Результат интеллектуальной деятельности: Способ многократного волочения изделий с электроконтактным нагревом и изделие, изготовленное таким способом
Вид РИД
Изобретение
Изобретения относятся к области обработки металлов давлением и их термической обработки, в частности к производству проволоки, прутков, труб из труднодеформируемых, высокопрочных металлов и сплавов, включая титан и его сплавы, нитинол, для аддитивной технологии и других объектов промышленности.
Из уровня техники известен способ изготовления непрерывно движущейся проволоки с нагревом в струе пламени при совмещении процессов горячего волочения и отжига (RU 2197543, МПК C21D 9/56, опубл. 27.01.2003). Для нагрева проволоки используют устройство, содержащее трубчатый муфель с продольным пазом и горелкой.
Недостатками данного способа являются: низкий полезный отбор тепла на нагрев материала относительно общего тепловыделения и невозможность оперативного дозирования интенсивности нагрева, обусловленная трудностями управления процессом горения и тепловой инерционностью нагревателя. Кроме того, прогрев материала происходит с поверхности, и для прогрева центральной части сечения требуется время, что ограничивает производительность волочения. Недостатком также является невозможность сосредоточения теплового воздействия в области, вплотную примыкающей к волочильному инструменту, из-за его перегрева и дополнительных затрат на его охлаждение. В результате на подходе к зоне деформации материал успевает остыть, что не позволяет реализовать оптимальный режим волочения, особенно на малых размерах заготовок.
Известен способ изготовления проволоки из (α+β)-титанового сплава с индукционным нагревом перед волочением или прокаткой (RU 2655482, МПК C22F 1/18, опубл. 28.05.2018). Способ включает нагрев и многократную деформацию заготовки при заданной температуре нагрева волок или роликов. Заявленные значения номинальной мощности и частоты индукционного нагрева, а также скорости деформации заготовки выбирают в зависимости от её диаметра.
Индукционный нагрев применяют в большинстве случаев для крупных заготовок, что обусловливает невозможность размещения индуктора в области межклетьевого пространства для подогрева материала из-за габаритов индуктора и нагрева волочильного инструмента наведенной индукцией, приводящей к перегреву и дополнительным затратам на его охлаждение. При недостаточном охлаждении волочильного инструмента прочность тянущего участка обрабатываемого материала уменьшается, что приводит к обрывам. Для установки индуктора в межклетьевое пространство требуется увеличение расстояния между клетями в кассете, что приводит к потере жесткости материала на кручение и повороту профиля (твисту), что в итоге делает невозможным применение данного способа нагрева при роликовом волочении. К недостаткам способа также следует отнести наличие электромагнитного излучения.
Известен способ изготовления тонкой никелид-титановой проволоки с нагревом потоком инфракрасного излучения перед волочением (RU 2502823, МПК C22F 1/18, опубл. 27.12.2013). Дозированный нагрев осуществляют набором расположенных вокруг входа фильеры полупроводниковых излучающих диодов.
Инфракрасное излучение применяют в большинстве случаев для нагрева заготовок малого диаметра при тонком волочении материала из-за ограниченной мощности инфракрасных излучателей. Кроме того, существует проблема размещения их в межклетьевом пространстве кассеты. Прогрев материала происходит с поверхности, и для прогрева центральной части сечения требуется время, что ограничивает производительность волочения.
Наиболее близким к заявляемому техническому решению является способ многократного волочения проволоки с электроконтактным нагревом, включающий последовательное протягивание заготовки через волоки с одновременной подачей на волоки электрического тока от одного источника, в котором протягивание осуществляют при параллельном подключении волок к источнику тока. (SU 1731327, В21С 1/00, опубл. 07.05.1992). В результате происходит автоматическое распределение тока на участках заготовки во всех волоках в зависимости от диаметра, чем достигается одинаковая плотность тока на этих участках, что, в свою очередь обеспечивает сохранение на всех этих участках условий электропластического эффекта.
Недостатком наиболее близкого технического решения является относительно невысокая эффективность, т.к. волочение через волоки не позволяет достичь высоких значений разовой деформации. В случае же использования в качестве деформирующих устройств вместо волок роликовых клетей, при аналогичном параллельном их подключении к источнику тока, не достигается существенного влияния на параметры электрического нагрева, а, следовательно, и на обеспечение электропластического эффекта во всех зонах деформации. Связано это с небольшой поверхностью контакта роликовой клети с заготовкой. Регулирование же параметров тока между деформирующими устройствами в известном указанном решении не предусмотрено.
Недостатком данного способа является также риск образования задиров и других дефектов поверхности, связанных с волочением через волоки.
Задачей данного изобретения является обеспечение высокой производительности процесса волочения с получением изделий высокого качества.
Техническим результатом является достижение более высоких разовых деформаций в процессе волочения с обеспечением электропластического эффекта во всех зонах деформации по всему сечению заготовки. Повышение качества изготавливаемых изделий достигается за счет уменьшения поверхностных дефектов благодаря исключению риска образования задиров и других дефектов поверхности при волочении через роликовые клети.
Технический результат достигается тем, что в способе многократного волочения изделия с электроконтактным нагревом, включающем протягивание заготовки через последовательно расположенные деформирующие устройства с одновременным пропусканием через заготовку электрического тока заданных параметров, в качестве деформирующих устройств используют роликовые клети, выполненные электроизолированными друг от друга, подачу тока на заготовку осуществляют через токоподающее устройство, расположенное перед первой по ходу волочения роликовой клетью, и через последнюю по ходу волочения роликовую клеть, при этом роликовые клети электрически связаны с заготовкой, а между ними параллельно заготовке подключают резистивные шунты и/или дополнительные источники тока
В отличие от наиболее близкого технического решения в заявляемом способе в качестве деформирующих устройств используют роликовые клети. Волочение на роликовых клетях позволяет увеличить разовую деформацию за счёт замены трения скольжения на трение качения.
Роликовые клети выполнены электроизолированными друг от друга для обеспечения протекания тока через заготовку. Если не использовать электроизоляцию роликовых клетей, то ток будет идти не только через заготовку, но и через роликовые клети. Это не позволит контролируемо задавать температуру на заготовке между роликовыми клетями при волочении.
Подача электрического тока на заготовку через токоподающее устройство, расположенное перед первой по ходу волочения роликовой клетью, и через последнюю по ходу волочения роликовую клеть, обеспечивает пропускание через заготовку тока, а, следовательно, возможность нагрева заготовки и создание электропластического эффекта, во всех зонах ее деформации.
Осуществление электрической связи роликовых клетей и заготовки, подключение между роликовыми клетями параллельно заготовке резистивных шунтов и/или дополнительных источников тока дает возможность поддерживать заданные параметры тока, проходящего через заготовку как между роликовыми клетями, так и во всех зонах деформации. Тем самым во всех зонах деформации обеспечивается регулируемый нагрев заготовки и электропластический эффект, что, в свою очередь позволяет управлять механическими свойствами материала при волочении, значительно снизить усилие волочения и также увеличить разовые деформации.
Таким образом, за счет волочения в роликовых клетях, обеспечения заданного нагрева заготовки и электропластического эффекта во всех зонах деформации достигается увеличение разовой деформации, а, следовательно, и суммарной деформации, что позволяет существенно повысить производительность процесса. Производительность процесса также повышается благодаря уменьшению случаев обрыва заготовки вследствие замены трения скольжения на трения качения при волочении на роликовых клетях.
В частном случае реализации способа токоподающее устройство и роликовые клети охлаждают.
Многократное волочение может быть проведено в защитной атмосфере.
В случае труднодеформируемых металлов и сплавов после многократного волочения может быть осуществлен отжиг.
Оптимально в случае труднодеформируемых металлов и сплавов многократное волочение проводить в несколько этапов с промежуточными отжигами.
Изобретение относится также к изделию, полученному заявленным способом.
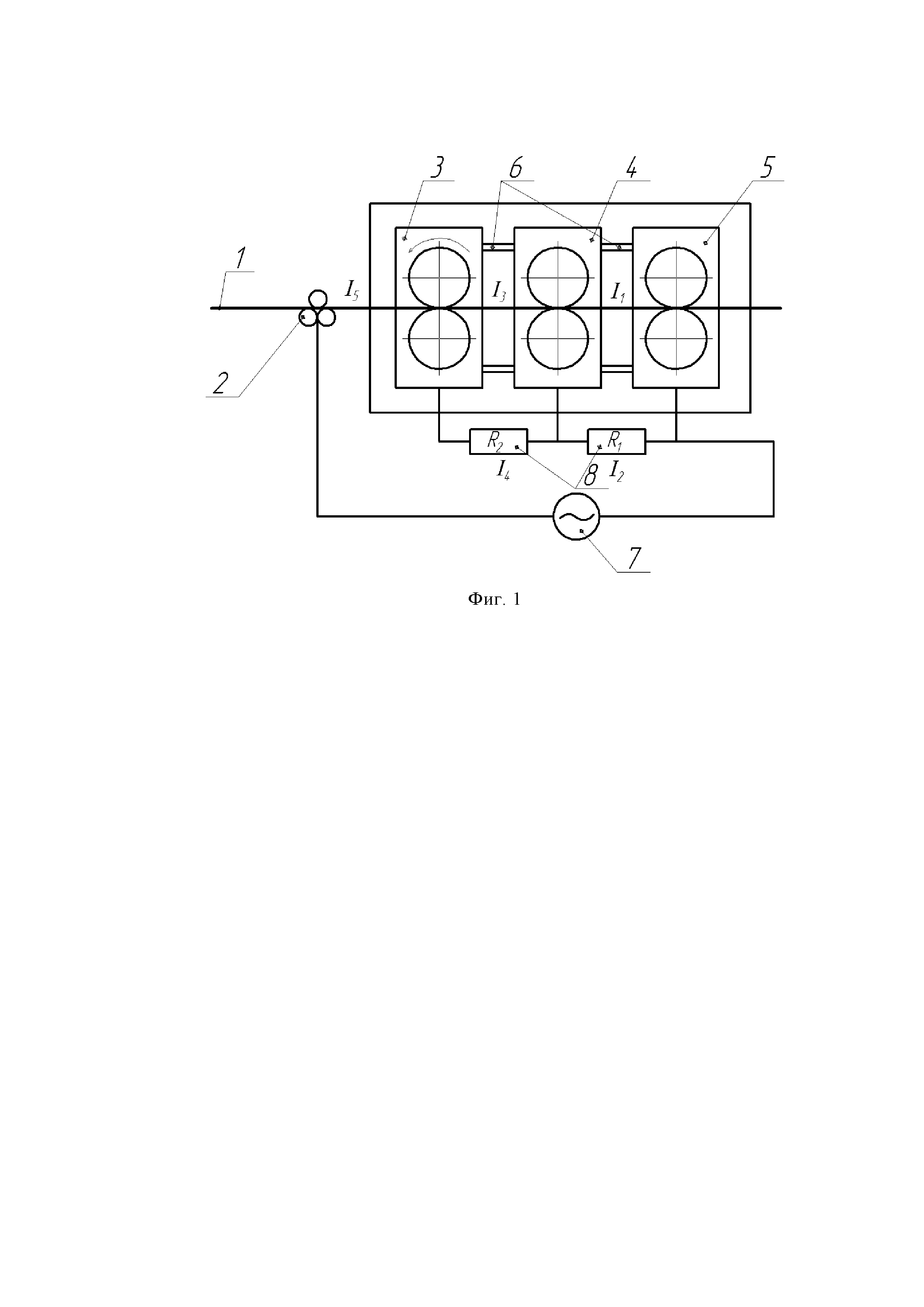
Сущность заявленного способа поясняется схематичным изображением устройства для его осуществления, в котором для волочения использованы три роликовые клети.
Заготовку 1 (см. фиг.) протягивают через токоподающее устройство 2, расположенное перед первой по ходу волочения клетью на расстоянии, необходимом для преддеформационного нагрева, и роликовые клети 3, 4, 5, собранные в кассету и электроизолированые друг от друга посредством изоляторов 6. На заготовку 1 от основного источника переменного тока 7 подают ток I5 заданных параметров через токоподающее устройство 2 и через последнюю по ходу волочения роликовую клеть 5. Параметры переменного тока I5 задают исходя из условий требуемого нагрева заготовки для первой зоны деформации (в первой по ходу волочения роликовой клети 3) и обеспечения электропластического эффекта при волочении в этой зоне, с учетом материала, геометрических параметров заготовки и деформационных параметров процесса по известным методикам (Например, с. 1711-1712 источника: Троицкий О.А., Сташенко В.И. Технология электропластической прокатки титановых сплавов и нержавеющих сталей.//Вестник ТГУ, т. 18, вып. 4, 2013, с. 1711-1712.). Заготовка 1 деформируется, последовательно проходя через клети 3, 4, 5. В каждой зоне деформации возникает электрический контакт между заготовкой 1 и роликами клетей.
Параметры тока в заготовке 1 на участках между роликовыми клетями 3 и 4, 4 и 5 регулируют подключенными параллельно ей резистивными шунтами 8 с значениями сопротивлений R1 и R2 (как показано на фиг. Через заготовку между указанными клетями протекают соответственно токи I3, I1.) и/или дополнительными источниками тока. При этом значения силы тока между роликовыми клетями также устанавливают исходя из условий требуемого нагрева заготовки в каждой зоне деформации и обеспечения электропластического эффекта в этой зоне с учетом материала, геометрических параметров заготовки и деформационных параметров процесса по указанным для I5 известным методикам.
Подключение заявленным образом резистивных шунтов 8 (фиг.) с сопротивлением R1 и R2 (фиг.) используют для исключения перегрева заготовки, которое может возникнуть из-за уменьшения ее сечения в процессе волочения и, как следствие, увеличения плотности тока. Перегрев заготовки, в свою очередь, может привести к ее обрыву.
При этом баланс тока выглядит так:
I5=I1+I2=I3+I4, (1)
где I5 – сила тока, подаваемого на заготовку от источника тока;
I1 – сила тока, проходящего через заготовку между клетью 4 и клетью 5;
I2 – сила тока, проходящего через шунтирующее резистивное сопротивление R1;
I3 – сила тока, проходящего через заготовку между клетью 3 и клетью 4;
I4 – сила тока, проходящего через шунтирующее резистивное сопротивление R2.
Из формулы (1) следует:
I1=I5-I2 (2)
I3=I5 –I4 (3)
Таким образом, согласно формулам (2) и (3) установленных значений I1 и I3 достигают изменением значений I2 и I4 соответственно, которые, в свою очередь, определяются и регулируются величиной сопротивлений R1 и R2 резистивных шунтов 8.
Подключение параллельно заготовке на участках между роликовыми клетями дополнительных источников тока применяют, если значение силы тока от основного источника недостаточно для разогрева заготовки до необходимой температуры. В этом случае установленных значений силы тока между клетями достигают изменением значений силы токов дополнительных источников.
Подключение параллельно заготовке на участках между роликовыми клетями и резистивных шунтов, и дополнительных источников тока применяют, когда необходим дополнительный нагрев заготовки при нестационарных режимах, например при запуске волочения и выходе на стационарный режим.
Проиллюстрировать регулирование значений силы тока между клетями для этого случая, при волочении, например, через три роликовые клети можно на примере одновременного использования дополнительного источника тока, подключенного параллельно заготовке на участке между первой и второй роликовой клетью, и резистивных шунтов, подключенных параллельно заготовке на участках между первой-второй и второй-третьей роликовой клетью. При этом справедливо соотношение:
I5=I1+I2 (4)
где I5 – сила тока, подаваемого на заготовку от основного источника тока;
I1 – сила тока, проходящего через заготовку между второй и третьей по ходу волочения клетью;
I2 – сила тока, проходящего через резистивный шунт между второй и третьей клетью с сопротивлением R1.
Из формулы (4) следует:
I1=I5-I2 (5)
Справедливо также следующее соотношение:
I3=I5-I4+Iдоп. (6)
где Iдоп – сила тока дополнительного источника тока,
Таким образом, согласно формуле (5) установленное значение силы тока I1 между второй и третьей по ходу волочения клетью достигают изменением значения силы тока I2, проходящего через резистивный шунт между второй и третьей клетью, которое, в свою очередь определяется величиной сопротивления указанного резистивного шунта. Установленное значение силы тока I3 между первой и второй по ходу волочения клетью согласно формуле (6) достигают: во-первых, изменением значения силы тока I4, проходящего через резистивный шунт между первой и второй клетью посредством регулирования величины его сопротивления R2; во-вторых, дополнением тока Iдоп необходимого значения.
Аналогично используют параллельное подключение дополнительных источников тока и резистивных шунтов в других комбинациях. Требуемые значения силы тока между клетями при этом регулируют также по известным зависимостям, по аналогии приведенным выше.
Количество роликовых клетей в кассете и температуру нагрева заготовки внутри кассеты подбирают исходя из маршрута деформации и запаса прочности и пластичности материала при волочении.
Таким образом обеспечивается протекание регулируемого тока через заготовку перед первой зоной деформации и между клетями, что позволяет контролируемо нагревать заготовку и обеспечивать электропластический эффект во всех зонах деформации заготовки.
Пример 1.
Проводили волочение проволоки из титанового сплава ВТ6 из диаметра 7,0 мм в диаметр 6.0 мм. Волочение проводили на волоках, подключенных к источнику тока (по наиболее близкому способу). Скорость волочения составила 5 м/мин. Для достижения суммарной степени деформации в 26,53% было волочение проводили в два прохода 7мм в 6,5мм и 6,5мм в 6мм с промежуточным отжигом. Производительность процесса волочения составила 2,16 м/мин.
Пример 2.
Проводили волочение проволоки из титанового сплава ВТ6 из диаметра 7,0 мм в диаметр 6,0 мм. Волочение проводили на кассете, состоящей из двух электроизолированных друг от друга роликовых клетей. Между роликовыми клетями параллельно заготовке подключали резистивный шунт. Для нагрева и получения электропластического эффекта через заготовку пропускали переменный ток с импульсной плотностью 200 А/мм2 и частотой 400Гц. Источник тока подключали к токоподающему устройству – трайб-аппарату – и второй роликовой клети. Скорость волочения 5м/мин. Суммарная степень деформации составила 26,53 %. Производительность процесса волочения составила 5м/мин.
Пример 3.
Изготавливали прутки из титанового сплава ВТ20 диаметром 5,5 мм из заготовки диаметром 7,0 мм. Волочение проводили с использованием трех роликовых клетей, электроизолированных друг от друга. Для дополнительного нагрева между первой и второй по ходу волочения роликовыми клетями подключали дополнительный источник тока. Между второй и третьей по ходу волочения роликовой клетью параллельно заготовке подключали резистивный шунт. Для нагрева и получения электропластического эффекта через заготовку пропускали ток импульсной плотностью 200 А/мм2 и частотой 400Гц. Роликовые клети охлаждали с помощью прижимных водоохлаждаемых холодильников. Для исключения окисления заготовки обработку проводили в защитной атмосфере. Основной источник тока подключали к токоподающему устройству – трайб-аппарату – и третьей по ходу волочения роликовой клети. Скорость волочения – 5 м/мин. Суммарная степень деформации составила 38,27 %. Производительность процесса волочения - 5,95м/мин.
Пример 4.
Проводили волочение проволоки в несколько этапов из титанового сплава ПТ-3В из диаметра 7,0 мм в диаметр 5,3 мм. Волочение проводили поочередно на двух кассетах. Каждая кассета состояла из двух электроизолированных друг от друга роликовых клетей. Между электроизолированными роликовыми клетями в кассетах параллельно заготовке подключали резистивные шунты. Для нагрева и получения электропластического эффекта через заготовку пропускали ток импульсной плотностью 200 А/мм2 и частотой 400Гц. Для каждой кассеты источник тока подключали к токоподающему устройству – трайб-аппарату – и к последней по ходу волочения клети роликовой кассеты. После волочения на первой кассете заготовку отжигали. Скорость волочения – 5 м/мин. Степень суммарной деформации составила 42,67 %. Производительность процесса волочения составила 3,2 м/мин.
Приведенные примеры не ограничивают все возможные случаи использования способа. Аналогично могут быть изготовлены проволока и прутки из других труднодеформируемых, высокопрочных металлов и сплавов, а также трубы из этих материалов.
Способ получения слитков гафния вакуумно-дуговым переплавом
Способ определения порога напряжений коррозионного растрескивания стали или сплава при постоянной деформации
Способ получения циркония электролизом расплавленного электролита (варианты)
Способ изготовления проволоки для обработки металлургических расплавов и проволока для обработки металлургических расплавов
Коррозионностойкий сплав
Способ очистки смеси тетрахлоридов циркония и гафния от примесей
Проволока для ковшевой обработки стали
Способ многопроходной реверсивной винтовой прокатки прутков большого диаметра
Способ изготовления проволоки из высокопрочных сплавов на основе титана
Способ получения слитков из сплавов циркония на основе магниетермической губки
Режущий орган окорочного станка
Механизм качания пил лесопильной рамы
Ленточнопильный станок
Способ экстракционного извлечения циркония и гафния
Многослойный низкоэмиссионный материал
Композиция для получения электропроводящего гидрофобного покрытия на основе лака с углеродными нанотрубками и способ ее изготовления
Способ получения термоокисленного волокна из полиакрилонитрила и его сополимеров
Способ изготовления проволоки из высокопрочных сплавов на основе титана

