Результат интеллектуальной деятельности: Способ лазерного послойного синтеза объемного изделия с внутренними каналами
Вид РИД
Изобретение
Изобретение относится к технологии послойного формообразования, в частности к производству изделий спеканием или сплавлением различных материалов, а именно к технологии лазерного послойного синтеза объемного изделия с внутренними каналами, и может быть использовано в авиационной и ракетной технике.
Известен «Способ получения в деталях внутренних прямолинейных и криволинейных каналов» по патенту РФ на изобретение №2484935, с использованием инструмента для сварки трением с перемешиванием, при этом упомянутый инструмент размещают на поверхности детали, сообщают ему вращательное движение, наконечник инструмента погружают в материал детали в зоне расположения изготавливаемого внутреннего канала и перемещают вдоль его траектории, при этом в зоне обработки создают давление, обеспечивающее течение пластифицированного металла до разрыва его сплошности и получение сварного шва с внутренней полостью, образующей упомянутый канал.
Недостатком известного способа по патенту РФ на изобретение №2484935 является низкая производительность процесса сварки трением с перемешиванием, так как перемещение инструмента по поверхности детали вдоль траектории проходит с небольшой скоростью, и после обработки давлением, обеспечивающим течение пластифицированного металла до разрыва его сплошности и получение сварного шва с внутренней полостью, требуется длительная термическая обработка детали для снятия значительных остаточных напряжений.
Известен «Способ изготовления многослойной монококовой конструкции в виде единой непрерывной оболочки» по патенту РФ на изобретение №2563063, принятый в качестве ближайшего аналога. Единая непрерывная оболочка требуемой конфигурации и аэродинамической формы с внутренними силовыми элементами включает лазерную многослойную наплавку слоев на подложку, при этом предварительно выполняют послойную электронную 3D-модель изготавливаемой конструкции, а подложку располагают в вертикальной плоскости и осуществляют на нее последовательно слой за слоем наплавку оболочки с внутренними силовыми элементами согласно электронной 3D-модели по меньшей мере одной рабочей лазерной головкой, которую перемещают в вертикальной плоскости с автоматической подачей проволоки из материала слоев и поступательно перемещают относительно продольной оси изготавливаемой конструкции, которую в процессе наплавки фиксируют по мере ее изготовления механизированными опорами, при этом в процессе наплавки изменяют ширину наплавляемого участка путем поступательного и продольного движения лазерного луча с заданной амплитудой.
Недостатком известного способа по патенту РФ на изобретение №2563063 является низкая производительность процесса лазерной многослойной наплавки слоев, так как наплавку слоев проводят автоматической подачей проволоки, которая подается в зону наплавки с низкой скоростью, равной скорости плавления материала лазерным лучом.
Перед заявляемым изобретением поставлена задача повышения производительности лазерного послойного синтеза объемного изделия с внутренними каналами.
Поставленная задача в заявляемом изобретении решается за счет того, что способ лазерного послойного синтеза объемного изделия с внутренними каналами, включающий создание виртуальной модели объемного изделия с внутренними каналами с помощью системы трехмерного геометрического моделирования и лазерный послойный синтез объемного изделия спеканием или сплавлением поперечных слоев материала, при этом создают виртуальную модель объемного изделия с элементами внутренних каналов, которую разделяют на модель основы с каналами, получаемыми механической обработкой, и по меньшей мере одну модель фрагмента с каналами, получаемыми послойным лазерным синтезом, затем по модели основы изготавливают механической обработкой монолитное основание с элементами внутренних каналов и на полученном монолитном основании достраивают по фрагменту модели с ответными элементами внутренних каналов лазерным послойным синтезом объемное изделие с внутренними каналами из поперечных слоев материала.
Заявленное изобретение отличается от известного «Способа изготовления многослойной монококовой конструкции в виде единой непрерывной оболочки» по патенту РФ на изобретение №2563063 тем, что создают виртуальную модель объемного изделия с элементами внутренних каналов, которую разделяют на модель основы с каналами, получаемыми механической обработкой, и по меньшей мере одну модель фрагмента с каналами, получаемыми послойным лазерным синтезом, затем по модели основы изготавливают механической обработкой монолитное основание с элементами внутренних каналов и на полученном монолитном основании достраивают по фрагменту модели с ответными элементами внутренних каналов лазерным послойным синтезом объемное изделие с внутренними каналами из поперечных слоев материала.
Указанное отличие позволило получить технический результат, а именно, обеспечило повышение производительности лазерного послойного синтеза объемного изделия с внутренними каналами.
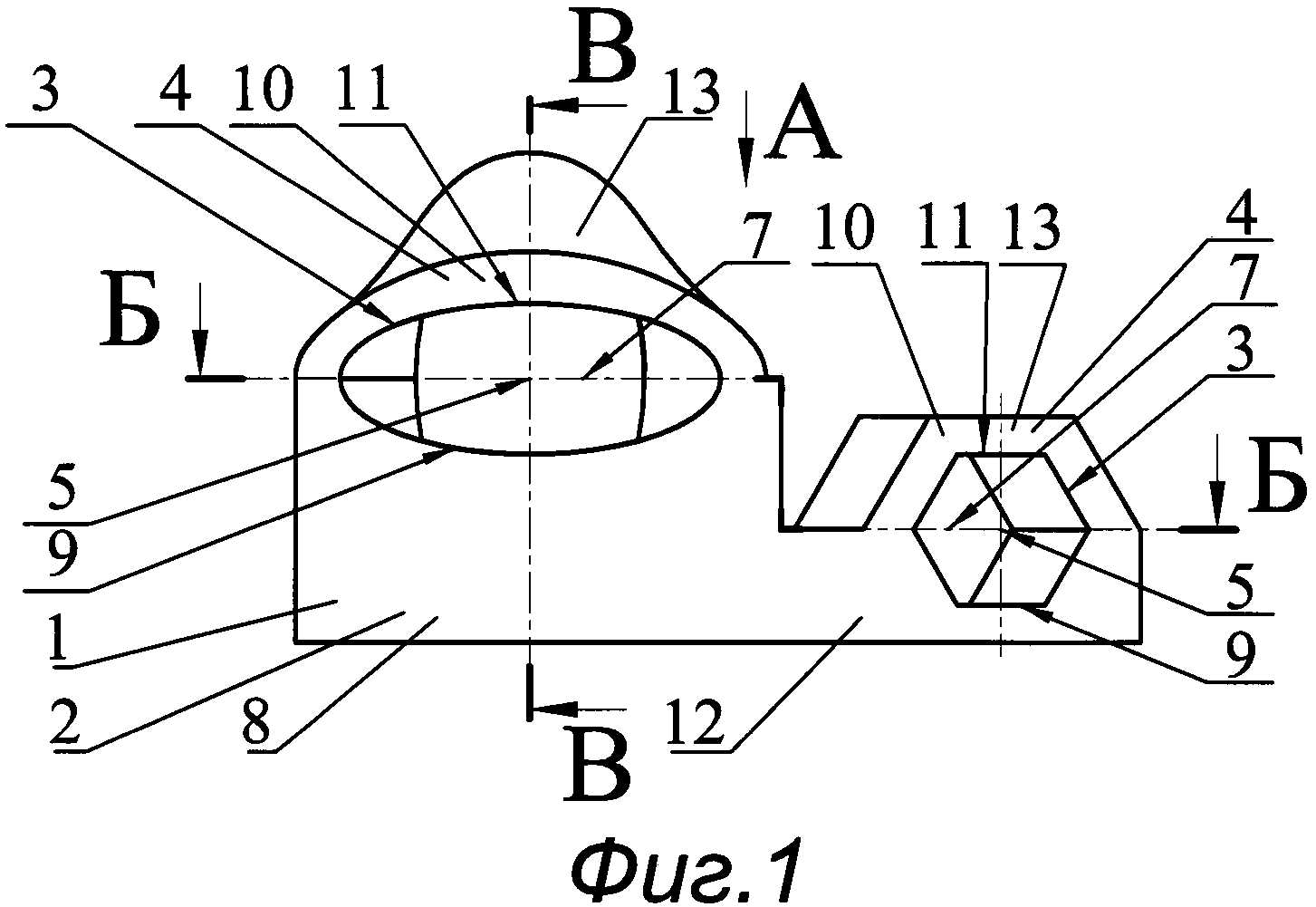
На фиг. 1 представлен вид спереди на объемное изделие с двумя внутренними каналами.
На фиг. 2 представлен вид сверху по стрелке А (фиг. 1) на объемное изделие с двумя внутренними каналами.
На фиг. 3 представлен разрез Б-Б (фиг. 1) объемного изделия с двумя внутренними каналами.
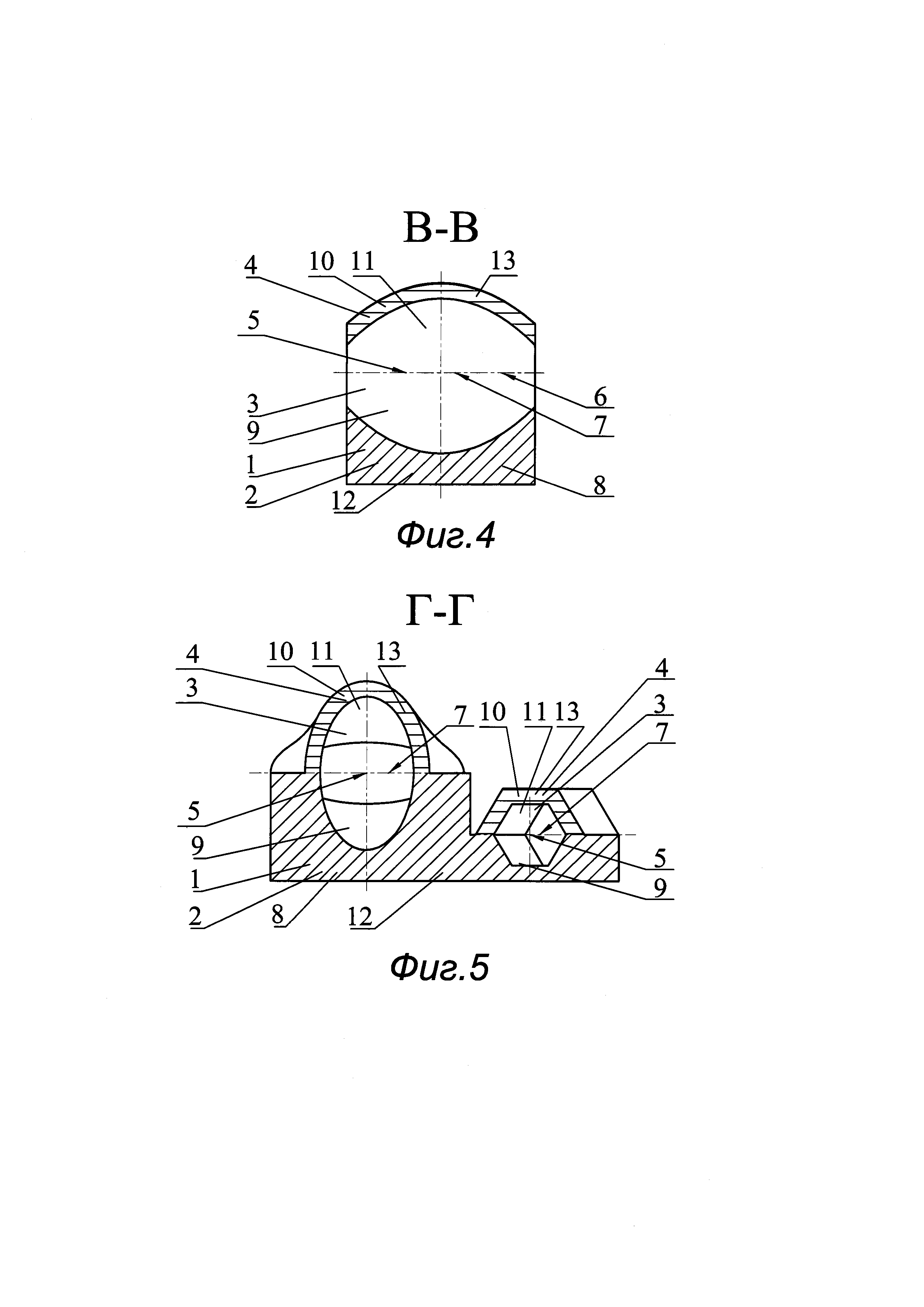
На фиг. 4 представлен разрез В-В (фиг. 1) объемного изделия с двумя внутренними каналами.
На фиг. 5 представлен разрез Г-Г (фиг. 2) объемного изделия с двумя внутренними каналами.
Способ лазерного послойного синтеза объемного изделия с внутренними каналами (фиг. 1-5), включающий создание виртуальной модели 1 объемного изделия 2 с внутренними каналами 3 с помощью системы трехмерного геометрического моделирования и лазерный послойный синтез объемного изделия 2 спеканием или сплавлением поперечных слоев 4 материала, при этом создают виртуальную модель 1 объемного изделия 2 с элементами 5 внутренних каналов 3, которую разделяют на модель 6 основы с каналами 7, получаемыми механической обработкой, и по меньшей мере одну модель 8 фрагмента с каналами 9, получаемыми послойным лазерным синтезом, затем по модели 6 основы изготавливают механической обработкой монолитное основание 10 с элементами 5 внутренних каналов 3 и на полученном монолитном основании 10 достраивают по фрагменту модели 8 с ответными элементами 5 внутренних каналов 3 лазерным послойным синтезом объемное изделие 2 с внутренними каналами 3 из поперечных слоев 4 материала.
Работу по предлагаемому способу осуществляют следующим образом (фиг. 1-5). С помощью системы трехмерного геометрического моделирования создают виртуальную модель 1 объемного изделия 2 с элементами 5 двух внутренних каналов 3. Разделяют виртуальную модель 1 на модель 6 основы с каналами 7, получаемыми механической обработкой, и на две модели 8 фрагментов с каналами 9, получаемыми послойным лазерным синтезом. Таким образом, из виртуальной модели 1 объемного изделия 2 с двумя внутренними каналами 3 получают модель 6 основы для механической обработки и две модели 8 фрагментов для лазерного послойного синтеза.
По модели 6 основы механической обработкой на станке с числовым программным управлением (ЧПУ) изготавливают монолитное основание 10 с каналами 7, которое служит подложкой для последующего лазерного послойного синтеза. Производительность станков с ЧПУ очень высокая и значительно превосходит производительность машин для лазерного послойного синтеза. Технологические возможности станков с ЧПУ по механической обработке наружных поверхностей практически не ограничены, ограничения имеются на механическую обработку внутренних каналов 3, в частности криволинейных каналов. Поэтому для повышения производительности при изготовлении объемного изделия 2 с двумя внутренними каналами 3 рационально изготовить монолитное основание 10 с каналами 7, получаемыми механической обработкой, представляющее собой большую долю объемного изделия 2. Далее на монолитном основании 10 достраивают лазерным послойным синтезом по двум фрагментам модели 8 ответные элементы 5 двух внутренних каналов 3, которые получить механической обработкой невозможно.
На монолитном основании 10 лазерным послойный синтез по двум моделям 8 фрагментов с каналами 9 достраивают объемное изделие 2. Лазерный послойный синтез заключается в Последовательном спекании или сплавлении поперечных слоев 4 материала, например порошка, лучом лазера, который обводит в соответствии с конфигурацией и размерами двух моделей 8 фрагментов с каналами 9 контур по поперечному слою 4, а затем сканирует поперечный слой 4 внутри этого контура. В результате теплового воздействия лазерного излучения из частиц порошка сплавлением или спеканием формируют поперечный слой 4 материала, монолитно связанный с нижележащим слоем 4 материала. Необходимо отметить, что первый слой 4 материала монолитно связан с монолитным основанием 10. Таким образом, из поперечных слоев 4 материала достраивают послойно объемное изделие 2 с двумя внутренними каналами 3 в соответствии с конфигурацией и размерами виртуальной модели 1.
Изобретение позволило получить технический результат, а именно обеспечило повышение производительности лазерного послойного синтеза объемного изделия с внутренними каналами.
Способ лазерного послойного синтеза объемного изделия с внутренними каналами, включающий создание виртуальной модели объемного изделия с внутренними каналами с помощью системы трехмерного геометрического моделирования и лазерный послойный синтез объемного изделия спеканием или сплавлением поперечных слоев материала, отличающийся тем, что создают виртуальную модель объемного изделия с элементами внутренних каналов, которую разделяют на модель основы с каналами, получаемыми механической обработкой, и по меньшей мере одну модель фрагмента с каналами, получаемыми послойным лазерным синтезом, затем по модели основы изготавливают механической обработкой монолитное основание с элементами внутренних каналов и на полученном монолитном основании достраивают по фрагменту модели с ответными элементами внутренних каналов лазерным послойным синтезом объемное изделие с внутренними каналами из поперечных слоев материала.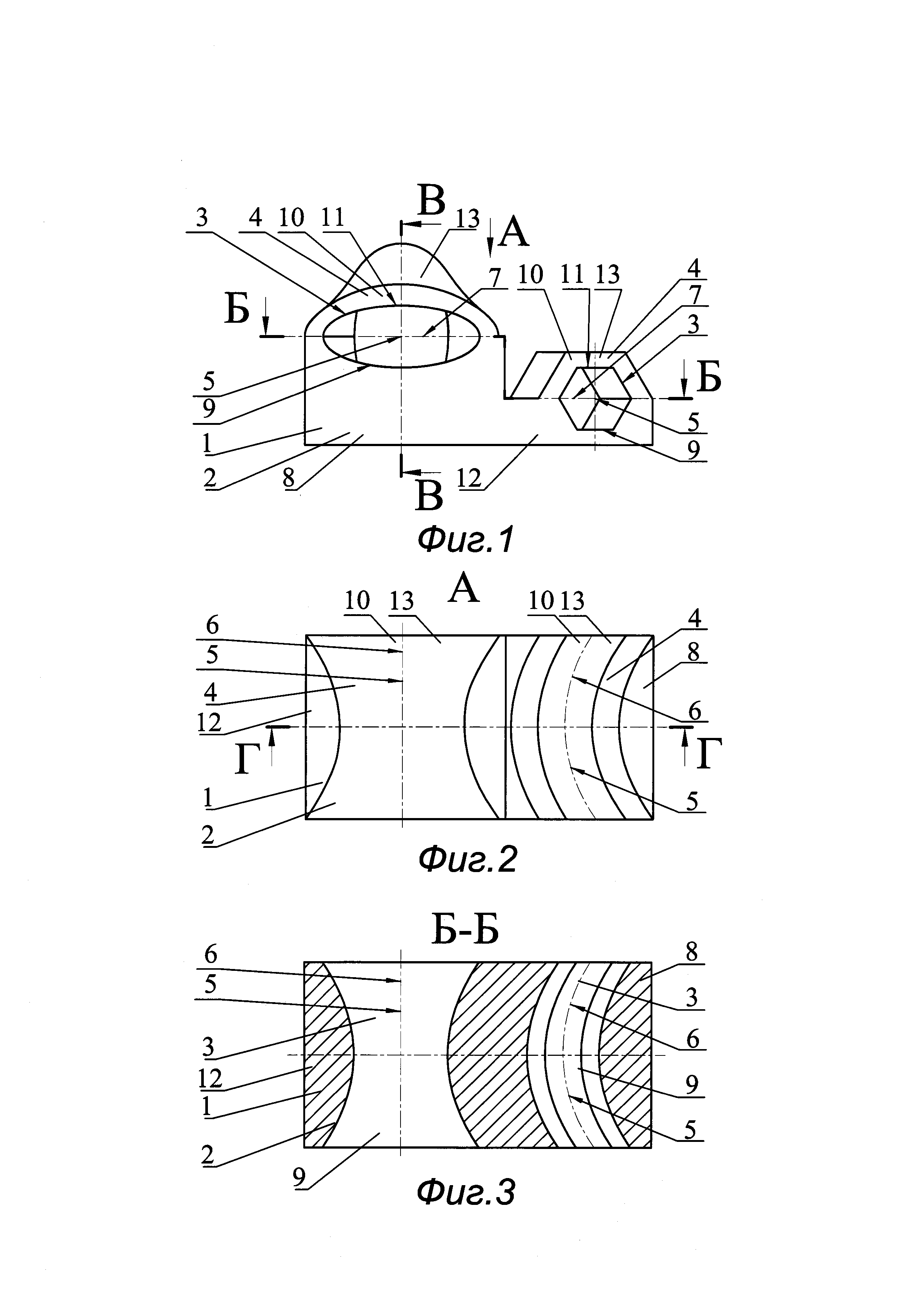
Улучшенный способ формирования сигнала управления ракеты при наведении на маневрирующую цель
Способ повышения деформационных свойств тугоплавких металлов
Способ лазерного послойного синтеза объемных изделий из порошков
Способ укороченного взлета летательного аппарата
Мобильный роботизированный кессон
Многослойное термоэмиссионно-защитное покрытие для детали из жаропрочного сплава
Способ изготовления крупногабаритной формовочной оснастки из композиционного материала для объемного изделия
Способ термической обработки заготовки или изделия (пружин) из бронзы брнхк 2,5-0,7-0,6
Гиперзвуковой прямоточный воздушно-реактивный двигатель
Способ приработки зубчатых колёс конической передачи внутреннего зацепления
Стенд для испытаний механического теплового компенсатора
Стенд для коррозионно-прочностных испытаний лопатки газотурбинного двигателя
Поверхность теплообмена

