку, содержащую переднюю кромку верхней стенки, заднюю кромку верхней стенки и первую и вторую боковые кромки верхней стенки. Тара дополнительно содержит нижнюю стенку, содержащую переднюю кромку нижней стенки, заднюю кромку нижней стенки и первую и вторую боковые кромки нижней стенки. Передняя стенка проходит от передней кромки верхней стенки до передней кромки нижней стенки, и задняя стенка проходит от задней кромки верхней стенки до задней кромки нижней стенки. Первая боковая стенка проходит между первой боковой кромкой верхней стенки и первой боковой кромкой нижней стенки, соединена с передней стенкой посредством передней кромки первой боковой стенки и соединена с задней стенкой посредством задней кромки первой боковой стенки. Вторая боковая стенка проходит между второй боковой кромкой верхней стенки и второй боковой кромкой нижней стенки, соединена с передней стенкой посредством передней кромки второй боковой стенки и соединена с задней стенкой посредством задней кромки второй боковой стенки. Передняя кромка верхней стенки, передняя кромка нижней стенки, передняя кромка первой боковой стенки и передняя кромка второй боковой стенки вместе проходят вдоль первой плоскости. Задняя кромка верхней стенки, задняя кромка нижней стенки, задняя кромка первой боковой стенки и задняя кромка второй боковой стенки вместе походят вдоль второй плоскости. Передняя стенка и/или задняя стенка содержат абляционную область, причем любая абляционная область на передней стенке содержит по меньшей мере одну абляционную линию, проходящую через внутреннюю поверхность передней стенки для образования участка передней стенки, который расположен на расстоянии от первой плоскости с внешней стороны, и любая абляционная область на задней стенке содержит по меньшей мере одну абляционную линию, проходящую через внутреннюю поверхность задней стенки для образования участка задней стенки, который расположен на расстоянии от второй плоскости с внешней стороны. Каждая абляционная линия имеет остаточную толщину (RT1), которая меньше, чем толщина (T) листовой заготовки.
В последующем описании настоящего изобретения термины «боковой», «верхний», «нижний», «передний», «задний» и другие термины, используемые для описания относительного положения компонентов тары согласно настоящему изобретению, относятся к таре, которая находится в вертикальном положении и крышечная часть которой, при ее наличии, находится сверху. При описании тары согласно настоящему изобретению эти термины используются независимо от ориентации описываемой тары. В тех вариантах осуществления настоящего изобретения, в которых тара содержит крышку с задней стенкой крышечной части, отходящей от задней стенки коробочной части вдоль линии отгиба, эта линия отгиба расположена на задней стороне тары и обеспечивает возможность открытия крышечной части в результате поворотного перемещения вокруг линии отгиба.
Термин «внутренняя поверхность» используется для обозначения той стороны участка заготовки, которая в собранной таре обращена внутрь тары, например, в направлении потребительских товаров, когда тара находится в закрытом положении. Аналогичным образом, термин «внешняя поверхность» используется для обозначения той стороны участка заготовки, которая обращена наружу от тары, когда тара находится собранном состоянии.
В контексте данного документа термин «панель» используется для обозначения участка тары, образованного из цельного непрерывного фрагмента материала. Панель может отходить от одной или более других панелей. Термин «клапан» относится к панели, которая отходит лишь от одной другой панели.
Термин «стенка» относится в более общем смысле к грани тары, и стенка может быть образована из одной панели или клапана, или стенка может быть образована из двух или более примыкающих друг к другу или перекрывающихся друг с другом панелей или клапанов.
Термин «абляционная область» используется в настоящем документе для обозначения минимальной области стенки, которая охватывает все абляционные линии на этой стенке.
Термин «абляционная линия» используется в данном документе для обозначения той области заготовки, в которой была осуществлена абляция материала (например, удаление посредством лазерного луча или лезвия) с поверхности листовой заготовки или тары. Соответственно, остаточная толщина абляционной линии составляет меньше, чем толщина (Т) листовой заготовки. Предпочтительно, абляционную линию выполняют в виде канавки в заготовке. Она может быть образована с помощью линейного абляционного инструмента, такого как лазер или лезвие, и предпочтительно ― с помощью лазера. Лазерная абляция может осуществляться с использованием любого подходящего оборудования, предпочтительно ― лазера на диоксиде углерода мощностью 1000 Ватт, поставляемого на рынок компанией DIAMOND, например такого, как E-1000. Абляция может осуществляться в машинном направлении листовой заготовки или в поперечном направлении.
«Толщина» (T) заготовки представляет собой толщину заготовки после ее изготовления, но перед образованием на заготовке каких-либо абляционных линий или линий рилевки. Иначе говоря, толщина (T) заготовки представляет собой толщину в любой области заготовки, не содержащей абляционную линию или линию рилевки.
Термин «остаточная толщина» в контексте данного документа используется для обозначения минимального расстояния, измеренного между двумя противоположными поверхностями листовой заготовки или панели тары, образованной из заготовки. На практике указанное расстояние в заданном месте измеряют вдоль направления, локально перпендикулярного указанным противоположным поверхностям. Остаточная толщина каждой абляционной линии может быть определена с помощью оптического профилометра для двумерных бесконтактных поверхностных измерений, такого как MicroSpyTM Profile, поставляемого на рынок компанией Fries Research & Technology GmbH, Бергиш Гладбах, Германия, или конфокального микроскопа с трехмерным лазерным сканированием, такого как микроскопы серии VK-X, поставляемые на рынок компанией Keyence Corporation of America, Нью-Джерси, США. Предпочтительно, измеряют остаточную толщину в нескольких точках по длине абляционной линии, причем равномерно распределяют точки измерения по длине одной абляционной линии и вычисляют среднее арифметическое. Более предпочтительно, для определения остаточной толщины согласно настоящему изобретению осуществляют пять измерений в точках, равномерно распределенных по длине абляционной линии, и затем вычисляют среднее арифметическое.
Например, если длина абляционной линии составляет 80 миллиметров, остаточную толщину измеряют на обоих концах абляционной линии и в трех дополнительных точках, расположенных на расстоянии 20 миллиметров, 40 миллиметров и 60 миллиметров соответственно от одного конца абляционной линии, предпочтительно ― от нижнего конца абляционной линии.
«Остаточная толщина» абляционной линии может быть постоянной по абляционной линии, если материал удален равномерно по существу по всей абляционной линии (плоский профиль). В качестве альтернативы, остаточная толщина абляционной линии может изменяться по ширине абляционной линии, если материал удален неравномерно по абляционной линии (например, V-образные и U-образные канавки).
В отличие от обычной тары по существу в форме параллелепипеда, тара согласно настоящему изобретению содержит переднюю стенку и/или заднюю стенку, содержащие участок, который расположен на расстоянии с внешней стороны от плоскости, определяемой кромками, связанными со стенкой. Иначе говоря, в таре согласно настоящему изобретению передняя и/или задняя стенка является трехмерной.
Благодаря образованию каждой трехмерной стенки с помощью по меньшей мере одной абляционной области, содержащей по меньшей мере одну абляционную линию, обеспечивается возможность образования тары согласно настоящему изобретению на существующем высокоскоростном производственном оборудовании при его минимальной модификации. В частности, в результате удаления материала из заготовки с целью образования абляционных линий, трехмерная форма передней стенки и/или задней стенки образуется автоматически под действием нормальных сгибающих усилий, которые прикладываются к заготовке во время изготовления тары. Иначе говоря, в результате сгибания заготовки с целью создания кромок, связывающих переднюю стенку, заднюю стенку, верхнюю стенку, нижнюю стенку и боковые стенки, происходит автоматическая деформация заготовки вдоль абляционных линий таким образом, что не требуется никаких дальнейших операций обработки для образования трехмерной формы передней стенки и/или задней стенки. В этом состоит отличие от известных процессов образования тары, имеющей трехмерные стенки, таких как процесс, описанный в US 2004/0035723 A1, который требует использования сложного деформирующего устройства для модификации передней стенки тары в отдельном процессе после сборки тары.
Предпочтительно, если внешние размеры (максимальная длина и ширина) тары согласно настоящему изобретению изменяются незначительно, обеспечивается возможность легкой адаптации заготовки для образования тары, имеющей другие формы, без значительных модификаций упаковочной машины, используемой для сборки и упаковывания тары.
Благодаря образованию абляционных линий путем удаления материала с той поверхности заготовки, которая образует внутреннюю поверхность тары, обеспечивается преимущество, состоящее в сохранении гладкой внешней поверхности тары, что обеспечивает возможность получения требуемого внешнего вида тары при визуальном и тактильном обследовании.
По меньшей мере одна абляционная линия любой абляционной области на передней стенке предпочтительно проходит по меньшей мере от одного из следующего: передней кромки верхней стенки, передней кромки нижней стенки, передней кромки первой боковой стенки и передней кромки второй боковой стенки. Аналогичным образом, по меньшей мере одна абляционная линия любой абляционной области на задней стенке предпочтительно проходит по меньшей мере от одного из следующего: задней кромки верхней стенки, задней кромки нижней стенки, задней кромки первой боковой стенки и задней кромки второй боковой стенки. Благодаря образованию абляционной линии, которая проходит от кромки стенки, обеспечивается преимущество, состоящее в возможности облегчения деформации заготовки вдоль абляционной линии путем передачи по меньшей мере некоторой части сгибающего усилия от кромки, от которой проходит абляционная линия, когда заготовку сгибают для образования тары.
В некоторых вариантах осуществления, благодаря образованию абляционной линии, проходящей между двумя кромками стенки, обеспечивается возможность дополнительного улучшения эффекта передачи по меньшей мере некоторой части сгибающего усилия вдоль абляционной линии, когда заготовку сгибают для образования тары. Поэтому предпочтительно, чтобы указанная по меньшей мере одна абляционная линия любой абляционной области на передней стенке проходила от места пересечения одной из кромок ― передней кромки верхней стенки или передней кромки нижней стенки ― с передней кромкой первой боковой стенки или передней кромкой второй боковой стенки. Аналогичным образом, по меньшей мере одна абляционная линия любой абляционной области на задней стенке предпочтительно проходит от места пересечения одной из кромок ― задней кромки верхней стенки или задней кромки нижней стенки ― с задней кромкой первой боковой стенки или задней кромкой второй боковой стенки.
Предпочтительно, любая абляционная линия на передней стенке содержит первую переднюю абляционную линию, проходящую от места пересечения передней кромки верхней стенки и передней кромки первой боковой стенки, и вторую переднюю абляционную линию, проходящую от места пересечения передней кромки верхней стенки и передней кромки второй боковой стенки. Предпочтительно, любая абляционная линия на задней стенке содержит первую заднюю абляционную линию, проходящую от места пересечения задней кромки верхней стенки и задней кромки первой боковой стенки, и вторую заднюю абляционную линию, проходящую от места пересечения задней кромки верхней стенки и задней кромки второй боковой стенки. Благодаря выполнению указанных первой и второй абляционных линий на передней и/или задней стенке, обеспечивается преимущество, состоящее в возможности образования по существу скошенного участка вдоль части соответствующей стенки, когда заготовку сгибают для образования тары.
В некоторых вариантах осуществления любая первая передняя абляционная линия может проходить до места пересечения передней кромки нижней стенки и передней кромки первой боковой стенки, и любая вторая передняя абляционная линия может проходить до места пересечения передней кромки нижней стенки и передней кромки второй боковой стенки Аналогичным образом, любая первая задняя абляционная линия может проходить до места пересечения задней кромки нижней стенки и задней кромки первой боковой стенки, и любая вторая задняя абляционная линия может проходить до места пересечения задней кромки нижней стенки и задней кромки второй боковой стенки. Благодаря выполнению указанных первой и второй абляционных линий на передней или задней стенке, обеспечивается возможность образования по существу скошенного участка вдоль по каждой стороне соответствующей стенки, когда заготовку сгибают для образования тары.
В качестве альтернативы, заготовка может быть выполнена таким образом, чтобы любая абляционная линия на передней стенке дополнительно содержала: третью переднюю абляционную линию, проходящую от места пересечения передней кромки нижней стенки и передней кромки первой боковой стенки; четвертую переднюю абляционную линию, проходящую от места пересечения передней кромки нижней стенки и передней кромки второй боковой стенки; и пятую переднюю абляционную линию, пересекающуюся с каждой из нижеследующих линий ― первой, второй, третьей и четвертой передними абляционными линиями. Аналогичным образом, заготовка может быть выполнена таким образом, чтобы любая абляционная линия на задней стенке дополнительно содержала: третью заднюю абляционную линию, проходящую от места пересечения задней кромки нижней стенки и задней кромки первой боковой стенки; четвертую заднюю абляционную линию, проходящую от места пересечения задней кромки нижней стенки и задней кромки второй боковой стенки; и пятую заднюю абляционную линию, пересекающуюся с каждой из нижеследующих линий ― первой, второй, третьей и четвертой абляционными линиями. Благодаря выполнению указанных абляционных линий на передней и/или задней стенке, обеспечивается возможность образования по существу скошенного участка, проходящего по всей внешней стороне соответствующей стенки, когда заготовку складывают для образования тары. Благодаря выполнению указанных абляционных линий, обеспечивается также возможность образования центрального участка стенки, который присоединен посредством указанного по существу скошенного участка. В тех вариантах осуществления, в которых первая, вторая, третья и четвертая передние или задние абляционные линии имеют по существу одинаковую длину, так что ширина указанного по существу скошенного участка является по существу постоянной по всей передней или задней стенке соответственно, указанный центральный участок может быть по существу параллелен указанной первой плоскости или второй плоскости, но расположен на расстоянии от них с внешней стороны.
В тех вариантах осуществления, которые содержат пятую переднюю абляционную линию, эта пятая передняя абляционная линия может образовывать непрерывный контур, такой как прямоугольный или квадратный. Дополнительно или в качестве альтернативы, в тех вариантах осуществления, которые содержат пятую заднюю абляционную линию, эта пятая задняя абляционная линия может образовывать непрерывный контур, такой как прямоугольный или квадратный.
В любом из вышеописанных вариантов осуществления некоторые или все из нижеследующего: передняя кромка первой боковой стенки, задняя кромка первой боковой стенки, передняя кромка второй боковой стенки и задняя кромка второй боковой стенки, могут представлять собой по существу прямолинейные кромки. Дополнительно или в качестве альтернативы, некоторые или все из нижеследующего: передняя кромка первой боковой стенки, задняя кромка первой боковой стенки, передняя кромка второй боковой стенки и задняя кромка второй боковой стенки, могут представлять собой скошенные или закругленные кромки. Предпочтительно, любые скошенные или закругленные кромки состоят из множества расположенных через промежутки и по существу параллельных абляционных линий. Множество абляционных линий могут иметь любой подходящий профиль по длине в продольном направлении скошенной или закругленной кромки. Например, абляционная линия может проходить по криволинейной траектории в пределах по меньшей мере части ее профиля по длине в продольном направлении скошенной или закругленной кромки. В таких вариантах осуществления грань, образованная такой абляционной линией, будет иметь нелинейный периметр.
Термин «скошенная кромка» в контексте данного документа используется для обозначения кромки тары, которая имеет на виде в поперечном сечении одну или более по существу прямолинейных форм, образующих угол от 0 до 90 градусов со смежными стенками тары. Скошенная кромка может быть измерена с использованием визуального осмотра одним или более испытателями, или путем измерения с помощью микроскопа, с последующим статистическим анализом, например с помощью микроскопа NIKON SMZ800 на внешней поверхности листовой заготовки. X-Y-координаты могут быть записаны на точной сетке (10 контурных точек) для каждого образца. Записанные X-Y-координаты могут использоваться для линейной сплайн-интерполяции, и обеспечивается возможность получения профиля результирующей первой производной. В случае по существу постоянной первой производной оцениваемый образец может быть классифицирован как скошенный.
В любом из вышеописанных вариантов осуществления каждая абляционная линия предпочтительно имеет остаточную толщину (RT), составляющую по меньшей мере примерно 5 процентов, более предпочтительно ― примерно 10 процентов, более предпочтительно ― по меньшей мере примерно 15 процентов, более предпочтительно ― по меньшей мере примерно 20 процентов, более предпочтительно ― по меньшей мере примерно 25 процентов, и еще более предпочтительно ― по меньшей мере примерно 30 процентов от толщины (Т) заготовки. Дополнительно или в качестве альтернативы, каждая абляционная линия предпочтительно имеет остаточную толщину, составляющую менее чем примерно 50 процентов, более предпочтительно ― менее чем примерно 45 процентов и еще более предпочтительно ― менее чем примерно 40 процентов от толщины (Т) заготовки.
Авторами настоящего изобретения было обнаружено, что если абляционная линия проходит слишком далеко по толщине листовой заготовки (т.е. является слишком глубокой), то в результате возможно нежелательное влияние на внешнюю поверхность тары. Например, внешняя поверхность может выглядеть треснувшей или поврежденной. Кроме того, авторами настоящего изобретения было обнаружено, что если абляционная линия не проходит достаточно далеко по толщине листовой заготовки (т.е. является слишком мелкой), то в результате также возможно нежелательное влияние на внешнюю поверхность тары. В частности, авторами настоящего изобретения было обнаружено, что точки перегиба тары вдоль абляционных линий могут быть образованы на внешней поверхности тары ненадлежащим образом, и/или они могут располагаться на ненадлежащей траектории вдоль внешней поверхности тары. Например, в случае, когда абляционная линия проходит по прямой линии вдоль внутренней поверхности тары, авторами настоящего изобретения было обнаружено, что соответствующие точки перегиба, которые образованы на внешней поверхности тары, могут быть нелинейными или неравномерными. Таким образом, авторами настоящего изобретения было установлено, что, если каждая из абляционных линий имеет вышеуказанную остаточную толщину, обеспечивается возможность изготовления более привлекательной на вид и более четко очерченной тары.
В любом из вышеописанных вариантов осуществления абляционная ширина (Х) каждой абляционной линии предпочтительно составляет по меньшей мере примерно 0,1 миллиметра. Более предпочтительно, абляционная ширина каждой абляционной линии составляет по меньшей мере примерно 0,2 миллиметра. Наиболее предпочтительно, абляционная ширина каждой абляционной линии составляет по меньшей мере примерно 0,3 миллиметра. Дополнительно или в качестве альтернативы, абляционная ширина каждой абляционной линии составляет менее чем примерно 0,5 миллиметра. Более предпочтительно, абляционная ширина каждой абляционной линии составляет менее чем примерно 0,45 миллиметра. В некоторых предпочтительных вариантах осуществления абляционная ширина каждой абляционной линии составляет от примерно 0,1 миллиметра до примерно 0,5 миллиметра. Еще более предпочтительно, абляционная ширина каждой абляционной линии составляет от примерно 0,2 миллиметра до примерно 0,45 миллиметра, более предпочтительно ― от примерно 0,3 миллиметра до примерно 0,4 миллиметра.
В любом из вышеописанных вариантов осуществления толщина (Т) листовой заготовки предпочтительно составляет от примерно 200 микрометров до примерно 350 микрометров, более предпочтительно ― от примерно 250 микрометров до примерно 300 микрометров. Толщина (T) листовой заготовки может быть измерена согласно ISO 534:2011.
Через две недели после абляции осуществляют испытание и кондиционирование при 23 градусах по Цельсию и относительной влажности 50% согласно ISO 187.
В любом из вышеописанных вариантов осуществления листовая заготовка предпочтительно имеет граммаж от примерно 100 грамм на квадратный метр до примерно 350 грамм на квадратный метр, более предпочтительно ― от примерно 150 грамм на квадратный метр до примерно 350 грамм на квадратный метр, более предпочтительно ― от примерно 200 грамм на квадратный метр до примерно 300 грамм на квадратный метр. Граммаж вычисляется согласно ISO 536 и он может меняться в диапазоне от плюс десяти процентов до минус десяти процентов, предпочтительно ― в диапазоне от плюс пяти процентов до минус пяти процентов.
В любом из вышеописанных вариантов осуществления листовая заготовка предпочтительно имеет упругое возвратное усилие менее чем 10 миллиньютонметров между смежными стенками. Термин «упругое возвратное усилие» представляет собой известный термин из данной области техники для обозначения конкретного свойства листовой заготовки. Иногда оно именуется также «несминаемостью» и обозначает усилие (в Ньютонах), требующееся для удержания бигованного образца, согнутого под углом 90 градусов, в течение 15-секундного периода. Измерение осуществляют в момент истечения 15-секундного периода. Упругое возвратное усилие участка листовой заготовки может быть измерено с помощью известного прибора PIRA для испытания на жесткость сгибов и панелей (поставляется на рынок, например, компанией Messmer and Buchel, Великобритания). Как известно из уровня техники, для измерения упругого возвратного усилия криволинейного участка кромки тары сначала необходимо взять из листовой заготовки испытуемый образец указанного участка. Для пачек с закругленными углами, в целях настоящего изобретения упругое возвратное усилие пачки оценивают с использованием образца с размерами 38±1 миллиметр на 38±0,5 миллиметра, в котором участок, образующий угол, расположен на расстоянии 21±0,5 миллиметра от одной стороны заготовки. Перед началом испытаний заготовка должна быть подвергнута кондиционированию при 22 градусах по Цельсию и относительной влажности 60 процентов в течение по меньшей мере 24 часов.
Предпочтительно, листовая заготовка имеет жесткость в направлении изгиба, составляющую по меньшей мере примерно 50 миллиньютонов, предпочтительно ― по меньшей мере примерно 75 миллиньютонов, наиболее предпочтительно ― по меньшей мере примерно 90 миллиньютонов. Дополнительно или в качестве альтернативны, листовая заготовка предпочтительно имеет жесткость на изгиб менее чем примерно 500 миллиньютонов, предпочтительно ― менее чем примерно 200 миллиньютонов, более предпочтительно ― менее чем примерно 160 миллиньютонов. Листовая заготовка предпочтительно имеет жесткость на изгиб от примерно 50 миллиньютонов до примерно 200 миллиньютонов. Более предпочтительно, листовая заготовка имеет жесткость в машинном направлении от примерно 75 миллиньютонов до примерно 160 миллиньютонов. Жесткость в «направлении изгиба» означает, что жесткость на изгиб измерена в направлении, в котором готовая панель должна быть согнута вокруг абляционной линии.
Предпочтительно, листовая заготовка имеет жесткость в направлении изгиба, составляющую по меньшей мере 10 миллиньютонов, предпочтительно ― по меньшей мере 12 миллиньютонов, более предпочтительно ― по меньшей мере 15 миллиньютонов и еще более предпочтительно ― по меньшей мере 20 миллиньютонов. Дополнительно или в качестве альтернативы, листовая заготовка предпочтительно имеет остаточную жесткость в направлении изгиба от примерно 60 миллиньютонов или менее, более предпочтительно ― 50 миллиньютонов или менее, еще более предпочтительно ― 40 миллиньютонов или менее.
Предпочтительно, листовая заготовка имеет шероховатость поверхности, составляющую от примерно 0,5 микрометра до примерно 1,5 микрометра. Более предпочтительно, листовая заготовка имеет шероховатость поверхности, составляющую от примерно 0,75 микрометра до примерно 1,25 микрометра. Шероховатость поверхности измеряют согласно ISO 8791-4.
Предпочтительно, листовая заготовка имеет поверхностную прочность от примерно 0,25 метра в секунду до примерно 1 метра в секунду. Более предпочтительно, листовая заготовка имеет поверхностную прочность от примерно 0,5 метра в секунду до примерно 0,8 метра в секунду. Поверхностную прочность измеряют согласно ISO 3783.
В любом из вышеописанных вариантов осуществления листовая заготовка предпочтительно представляет собой листовую заготовку на основе целлюлозного волокна. Заготовка на основе целлюлозного волокна содержит по меньшей мере 50 весовых процентов целлюлозы, предпочтительно ― древесных волокон, в пересчете на общее содержание волокон в листовой заготовке. Листовая заготовка на основе целлюлозного волокна может содержать другие типы волокон, такие как полимерные волокна.
В любом из вышеописанных вариантов осуществления тара может содержать коробочную часть и крышечную часть, отходящую вдоль линии отгиба от верхней кромки коробочной части, причем крышечная часть имеет возможность перемещения вокруг линии отгиба между открытым положением и закрытым положением. Предпочтительно, крышечная часть содержит верхнюю стенку крышечной части, переднюю стенку крышечной части, заднюю стенку крышечной части, первую боковую стенку крышечной части и вторую боковую стенку крышечной части. Предпочтительно, коробочная часть содержит переднюю стенку коробочной части, заднюю стенку коробочной части, нижнюю стенку коробочной части, первую боковую стенку коробочной части и вторую боковую стенку коробочной части. Верхняя стенка крышечной части образует верхнюю стенку тары, и нижняя стенка коробочной части образует нижнюю стенку тары. Передние стенки крышечной части и коробочной части вместе образуют переднюю стенку тары, и задние стенки крышечной части и коробочной части вместе образуют заднюю стенку тары. Нижняя кромка задней стенки крышечной части отходит вдоль линии отгиба от верхней кромки задней стенки коробочной части. Первые боковые стенки крышечной части и коробочной части вместе образуют первую боковую стенку тары, и вторые боковые стенки крышечной части и коробочной части вместе образуют вторую боковую стенку тары.
Тара согласно настоящему изобретению находит применение в качестве тары для потребительских товаров, в частности, удлиненных потребительских товаров, таких как курительные изделия. Следовательно, в любом из вышеописанных вариантов осуществления тара может заключать в себе курительные изделия.
Настоящее изобретение также охватывает способ изготовления тары согласно любому из вышеописанных вариантов осуществления. Таким образом, согласно второму аспекту настоящего изобретения, предложен способ образования тары для потребительских товаров согласно любому варианту осуществления первого аспекта настоящего изобретения, в котором тару по меньшей мере частично образуют из заготовки, имеющей толщину (Т); способ включает в себя этап, на котором обеспечивают листовую заготовку, имеющую толщину (Т) и содержащую первую группу абляционных линий, образующих множество панелей листовой заготовки, причем каждая абляционная линия имеет остаточную толщину (RT1), которая меньше, чем толщина (Т) листовой заготовки. Затем сгибают листовую заготовку вокруг первой группы абляционных линий с образованием тары, имеющей переднюю кромку верхней стенки, заднюю кромку верхней стенки и первую и вторую боковые кромки верхней стенки. Тара дополнительно содержит нижнюю стенку, содержащую переднюю кромку нижней стенки, заднюю кромку нижней стенки и первую и вторую боковые кромки нижней стенки. Передняя стенка проходит от передней кромки верхней стенки до передней кромки нижней стенки, и задняя стенка проходит от задней кромки верхней стенки до задней кромки нижней стенки. Первая боковая стенка проходит между первой боковой кромкой верхней стенки и первой боковой кромкой нижней стенки, соединена с передней стенкой посредством передней кромки первой боковой стенки и соединена с задней стенкой посредством задней кромки первой боковой стенки. Вторая боковая стенка проходит между второй боковой кромкой верхней стенки и второй боковой кромкой нижней стенки, соединена с передней стенкой посредством передней кромки второй боковой стенки и соединена с задней стенкой посредством задней кромки второй боковой стенки. Листовую заготовку сгибают таким образом, чтобы передняя кромка верхней стенки, передняя кромка нижней стенки, передняя кромка первой боковой стенки и передняя кромка второй боковой стенки вместе проходили вдоль первой плоскости. Листовую заготовку сгибают также таким образом, чтобы задняя кромка верхней стенки, задняя кромка нижней стенки, задняя кромка первой боковой стенки и задняя кромка второй боковой стенки вместе проходили вдоль второй плоскости. Листовая заготовка дополнительно содержит по меньшей мере одну абляционную линию, так что передняя и/или задняя стенка тары содержит по меньшей мере одну абляционную область, причем любая абляционная область на передней стенке содержит по меньшей мере одну абляционную линию, проходящую через внутреннюю поверхность передней стенки, и любая абляционная область на задней стенке содержит по меньшей мере одну абляционную линию, проходящую через внутреннюю поверхность задней стенки. Каждая абляционная линия имеет остаточную толщину (RT1), которая меньше, чем толщина (Т) листовой заготовки. Во время этапа гибки листовую заготовку по меньшей мере частично сгибают вдоль по меньшей мере одной абляционной линии каждой абляционной области таким образом, чтобы любая абляционная область на передней стенке образовала участок передней стенки, расположенный на расстоянии от первой плоскости с внешней стороны, и таким образом, чтобы любая абляционная область на задней стенке образовала участок задней стенки, расположенный на расстоянии от второй плоскости с внешней стороны.
Настоящее изобретение будет дополнительно описано исключительно на примерах, со ссылками на сопроводительные графические материалы, на которых:
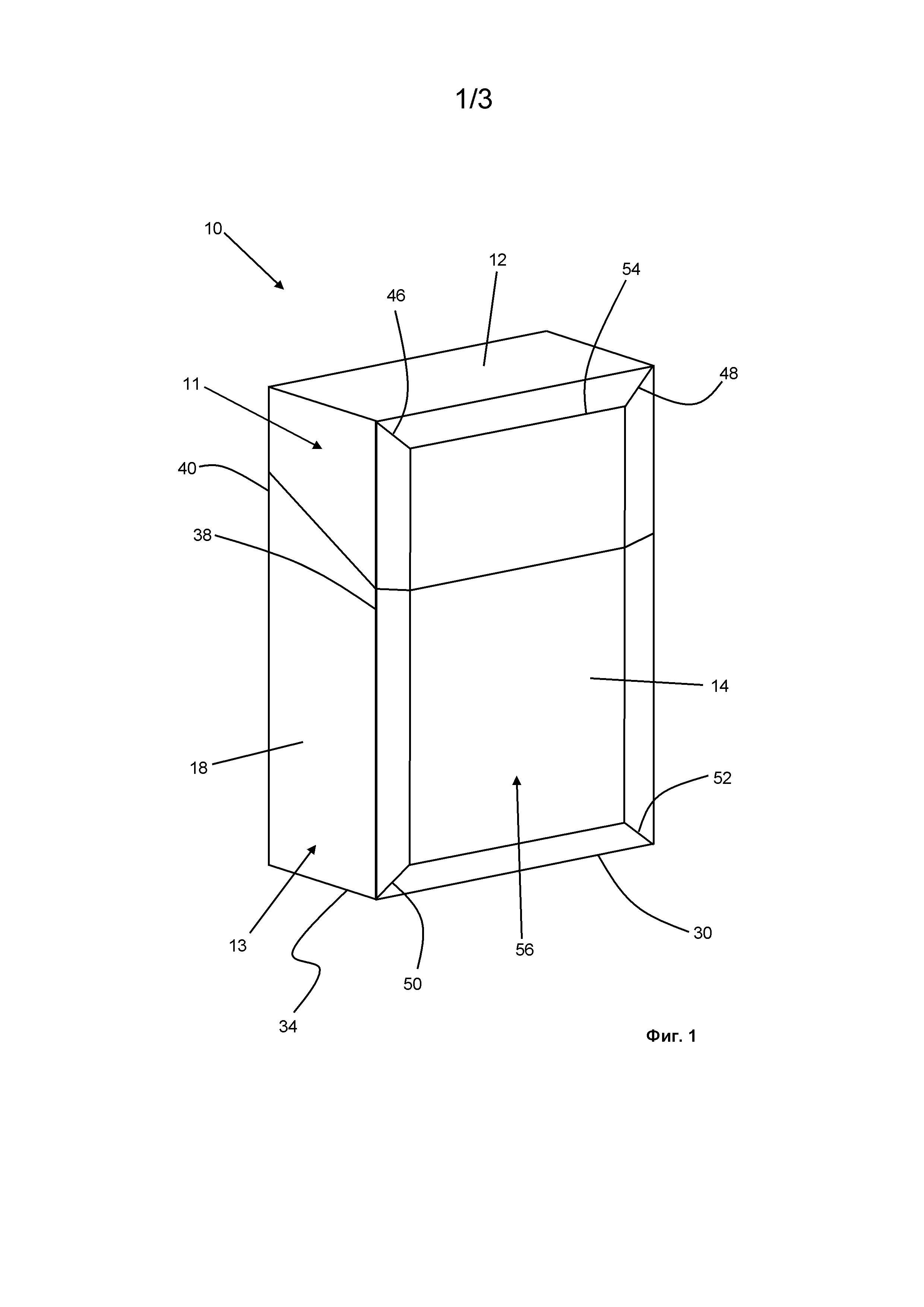
на фиг. 1 показан перспективный вид спереди тары согласно варианту осуществления настоящего изобретения;
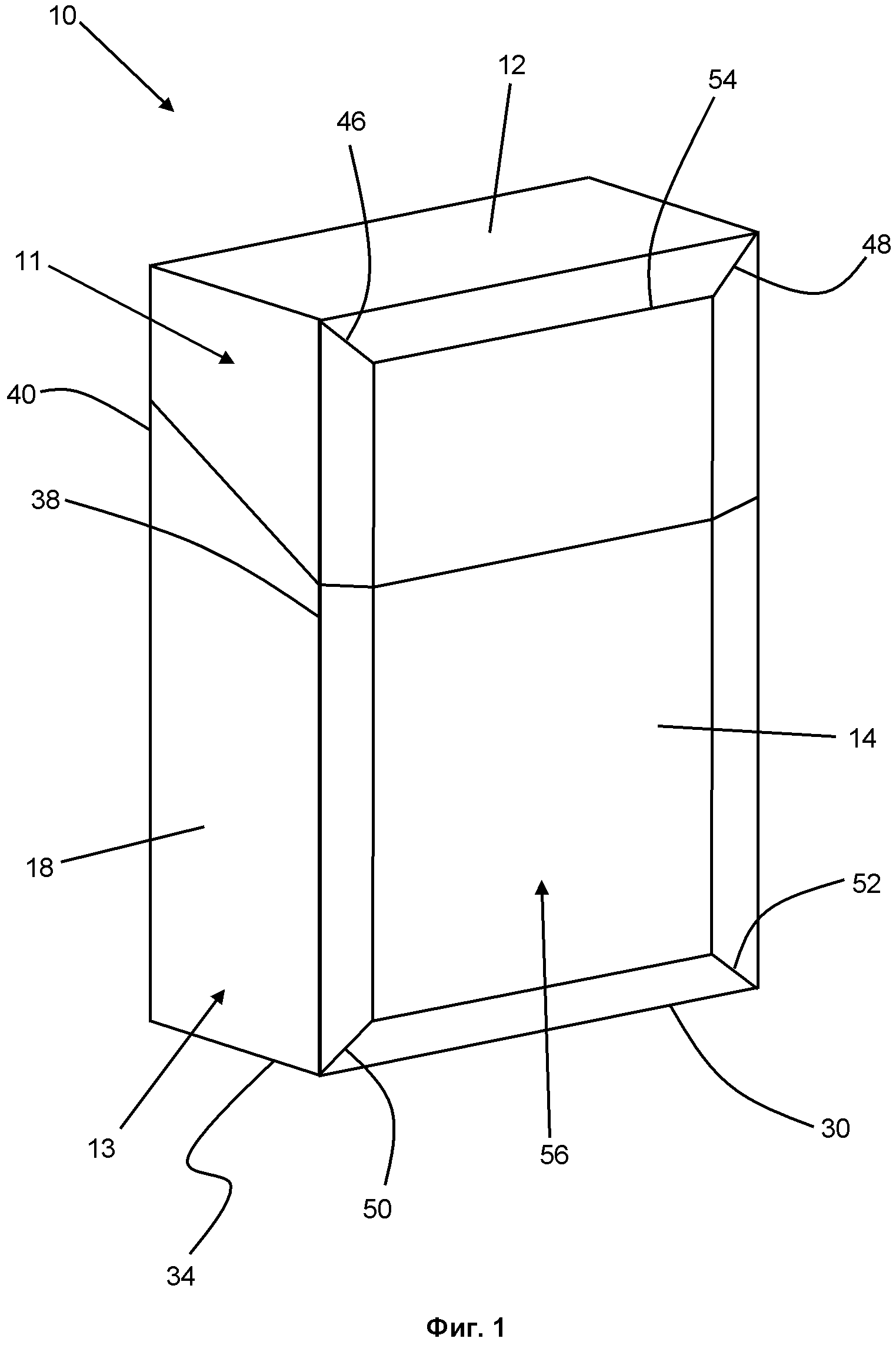
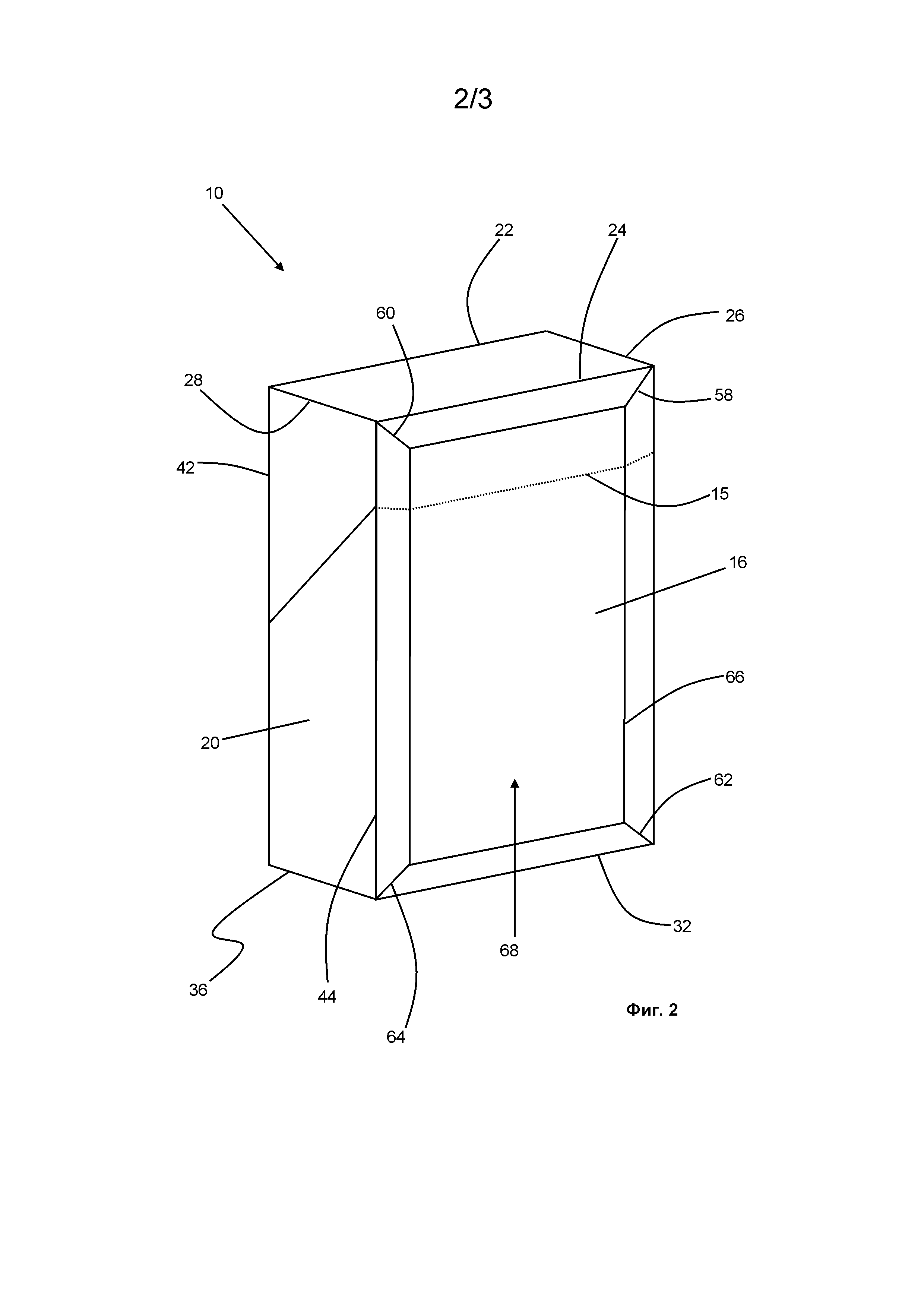
на фиг. 2 показан перспективный вид сзади тары по фиг. 1; и
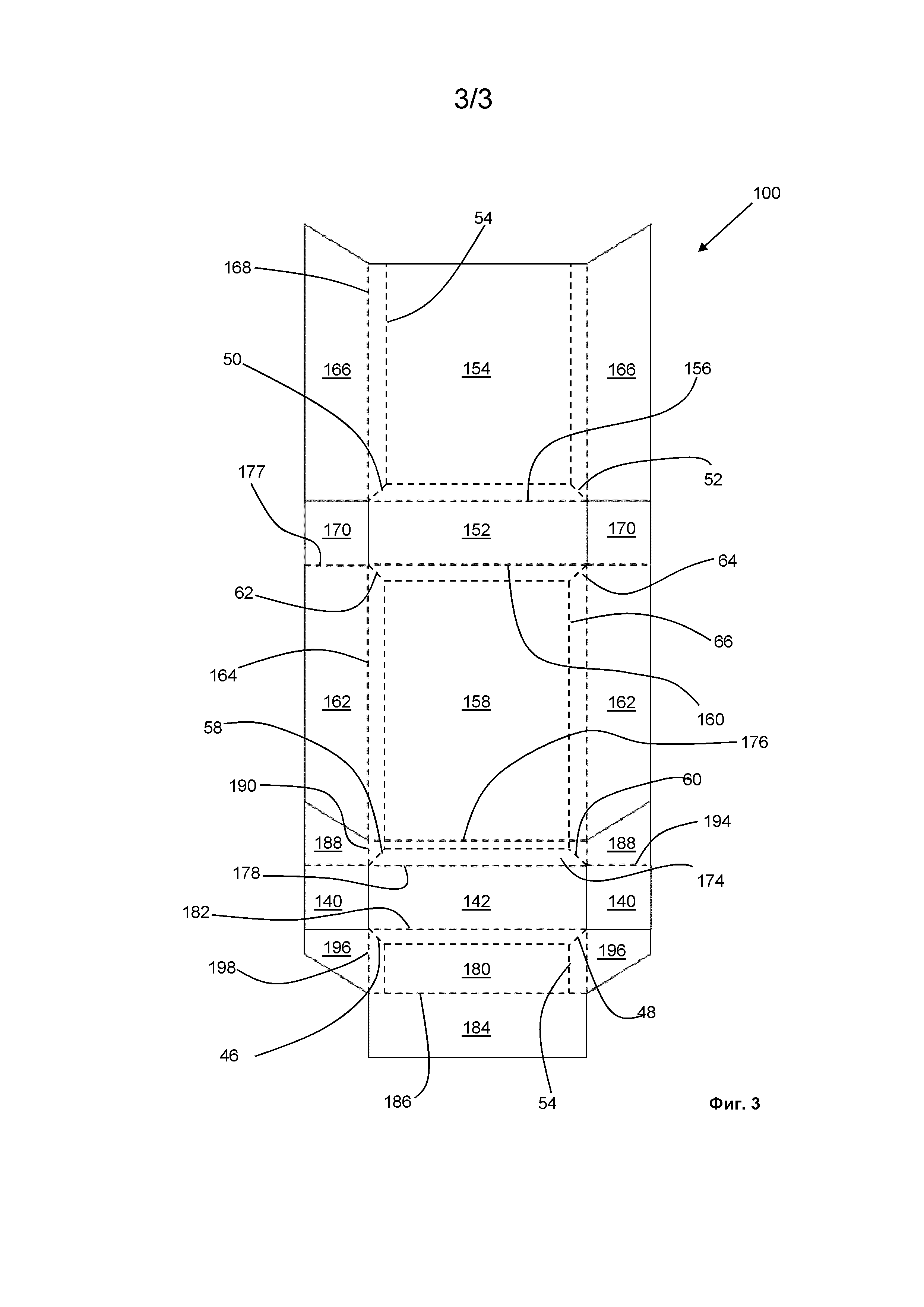
на фиг. 3 показана листовая заготовка для образования тары по фиг. 1 или 2.
На фиг. 1 и 2 показана тара 10, образованная из согнутой листовой заготовки согласно варианту осуществления настоящего изобретения. Тара 10 содержит верхнюю стенку 12, нижнюю стенку, переднюю стенку 14, заднюю стенку 16, первую боковую стенку 18 и вторую боковую стенку 20. Тара 10 разделена на крышечную часть 11 и коробочную часть 13, причем крышечная часть 11 отходит вдоль линии 15 отгиба от коробочной части 13.
Верхняя стенка 12 содержит переднюю кромку 22 верхней стенки, заднюю кромку 24 верхней стенки и первую и вторую боковые кромки 26, 28 верхней стенки. Нижняя стенка содержит переднюю кромку 30 нижней стенки, заднюю кромку 32 нижней стенки и первую и вторую боковые кромки 34, 36 нижней стенки. Первая боковая стенка 18 соединена с передней стенкой 14 посредством передней кромки 38 первой боковой стенки, и с задней стенкой 16 ― посредством задней кромки 40 первой боковой стенки. Вторая боковая стенка 20 соединена с передней стенкой 14 посредством передней кромки 42 второй боковой стенки, и с задней стенкой 16 ― посредством задней кромки 44 второй боковой стенки. Передняя кромка 22 верхней стенки, передняя кромка 30 нижней стенки, передняя кромка 38 первой боковой стенки и передняя кромка 42 второй боковой стенки вместе проходят вдоль первой плоскости. Задняя кромка 24 верхней стенки, задняя кромка 32 нижней стенки, задняя кромка 40 первой боковой стенки и задняя кромка 44 второй боковой стенки вместе проходят вдоль второй плоскости.
Передняя стенка 12 содержит абляционную область, содержащую первую переднюю абляционную линию 46, вторую переднюю абляционную линию 48, третью переднюю абляционную линию 50, четвертую переднюю абляционную линию 52 и пятую переднюю абляционную линию 54, каждая из которых образована на внутренней поверхности передней стенки 12. Пятая передняя абляционная линия 54 представляет собой прямоугольную абляционную линию, которая образует непрерывный контур, соединенный с каждой из первой, второй, третьей и четвертой передних абляционных линий. Когда листовую заготовку сгибают для образования тары 10, по меньшей мере некоторая часть сгибающего усилия передается вдоль передних абляционных линий с первой по пятую таким образом, что листовая заготовка автоматически деформируется вдоль указанных абляционных линий. Деформация вдоль передних абляционных линий с первой по пятую приводит к созданию центрального участка 56 передней стенки 12, который является по существу параллельным первой плоскости и расположен на расстоянии от нее с внешней стороны.
Аналогичным образом, задняя стенка 16 содержит абляционную область, содержащую первую заднюю абляционную линию 58, вторую заднюю абляционную линию 60, третью заднюю абляционную линию 62, четвертую заднюю абляционную линию 64 и пятую заднюю абляционную линию 66, каждая из которых образована на внутренней поверхности задней стенки 16. Пятая задняя абляционная линия 66 представляет собой прямоугольную абляционную линию, которая образует непрерывный контур, соединенный с каждой из первой, второй, третьей и четвертой задних абляционных линий. Когда листовую заготовку сгибают для образования тары 10, по меньшей мере некоторая часть сгибающего усилия передается вдоль задних абляционных линий с первой по пятую таким образом, что листовая заготовка автоматически деформируется вдоль указанных абляционных линий. Деформация вдоль задних абляционных линий с первой по пятую приводит к созданию центрального участка 68 задней стенки 16, который является по существу параллельным второй плоскости и расположен на расстоянии от нее с внешней стороны.
На фиг. 3 показана листовая заготовка 100 для образования тары 10, показанной на фиг. 1 и 2, и одинаковые ссылочные номера используются для обозначения одинаковых частей. Сплошные линии соответствуют линиям резки, и пунктирные линии соответствуют абляционным линиям, вдоль которых листовую заготовку 100 сгибают или деформируют для образования тары 10.
Листовая заготовка 100 содержит нижнюю панель 152 коробочной части; переднюю панель 154 коробочной части, отходящую вдоль абляционной линии 156 от нижней панели 152 коробочной части; и заднюю панель 158 коробочной части, отходящую вдоль абляционной линии 160 от нижней панели 152 коробочной части. Первые боковые панели 162 коробочной части отходят вдоль абляционных линий 164 от задней панели 158 коробочной части, и вторые боковые панели 166 коробочной части отходят вдоль абляционных линий 168 от передней панели 154 коробочной части. Два пылезащитных клапана 170 коробочной части отходят вдоль абляционных линий 172 от первых боковых панелей 162 коробочной части. Когда листовую заготовку 100 сгибают для образования тары 10, нижняя панель 152 коробочной части в сочетании с пылезащитными клапанами 170 коробочной части образует нижнюю стенку тары.
Листовая заготовка 100 дополнительно содержит заднюю панель 174 крышечной части, отходящую вдоль абляционной линии 176 от задней панели 158 коробочной части; верхнюю панель 142 крышечной части, отходящую вдоль абляционной линии 178 от задней панели 174 крышечной части; и переднюю панель 180 крышечной части, отходящую вдоль абляционной линии 182 от верхней панели 142 крышечной части. Передняя нижняя панель 184 крышечной части отходит вдоль абляционной линии 186 от передней панели 180 крышечной части.
Листовая заготовка 100 содержит также первые боковые клапаны 188 крышечной части, отходящие вдоль абляционных линий 190 от задней панели 174 крышечной части; первый и второй пылезащитные клапаны 138, 140, отходящие вдоль абляционных линий 194 от соответствующих первых боковых клапанов 188 крышечной части; и вторые боковые клапаны 196 крышечной части, отходящие вдоль абляционных линий 198 от передней панели 180 крышечной части. Когда листовую заготовку 100 сгибают для образования тары 10, верхняя панель 142 крышечной части в сочетании с первым и вторым пылезащитными клапанами 138, 140 образует верхнюю стенку 12 тары. Каждая из первых боковых панелей 162 коробочной части в сочетании с соответствующей второй боковой панелью 166 коробочной части, первым боковым клапаном 188 крышечной части и вторым боковым клапаном 196 крышечной части образует соответствующую боковую стенку 18, 20 тары. Задняя панель 158 коробочной части и задняя панель 174 крышечной части вместе образуют заднюю стенку 16 коробочной части. Передняя панель 154 коробочной части в сочетании с передней панелью 180 крышечной части и передней нижней панелью 184 крышечной части образует переднюю стенку 14 тары.
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения
Тара, имеющая улучшеную криволинейную кромку
Тара, имеющая улучшенную скошенную кромку
Емкость с неквадратными кромками
Емкость со скошенной кромкой и смежной поперечной криволинейной кромкой
Бигованная заготовка для образования емкости с закругленными или скошенными кромками
Тара повышенной прочности

