Результат интеллектуальной деятельности: Способ изготовления литейных форм сложной геометрии из песчано-полимерных систем
Вид РИД
Изобретение
Изобретение относится к технологическим процессам, именно металлургии, в частности, к технологии послойного синтеза сложных литейных форм из песчано-полимерных смесей и может найти применение в разных отраслях машиностроения, например, для изготовления литейных форм и стержней особо сложной конфигурации для авиационной, автомобилестроительной, кораблестроительной и др. отраслей.
Известен способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям, включающий послойное нанесение на блок выплавляемых моделей огнеупорной суспензии, обсыпку зернистым материалом, введение кислородсодержащего вещества, вытопку моделей, сушку и прокалку, при этом кислородсодержащее вещество вводят, начиная со второго слоя оболочки, в составе зернистого материала для обсыпки, к которому добавляют борную кислоту в количестве 2-3% мас. В качестве кислородсодержащего вещества используют дихромат калия или пероксиды щелочноземельных металлов в количестве 5-10% мас. [патент РФ №2433013, кл. В22С 9/04, 2011]. Однако известный способ требует больших затрат на кислородсодержащее вещество, количество которого при введении в состав обсыпки примерно в 8-10 раз превышает необходимое количество при введении в суспензию.
Известен способ, включающий послойное нанесение на блок выплавляемых моделей огнеупорной суспензии, введение кислородсодержащего вещества, начиная со второго слоя оболочки с использованием борной кислоты, обсыпку зернистым материалом, вытопку моделей, сушку и прокаливание, кислородсодержащее вещество вводят в составе материала огнеупорной суспензии, к которой добавляют борную кислоту в количестве 3-4% мас. В качестве кислородсодержащего вещества используют полупродукт переработки шламов селитровых ванн, применяемых в цехах термической обработки для проведения операции отпуска, в количестве 2-4% масс. суспензии. (патент РФ №2532753, В22С 9/04, 2013 г.) Недостатком известного технического решения является его трудоемкость и высокая стоимость, поскольку при реализации известного способа сначала создается модель изделия вручную, на ЧПУ станке или из пластика с применением аддитивных технологий: SLA, SLS, DLP, затем получают ее восковую копию, на которую послойно наносят оболочковую форму, затем удаляют восковую копию и только после этого в форму льют металл, что увеличивает технологическую цепочку и сроки изготовления, а так же ограничивает применение технологии в случае наличия внутренних каналов и полостей в отливке, в связи с высокой трудоемкостью или невозможностью удаления материала формы из отливки.
Наиболее близким по технической сущности к заявляемому решению, является технология 3D-печати песчаных форм (http://3d.globatek.ru/production/tech-sand/). Технология заключается в многократном поочередном нанесении слоя смешанного с отвердителем литейного песка и слоя связующего вещества. Каждый слой песчаной формы состоит из двух материалов, добавленных последовательно. Формовочный песок: устройство подачи и выравнивания песка подает формовочный песок на поверхность к камере построения. Связующее вещество: печатная головка выборочно наносит литейные смолы на песок. Активатор, находящийся в песке упрочняет связующее вещество. Таким образом, формируется единичный слой. Процесс повторяется, пока не будет построена литейная форма.
В известном решении отверждение всего сечения требует большого количества времени, при этом одинаково высокая твердость получаемая по всему сечению детали повышает хрупкость и риск образования трещин. К тому же используется большее количество смолы и катализатора. Недостатком известного решения является также необходимость применения большого количества связующего вещества и активатора для получения достаточной прочности формы, что ведет к большему выделению вредных веществ в рабочую зону при построении формы и при заливке металла, увеличивает газотворную способность формы, что в свою очередь приводит к появлению дефектов в отливке и увеличивает стоимость изготовления. Кроме того, известная технология требует большее количество времени для отверждения смеси.
Техническая проблема, решаемая изобретением, заключается в снижении себестоимости и времени изготовления литейных форм сложной геометрии из песчано-полимерных систем, повышении качества изделий, при снижении выброса вредных веществ в окружающую среду.
Поставленная цель достигается за счет того, что в известном способе изготовления литейных форм сложной геометрии из песчано-полимерных систем, включающем послойное программно-компьютерное моделирование изделия, подготовку песка, смешивание песка с катализатором в бункере подготовки, послойное нанесение песка на подложку и послойно-селективную обработку каждого слоя, в соответствии с компьютерными сечениями модели до образования запрограммированной формы изделия, согласно заявленного решения, послойно-селективную обработку песчано-полимерной смеси осуществляют на глубину слоя в два этапа, сначала на каждом нанесенном слое обработку проводят программно-регламентированным внесением связующего путем впрыска в песчаный слой согласно изготавливаемого сечения, по окончании обработки связующим, каждый слой подвергается программно-регламентированной обработке контуров изготавливаемого сечения лазером, для повышения точности получаемого изделия и увеличения прочности внешнего слоя. Кроме того, за счет того, что лазерную обработку проводят, нагревая до температуры 50-100°С, что является ниже температуры воспламенения, обеспечивая достаточную вентиляцию рабочей зоны, а подготовку песка осуществляют до дисперсности не более одной трети толщины наносимого единичного слоя, в качестве песчано-полимерной системы используют формовочный кварцевый песок крупности в диапазоне 0,05-0,16 мм и связующие на основе фурановых смол, обладающих свойством отверждения под действием и химического катализатора и теплового воздействия, при этом содержание связующего составляет от 1% до 5% массы песка, а соотношение химического катализатора составляет от 20% до 50% массы связующего.
Технический результат достигается за счет того, что заявленная совокупность операций позволяет снизить количество связующего и катализатора в смеси, за счет чего обеспечить получение высокой механической прочности изделий, благодаря снижению вероятности появления дефектов в отливке из-за малой газотворности формы. Ускорение процесса полимеризации и увеличение прочности внешнего слоя изделия достигается за счет того, что послойно-селективную обработку каждого слоя песчано-полимерной смеси осуществляют до затвердевания смеси на глубину слоя, в два этапа, при этом контур каждого слоя по окончании обработки связующим подвергается лазерной обработке. Обработка лазером по контуру слоя позволяет достичь необходимой манипуляторной прочности и ускорить затвердевание наружного слоя, предотвращая осыпание и повреждение формы. При этом внутренняя часть остается менее хрупкая, что защищает изделие от возможного раскалывания при ударе. Обработка лазером по контуру, а не по всему сечению увеличивает производительность, поскольку занимает меньшее время и требует использования меньшего количества смолы и катализатора, т.е. обработка контуров слоя лазером позволит достичь высокой прочности при меньших количествах связующего и катализатора.
Кроме того, заявленное решение обеспечивает снижение количества выделяемых вредных веществ и снижение себестоимости процесса изготовления формы.
Скорость отверждения и прочность полученных песчано-полимерных изделий (литейных форм, стержней и пр.) в случае химического отверждения определяется количеством и активностью химического реагента (отвердителя), но в связи с экзотермическим типом реакции, количество высокоактивного отвердителя ограничено опасностью взрыва, а в случае применения лазерного отверждения контуров, скорость отверждения и прочность наружного слоя необходимого для увеличения точности изделий и достаточной для манипулирования изделиями перед заливкой металлом определяется скоростью прогрева участка смеси. Сочетание методов химического и термического отверждения позволяет получить высокую прочность изделий с высокой скоростью изготовления, избегая опасности неконтролируемой реакции и взрыва.
Заявленное техническое решение обеспечивает получение литейной формы, частей литейной формы и литейных стержней с конфигурацией любой сложности и высокими прочностными характеристиками, низкой газотворной способностью и высокой газопроницаемостью для точного, бездефектного получения металлических отливок в кратчайшие сроки, что достигается за счет применения совокупности методов химической и термической обработки песчано-полимерной смеси, произведенных в оптимальной последовательности.
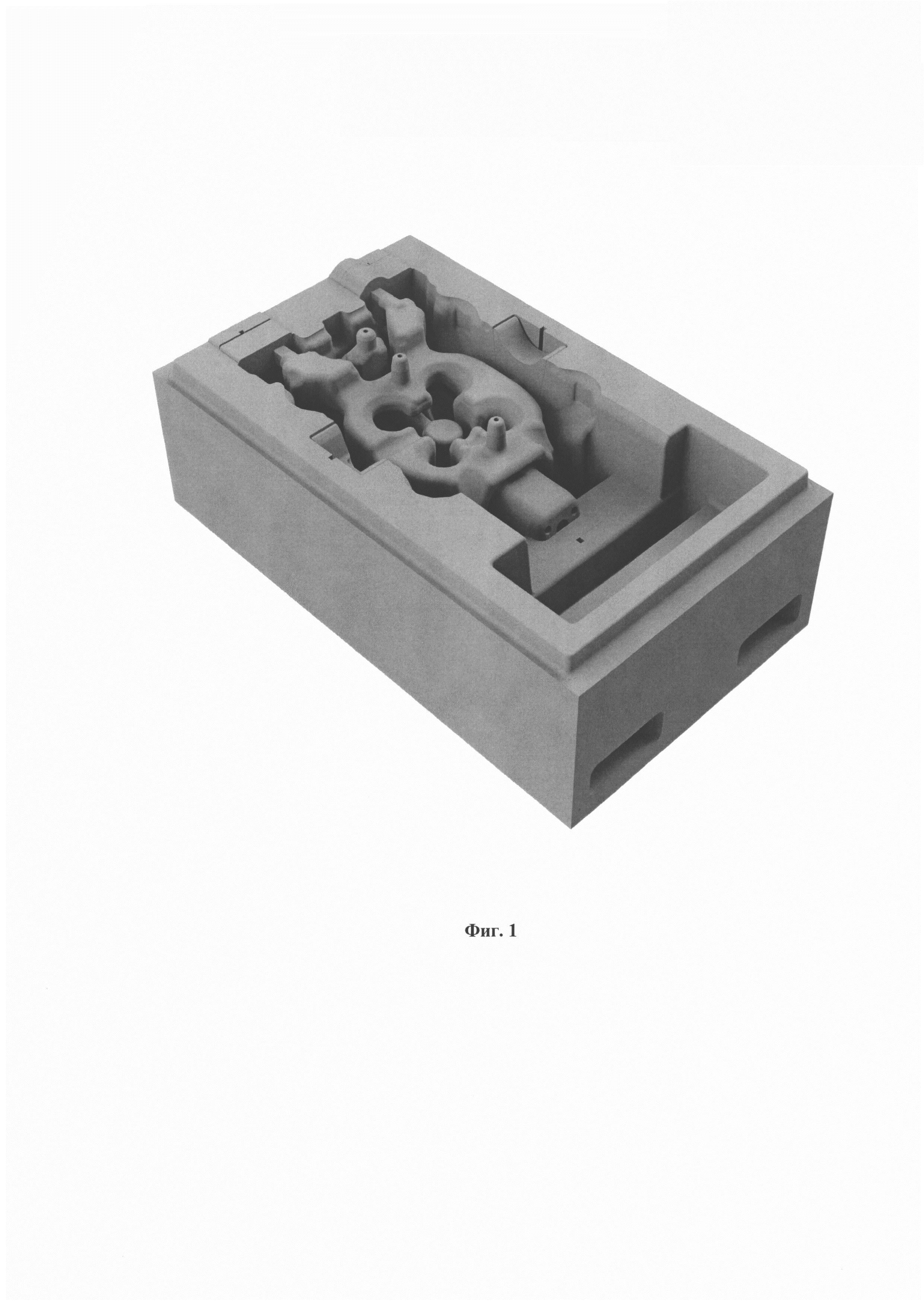
На фиг. 1 представлен пример изготовления по заявленному способу литейного стержня.
Заявленный способ изготовления литейных форм сложной геометрии из песчано-полимерных систем осуществляется следующим образом.
В начале технологического процесса изготовления изделия, посредством заданной программы создается трехмерная компьютерная модель изготавливаемого изделия - 3D-модель. Специальное программное обеспечение «разрезает» модель на тонкие слои толщиной порядка нескольких десятков микрон. Осуществляют подготовку песка до дисперсности не более одной трети толщины наносимого единичного слоя. В качестве песчано-полимерной системы используют формовочный кварцевый песок крупности в диапазоне 0,05-0,16 мм и связующие на основе фурановых смол, обладающих свойством отверждения под действием и химического реагента и теплового воздействия.
Песок смешивают с катализатором в бункере подготовки песчано-полимерной смеси, при этом соотношение катализатора составляет от 20% до 50% массы связующего. Песчано-полимерную смесь дисперсностью 50-160 мкм наносят на подложку. Устройство нанесения связующего в соответствии с компьютерной программой единичного поперечного сечения 3D-модели изготавливаемого изделия, наносит связующее, путем впрыска его в песчаный слой, отверждая песчано-полимерную смесь на глубину слоя. При этом содержание связующего составляет от 1% до 5% массы песка, а устройство нанесения связующего располагают на расстоянии не более 10 мм от обрабатываемого слоя. Затем лазер воздействует на контуры отвержденных участков слоя, интенсифицируя процесс отверждения песчано-полимерной смеси в обрабатываемой зоне. При этом нагревают контур слоя до температуры 50-100°С, что является ниже температуры воспламенения, и обеспечивают достаточную вентиляцию рабочей зоны.
После селективной химической и термической обработки первого слоя, подложку опускают вниз на величину следующего слоя песка. Устройством подачи и нанесения песка наносят новый слой песка, и процесс химической и термической обработки повторяют, пока изготовление изделия не будет завершено.
По окончании процесса образования запрограммированной формы изделия, производят удаление несвязанного песка и изделие готово к употреблению.
Технологические параметры такие, как: количество связующего в песчано-полимерной системе, количество катализатора, вносимого на слой смеси, температура лазерной обработки слоя, время термической обработки, толщина песчано-полимерной смеси, температурная стойкость полученного изделия зависят от конфигурации изделия, применяемых типов полимеров и химических реагентов (отвердителей), типа заливаемого металла и его объема.
Для изготовления, например, литейной формы стержня (фиг. 1) по трехмерной компьютерной модели изготавливаемого изделия, используют песок с дисперсностью не крупнее 0,1 мм. Песок смешивают с катализатором в бункере подготовки песчано-полимерной смеси, при этом количество катализатора составляет 10% от массы связующего. С помощью механизма нанесения песок наносят на подложку слоем в 0,4 мм. Затем наносят связующее на основе фурана, путем впрыска его в песчаный слой в соответствии с компьютерной программой единичного поперечного сечения 3D-модели изделия. Количество связующего составляет 2% от массы песка. Затем с помощью лазера воздействуют на контуры отвержденного слоя, при этом время термического воздействия составляет 5 сек, при температуре 100 градусов. И повторяют процесс до получения запрограммированной формы литейного стержня.
Заявленная технология изготовления трехмерных объектов сложной формы послойно-селективной обработкой песчано-полимерной смеси обеспечивает гарантированное получение литейной формы, частей литейной формы и стержней с конфигурацией любой сложности для точного, бездефектного получения металлических отливок в кратчайшие сроки.
Способ рельефной лазерной гравировки
Адаптивное трехпалое захватное устройство
Устройство выпуска троса связки двух космических аппаратов (варианты)
Способ электронного сканирования пространства
Устройство для измерения мощности дозы гамма-излучения ядерной энергетической установки в условиях фоновой помехи от высокоэнергетичных космических электронов и протонов
Спектрометр-радиометр для одновременного анализа характеристик смешанных полей альфа-бета- и гамма-излучений на основе составного детектора
Блок детектирования гамма-излучения в составе беспилотных летательных аппаратов легкого класса
Высотомер летательного аппарата
Устройство для определения направления на источник гамма-излучения по двум координатам в телесном угле 2π стерадиан
Разборный инверсно-магнетронный вакуумметрический преобразователь с дополнительным углеродным автоэлектронным эмиттером, защищенным от ионной бомбардировки
Способ изготовления трехмерных объектов сложной формы из песчано-полимерных систем
Способ изготовления изделий сложной формы из песчано-полимерных систем
Способ изготовления керамических форм сложной геометрии из порошковых систем

