Результат интеллектуальной деятельности: КОНЦЕВАЯ ФРЕЗА, ИМЕЮЩАЯ ЗУБЬЯ И СВЯЗАННЫЕ КАНАВКИ С КОРРЕЛИРОВАННЫМИ ФИЗИЧЕСКИМИ ПАРАМЕТРАМИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[001] Объект настоящего изобретения относится к концевой фрезе, выполненной с возможностью фрезерования глубокого заплечика, и, в частности, к концевой фрезе для формирования глубокого заплечика, способной обеспечивать обработку поверхности высокого качества на материалах высокой твердости. В частности, объект относится к таким концевым фрезам, имеющим зубья и связанные канавки с коррелированными физическими параметрами.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
[002] Концевые фрезы, предназначенные для прикладных задач формирования заплечиков, т.е. для фрезерования вокруг внешней периферии заготовки, обычно имеют максимальную эффективную длину резания, в два раза превышающую диаметр концевой фрезы (далее в данном документе «2D»; при этом аналогичные длинновые размеры, представленные аналогичным образом, например, в два с половиной раза превышающие диаметр, будут записаны как «2,5D» или «2,5DE» и т.д.). Если не указано иное, ссылки на диаметр концевой фрезы в описании и формуле изобретения относятся к диаметру режущей части на режущей торцевой поверхности.
[003] В то время как в теории концевые фрезы могут иметь любую эффективную длину резания, на практике чрезвычайно редко находятся концевые фрезы, которые могут эффективно фрезеровать на глубине более 2D. Это обусловлено тем, что увеличивающаяся глубина усиливает вибрацию концевой фрезы, снижая как качество обработки поверхности заготовки, так и срок службы инструмента с концевой фрезой до более низких стандартов, чем стандарты, принятые в промышленности. В качестве уточнения, концевые фрезы изгибаются во время формирования заплечиков, поскольку концевая фреза удерживается лишь на одном своем конце, а другой ее конец прижимается и ударяет жестко закрепленную заготовку. Такие удары также вызывают эффект типа отскока, при этом этот эффект проявляется сравнительно больше с увеличением длины концевой фрезы.
[004] Аналогично, этот эффект также становится более серьезным при фрезеровании сравнительно более твердых материалов заготовки, поскольку усилия фрезерования, оказываемые на концевую фрезу, увеличиваются с каждым ударом о твердую заготовку.
[005] Другой проблемой, которая обостряется с увеличенной длиной фрезерования, является удаление стружки. В качестве уточнения, большая глубина канавки является наиболее критичной рядом с режущей торцевой поверхностью, поскольку каждая стружка сначала контактирует с зубом, начинающимся рядом с режущей торцевой поверхностью, когда он впервые входит в материал. Стружка остается в канавке рядом с режущей торцевой поверхностью в течение сравнительно большего времени, чем в остальной части канавки, поскольку она выходит из канавки только после полного поворота концевой фрезы в заготовке, и канавка выходит из заготовки, позволяя извлечение стружки. Хотя это и не связано с теорией, если канавка имеет размер, недостаточный для вмещения стружки, прилегание стружки (которая выступает из канавки недостаточного размера) к концевой фрезе и заготовке может увеличивать вибрацию и даже вызывать поломку концевой фрезы. Будет понятно, что с увеличением расстояния от закрепленной хвостовой части концевой фрезы этот эффект будет более значительным.
[006] Из-за высоких требований к эффективности в современной промышленности то, что когда-то считалось незначительными изменениями в конструкции концевой фрезы, теперь может определять то, подходит ли концевая фреза под промышленные стандарты обработки поверхности и удаления стружки. Хотя любая концевая фреза теоретически может обрабатывать любой материал, лишь обеспечивая конкурентоспособный срок службы инструмента для заданной скорости съема материала и желаемого уровня обработки поверхности, можно фактически считать концевую фрезу подходящей для конкретного применения.
[007] Задача настоящего изобретения заключается в обеспечении новой и улучшенной концевой фрезы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[008] Для изготовления концевой фрезы, способной к фрезерованию глубокого заплечика (т.е. на глубине по меньшей мере 2,5D), при этом обеспечивающей обработку поверхности высокого качества на материалах высокой твердости, в одну концевую фрезу были включены несколько признаков уменьшения вибрации. Считается, что каждый признак изобретения, как по отдельности, так и в сочетании, значительно способствует уменьшению вибрации и, следовательно, обеспечивает достижение увеличения срока службы инструмента и качества обработки поверхности.
[009] В соответствии с первым аспектом объекта настоящего изобретения обеспечена концевая фреза для чистовой обработки, содержащая множество зубьев и канавок; причем в осевом положении в первой половине эффективной длины резания по меньшей мере один зуб из множества зубьев имеет радиальный передний угол меньший, чем среднее значение радиального переднего угла, а канавка, предшествующая каждому такому зубу (т.е. каждому из указанного по меньшей мере одного зуба), имеет угол наклона винтовой линии больший, чем среднее значение угла наклона винтовой линии множества канавок.
[0010] Считается, что эта геометрия снижает вибрацию посредством обеспечения зубьев различными радиальными передними углами, в то же время компенсируя по меньшей мере один зуб, имеющий относительно меньший радиальный передний угол, относительно большим углом наклона винтовой линии, больший угол наклона винтовой линии уменьшает необходимую радиальную силу резания.
[0011] Другими словами, в соответствии со вторым аспектом объекта настоящего изобретения обеспечена концевая фреза для чистовой обработки, выполненная с возможностью вращения вокруг центральной оси (AR) вращения, определяющей противоположные осевые направления (DF, DR) вперед и назад, и противоположные вращательные предшествующее и последующее направления (DP, DS), предшествующее направление (DP) представляет собой направление резания, концевая фреза содержит: хвостовую часть; и режущую часть, продолжающуюся вперед от хвостовой части к режущей торцевой поверхности; режущая часть содержит: эффективную длину (LE) резания; диаметр (DE); множество выполненных за одно целое зубьев; и множество канавок, чередующихся с множеством зубьев, каждая канавка имеет угол наклона винтовой линии и глубину канавки; каждый зуб содержит: переднюю поверхность; заднюю поверхность, следующую за передней поверхностью и имеющую ширину задней поверхности, измеряемую в плоскости, перпендикулярной оси (AR) вращения; режущую кромку, образованную на пересечении передней и задней поверхностей; заднюю кромку, разнесенную от режущей кромки и образованную на пересечении задней поверхности и поверхности канавки, следующей за зубом; и площадь зуба, образованную между первой радиальной линией, продолжающейся от режущей кромки до центральной оси вращения, и второй радиальной линией, продолжающейся от центральной оси вращения до самой нижней точки последующей канавки; причем в осевом положении в первой половине эффективной длины резания: канавки имеют среднее значение угла наклона винтовой линии, при этом одна или более канавок имеют наименьшее значение угла наклона винтовой линии, и одна или более канавок имеют наибольшее значение угла наклона винтовой линии; зубья имеют среднее значение радиального переднего угла, при этом один или более зубьев имеют наименьшее значение радиального переднего угла, и один или более зубьев имеют наибольшее значение радиального переднего угла; и по меньшей мере один зуб имеет радиальный передний угол меньший, чем среднее значение радиального переднего угла, и канавка, предшествующая каждому такому зубу, имеет угол наклона винтовой линии больший, чем среднее значение угла наклона винтовой линии.
[0012] В первом и втором аспектах, поскольку по меньшей мере один радиальный передний угол зуба меньше, чем средний радиальный передний угол с таким же осевым положением, и его связанный угол наклона винтовой линии канавки больше, чем средний угол наклона винтовой линии с таким же осевым положением, радиальный передний угол зуба может быть рассмотрен как отрицательно коррелированный с его связанным углом наклона винтовой линии канавки.
[0013] В соответствии с еще одним (третьим) аспектом объекта настоящего изобретения обеспечена концевая фреза для чистовой обработки, содержащая множество зубьев и канавок: причем в осевом положении в первой половине эффективной длины резания по меньшей мере один зуб из множества зубьев имеет площадь зуба большую, чем среднее значение площади зуба множества зубьев, и ширину задней поверхности меньшую, чем среднее значение ширины задней поверхности.
[0014] Считается, что эта геометрия снижает вибрацию за счет обеспечения зубьев разной геометрии, при этом компенсируя слабые места конструкции зуба с меньшей шириной задней поверхности только за счет уменьшения ширины зубьев со сравнительно большей площадью зуба.
[0015] Эта геометрия также позволяет обеспечивать концевую фрезу сравнительно большей канавкой, т.е. канавкой, предшествующей указанному зубу со сравнительно меньшей задней поверхностью, считается, что это также снижает вибрацию за счет обеспечения большей площади удаления стружки, как объяснено выше.
[0016] Другими словами, в соответствии с еще одним (четвертым) аспектом объекта настоящего изобретения обеспечена концевая фреза для чистовой обработки, выполненная с возможностью вращения вокруг центральной оси (AR) вращения, определяющей противоположные осевые направления (DF, DR) вперед и назад и противоположные вращательные предшествующее и последующее направления (DP, DS), предшествующее направление (DP) представляет собой направление резания, концевая фреза содержит: хвостовую часть; и режущую часть, продолжающуюся вперед от хвостовой части к режущей торцевой поверхности; режущая часть содержит: эффективную длину (LE) резания; диаметр (DE); множество выполненных за одно целое зубьев; и множество канавок, чередующихся с множеством зубьев, каждая канавка имеет угол наклона винтовой линии и глубину канавки; каждый зуб содержит: переднюю поверхность; заднюю поверхность, следующую за передней поверхностью и имеющую ширину задней поверхности, измеряемую в плоскости, перпендикулярной оси (AR) вращения; режущую кромку, образованную на пересечении передней и задней поверхностей; заднюю кромку, разнесенную от режущей кромки и образованную на пересечении задней поверхности и поверхности канавки, следующей за зубом; и площадь зуба, образованную между первой радиальной линией, продолжающейся от режущей кромки до центральной оси вращения, и второй радиальной линией, продолжающейся от центральной оси вращения до самой нижней точки последующей канавки; причем в осевом положении в первой половине эффективной длины резания: зубья имеют среднее значение площади зуба, причем один или более зубьев имеют наименьшее значение площади зуба, и один или более зубьев имеют наибольшее значение площади зуба; зубья имеют среднее значение ширины задней поверхности, причем один или более зубьев имеют наименьшее значение ширины задней поверхности, и один или более зубьев имеют наибольшее значение ширины задней поверхности; и по меньшей мере один зуб имеет площадь зуба большую, чем среднее значение площади зуба, и ширину задней поверхности меньшую, чем среднее значение ширины задней поверхности.
[0017] Следует отметить, что применение признаков изобретения в соответствии с вышеуказанными аспектами выполнено в осевом положении в передней половине эффективной длины резания (т.е. в половине эффективной длины резания, которая удалена от хвостовой части концевой фрезы), так как проблема вибрации становится более существенной с увеличением расстояния от надежно удерживаемой хвостовой части концевой фрезы. Следует понимать, что их эффективность увеличивается с увеличением расстояния от хвостовой части (т.е. с приближением к режущей торцевой поверхности). Тем не менее, это не означает, что в ближней половине эффективной длины резания относительно хвостовой части не будет никакого эффекта.
[0018] В третьем и четвертом аспектах, так как площадь зуба по меньшей мере одного зуба имеет большее, чем среднее, значение площади зуба, и его связанная задняя поверхность имеет меньшее, чем среднее, значение ширины задней поверхности, площадь зуба может быть рассмотрена как отрицательно коррелированная с его связанной шириной задней поверхности.
[0019] В соответствии с еще одним дополнительным (пятым) аспектом объекта настоящего изобретения обеспечена концевая фреза для чистовой обработки, содержащая хвостовую часть и режущую часть; причем режущая часть имеет эффективную длину резания большую, чем 2,5DE, и содержит множество зубьев и канавок; причем множество зубьев содержит по меньшей мере два зуба, имеющих разные радиальные передние углы, по меньшей мере некоторые из разных значений радиальных передних углов отличаются от всех других неидентичных значений на 2° или более; и каждая канавка из множества канавок имеет увеличение глубины с увеличением расстояния от хвостовой части.
[0020] С одной стороны, эта геометрия обеспечивает нетипично большую эффективную длину резания, при этом компенсируя большую вибрацию, связанную с увеличенной длиной резания, путем сочетания увеличенной глубины канавки, удаленной от хвостовой части, с существенно разными передними углами для снижения вибрации во время фрезерования.
[0021] В сравнительно более коротких концевых фрезах, представленных на рынке, разные передние углы часто не являются экономически эффективными из-за их относительно небольшого вклада в снижение вибрации, по меньшей мере по сравнению с другими проектными решениями для снижения вибрации. Однако, что касается более длинных концевых фрез и особенно более длинных концевых фрез с большим количеством зубьев (например, 5 или более зубьев, и тем более при увеличении количества зубьев), обнаружено, что обеспечение разных и, в частности, существенно отличающихся радиальных передних углов, достигает сравнительно заметного эффекта снижения вибрации, тем самым оправдывая дополнительную сложность конструкции и затраты на обеспечение разных радиальных передних углов.
[0022] Другими словами, в соответствии с еще одним (шестым) аспектом объекта настоящего изобретения обеспечена концевая фреза для чистовой обработки, выполненная с возможностью вращения вокруг центральной оси (AR) вращения, определяющей противоположные осевые направления (DF, DR) вперед и назад и противоположные вращательные предшествующее и последующее направления (DP, DS), предшествующее направление (DP) представляет собой направление резания, концевая фреза содержит: хвостовую часть; и режущую часть, продолжающуюся вперед от хвостовой части к режущей торцевой поверхности; режущая часть содержит: эффективную длину (LE) резания; диаметр (DE); множество выполненных за одно целое зубьев; и множество канавок, чередующихся с множеством зубьев, каждая канавка имеет угол наклона винтовой линии и глубину канавки; каждый зуб содержит: переднюю поверхность; заднюю поверхность, следующую за передней поверхностью и имеющую ширину задней поверхности, измеряемую в плоскости, перпендикулярной оси (AR) вращения; режущую кромку, образованную на пересечении передней и задней поверхностей; заднюю кромку, разнесенную от режущей кромки и образованную на пересечении задней поверхности и поверхности канавки, следующей за зубом; и площадь зуба, образованную между первой радиальной линией, продолжающейся от режущей кромки до центральной оси вращения, и второй радиальной линией, продолжающейся от центральной оси вращения до самой нижней точки последующей канавки; причем в осевом положении в первой половине эффективной длины резания: зубья имеют среднее значение радиального переднего угла, при этом один или более зубьев имеют наименьшее значение радиального переднего угла, и один или более зубьев имеют наибольшее значение радиального переднего угла; в которой: режущая часть имеет эффективную длину резания более 2,5D; по меньшей мере некоторые зубья с разными значениями радиальных передних углов имеют значения, отличающиеся от всех других неидентичных значений на 2° или более; и каждая канавка из множества канавок имеет увеличение глубины с увеличением расстояния от хвостовой части.
[0023] В пятом и шестом аспектах относительно большая эффективная длина резания и относительно большая разница между значениями радиальных передних углов могут быть рассмотрены как положительная корреляция.
[0024] В соответствии с еще одним дополнительным (седьмым) аспектом объекта настоящего изобретения обеспечена концевая фреза для чистовой обработки, содержащая хвостовую часть и режущую часть; причем режущая часть содержит множество зубьев и канавок; причем множество зубьев содержит по меньшей мере три зуба, имеющих разные радиальные передние углы, по меньшей мере некоторые из разных значений радиальных передних углов отличаются от всех других неидентичных значений на 2° или более; и множество канавок имеют отклонение угла наклона винтовой линии, составляющее 6° или менее.
[0025] С одной стороны, эта геометрия обеспечивает существенно разные радиальные передние углы для снижения вибрации во время фрезерования, компенсируя умеренное отклонение угла наклона винтовой линии (например, отклонение угла наклона винтовой линии, составляющее 6° или менее). Считается, что большое отклонение угла наклона винтовой линии является более эффективным проектным решением, чем различные передние углы, с точки зрения снижения вибрации. Некоторые применения, в которых недостаток умеренного отклонения угла наклона винтовой линии может быть использован с пользой, предназначены, в частности, для сравнительно длинных концевых фрез (например, имеющих эффективную длину резания по меньшей мере 2,5D) и/или концевых фрез со сравнительно большим количеством зубьев (например, 5 или более зубьев).
[0026] Другими словами, в соответствии с еще одним (восьмым) аспектом объекта настоящего изобретения обеспечена концевая фреза для чистовой обработки, выполненная с возможностью вращения вокруг центральной оси (AR) вращения, определяющей противоположные осевые направления (DF, DR) вперед и назад и противоположные вращательные предшествующее и последующее направления (DP, DS), предшествующее направление (DP) представляет собой направление резания, концевая фреза содержит: хвостовую часть; и режущую часть, продолжающуюся вперед от хвостовой части к режущей торцевой поверхности; режущая часть содержит: эффективную длину (LE) резания; диаметр (DE); множество выполненных за одно целое зубьев; и множество канавок, чередующихся с множеством зубьев, каждая канавка имеет угол наклона винтовой линии и глубину канавки; каждый зуб содержит: переднюю поверхность; заднюю поверхность, следующую за передней поверхностью и имеющую ширину задней поверхности, измеряемую в плоскости, перпендикулярной оси (AR) вращения; режущую кромку, образованную на пересечении передней и задней поверхностей; заднюю кромку, разнесенную от режущей кромки и образованную на пересечении задней поверхности и поверхности канавки, следующей за зубом; и площадь зуба, образованную между первой радиальной линией, продолжающейся от режущей кромки до центральной оси вращения, и второй радиальной линией, продолжающейся от центральной оси вращения до самой нижней точки последующей канавки; причем в осевом положении в первой половине эффективной длины резания: канавки имеют среднее значение угла наклона винтовой линии, при этом одна или более канавок имеют наименьшее значение угла наклона винтовой линии, и одна или более канавок имеют наибольшее значение угла наклона винтовой линии; зубья имеют среднее значение радиального переднего угла, при этом один или более зубьев имеют наименьшее значение радиального переднего угла, и один или более зубьев имеют наибольшее значение радиального переднего угла; в которой в осевом положении в первой половине эффективной длины резания: по меньшей мере три зуба имеют разные радиальные передние углы, по меньшей мере некоторые из разных значений радиальных передних углов отличаются от всех других неидентичных значений на 2° или более, и канавки имеют отклонение угла наклона винтовой линии, составляющее 6° или менее.
[0027] В седьмом и восьмом аспектах относительно большая разница между значениями радиальных передних углов и относительно небольшое отклонение углов наклона винтовой линии могут быть рассмотрены как отрицательная корреляция.
[0028] Следует понимать, что выражение «отрицательная корреляция» в описании и формуле изобретения не следует интерпретировать в соответствии со строгим математическим определением, согласно которому при увеличении одной переменной другая соответственно уменьшается, а следует понимать с учетом описания и формулы изобретения заявки, которые в общем описывают это понятие в связи с физическим объектом, в частности, концевой фрезой. Соответствующее понимание следует подобным образом применять к любой «положительной корреляции» в описании и формуле изобретения.
[0029] Дополнительно следует понимать, что аспекты, если явно не указано, также могут быть полезны для концевых фрез с эффективной длиной резания менее 2,5D.
[0030] Подобным образом, хотя концевая фреза в соответствии с изобретением разработана для чистовой обработки и главным образом испытывалась на материалах высокой твердости, следует понимать, что считается, что признаки такой концевой фрезы в соответствии с любым из аспектов также могут быть высокоэффективными для применений, отличных от чистовой обработки, и даже для обработки менее твердых материалов заготовки.
[0031] В соответствии с еще одним (девятым) аспектом обеспечена концевая фреза для чистовой обработки, выполненная с возможностью вращения вокруг центральной оси (AR) вращения, определяющей противоположные осевые направления (DF, DR) вперед и назад и противоположные вращательные предшествующее и последующее направления (DP, DS), предшествующее направление (DP) представляет собой направление резания, концевая фреза может содержать: хвостовую часть; и режущую часть, продолжающуюся вперед от хвостовой части к режущей торцевой поверхности; режущая часть содержит: эффективную длину (LE) резания; диаметр (DE); множество выполненных за одно целое зубьев; и множество канавок, чередующихся с множеством зубьев, каждая канавка имеет угол наклона винтовой линии и глубину канавки; каждый зуб содержит: переднюю поверхность; заднюю поверхность, следующую за передней поверхностью и имеющую ширину задней поверхности, измеряемую в плоскости, перпендикулярной оси (AR) вращения; режущую кромку, образованную на пересечении передней и задней поверхностей; заднюю кромку, разнесенную от режущей кромки и образованную на пересечении задней поверхности и поверхности канавки, следующей за зубом; и площадь зуба, образованную между первой радиальной линией, продолжающейся от режущей кромки до центральной оси вращения, и второй радиальной линией, продолжающейся от центральной оси вращения до самой нижней точки последующей канавки; причем в осевом положении в первой половине эффективной длины резания: канавки имеют среднее значение угла наклона винтовой линии, при этом одна или более канавок имеют наименьшее значение угла наклона винтовой линии, и одна или более канавок имеют наибольшее значение угла наклона винтовой линии; зубья имеют среднее значение радиального переднего угла, при этом один или более зубьев имеют наименьшее значение радиального переднего угла, и один или более зубьев имеют наибольшее значение радиального переднего угла; зубья имеют среднее значение площади зуба, причем один или более зубьев имеют наименьшее значение площади зуба, и один или более зубьев имеют наибольшее значение площади зуба; и зубья имеют среднее значение ширины задней поверхности, причем один или более зубьев имеют наименьшее значение ширины задней поверхности, и один или более зубьев имеют наибольшее значение ширины задней поверхности.
[0032] Также следует понимать, что вышеописанное представляет собой краткое изложение, и что любой из вышеуказанных аспектов может дополнительно содержать любой из признаков, описанных ниже. В частности, следующие признаки, либо отдельно, либо в сочетании, могут быть применимы к любому из вышеуказанных аспектов:
A. В осевом положении в по меньшей мере передней половине эффективной длины резания канавки могут иметь среднее значение угла наклона винтовой линии, при этом одна или более канавок имеют наименьшее значение угла наклона винтовой линии, и одна или более канавок имеют наибольшее значение угла наклона винтовой линии.
B. В осевом положении в по меньшей мере передней половине эффективной длины резания зубья могут иметь среднее значение радиального переднего угла, при этом один или более зубьев имеют наименьшее значение радиального переднего угла, и один или более зубьев имеют наибольшее значение радиального переднего угла.
C. В осевом положении в по меньшей мере передней половине эффективной длины резания зубья могут иметь среднее значение площади зуба, причем один или более зубьев имеют наименьшее значение площади зуба, и один или более зубьев имеют наибольшее значение площади зуба.
D. В осевом положении в по меньшей мере передней половине эффективной длины резания зубья могут иметь среднее значение ширины задней поверхности, причем один или более зубьев имеют наименьшее значение ширины задней поверхности, и один или более зубьев имеют наибольшее значение ширины задней поверхности.
E. Концевая фреза может быть выполнена с возможностью фрезерования материалов высокой твердости (например, материалов с твердостью 38-65 HRc (по Роквеллу)). Например, некоторые известные материалы этого типа могут представлять собой материалы, известные как D2, H13 и P20.
F. Концевая фреза может быть выполнена с возможностью вращения вокруг центральной оси (AR) вращения.
G. Центральная ось (AR) вращения может определять противоположные осевые направления (DF, DR) вперед и назад и противоположные вращательные предшествующее и последующее направления (DP, DS), предшествующее направление (DP) представляет собой направление резания. Следует понимать, что «передняя половина» эффективной длины резания представляет собой половину, которая находится дальше в направлении вперед, чем оставшаяся половина. Другими словами, «передняя половина» представляет собой половину, удаленную от хвостовой части.
H. Концевая фреза может содержать хвостовую часть и режущую часть, продолжающуюся вперед от хвостовой части к режущей торцевой поверхности.
I. Концевая фреза или, точнее, режущая часть концевой фрезы может содержать эффективную длину (LE) резания, диаметр (DE), множество выполненных за одно целое зубьев, и множество канавок, чередующихся с множеством зубьев, причем каждая из канавок имеет угол наклона винтовой линии и глубину канавки. В качестве уточнения, канавки могут иметь различные углы наклона винтовой линии, которые изменяются в разных осевых положениях, тем не менее, в каждом осевом положении, таком как показанные на Фиг. 3-6, имеется значение угла наклона винтовой линии. Дополнительно, диаметр DE может отличаться в разных осевых положениях (обозначено в настоящем документе как DEI, DEII… и т.д.).
J. Зуб может содержать: переднюю поверхность; заднюю поверхность, следующую за передней поверхностью и имеющую ширину задней поверхности, измеряемую в плоскости, перпендикулярной оси (AR) вращения; режущую кромку, образованную на пересечении передней и задней поверхностей; заднюю кромку, разнесенную от режущей кромки и образованную на пересечении задней поверхности и поверхности канавки, следующей за зубом; и площадь зуба, образованную между первой радиальной линией, продолжающейся от режущей кромки до центральной оси вращения, и второй радиальной линией, продолжающейся от центральной оси вращения до самой нижней точки последующей канавки.
K. В осевом положении в первой половине эффективной длины резания: по меньшей мере один зуб может иметь радиальный передний угол меньший, чем среднее значение радиального переднего угла множества зубьев концевой фрезы; и канавка, предшествующая каждому по меньшей мере одному зубу, может иметь угол наклона винтовой линии больший, чем среднее значение угла наклона винтовой линии множества канавок концевой фрезы. Предпочтительно, по меньшей мере два зуба могут иметь радиальный передний угол меньший, чем среднее значение радиального переднего угла множества зубьев концевой фрезы; и канавка, предшествующая каждому зубу из по меньшей мере одного зуба, может иметь угол наклона винтовой линии больший, чем среднее значение угла наклона винтовой линии множества канавок концевой фрезы. Более предпочтительно, угол наклона винтовой линии может быть равен наибольшему значению из диапазона углов наклона винтовой линии множества канавок. Подобным образом, предпочтительно, что радиальный передний угол может быть равен наименьшему значению радиального переднего угла множества зубьев. Наиболее предпочтительно, всем зубьям с радиальным передним углом, равным наименьшему значению радиального переднего угла множества зубьев, может предшествовать канавка с углом наклона винтовой линии большим, чем среднее значение угла наклона винтовой линии множества канавок, предпочтительно, с наибольшим значением угла наклона винтовой линии множества канавок. Предпочтительно, за каждой канавкой из большей части канавок, имеющих угол наклона винтовой линии больший, чем среднее значение угла наклона винтовой линии множества канавок, следует зуб, имеющий радиальный передний угол меньший, чем среднее значение радиального переднего угла множества зубьев.
L. В осевом положении в первой половине эффективной длины резания по меньшей мере один зуб из множества зубьев может иметь: радиальный передний угол, который равен наибольшему из диапазона радиальных передних углов множества зубьев; и канавка, предшествующая каждому по меньшей мере одному зубу, может иметь угол наклона винтовой линии, который меньше, чем наибольший угол наклона винтовой линии, и больше, чем наименьший угол наклона винтовой линии, множества канавок.
M. В осевом положении в первой половине эффективной длины резания: по меньшей мере один зуб из множества зубьев может иметь радиальный передний угол больший, чем среднее значение радиального переднего угла множества зубьев концевой фрезы; и канавка, предшествующая каждому зубу из по меньшей мере одного зуба, может иметь угол наклона винтовой линии меньший, чем среднее значение угла наклона винтовой линии множества канавок концевой фрезы.
N. Множество зубьев может включать в себя по меньшей мере два, предпочтительно три и наиболее предпочтительно большую часть зубьев, имеющих разные радиальные передние углы. По меньшей мере часть и предпочтительно большая часть разных значений радиальных передних углов отличаются от всех других неидентичных значений на 2° или более. Предпочтительно каждое значение радиального переднего угла отличается от всех других неидентичных значений в соответствии с условием: 3°±1°.
O. Множество канавок могут иметь отклонение угла наклона винтовой линии, составляющее 6° или менее. В качестве уточнения, это означает, что наибольшее значение угла наклона винтовой линии и наименьшее значение угла наклона винтовой линии всех из множества канавок отличаются на 6° или менее. Предпочтительно, все углы наклона винтовой линии концевой фрезы могут находиться в диапазоне от 35° до 41°. Наиболее предпочтительно, отклонение угла наклона винтовой линии составляет 4° или менее.
P. Последовательные канавки могут иметь разные углы наклона винтовой линии, которые отличаются на 3° или менее, предпочтительно на 2° или менее.
Q. Каждая из множества канавок может иметь увеличение глубины с увеличением расстояния от хвостовой части. Глубина канавки на заднем конце концевой фрезы предпочтительно может составлять от 10% до 14% от диаметра (DEV). Глубина канавки на переднем конце концевой фрезы предпочтительно может составлять от 16% до 20% от диаметра (DEI).
R. В осевом положении в передней половине эффективной длины резания по меньшей мере один зуб, предпочтительно по меньшей мере два зуба из множества зубьев могут иметь площадь зуба большую, чем средняя площадь зуба множества зубьев, и ширину задней поверхности меньшую, чем среднее значение ширины задней поверхности множества зубьев. Однако может быть предпочтительно, что по большей мере только меньшая часть зубьев из множества зубьев имеет площадь зуба большую, чем средняя площадь зуба множества зубьев, и ширину задней поверхности меньшую, чем среднее значение ширины задней поверхности множества зубьев.
S. Осевое положение в передней половине эффективной длины резания предпочтительно может находиться в передней трети эффективной длины резания.
T. Известные концевые фрезы обычно имеют эффективную длину резания, составляющую 2DE или менее. Однако концевая фреза в соответствии с объектом по меньшей мере одного из вышеуказанных аспектов, опционально, может быть обеспечена эффективной длиной резания, равной или даже превышающей 2,5DE. Первоначальное испытание режущей части с эффективной длиной резания, составляющей 4DE, которая в то время считалась чрезвычайно длинной, было успешным. Соответственно, эффективная длина резания может быть равна или даже превышать 3,5DE. После испытания концевой фрезы с эффективной длиной резания, составляющей 4DE, также была успешно испытана концевая фреза, имеющая режущую часть с эффективной длиной резания, составляющей 6DE. Соответственно, эффективная длина резания может быть равна или даже превышать 5,5DE. После указанного испытания предпочтительная эффективная длина резания может удовлетворять условию 6DE±2DE или даже 6DE±1DE. Однако следует понимать, что преимущества объекта настоящего изобретения могут быть использованы также для концевых фрез, имеющих эффективную длину резания менее 2,5DE, что длину, даже превышающую определенную выше длину, не следует рассматривать как выходящую за пределы объема охраны формулы изобретения, если это явно не указано.
U. В направлении назад от режущей торцевой поверхности индексные углы между каждой смежной парой режущих кромок в поперечных сечениях режущей части могут приближаться к равенству и затем расходиться от него. Предпочтительно указанные индексные углы могут приближаться к равенству с приближением к середине эффективной длины резания.
V. Индексные углы на переднем конце концевой фрезы могут соответствовать индексным углам на заднем конце эффективной длины резания. Большинство индексных углов на переднем конце концевой фрезы могут быть неравными.
W. Диаметр DE концевой фрезы может представлять собой постоянное значение по всей эффективной длине резания (не учитывая различия меньше около 30 мкм). Предпочтительно, диаметр концевой фрезы может быть наибольшим на торцевой поверхности и уменьшаться с приближением к хвостовой части и составлять менее 30 мкм. При интерпретации формулы изобретения рассматриваемый диаметр должен представлять собой диаметр в указанном осевом положении или, если не указано, диаметр на торцевой поверхности.
X. Внешняя кромка режущей части может быть цилиндрической.
Y. Множество зубьев предпочтительно равно или больше пяти зубьев. Что касается описанных выше применений, большое количество зубьев составляет по меньшей мере пять. Однако увеличение количества зубьев уменьшает доступное пространство для канавок. Соответственно, множество зубьев предпочтительно равно или меньше 11 зубьев. Наиболее предпочтительно множество зубьев равно 5, 7 или 9 зубьям, причем 7 зубьев считаются наиболее предпочтительным количеством зубьев с учетом пространства для канавок. Предпочтительно, множество зубьев представляет собой нечетное количество зубьев для снижения вибрации за счет несимметричности.
Z. Все зубья из множества зубьев могут быть гладкими (т.е. незазубренными). Это может обеспечивать лучшую чистовую обработку поверхности заготовки. Под выражением «зазубренный» понимается, что на зубе смежно друг с другом образовано множество форм пик-гребень (хотя и не обязательно строго синусоидальных по форме). Соответственно, «гладкий» зуб в соответствии с настоящим описанием и формулой изобретения может по-прежнему иметь одну форму пик-гребень-пик (или даже несколько значительно разнесенных друг от друга, например, на расстояние, превышающее четверть эффективной длины резания), которая служит в качестве стружколома, а не для грубой резки, для которой предназначен зазубренный зуб. Это связано с тем, что единичный стружколом по-прежнему может обеспечивать хорошую чистовую обработку поверхности, несмотря на то, что гладкий зуб без какого-либо стружколома может обеспечивать немного лучшую чистовую обработку поверхности и может быть предпочтителен для некоторых применений.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0033] Для лучшего понимания объекта настоящего изобретения и для демонстрации того, как оно может быть реализовано на практике, ниже сделана ссылка на сопровождающие чертежи, на которых:
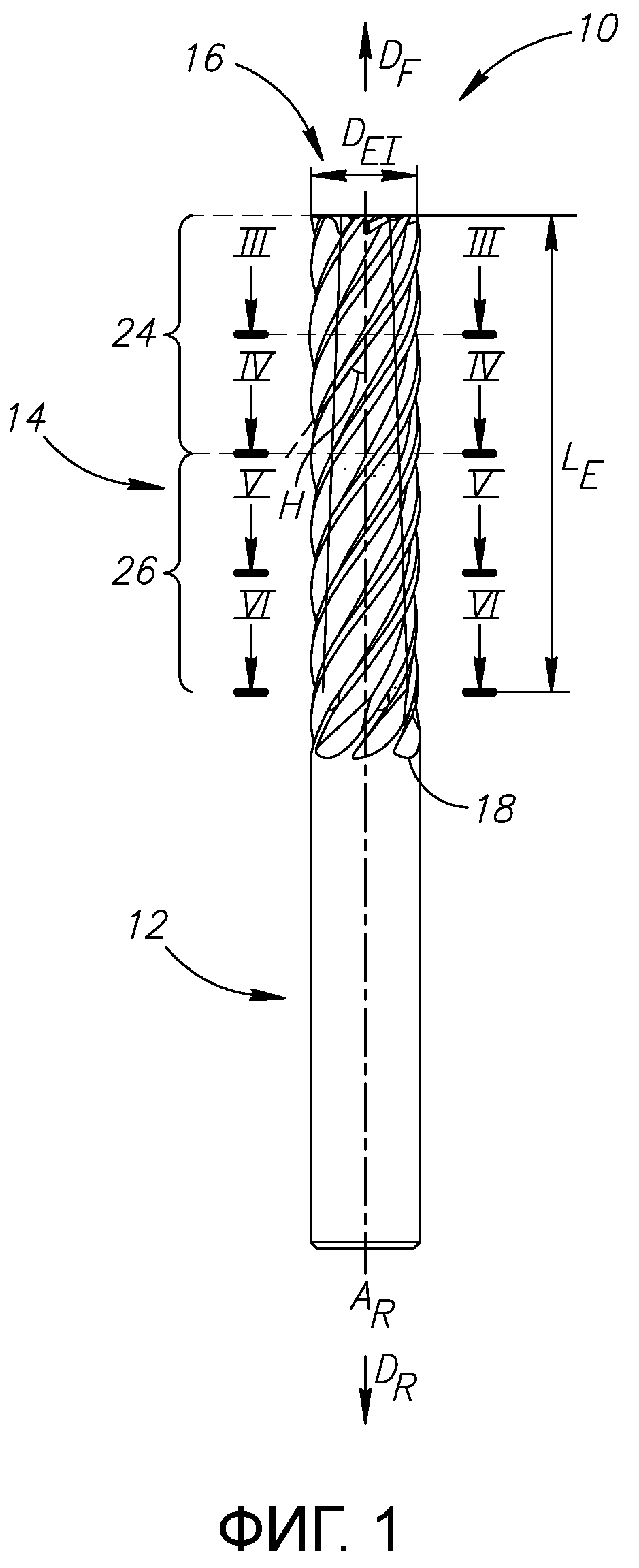
Фиг. 1 представляет собой вид сбоку концевой фрезы в соответствии с объектом настоящего изобретения;
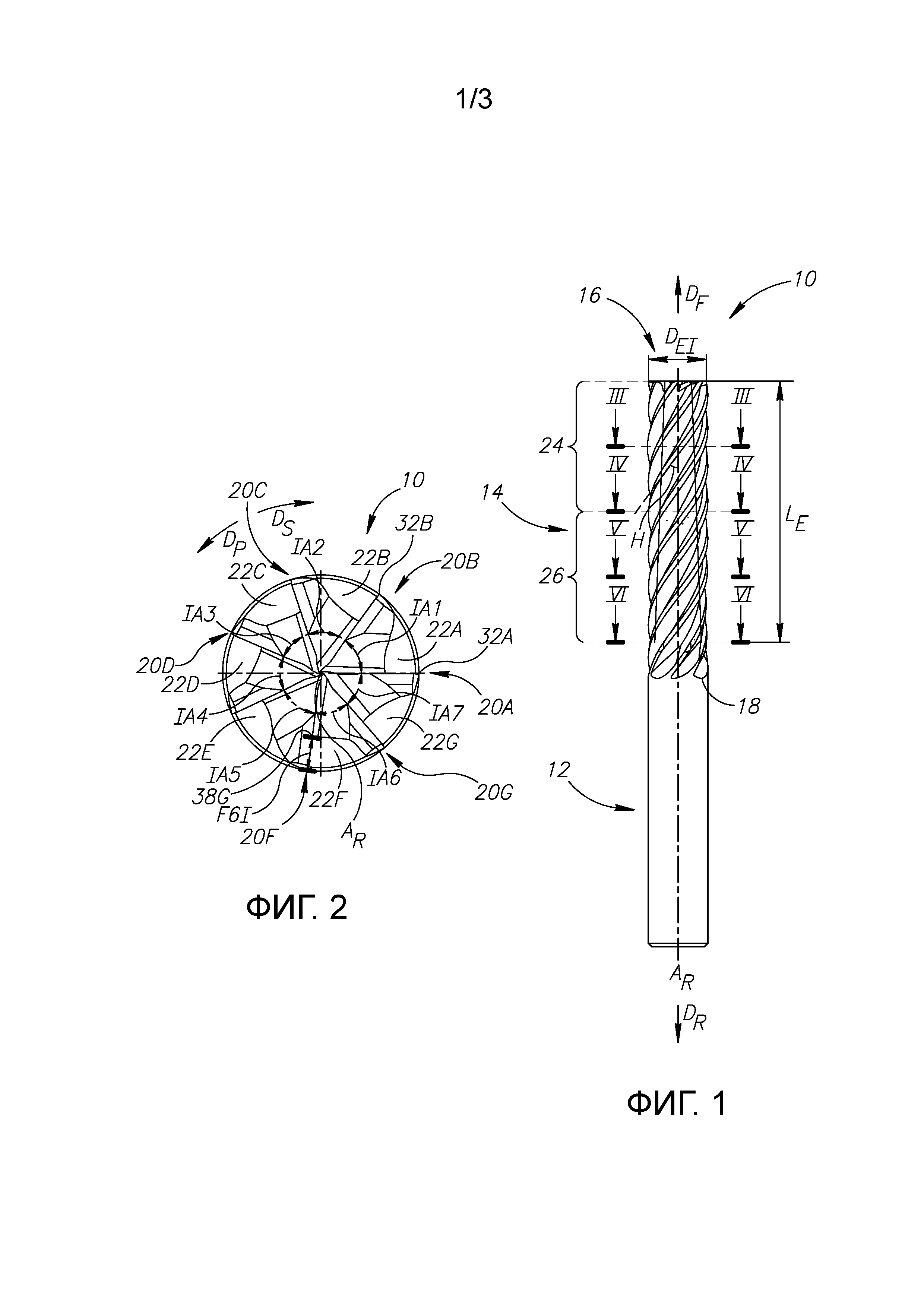
Фиг. 2 представляет собой вид режущей торцевой поверхности концевой фрезы, показанной на Фиг. 1, вдоль оси AR вращения, т.е. на переднем конце концевой фрезы;
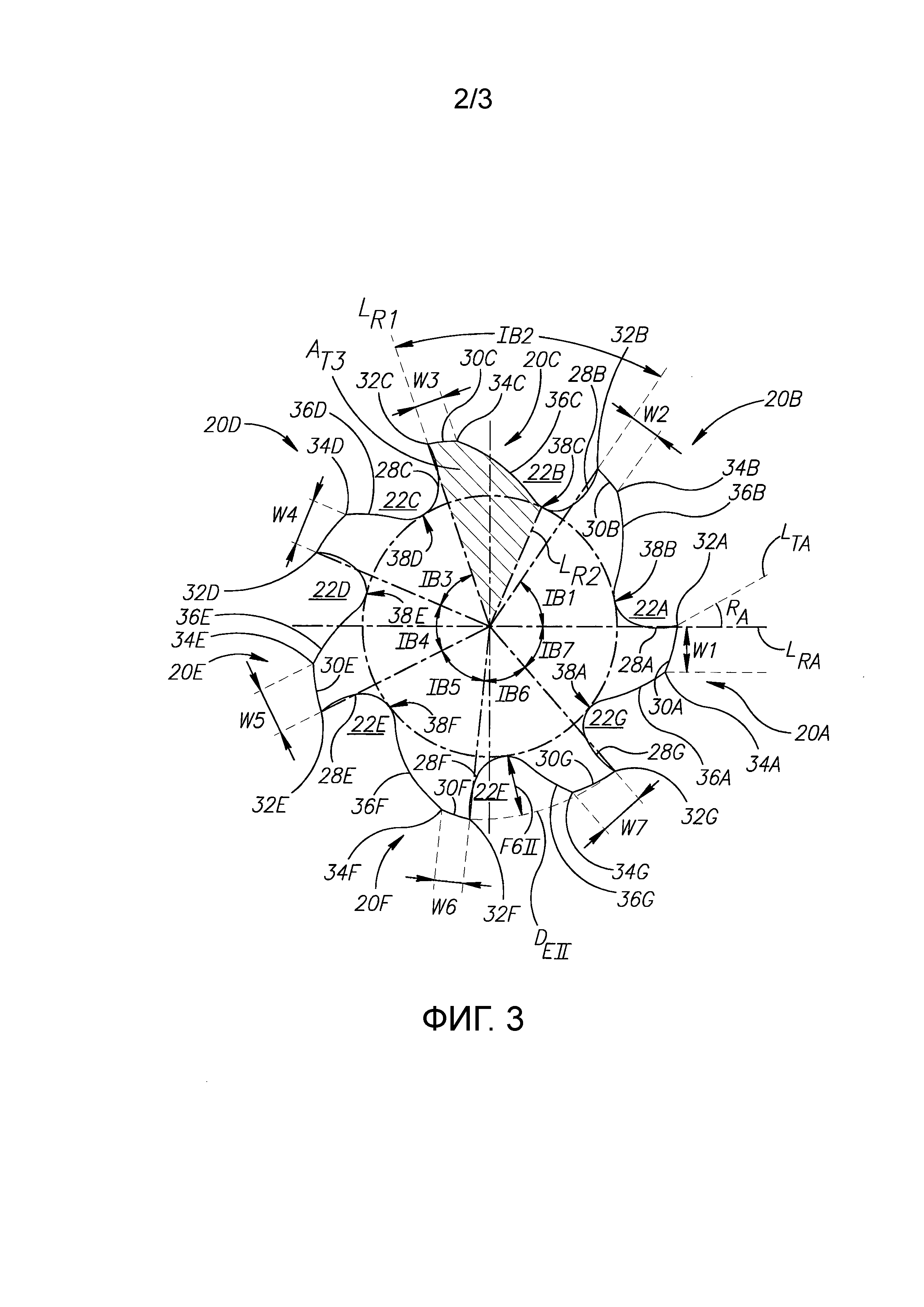
Фиг. 3 представляет собой вид в сечении по линии III-III, показанной на Фиг. 1, соответствующий осевому положению в передней четверти эффективной длины резания режущей части;
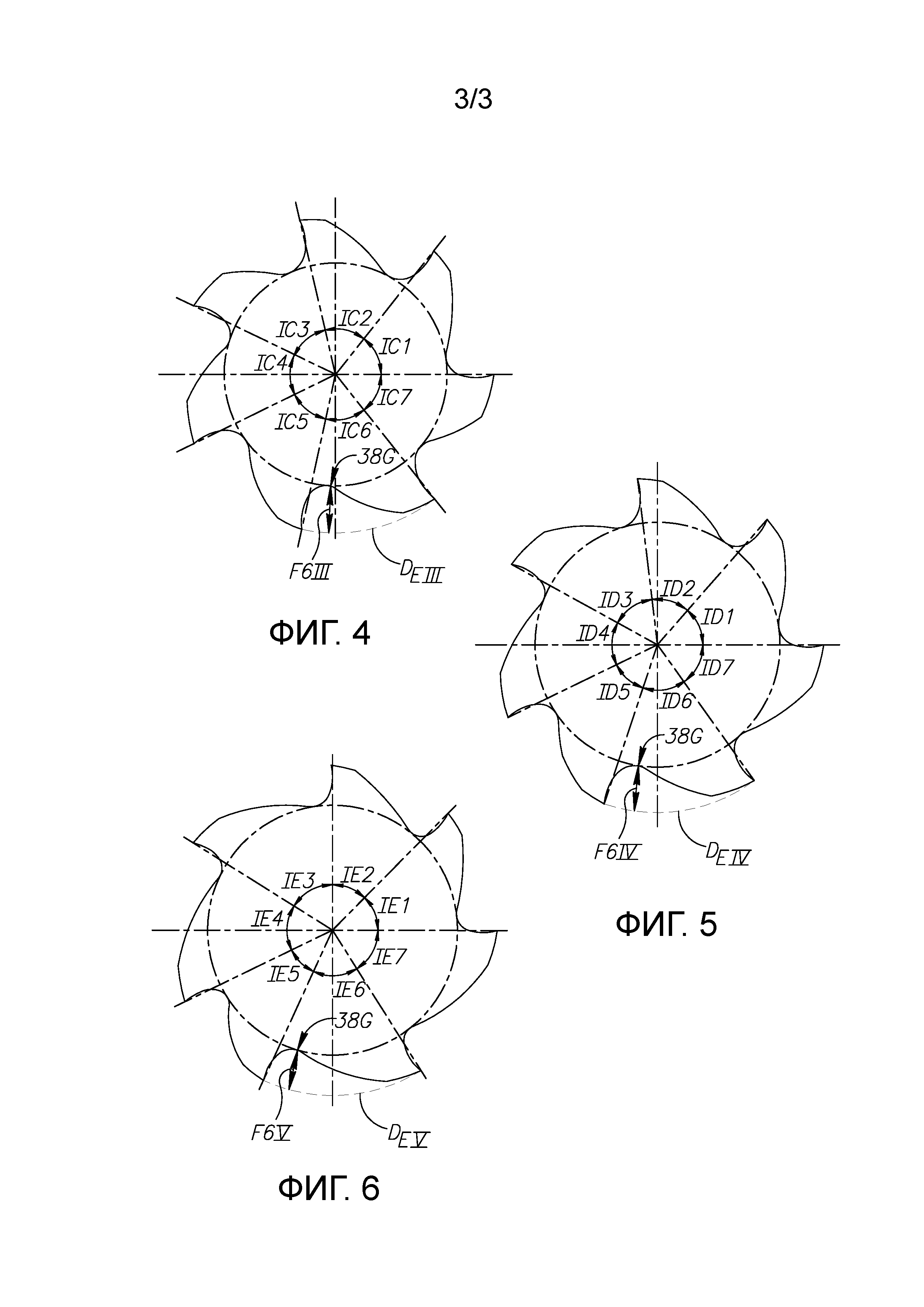
Фиг. 4 представляет собой вид в сечении по линии IV-IV, показанной на Фиг. 1, соответствующий осевому положению в середине эффективной длины резания режущей части;
Фиг. 5 представляет собой вид в сечении по линии V-V, показанной на Фиг. 1, соответствующий осевому положению в задней четверти эффективной длины резания режущей части; и
Фиг. 6 представляет собой вид в сечении по линии VI-VI, показанной на Фиг. 1, соответствующий заднему осевому положению, т.е. заднему концу эффективной длины резания режущей части.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0034] Фиг. 1 и 2 иллюстрируют концевую фрезу 10, как правило, выполненную из очень твердого и износостойкого материала, такого как цементированный карбид, выполненную с возможностью вращения вокруг центральной оси AR вращения, которая проходит в продольном направлении через ее центр.
[0035] Центральная ось AR вращения определяет противоположные осевые направления DF, DR вперед и назад, и противоположные вращательные предшествующее и последующее направления DP, DS, причем предшествующее направление DP является направлением резания.
[0036] Концевая фреза 10 содержит хвостовую часть 12 и режущую часть 14, продолжающуюся в направлении DF вперед от нее.
[0037] Режущая часть 14 продолжается в направлении DR назад от режущей торцевой поверхности 16 до самого дальнего конца 18 канавки.
[0038] Режущая часть 14 выполнена за одно целое c первым, вторым, третьим, четвертым, пятым, шестым и седьмым зубьями 20A, 20B, 20C, 20D, 20E, 20F, 20G, чередующимися с винтовыми первой, второй, третьей, четвертой, пятой, шестой и седьмой канавками 22А, 22B, 22C, 22D, 22E, 22F, 22G.
[0039] Для объяснения относительной терминологии, используемой в настоящем документе, например, первая канавка 22А расположена смежно с первым зубом 20A в предшествующем направлении (DP), и в связи с этим может быть описана как канавка, которая предшествует первому зубу 20A. Другим примером является, что седьмая канавка 22G следует за первым зубом 20A, или, другими словами, что первый зуб 20A предшествует седьмой канавке 22G, и т.д.
[0040] Как показано на Фиг. 1, каждая канавка 22 имеет угол H наклона винтовой линии, образованный с центральной осью AR вращения. Следует понимать, что углы наклона винтовой линии различных канавок необязательно должны быть одинаковыми, и что угол наклона винтовой линии любой заданной канавки может быть не постоянным по всей ее длине вдоль эффективной длины LE резания.
[0041] Эффективная длина LE резания режущей части 14 продолжается от режущей торцевой поверхности 16 до осевого положения, в котором задние поверхности зуба больше не эффективны, как видно в этом примере в осевом положении, обозначенном ссылочной позицией «29» (в этом примере осевое положение конца эффективной длины резания LE совпадает с сечением VI-VI).
[0042] Внешняя кромка режущей части 14 в качестве примера является цилиндрической. Точнее, с учетом, что это является преимуществом, диаметр DE концевой фрезы при увеличении до величины мкм больше на режущей торцевой поверхности 16, чем в положениях ближе к хвостовой части 12. Другими словами, диаметр DE уменьшается с приближением к хвостовой части 12. Таким образом DEI больше, чем DEII, который, в свою очередь, больше, чем DEIII, который, в свою очередь, больше, чем DEIV, который, в свою очередь, больше, чем DEV. Также в некоторых вариантах осуществления все режущие зубья 20A, 20B, 20C, 20D, 20E, 20F, 20G могут в одинаковой степени продолжаться радиально наружу для установления диаметра DE.
[0043] Как показано на непрерывном виде зубьев 20 на Фиг. 1, зубья 20 являются незазубренными.
[0044] На Фиг. 2 показаны первый, второй, третий, четвертый, пятый, шестой и седьмой индексные углы IA1, IA2, IA3, IA4, IA5, IA6, IA7.
[0045] Обратимся к Фиг. 1, помимо режущей торцевой поверхности 16, т.е. передней части эффективной длины LE резания, и сечения VI-VI на заднем конце эффективной длины LE резания, для пояснения выбраны промежуточные осевые положения или сечения (или виды плоскости, перпендикулярной центральной оси AR вращения). Например: сечение III-III соответствует осевому положению или сечению в направлении назад от режущей торцевой поверхности 16 на четверть эффективной длины LE резания; сечение IV-IV соответствует осевому положению или сечению в направлении назад от сечения III-III на четверть эффективной длины LE резания и в связи с этим представляет середину эффективной длины LE резания; сечение V-V соответствует осевому положению или сечению в направлении назад от сечения IV-IV на четверть эффективной длины LE резания; и сечение VI-VI представляет собой осевое положение или сечение в направлении назад от сечения V-V на четверть эффективной длины LE резания.
[0046] Соответственно, передняя половина 24 эффективной длины LE резания продолжается от сечения IV-IV до режущей торцевой поверхности 16, а задняя половина 26 эффективной длины LE резания продолжается от сечения IV-IV до сечения VI-VI.
[0047] С использованием Фиг. 3 для наглядности, определены некоторые дополнительные признаки. Каждый зуб 20 содержит: первую, вторую, третью, четвертую, пятую, шестую и седьмую передние поверхности (28A, 28B, 28C, 28D, 28E, 28F, 28G); первую, вторую, третью, четвертую, пятую, шестую и седьмую задние поверхности (30A, 30B, 30C, 30D, 30E, 30F, 30G), следующие за каждой смежной передней поверхностью 28 и имеющие первую, вторую, третью, четвертую, пятую, шестую и седьмую ширину (W1, W2, W3, W4, W5, W6, W7) задней поверхности; первую, вторую, третью, четвертую, пятую, шестую и седьмую режущие кромки (32A, 32B, 32C, 32D, 32E, 32F, 32G), образованные на соответствующих пересечениях передних и задних поверхностей 28, 30; первую, вторую, третью, четвертую, пятую, шестую и седьмую задние кромки (34А, 34B, 34C, 34D, 34E, 34F, 34G) на последующем конце каждой задней поверхности 30; и первую, вторую, третью, четвертую, пятую, шестую и седьмую поверхности (36A, 36B, 36C, 36D, 36E, 36F, 36G) канавок, следующие за каждой задней кромкой (34А, 34B, 34C, 34D, 34E, 34F, 34G). Каждая поверхность 36 канавки продолжается в последующем направлении DS, пока она не достигнет смежной первой, второй, третьей, четвертой, пятой, шестой или седьмой самой нижней точки (38A, 38B, 38C, 38D, 38E, 38F, 38G).
[0048] Для объяснения измерения ширины W задних поверхностей на конкретном примере измеряют первую заднюю поверхность W1 от первой режущей кромки 32A до задней кромки 34A, причем задняя кромка 34A в этом примере образует точку перегиба в плоскости, перпендикулярной оси AR вращения. В качестве уточнения, радиальную линию продолжают от центральной оси AR вращения до первой режущей кромки 32A, и наносят вторую линию, параллельную радиальной линии, пересекающую заднюю кромку 34A, и измеряют расстояние между двумя линиями для получения ширины. Как показано, за первой задней поверхностью W1 следует первая поверхность 36A канавки, которая имеет другой наклон. Следует понимать, что в сечении вдоль эффективной длины LE резания задние поверхности 30 углублены от площади диаметра DE резания, за исключением режущих кромок 32. В случае, когда задняя поверхность 30 содержит множество задних подповерхностей (не показаны), задняя кромка (т.е. перегиб на виде в сечении), которая должна рассматриваться для измерения ширины, представляет собой ту, которая находится ближе всего к самой нижней точке канавки (а не к режущей кромке).
[0049] Каждый зуб 20 содержит площадь AT зуба. Площадь AT зуба образована между первой радиальной линией LR1, продолжающейся от режущей кромки 32 до центральной оси AR вращения, и второй радиальной линией LR2, продолжающейся от центральной оси AR вращения до самой нижней точки 38, следующей за режущей кромкой 32. Для объяснения на конкретном примере, третья площадь AT3 зуба, показанная для наглядности штриховкой, образована между первой радиальной линией LR1, продолжающейся от третьей режущей кромки 32C до центральной оси AR вращения, и второй радиальной линией LR2, продолжающейся от центральной оси AR вращения до третьей самой нижней точки 38C, следующей за третьей режущей кромкой 32C.
[0050] В настоящем примере на виде в сечении, показанном на Фиг. 3, зубья с наибольшими площадями зубьев представляют собой второй, третий и шестой зубья (20B, 20C, 20F) (которые могут быть визуально оценены посредством чертежей радиальных линий на каждом из них, как объяснено в отношении третьего зуба 2°C в предшествующем абзаце). Каждый из второго, третьего и шестого зубьев (20B, 20C, 20F) имеет площадь AT зуба большую, чем средняя площадь Aμ зуба (не показано). Средняя площадь Aμ зуба может быть вычислена с помощью уравнения Aμ=ΣATi/n (где Ti - значение конкретной площади зуба, а n - количество зубьев).
[0051] Каждый зуб 20 имеет радиальный передний угол R, измеряемый между радиальной линией, продолжающейся от центральной оси AR вращения до режущей кромки 32, и касательной линией LT, продолжающейся по касательной от связанной передней поверхности 28. Для объяснения на конкретном примере, первый радиальный передний угол RA измеряется между первой радиальной линией LRA и первой касательной линией LTA от первой передней поверхности 28A.
[0052] В настоящем примере на виде в сечении, показанном на Фиг. 3, зубьями с наименьшими радиальными передними углами являются третий и шестой зубья (20C, 20F). Зубьями с наибольшими радиальными передними углами являются второй, четвертый и седьмой зубья (20B, 20D, 20G). Зубьями, имеющими радиальные передние углы большие, чем наименьшие радиальные передние углы и меньшие, чем наибольшие радиальные передние углы, являются первый и пятый зубья (20A, 20E).
[0053] В этом примере третий и шестой зубья (20C, 20F) имеют радиальные передние углы, составляющие 6°, второй, четвертый и седьмой зубья (20B, 20D, 20G) имеют радиальные передние углы, составляющие 12°, и первый и пятый зубья (20A, 20E) имеют радиальные передние углы, составляющие 9°. Средний радиальный передний угол Rμ может быть вычислен с помощью уравнения Rμ=ΣRi/n (где Ri - значение конкретного радиального переднего угла, а n - количество зубьев). В этом примере средний радиальный передний угол вычисляется следующим образом: Rμ=(6+6+12+12+12+9+9)/7=9,43°. В связи с этим в этом примере второй, четвертый и седьмой зубья (20B, 20D, 20G) имеют радиальные передние углы большие, чем средний радиальный передний угол, а остальные зубья имеют радиальные передние углы меньшие, чем средний радиальный передний угол.
[0054] В настоящем примере канавками с наибольшими углами Н наклона винтовой линии являются третья и шестая канавки (22C, 22F). Канавками с наименьшими углами наклона винтовой линии являются первая и пятая канавки (22А, 22E). Канавками, имеющими углы наклона винтовой линии большие, чем наименьшие углы наклона винтовой линии и меньшие, чем наибольшие углы наклона винтовой линии, являются вторая, четвертая и седьмая канавки (22B, 22D, 22G). В этом примере третья и шестая канавки (22C, 22F) имеют углы наклона винтовой линии, составляющие 37°, вторая, четвертая и седьмая канавки (22B, 22D, 22G) имеют углы наклона винтовой линии, составляющие 36°, и первая и пятая канавки (22А, 22E) имеют углы наклона винтовой линии, составляющие 35°. Средний угол H наклона винтовой линииμ может быть вычислен с помощью уравнения Hμ=ΣHi/n (где Hi - значение конкретного угла наклона винтовой линии, а n - количество зубьев). В этом примере средний угол наклона винтовой линии вычисляется следующим образом: Hμ=(37+37+36+36+36+35+35)/7=36°.
[0055] В связи с этим в этом примере вторая, четвертая и седьмая канавки (22B, 22D, 22G) имеют углы наклона винтовой линии, равные среднему углу наклона винтовой линии, первая и пятая канавки (22А, 22E) имеют углы наклона винтовой линии меньшие, чем средний угол наклона винтовой линии, и третья и шестая канавки (22C, 22F) имеют углы наклона винтовой линии большие, чем средний угол наклона винтовой линии.
[0056] Поскольку третий и шестой зубья имеют радиальные передние углы, которые меньше, чем средний угол, и их связанные третья и шестая канавки имеют углы наклона винтовой линии, которые больше, чем средний угол, третий и шестой зубья могут рассматриваться как имеющие радиальные передние углы, которые отрицательно коррелированы с соответствующими связанными углами наклона винтовой линии третьей и шестой канавок.
[0057] Каждая канавка 22 имеет глубину F канавки. Глубина F канавки измеряется между самой нижней точкой 38 связанной канавки 22 и диаметром DE на связанном виде в сечении. Глубина F канавки может увеличиваться с увеличением расстояния от хвостовой части 12.
[0058] В настоящем примере со ссылкой на Фиг. 2 первая глубина F6I канавки шестой канавки 22F показана на режущей торцевой поверхности 16 и в этом осевом положении имеет наибольшую глубину канавки по сравнению с положениями, находящимися ближе к хвостовой части 12. В частности, первая глубина F6I канавки измеряется между седьмой самой нижней точкой 38G (отметим, что самые нижние точки пронумерованы совместно с предшествующим зубом) и диаметром DE. Другие глубины шестой канавки 22F проиллюстрированы на оставшихся чертежах. Каждая глубина канавки, находящаяся ближе к хвостовой части 12, имеет относительно меньшую величину, чем в положениях ближе к режущей торцевой поверхности 16. Например, первая глубина F6I канавки на режущей торцевой поверхности 16 глубже, т.е. больше по величине, чем вторая глубина F6II канавки шестой канавки 22F, показанной на Фиг. 3. Подобным образом, вторая глубина F6II канавки глубже, чем третья глубина F6III канавки, показанная на Фиг. 4, которая, в свою очередь, глубже, чем четвертая глубина F6IV канавки, показанная на Фиг. 5, которая, в свою очередь, глубже, чем пятая глубина F6V канавки, показанная на Фиг. 6.
[0059] На Фиг. 2 показаны индексные углы, измеряемые между режущими кромками 32. Например, первый индексный угол IA1 измеряется между первой режущей кромкой 32A и второй режущей кромкой 32B. Подобным образом, показаны второй, третий, четвертый, пятый, шестой и седьмой индексные углы (IA2, IA3, IA4, IA5, IA6, IA7).
[0060] В настоящем примере первый индексный угол IA1 равен 57,4°, второй индексный угол IA2 равен 57,9°, третий индексный угол IA3 равен 45,3°, четвертый индексный угол IA4 равен 45°, пятый индексный угол IA5 равен 63,9°, шестой индексный угол IA6 равен 45,2°, и седьмой индексный угол IA7 равен 45,3°.
[0061] На Фиг. 3 первый, второй, третий, четвертый, пятый, шестой и седьмой индексные углы (IB1, IB2, IB3, IB4, IB5, IB6, IB7) также соответствуют первой, второй, третьей, четвертой, пятой, шестой и седьмой канавкам (22А, 22B, 22C, 22D, 22E, 22F, 22G) но имеют различные значения для первого, второго, третьего, четвертого, пятого, шестого и седьмого индексных углов (IA1, IA2, IA3, IA4, IA5, IA6, IA7), показанных на Фиг. 1, возникающие в результате неравных значений углов наклона винтовых канавок.
[0062] Следует отметить, что углы наклона винтовой линии и индексные углы могут быть предпочтительно выполнены с возможностью приближения к равенству (которое в этом случае составляет 51,4°, т.е. 360°, поделенные на количество зубьев) в середине эффективной длины резания. То есть на Фиг. 3 индексные углы IB ближе к 51,4°, чем индексные углы IA на Фиг. 2, и первый, второй, третий, четвертый, пятый, шестой и седьмой индексные углы (IC1, IC2, IC3, IC4, IC5, IC6, IC7) на Фиг. 4 равны или ближе к 51,4°, чем на Фиг. 3.
[0063] Следует отметить, что углы наклона винтовой линии и индексные углы выполнены с возможностью расхождения от равных или почти равных значений в середине эффективной длины резания. То есть на Фиг. 5 индексные углы (ID1, ID2, ID3, ID4, ID5, ID6, ID7) находятся дальше от значение 51,4°, чем соответствующие индексные углы IC на Фиг. 4.
[0064] Расхождение индексных углов от равенства может быть приблизительно одинаковым (по меньшей мере по абсолютной величине) на Фиг. 3 и 5, а также на Фиг. 2 и 6.
[0065] Результаты испытаний для вышеописанной концевой фрезы значительно превзошли эффективность сравнимых испытанных концевых фрез (на сталях, имеющих твердость 38-65 HRc, с шириной стружки вплоть до 10% диаметра концевой фрезы и на глубине 4D). Уровень качества обработки поверхности, допустимый в соответствии с промышленными стандартами для чистовой обработки, составляет Ra=0,4 мкм, и было достигнуто Ra=0,3 мкм даже на глубине 4D. Подобным образом, концевая фреза успешно отработала в условиях трохоидального фрезерования и даже по нержавеющей стали. В то время как испытание еще не было завершено, успешное испытание было достигнуто даже для стружки вплоть до 25% диаметра концевой фрезы. До сих пор все испытания даже для переменных условий и материалов были успешными.
[0066] Хотя каждый из признаков несомненно способствует улучшенной эффективности, считается, что каждое из множества конкретных улучшений индивидуально обеспечивает улучшенную эффективность даже для концевых фрез различного применения.
[0067] Например, один конструктивный признак, который особенно способствует эффективности концевой фрезы, заключается в том, что по меньшей мере одному и предпочтительно каждому из третьего и шестого зубьев (20C, 20F), которые имеют радиальный передний угол, составляющий 6° (т.е. меньшее значение радиального переднего угла, чем средний радиальный передний угол, составляющий 9,43°, и предпочтительно наименьший радиальный передний угол из множества передних углов 6°, 9° и 12°) предшествует канавка, т.е. третья и шестая канавки 22C, 22F, имеющие угол наклона винтовой линии, составляющий 37° (т.е. значение угла наклона винтовой линии большее, чем средний угол наклона винтовой линии, составляющий 36°, и предпочтительно наибольшее значение угла наклона винтовой линии из множества углов наклона винтовой линии 35°, 36° и 37°).
[0068] Также следует отметить, что обратное расположение необязательно является неблагоприятным, т.е. зуб с наибольшим радиальным передним углом (т.е. углом 12°, который уменьшает необходимую радиальную силу резания) необязательно должен быть связан с предшествующей канавкой, имеющей наименьший угол наклона винтовой линии (т.е. 35°), а может быть с преимуществом связан с предшествующей канавкой с большим углом наклона винтовой линии (т.е. углом 36°, требующим меньшей радиальной силы резания, чем угол наклона винтовой линии, составляющий 35°).
[0069] Еще один конструктивный признак, обеспечивающий существенный независимый вклад, заключается в обеспечении радиальных передних углов с существенно разными значениями. Для компенсации особо большой эффективной длины резания и увеличения глубины канавки радиальные передние углы отличаются на 2° или более (и в этом примере на 3°). Однако считается предпочтительным, что значения радиальных передних углов не должны быть слишком разными, так чтобы не слишком изменять силы резания на конкретном зубе, что увеличивает износ.
[0070] В пояснительных целях отметим, что примерное множество радиальных передних углов включает в себя семь значений, а именно 6°, 6°, 12°, 12°, 12°, 9°, 9°. Отметим, что один зуб, имеющий значение радиального переднего угла 9°, отличается от зубьев, имеющих радиальные передние углы 6°, на 3°, а также отличается от зубьев, имеющих радиальные передние углы 12°, на 3°. Однако он совсем не отличается от другого зуба, имеющего идентичное значение 9°. Следует понимать, что зуб, имеющий значение радиального переднего угла 9°, имеет значение радиального переднего угла, которое отличается по меньшей мере на 2° (в этом случае отличается ровно на 3°) от всех других зубьев с неидентичными значениями радиальных передних углов (т.е. это утверждение настоящим исключает другой зуб, имеющий идентичное значение 9°).
[0071] Считается, что такой признак, в частности, позволяет осуществлять сложновыполнимое формирование глубокого заплечика, успешно испытанное с длиной 4D, но считающееся возможным с длиной 6D и, возможно, даже более.
[0072] Считается, что способности формирования глубокого заплечика способствуют другие конструктивные признаки, например, конструкция индексного угла, которая, с одной стороны, содержит разные индексные значения для снижения вибрации, а, с другой стороны, сходится к равенству в центре концевой фрезы и снова расходится, чтобы без проблем размещать с промежутками зубья.
[0073] Подобный конструктивный вклад может быть понятен по отклонению угла наклона винтовой линии, строго ограниченному закрытым множеством значений (в этом случае отклонение составляет в общем 3° для всех канавок). Хотя различные углы наклона винтовой линии приводят к снижению вибрации, это отклонение ограничено изготовлением концевой фрезы с особо большой эффективной длиной резания и впоследствии скомпенсировано относительно большим отклонением радиального переднего угла (отклонение радиального переднего угла в общем считается менее эффективным с точки зрения снижения вибрации, чем отклонение угла наклона винтовой линии).
[0074] Подобно другим факторам (например, радиальным передним углам, углам наклона винтовой линии, индексным углам), глубина канавок также варьируется для снижения вибрации, но также в пределах ограниченной величины, чтобы не оказывать отрицательного влияния на концевую фрезу.
[0075] Еще один конструктивный признак, обеспеченный для снижения вибрации, заключается в изменении ширины зуба (т.е. обеспечении разной ширины задней поверхности). Ширина зуба обычно выполнена максимально большой для обеспечения необходимой прочности для режущего действия, и в связи с этим уменьшение ширины зуба может рассматриваться как неблагоприятное. Тем не менее, для снижения вибрации это отклонение включено и скомпенсировано уменьшением ширины задней поверхности только на зубьях с большими площадями зубьев.
[0076] Приведенное выше описание включает в себя примерный вариант осуществления, который не исключает не проиллюстрированные варианты осуществления из объема охраны настоящего изобретения.
Режущий инструмент и режущая пластина для него
Режущий инструмент и режущая пластина для него
Фреза и режущая пластина для нее
Режущий инструмент и режущая пластина для него
Режущий инструмент, имеющий механизм регулирования в двух направлениях
Сборный режущий инструмент
Способ прорезания канавок в сверхпрочных сплавах и режущая пластина для его осуществления
Державка для зажатия державки для режущих пластин
Режущий инструмент и режущая пластина для него
Зажимное устройство режущего инструмента
Вращательный режущий инструмент с предварительно заданным числом левосторонних и правосторонних спиральных канавок и торцевых режущих зубьев
Концевая фреза с выпуклой радиальной задней поверхностью и вершиной, имеющей профиль с формой дуги окружности
Концевая фреза с угловым радиусом из твердого сплава с непрерывно изогнутым передним гребнем и конструкция винтовой канавки

