Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ДЛЯ ВАКУУМНОГО НАНЕСЕНИЯ ПОКРЫТИЯ
Вид РИД
Изобретение
Настоящее изобретение относится к устройству для вакуумного нанесения покрытия на подложку, образованного из металлических сплавов, например, из магний-цинковых сплавов, причем указанное устройство, в частности, предназначено для нанесения покрытия на стальную полосу без ограничения до такого нанесения. Настоящее изобретение также относится к способу нанесения покрытия на подложку.
Известны различные процессы для нанесения металлических покрытий, состоящих из сплавов, на подложку, такую как стальная полоса. Наряду с этим можно упомянуть нанесение покрытия посредством погружения в расплав, электролитическое покрытие, а также ряд процессов вакуумного нанесения покрытий, таких как вакуумное испарение и магнетронное распыление.
Из документа WO2008/142222 известно о нанесении слоя металлического сплава на движущуюся подложку с помощью устройства для вакуумного нанесения покрытия, содержащего звуковое пароструйное устройство для нанесения покрытия, испарительный тигель, пригодный для подачи в устройство для нанесения покрытия пара, содержащего металлические элементы покрытия, и питающую печь, пригодную для подачи в испарительный тигель расплавленного металлического сплава посредством барометрического эффекта. Такая питающая печь пригодна для получения требуемого состава покрытия. Вместе с тем, при необходимости внесения изменений в состав покрытия вертикальное расстояние между питающей печью и испарительным тиглем должно быть отрегулировано. Это может привести к значительному усложнению конструкции питающей печи, что является неприемлемым в условиях реального производства.
Из документа EP2937442 также известно о нанесении слоя металлического сплава на движущуюся подложку с помощью устройства для вакуумного нанесения покрытия, содержащего пароструйное устройство для нанесения покрытия и испарительный тигель, в который подают слитки, расплавляемые немного выше ванны металлического сплава. Такая подача является ограничивающей, поскольку необходимы слитки двух видов: слитки первого вида, имеющие состав ванны металлического сплава, для начала эксплуатации устройства, и слитки второго вида, имеющие состав слоя металлического сплава для компенсации испарения при эксплуатационной мощности. Кроме того, при заданном составе сплава такие слитки могут требовать сложного процесса изготовления, что экономически невыгодно. Помимо этого, скорость плавления слитков ограничивает способность устройства следовать изменениям в производительности.
Следовательно, задача настоящего изобретения состоит в том, чтобы устранить недостатки устройств и процессов по существующему уровню техники с помощью устройства для вакуумного нанесения покрытия, образованного из металлических сплавов, и процесса изготовления подложки, покрываемой слоем металлического сплава, который обеспечивает гибкость в управлении изменениями в составе металлического сплава без риска снижения производительности.
С этой целью первым предметом настоящего изобретения является устройство для вакуумного нанесения покрытия, непрерывно наносящее покрытие на движущуюся подложку, причем покрытия образованы из металлических сплавов, содержащих основной элемент и, по меньшей мере, один дополнительный элемент, и устройство содержит камеру для нанесения вакуумного покрытия и средство для прохождения подложки через камеру; устройство также содержит:
- пароструйное устройство для нанесения покрытия,
- испарительный тигель, пригодный для подачи в пароструйное устройство для нанесения покрытия пара, содержащего основной элемент и, по меньшей мере, один дополнительный элемент,
- питающую печь, пригодную для подачи в испарительный тигель основного элемента в расплавленном состоянии и способную поддерживать постоянный уровень жидкости в испарительном тигле,
- питающий узел, пригодный для подачи в него, по меньшей мере, одного дополнительного элемента в твердом состоянии и пригодный для подачи в испарительный тигель, по меньшей мере, одного дополнительного элемента в расплавленном состоянии, в твердом состоянии или в частично твердом состоянии.
Устройство по изобретению также может иметь по усмотрению перечисленные ниже признаки, рассматриваемые по отдельности или совместно:
- питающий узел содержит питающую трубку,
- нижний край питающей трубки расположен ниже уровня жидкости в испарительном тигле,
- испарительный тигель содержит крышку, с которой соединена питающая трубка,
- питающая трубка содержит держатель слитков, пригодный, с одной стороны, для удерживания, по меньшей мере, одного дополнительного элемента во время его нагрева и, с другой стороны, для его высвобождения в испарительный тигель,
- держатель слитков является заслонкой, имеющей U-образное сечение,
- питающая трубка содержит впуск инертного газа, пригодный для обеспечения, по меньшей мере, в нижней части питающей трубки, давления выше давления в испарительном тигле,
- питающий узел содержит печь предварительного подогрева,
- питающий узел содержит нагревательное устройство,
- пароструйное устройство для нанесения покрытия является звуковым пароструйным устройством для нанесения покрытия,
- подача пара в пароструйное устройство для нанесения покрытия осуществляется с помощью испарительной трубки, соединяющей испарительный тигель с пароструйным устройством для нанесения покрытия,
- питающая печь расположена под испарительным тиглем и регулируется для поддержания атмосферного давления,
- подача основного элемента в испарительный тигель осуществляется с помощью трубки, соединяющей питающую печь с испарительным тиглем,
- испарительный тигель содержит индукционный нагреватель,
- питающая печь соединена со средством подачи металлически слитков.
Вторым предметом изобретения является процесс нанесения покрытия на подложку, содержащий:
- (i) подачу в ванну металлического сплава основного элемента в расплавленном состоянии,
- (ii) нагрев, по меньшей мере, одного дополнительного элемента в твердом состоянии над ванной металлического сплава и подачу в ванну металлического сплава, по меньшей мере, одного дополнительного элемента в расплавленном состоянии, в твердом состоянии или в частично твердом состоянии,
- (iii) испарение ванны металлического сплава, содержащей основной элемент и, по меньшей мере, один дополнительный элемент,
- (iv) распыление на подложку пара, содержащего основной элемент и, по меньшей мере, один дополнительный элемент, и
- (v) непрерывное нанесение на подложку слоя металлического сплава, содержащего основной элемент и, по меньшей мере, один дополнительный элемент.
Третьим предметом изобретения является процесс нанесения покрытия на подложку, содержащий:
- (i) испарение ванны металлического сплава, содержащей основной элемент и, по меньшей мере, один дополнительный элемент,
- (ii) распыление на подложку пара, содержащего основной элемент и, по меньшей мере, один дополнительный элемент, и
- (iii) непрерывное нанесение на подложку слоя металлического сплава, содержащего основной элемент и, по меньшей мере, один дополнительный элемент,
причем в ванну металлического сплава подают, с одной стороны, основной элемент в расплавленном состоянии и, с другой стороны, по меньшей мере, один дополнительный элемент, по меньшей мере, частично в твердом состоянии.
Оба процесса по изобретению также могут иметь перечисленные ниже дополнительные признаки, рассматриваемые по отдельности или совместно:
- пар распыляют на подложку со звуковой скоростью,
- в ванну металлического сплава непрерывно подают основной элемент,
- непрерывную подачу выполняют посредством барометрического эффекта,
- окислы, возможно присутствующие на поверхности, по меньшей мере, одного дополнительного элемента, удаляют перед нагревом, по меньшей мере, одного дополнительного элемента над ванной металлического сплава,
- удаление окислов осуществляют посредством химического полирования,
- в ванну металлического сплава с перерывами подают, по меньшей мере, один дополнительный элемент,
- по меньшей мере, один дополнительный элемент имеет форму слитков,
- в ванной металлического сплава поддерживают постоянный состав во времени посредством контроля размера слитков и/или частоты подачи,
- в ванну металлического сплава непрерывно подают, по меньшей мере, один дополнительный элемент,
- по меньшей мере, один дополнительный элемент имеет форму проволоки,
- в ванной металлического сплава поддерживают постоянный состав во времени посредством контроля посредством контроля диаметра и/или скорости подачи,
- по меньшей мере, один дополнительный элемент имеет меньшую плотность, чем основной элемент,
- основным элементом является цинк,
- по меньшей мере, одним дополнительным элементом является магний,
- процесс сдержит непрерывное нанесение на подложку слоя металлического сплава на основе цинка, имеющего содержание магния 0,1 – 20% масс., посредством испарения ванны металлического сплава на основе цинка, имеющей содержание магния 8 – 43% масс.
Ясно, что изобретение основано на двойной подаче элементов в испарительный тигель посредством подачи основного элемента металлического сплава, с одной стороны, и подачи дополнительного элемента (дополнительных элементов) металлического сплава, с другой стороны. В частности, изобретение создает преимущество:
- непрерывной подачи основного элемента в расплавленном состоянии в испарительный тигель и в то же время
- очень гибкой подачи дополнительного элемента (дополнительных элементов) на основе слитков или проволок, которые могут находиться в твердом или частично расплавленном или полностью расплавленном состоянии.
Благодаря такой двойной подаче можно очень легко модифицировать состав ванны металлического сплава и, таким образом, слоя металлического сплава посредством регулирования частоты подачи дополнительного элемента (дополнительных элементов) и/или регулирования свойств дополнительного элемента (дополнительных элементов). Кроме того, благодаря мощности питающей печи и ее способности обеспечивать непрерывное питание испарительного тигля, можно быстро изменять производительность.
Другие характеристики и преимущества изобретения подробно описаны в нижеприведенном описании.
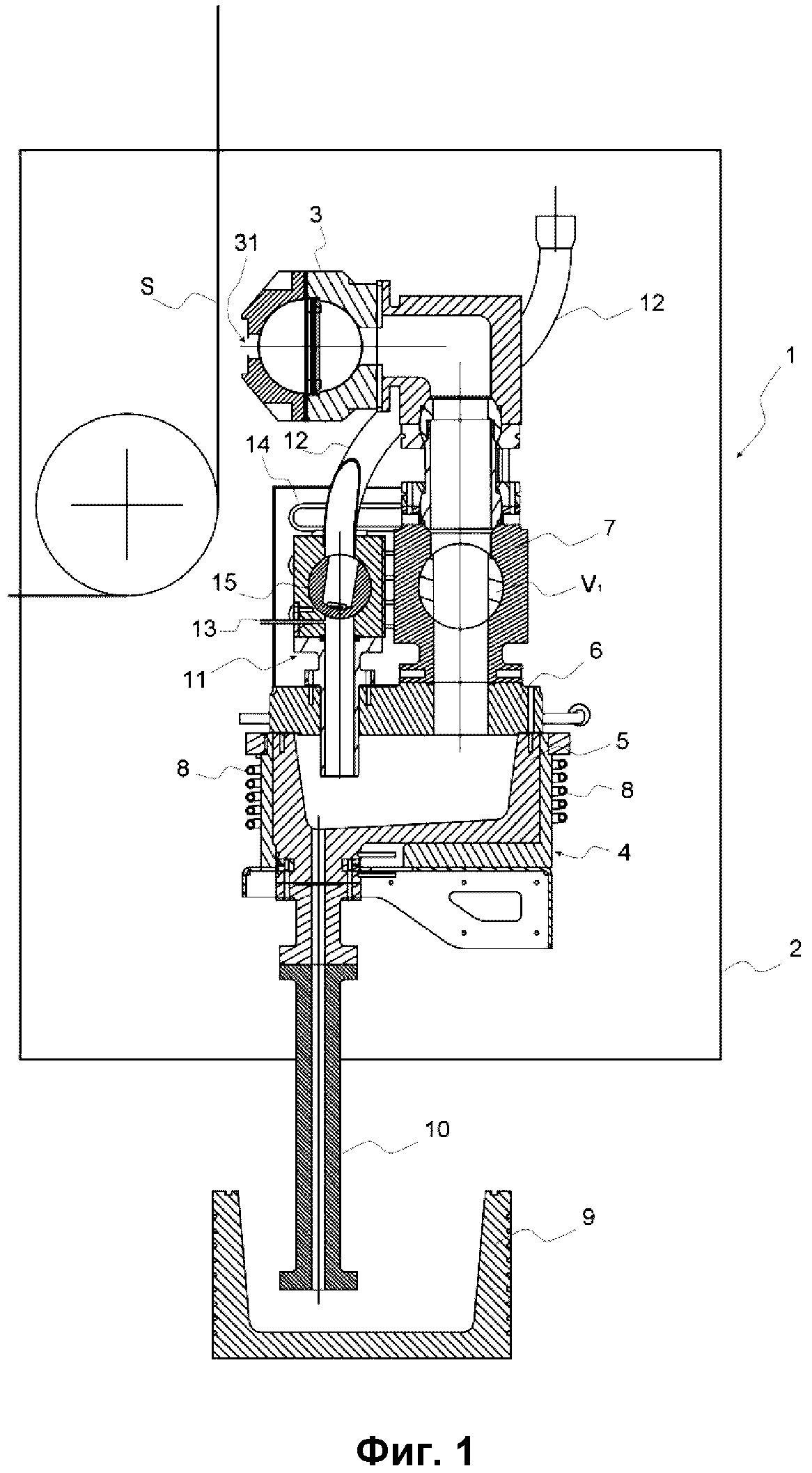
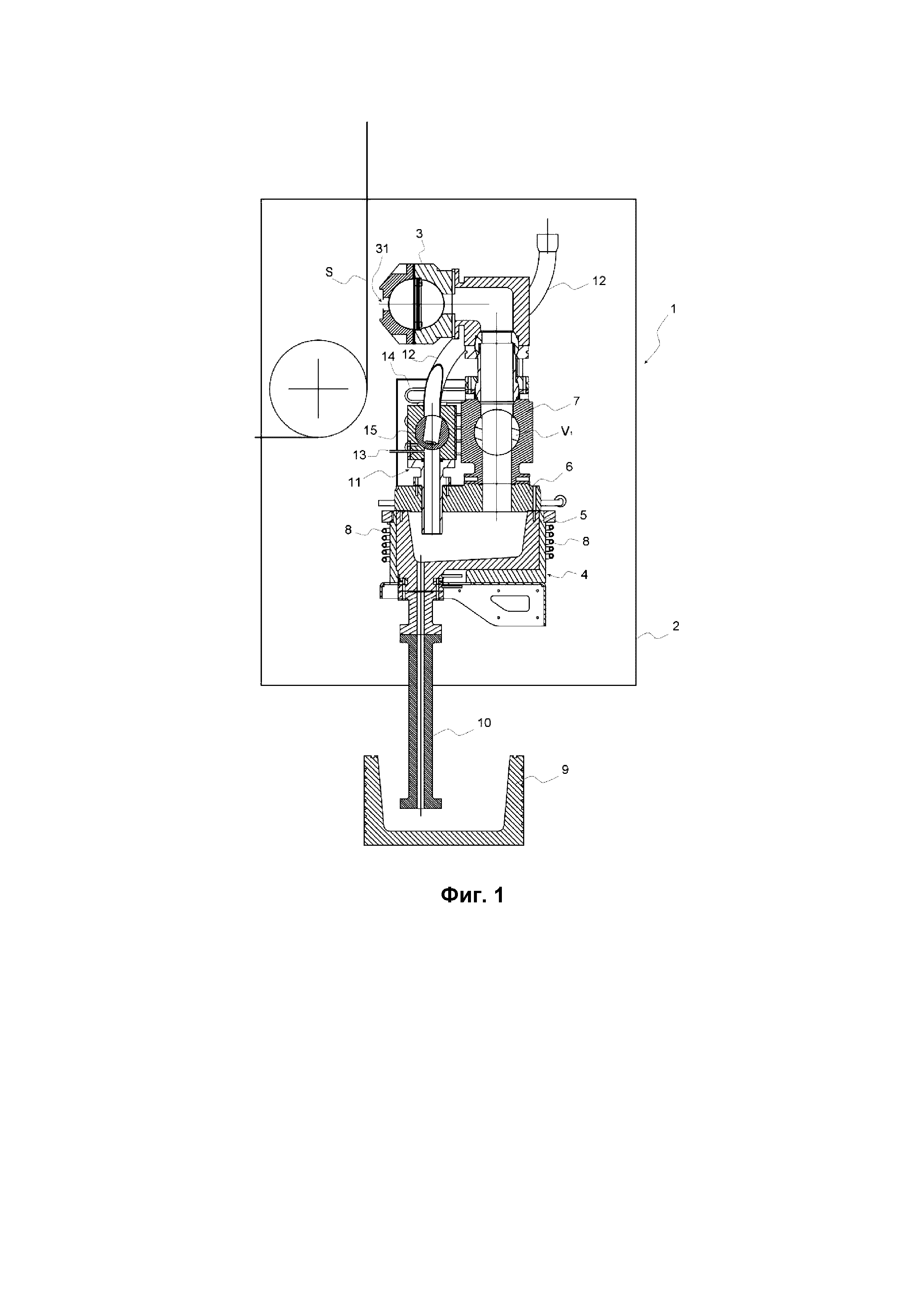
Изобретение станет более понятным из описания, приведенного ниже только в целях объяснения и никоим образом непредназначенного для ограничения изобретения, со ссылкой на фиг. 1, где показан вид в разрезе варианта выполнения устройства по изобретению.
Следует отметить, что термины «нижний», «под» и т.д., используемые в настоящей заявке, относятся к положениям или ориентациям различных составляющих элементов устройства, когда последнее установлено на линии вакуумного нанесения покрытия.
Задача настоящего изобретения состоит в нанесении на подложку покрытий, образованных из металлических сплавов и содержащих основной элемент и, по меньшей мере, один дополнительный элемент. Эту задачу, в частности, можно решить с помощью магний-цинковых покрытий. Однако процесс не ограничивается до этих покрытий и предпочтительно распространяется на любое покрытие на основе металлического сплава, элементы которого при определенной температуре ванны имеют давления пара, которые не отличаются более чем на 10%, что облегчает контроль их соответствующего относительного содержания.
Что касается покрытий, то они могут быть выполнены из цинка в качестве основного элемента и дополнительного элемента (дополнительных элементов), такого как хром, никель, титан, марганец, магний, кремний и алюминий, взятых по отдельности или совместно.
Кроме того, несмотря на то что предпочтительно предусмотрено использование двухкомпонентных сплавов, само собой разумеется, что также для нанесения покрытий можно использовать трехкомпонентные сплавы, такие как сплав Zn-Mg-Al или даже четырехкомпонентные сплавы, такие как Zn-Mg-Al-Si.
Слой металлического сплава предпочтительно содержит, по меньшей мере, 50% масс. основного элемента и более предпочтительно, по меньшей мере, 80% масс. В случае нанесения магний-цинкового покрытия слой металлического сплава предпочтительно содержит 0,1 – 20% масс. магния. При содержании магния менее 0,1% масс. повышение коррозионной стойкости, обеспечиваемое магнием, не будет соответствовать требованиям. С другой стороны, при содержании магния более 20% масс. более высокая доля магния стала бы причиной чрезмерного быстрого расхода слоя металлического сплава и, следовательно, как ни парадоксально, ухудшения противокоррозионных свойств. В предпочтительном варианте выполнения слой металлического сплава содержит, по меньшей мере, 0,4% масс. магния, предпочтительно, по меньшей мере, 2% масс. В предпочтительном варианте выполнения слой металлического сплава содержит, по меньшей мере, менее 15% масс. магния. Эти предпочтительные содержания магния являются лучшими компромиссными решениями с точки зрения коррозионной стойкости и гибкости слоя.
Само собой разумеется, что или основной элемент или дополнительный элемент могут содержать неизбежные примеси в результате обработки сырьевых материалов, используемых для подачи в устройство для вакуумного нанесения покрытия. Даже если изобретение предусматривает исключение загрязнения ванны металлического сплава этими примесями, нельзя исключить присутствие примесей в слое металлического сплава.
Толщина покрытия предпочтительно составляет 0,1 – 20 мкм. С одной стороны, толщина менее 0,1 мкм создает риск недостаточной защиты подложки от коррозии. С другой стороны, она необязательно должна превышать 20 мкм, чтобы имеет требуемый уровень коррозионной стойкости, в частности, в автомобильной и строительной областях. В общем, в автомобильной отрасли толщина может ограничиваться до 5 мкм.
Со ссылкой на фиг. 1 устройство 1 по изобретению, прежде всего, содержит камеру 2 для вакуумного нанесения покрытия и средство для прохождения подложки через камеру.
Эта камера 2 для нанесения покрытия представляет собой герметизированный короб, в котором предпочтительно поддерживают давление 10-8 – 10-3 бар. Она имеет входной шлюз и выходной шлюз (не показаны), между которыми может проходить положка S, например, стальная полоса.
Подложка S может приводиться в движение любым пригодным средством, в зависимости от природы и формы указанной подложки. В частности, может использоваться поворотный опорный ролик, на который может опираться стальная полоса.
В камере 2 для нанесения покрытия рядом со стороной подложки S, которая подлежит нанесению покрытия, установлено пароструйное устройство 3 для нанесения покрытия. Это устройство для нанесения покрытия пригодно для распыления пара металлического сплава на движущуюся подложку S. Оно может преимущественно состоять из экстракционной камеры, имеющей узкое выпускное отверстие 31 для выпуска пара, длина которого близка к ширине подложке, подлежащей нанесению покрытия. Эта камера может быть изготовлена, например, из графита.
Выпускное отверстие 31 для выпуска пара может иметь любую пригодную форму, например, паз, который можно регулировать, например, по длине и ширине. Возможность регулирования его ширины позволяет поддерживать струю пара в широком диапазоне поверхностных температур испаряемого металла и, следовательно, в широком диапазоне скоростей испарения. Кроме того, возможность регулирования его длины по ширине подложки, подлежащей нанесению покрытия, позволяет свести к минимуму потери испаряемого металла.
Устройство для нанесения покрытия предпочтительно является звуковым пароструйным устройством для нанесения покрытия, другими словами, устройством для нанесения покрытия, способным создавать звуковую скорость струи пара. Устройство для нанесения покрытия такого типа также обычно именуют JVD-устройством (устройством для струйного нанесения покрытий осаждением паров). Подробное описание устройства этого типа приведено в патентной заявке WO97/47782.
Пароструйное устройство 3 для нанесения покрытия установлено непосредственно или косвенно на испарительном тигле 4, пригодном для подачи пара в пароструйное устройство для нанесения покрытия, содержащего основной элемент и дополнительный элемент (дополнительные элементы). Испарительный тигель 4 пригоден для содержания ванны металлического сплава, образующей пар, подлежащий осаждению на подложке S. Испарительный тигель 4 предпочтительно расположен в камере 2 для нанесения покрытия.
Испарительный тигель 4 в основном состоит из чаши 5, крышки 6 и испарительной трубки 7, соединенной с одной стороны с крышкой и с другой стороны с пароструйным устройством 3 для нанесения покрытия. Эти различные части выполнены, к примеру, из графита.
Испарительный тигель 4 оснащен нагревательным средством 8, обеспечивающим образование пара металлического сплава и его подачу в пароструйное устройство 3 для нанесения покрытия. Испарительный тигель 4 преимущественно оснащен индукционным нагревателем, который имеет преимущество, состоящее в способствовании перемешиванию и гомогенизации состава ванны металлического сплава.
Давление в испарительном тигле 4 зависит от температуры ванны и состава ванны металлического сплава. В целом, давление составляет от 10-3 до 10-1. Соответственно, давление в камере 2 для нанесения покрытия поддерживается выше давления в испарительном тигле. В качестве примера, для ванны Zn-Mg при температуре 700°C давление в испарительном тигле составляет приблизительно 5·10-2 бар, и давление в камере для нанесения покрытия поддерживают приблизительно равным 10-4 бар. Благодаря разнице давлений, создаваемой между закрытым испарительным тиглем и камерой для нанесения покрытия, можно получать пар металлического сплава и транспортировать его в пароструйное устройство 3 для нанесения покрытия с помощь испарительной трубки 7. Последняя преимущественно оснащена клапаном V1 для регулирования расхода пара.
Испарительный тигель 4 соединен с питающей печью 9, пригодной для подачи в испарительный тигель основного элемента металлического сплава в расплавленном состоянии. Питающая печь 9 предпочтительно расположена снаружи камеры 2 для вакуумного нанесения покрытия.
Питающая печь 9 является чашей, приспособленной для расплавления основного элемента и его поддержания в расплавленном состоянии благодаря системе нагрева. Преимущественно, сама питающая печь 9 соединена со средством подачи слитков.
Подачу основного элемента в испарительный тигель 4 предпочтительно осуществляют через трубку 10, соединяющую питающую печь 9 с испарительным тиглем 4. Впуск указанной трубки выполнен с возможностью погружения в ванну основного элемента таким образом, чтобы примеси, присутствующие на поверхности ванны, не всасывались в испарительный тигель. Выпуск указанной трубки предпочтительно расположен в нижней части испарительного тигля во избежание нарушения поверхности ванны, где происходит испарение.
Питающая печь 9 предпочтительно расположена под испарительным тиглем 4 и выполнена с возможностью поддержания в ней атмосферного давления. Благодаря расстоянию по вертикали между испарительным тиглем 4 и питающей печью 9 и разнице давлений, создаваемой между ними, расплавленный основной элемент поднимается в испарительный тигель за счет барометрического эффекта, когда происходит испарение ванны металлического сплава. Это обеспечивает непрерывную подачу в испарительный тигель и способствует поддержанию постоянного уровня жидкости в испарительном тигле независимо от производительности.
В варианте выполнения изобретения расстояние по вертикали между испарительным тиглем 4 и питающей печью 9 можно регулировать для регулирования уровня жидкости в испарительном тигле.
Испарительный тигель 4 также соединен с питающим узлом 11, пригодным для подачи в него дополнительного элемента (дополнительных элементов) в твердом состоянии, например, в виде слитков или проволоки, и пригодным для питания испарительного тигля дополнительным элементом (дополнительными элементами) в расплавленном состоянии или в твердом состоянии или частично в твердом состоянии.
Благодаря подаче в питающий узел 11 дополнительного элемента (дополнительных элементов) в твердом состоянии можно легко контролировать частоту подачи и размеры твердого элемента (элементов), что позволяет поддерживать постоянный состав ванны во времени. При необходимости это также позволяет очень легко модифицировать состав ванны металла сплава.
Питающий узел 11 предпочтительно содержит питающую трубку 12, соединенную с испарительным тиглем 4 и предпочтительно с крышкой 6 испарительного тигля для использования преимущества силы тяжести.
Питающая трубка 12 может быть выполнена из различных частей и различных материалов. Например, нижняя часть может быть выполнена из графита для выдерживания температуры испарительного тигля, а верхняя часть может быть выполнена из менее стойкого материала, например, из металла.
Подачу в питающий узел 11 дополнительного элемента (дополнительных элементов) в твердом состоянии можно легко выполнять через верхний край питающей трубки. Для удаления воды, поглощаемой поверхностью дополнительного элемента (дополнительных элементов), верхний край питающей трубки 12 предпочтительно соединен с печью предварительного подогрева, которая является частью питающего узла. Сама печь предварительного подогрева предпочтительно соединена с конструкцией вакуумного шлюза.
Нижний край питающей трубки 12 предпочтительно расположен ниже уровня жидкости в испарительном тигле 4. Таким образом, подъем пара в питающую трубку может быть ограничен, как подробно описано ниже.
Нижняя часть питающей трубки 12 предпочтительно оснащена нагревательным устройством 14, в конечном счете, используемым совместно с нагревательным устройством, окружающим испарительную трубку 7. В результате этого дополнительный элемент (дополнительные элементы) может нагреваться перед выпуском в ванну металлического сплава. В зависимости от температуры в нижней части питающей трубки и времени пребывания дополнительного элемента (дополнительных элементов) в нижней части питающей трубки, дополнительный элемент (дополнительные элементы) поддерживается в твердом или частично расплавленном или полностью расплавленном состоянии. Благодаря такой гибкости состояния дополнительного элемента (дополнительных элементов) на выходе из питающего узла, можно извлечь пользу из того или иного состояния в зависимости от его параметров:
- если предпочтительным является ограничение разницы температур дополнительного элемента (дополнительных элементов) и ванной металлического сплава, так чтобы ванна не охлаждалась, когда в ванну вводят дополнительный элемент (дополнительные элементы), и так чтобы скорость нанесения покрытия не снижалась, дополнительный элемент (дополнительные элементы) будут преимущественно расплавленными,
- если предпочтительным является исключение осаждения дополнительного элемента (дополнительных элементов) на внутренней поверхности питающей трубки, дополнительный элемент (дополнительные элементы) преимущественно будут подогреваться до температуры близкой к температуре ванны, но поддерживаться в твердом состоянии,
- если требуется компромиссное решение, дополнительный элемент (дополнительные элементы) преимущественно будут частично расплавлены.
Питающая трубка 12 преимущественно содержит впуск 13 инертного газа, предпочтительно расположенный в ее нижней половине. Благодаря этому впуску в питающей трубке может быть обеспечено давление инертного газа выше давления в испарительном тигле 4. В результате исключается подъем пара в питающей трубке.
В случае подачи слитков питающая трубка 12 преимущественно содержит держатель 15 слитков, пригодный, с одной стороны, для удерживания слитка из дополнительного элемента (дополнительных элементов) во время его нагрева и, с другой стороны, для высвобождения дополнительного элемента (дополнительных элементов) в испарительный тигель. Держатель 15 слитков предпочтительно расположен в нижней половине питающей трубки на уровне нагревательного устройства 14. Благодаря этому держателю слитков можно эффективно контролировать время пребывания слитков в питающей трубке и, соответственно, их температуру и состояние. Он также позволяет точно контролировать частоту высвобождения слитков в испарительный тигель.
Держатель 15 слитков предпочтительно является заслонкой. Преимущественно он имеет U-образное сечение, чтобы легко удерживать и высвобождать слиток. Нижняя часть U-образной заслонки преимущественно может быть покрыта амортизатором удара, так чтобы падающие в заслонку слитки не повреждали ее.
Специалисту в этой области известно, как отрегулировать форму питающей трубки 12, так чтобы слитки не застревали в ней и не падали с ударным воздействием в испарительный тигель или в держатель 15 слитков.
В случае подачи проволоки специалисту в этой области известно, как отрегулировать форму питающей трубки по диаметру проволоки, так чтобы проволока просто оказывалась в вакууме в результате потери давления. Специалисту также известно, как отрегулировать скорость проволоки для контроля времени пребывания проволоки в питающем узле и, соответственно, ее температуру и состояние.
Следует отметить, что с испарительным тиглем могут быть соединены несколько питающих узлов для независимой подачи нескольких дополнительных элементов.
Перед началом эксплуатации устройства слитки основного элемента вводят в питающую печь 9.
После расплавления слитков испарительный тигель 4 и трубка 10 нагреваются, и в испарительном тигле 4 образуется вакуум. Жидкий основной компонент, содержащийся в питающей печи 9, наполняет испарительный тигель 4.
Сначала определяют состав металлического сплава, который требуется для нанесения покрытия на подложку, и затем в равновесном состоянии ванны определяют состав ванны для получения пара, имеющего состав требуемого покрытия. Например, слой металлического сплава на основе цинка, имеющий содержание магния 0,1 – 20% масс., соответственно, 0,4 – 15% масс., может быть получен посредством испарения ванны металлического сплава на основе цинка, имеющей содержание магния 8 – 43% масс., соответственно, 10 – 38% масс.
Соответственно, приемлемые количества дополнительного элемента (дополнительных элементов) в твердом состоянии вводят в питающий узел 11, расположенный над ванной металлического сплава. Они нагреваются вблизи ванны, так чтобы достигнуть температуры, близкой к температуре ванны. Во время этого нагрева дополнительный элемент (дополнительные элементы) поддерживаются в твердом или частично расплавленном или полностью расплавленном состоянии. Затем они высвобождаются в ванну металлического сплава, где они смешиваются с основным элементом.
В дальнейшем существует возможность:
- (i) испарения ванны металлического сплава, содержащей основной элемент и дополнительный элемент (дополнительные элементы),
- (ii) распыления на подложку пара, содержащего основной элемент и дополнительный элемент (дополнительные элементы), и
- (iii) непрерывного нанесения на подложку слоя металлического сплава, содержащего основной элемент и дополнительный элемент (дополнительные элементы).
Для компенсации испарения во время эксплуатации и поддержания постоянного состава ванны в ванну металлического сплава непрерывно или периодически добавляют соответствующие количества дополнительного элемента (дополнительных элементов), когда в ванну металлического сплава подают основной элемент с помощью питающей печи 9.
Дополнительный элемент (дополнительные элементы) предпочтительно добавляют в испарительный тигель 4, по меньшей мере, частично в твердом состоянии для ограничения осаждения дополнительного элемента (дополнительных элементов) на внутренней поверхности питающей трубы.
Когда дополнительный элемент (дополнительные элементы) имеют меньшую плотность, чем основной элемент, высвобождаемый дополнительный элемент (дополнительные элементы) плавает на поверхности ванны металлического сплава у нижнего края питающей трубки 12 и при необходимости расплавляется в ванне. Это создает что-то вроде крышки из дополнительного элемента (дополнительных элементов) в нижней части питающей трубки, расположенной между ее нижним краем и уровнем жидкого металла. Благодаря этой крышке ограничивается подъем пара основного элемента в питающей трубке. Кроме того, если дополнительный элемент (дополнительные элементы) содержит примеси, последние удерживаются крышкой и не загрязняют ванну металлического сплава. В то же время, благодаря подаче дополнительного элемента (дополнительных элементов) последние высвобождаются у нижнего края питающей трубки в испарительный тигель.
Соответствующий контроль:
- размера слитков дополнительного элемента (дополнительных элементов) и/или частоты подачи или
- диаметра проволоки из дополнительного элемента (дополнительных элементов) и/или скорости подачи
позволяет поддерживать постоянный состав ванны во времени.
Для ограничения уровня примесей в испарительном тигле дополнительный элемент (дополнительные элементы) в твердом состоянии по усмотрению может подвергаться очистке перед введением в питающий узел. Удаление окислов, возможно присутствующих на поверхности слитков/проволоки, в частности, можно выполнять посредством химического травления.
Процесс по изобретению, в частности, не неисключительно, можно применять для обработки металлических полос с предварительным покрытием или без покрытия. Разумеется, процесс по изобретению можно применять для любой подложки с покрытием или без покрытия, например, для алюминиевой подложки, стеклянной подложки или керамической подложки.
Процесс, в частности, можно применять для подложек, подверженных ухудшению свойств во время диффузионной термообработки, например, термоупрочнения стальной полосы, которая содержит большие количества углерода в твердом растворе, который не должен выделяться до обработки стали посредством вытяжки или любого другого пригодного процесса. Благодаря внедрению процесса по изобретению можно осуществлять нанесение покрытие из металлического сплава, отвечающее большинству металлургических требований.
Окрашенный оцинкованный стальной лист
Стальной лист с цинковым покрытием
Установка для вакуумного осаждения покрытий и способ нанесения покрытий на подложку
Установка для вакуумного осаждения покрытий и способ нанесения покрытий на подложку
Установка для вакуумного осаждения и способ нанесения покрытия на подложку
Установка для вакуумного осаждения и способ нанесения покрытия на подложку
Установка для вакуумного осаждения и способ нанесения покрытия на подложку
Установка для вакуумного осаждения и способ нанесения покрытия на подложку
Металлическая подложка с покрытием и способ изготовления

