Результат интеллектуальной деятельности: Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке для получения полых деталей с переменной толщиной стенки по высоте.
Известно устройство для изготовления деталей типа стакан по а.с. №620309, МПК8, кл. B21D 22/20, опубл. 25.08.1978, бюл. №31 содержащее корпус, в нижней части которого установлена матрица и подпружиненный съемник, верхнюю плиту, на которой закреплены пуансонодержатель с пуансоном и копирная планка с профильной рабочей поверхностью, на пуансон надета втулка, направленная по верхней части корпуса, к втулке прикреплен клин, в направляющих корпуса перемещается второй клин, опирающийся своим концом на профилированную рабочую поверхность копирной планки, которая, в свою очередь, направляется по кронштейну, прикрепленному к корпусу.
Недостатком устройства является ограниченность применения при получении только длинномерных полых деталей с переменной толщиной стенки по высоте из высокопластичных материалов. Устройство не может применяться при получении полых деталей из металлов с невысокими пластическими свойствами, высота которых, например, меньше двух диаметров.
Известен штамп для вытяжки полых деталей по а.с. 1049140, кл. B21D 22/20 опубл. 23.10.1983, бюл. №39, принятый за прототип, содержащий закрепленный на верхней плите пуансон, соосно установленные на нижней плите две матрицы и охватывающую их обойму с каналом для подвода смазки в кольцевую полость между матрицами с установленной на пуансоне и подпружиненной относительно верхней плиты полой крышкой, имеющей на боковой поверхности наклонный участок, эквидистантный заходной кромке первой матрицы, а обойма выполнена с дополнительным каналом для слива смазки и выходящими в верхнюю и нижнюю часть кольцевой полости двумя радиальными отверстиями с возможностью взаимодействия с изготавливаемой деталью подпружиненных штоков, кинематически связанных с клапанами посредством двуплечих рычагов.
Недостатком штампа является его конструктивная сложность и возможность получения только длинномерной цилиндрической оболочки с переменной толщиной стенки по высоте, причем толщины стенки ступенчатые, изменяющиеся в определенной однообразной последовательности с наибольшим утолщением у открытого торца полой детали.
Задачей изобретения является расширение технологических возможностей получения полых деталей с переменной толщиной стенки по высоте, повышение степени утонения и утолщения стенки заготовки за счет торцевого подпора при совмещении вытяжки с утонением и выдавливания полой заготовки.
Для решения поставленной задачи предлагается штамп для получения полых деталей с переменной толщиной стенки по высоте, содержащий верхнюю плиту с пуансонодержателем, нижнюю плиту, на которой установлены матрица для вытяжки, подпружиненный съемник, при этом дополнительно на нижней плите закреплены копиры и направляющие колонки, на которые установлена промежуточная плита с направляющими втулками, на нижней поверхности промежуточной плиты помещена матрица для выдавливания, соосно с матрицей для вытяжки, на верхней плите в пуансонодержателе установлен составной пуансон, состоящий из рабочей части и хвостовика, а также закреплены поворотные г-образные упоры имеющие полость, контактирующие под действием пружин с промежуточной плитой и копирами, входящими в полость г-образных упоров.
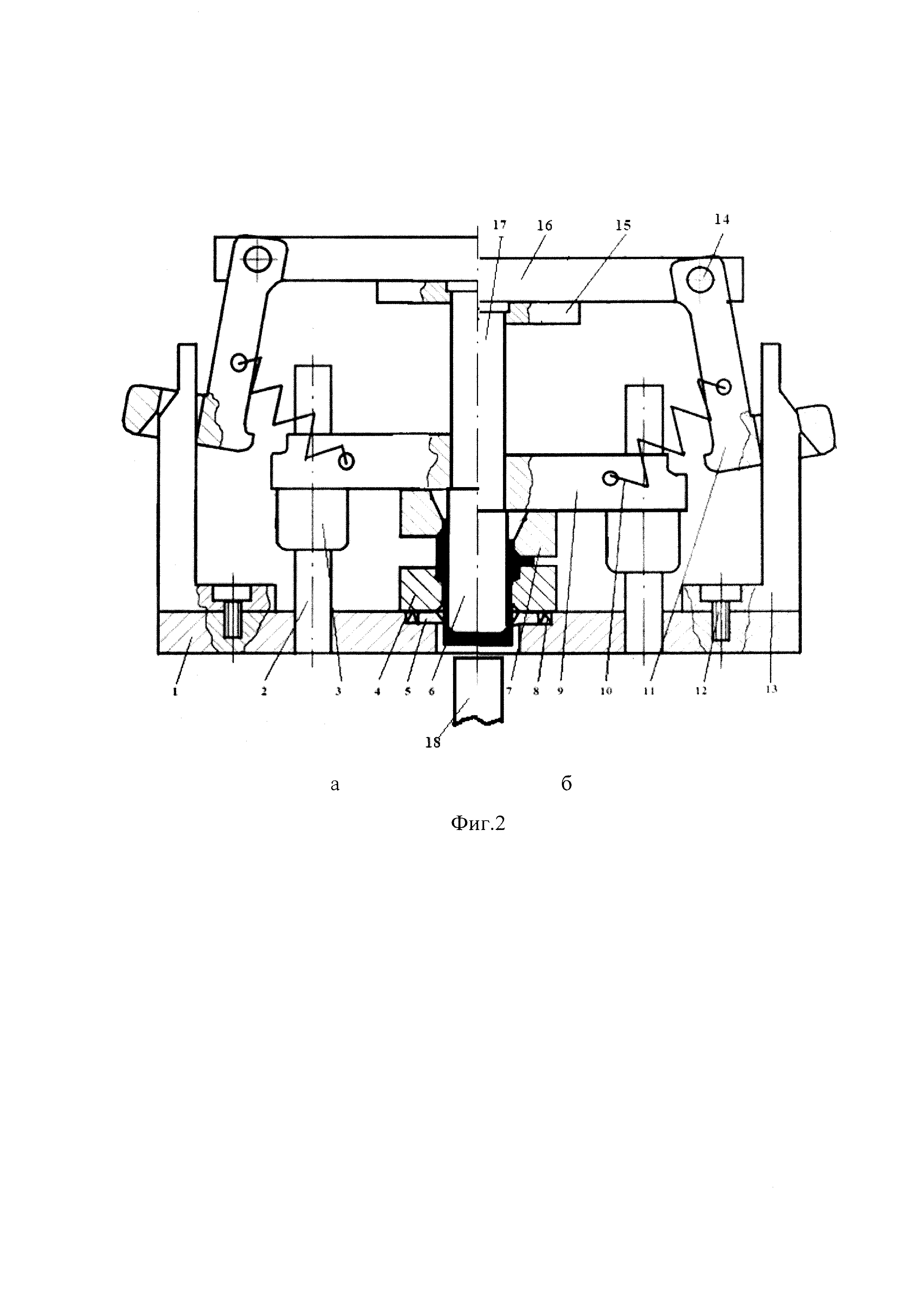
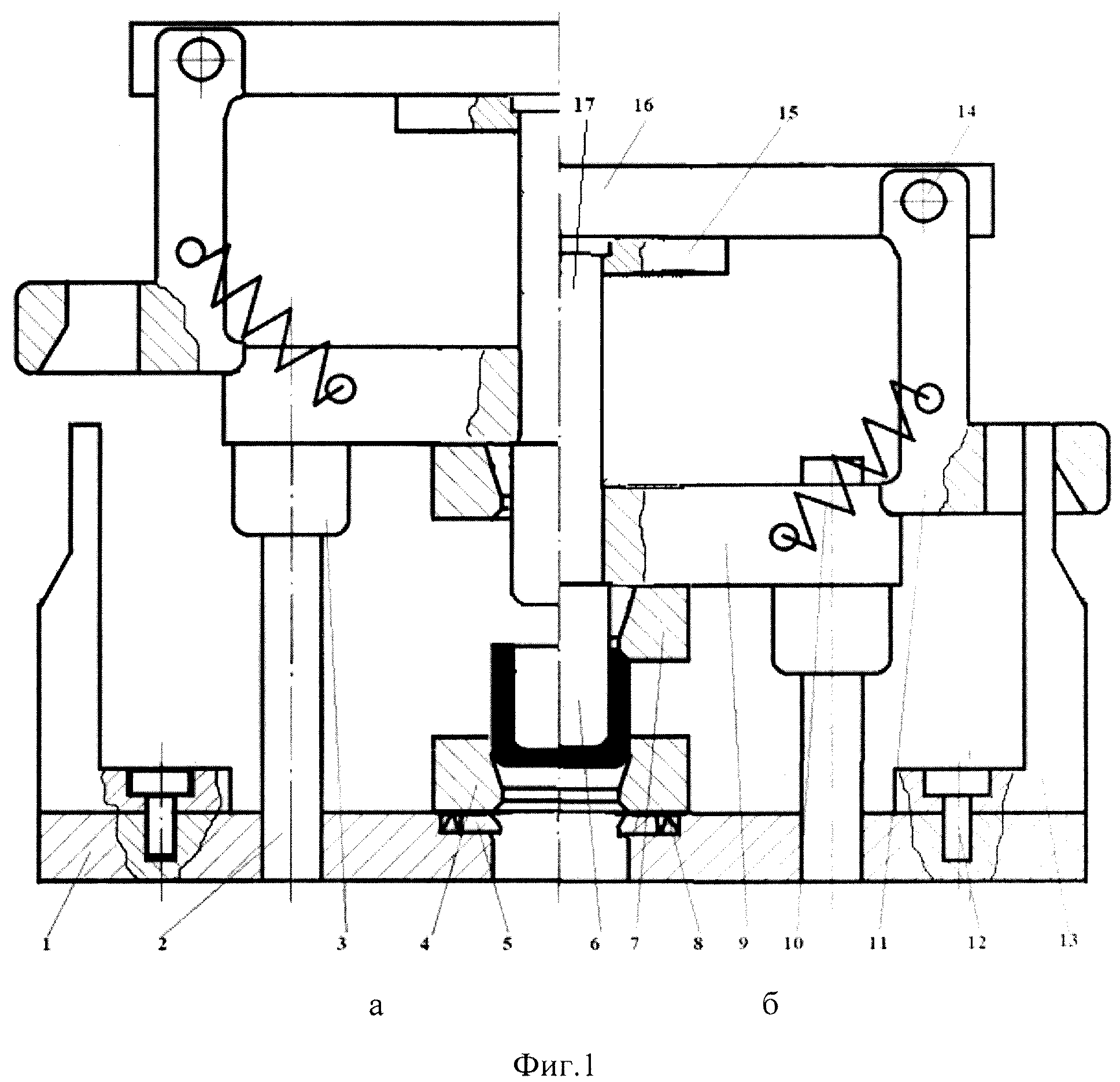
На фиг. 1, а показан штамп в исходном положении, на фиг. 1, б штамп в момент начала операции вытяжки с утонением, на фиг. 2, а штамп в момент отклонения упоров от промежуточной плиты и получением полуфабриката с переменной толщиной стенки по высоте, на фиг. 2, а и фиг. 2, б штамп после окончания совмещения вытяжки с утонением с торцевым подпором, выдавливанием на открытом торцевом участке или утолщения с получением фланца,
Штамп содержит нижнюю плиту 1, направляющие колонки 2, направляющие втулки 3, нижнюю матрицу 4, съемник 5, пуансон 6, верхнюю матрицу 7, пружины съемника 8, промежуточную плиту 9, пружины 10, г-образные упоры 11, винты 12, копиры 13, оси 14, пуансонодержатель 15, верхнюю плиту 16, хвостовик пуансона 17.
На фиг. 1, а в исходном положении расстояние между пуансоном 6 и нижней матрицы 4 дает возможность устанавливать на нижнюю матрицу 4 цилиндрическую оболочку требуемой высоты. Пуансон 6 связан с хвостовиком пуансона 17 и торцевой поверхностью соприкасается с промежуточной плитой 9. При этом только часть цилиндрической оболочки входит в рабочую полость нижней матрицы 4, а большая часть выступает над ней. Верхняя 16 и промежуточная 9 плиты штампа находятся в верхнем положении, причем пружины 10 обеспечивают контакт г-образных упоров 11 с промежуточной плитой 9.
Штамп работает следующим образом. В процессе рабочего хода пресса происходит совместное перемещение верхней 16, промежуточной 9 плит, а также пуансона 6. В момент соприкосновения пуансона 6 с дном цилиндрической оболочки верхняя матрица 7 соприкасается с верхним торцом цилиндрической оболочки (фиг. 1, б). В процессе вытяжки с утонением происходит пластическое течение материала заготовки и увеличение ее высоты. Это вызывает перемещение торца цилиндрической оболочки в полость верхней матрицы 7 с выдавливанием материала в ее рабочую полость. Сила выдавливания противоположно направлена силе вытяжки с утонением и создает противодавление в осевом направлении, что приводит к уменьшению растягивающих напряжений, возникающих при вытяжке с утонением, утолщению стенки цилиндрической оболочки в промежутке между матрицами 4 и 7, выдавливании материала в полость матрицы 7. Промежуточная плита 9 вместе с направляющими втулками 3 перемещается по направляющим колонкам 2 со скоростью перемещения пуансона 6, а копиры 13, закрепленные винтами 12 на нижней плите 1, входят в полость г-образных упоров 11. В момент приближения нижней 4 и верхней 7 матриц копиры 13 осуществляют поворот г-образных упоров 11 и устраняют контакт г-образных упоров 11 с промежуточной плитой 9 (фиг. 2, а). Вытяжка с противодавлением заканчивается и при обратном ходе ползуна, выталкивателем 19 пресса деталь с переменной толщиной стенки удаляется из рабочей зоны штампа. Путем регулировки высоты копиров 13 регулируется момент поворота г-образных упоров 11 и устраняется их контакт с промежуточной плитой 9. В результате, например, уменьшения высоты копиров 13 промежуток между матрицами 4 и 7 уменьшается, увеличивается деформация выдавливания и получается цилиндрическая оболочка с фланцевым участком (фиг. 2, б). При обратном ходе полученная деталь с помощью выталкивателя пресса 18 удаляется из рабочей зоны штампа. Верхняя плита 17 вместе с г-образными упорами 11, упругим элементом 16 также перемещаются вверх. Г-образные упоры 11 выходят из соприкосновения с копирами 13 и под действием пружин 10 входят в соприкосновение с промежуточной плитой 9. Детали штампа занимают исходное положение (фиг. 1, а).
Штамп дает возможность получать детали с переменной высотой стенки по высоте, или с образованием фланца. Расширяются технологические возможности получения оболочек с переменной толщиной стенки по высоте и интенсификацией процесса формоизменения цилиндрической оболочки из труднодеформируемых материалов за счет создания торцевого подпора.
Штамп для получения полых деталей с переменной толщиной стенки по высоте, содержащий верхнюю плиту с пуансонодержателем, нижнюю плиту, на которой установлены матрица для вытяжки и подпружиненный съемник, отличающийся тем, что он дополнительно снабжен закрепленными на нижней плите копирами и направляющими колонками, на которые установлена промежуточная плита с направляющими втулками, размещенными на нижней поверхности промежуточной плиты матрицей для выдавливания, установленным на верхней плите в пуансонодержателе соосно с матрицей для вытяжки составным пуансоном, имеющим рабочую часть и хвостовик, и закрепленными на верхней плите поворотными г-образными упорами, имеющими полость и контактирующими под действием пружин с промежуточной плитой и упомянутыми копирами, входящими в полость г-образных упоров.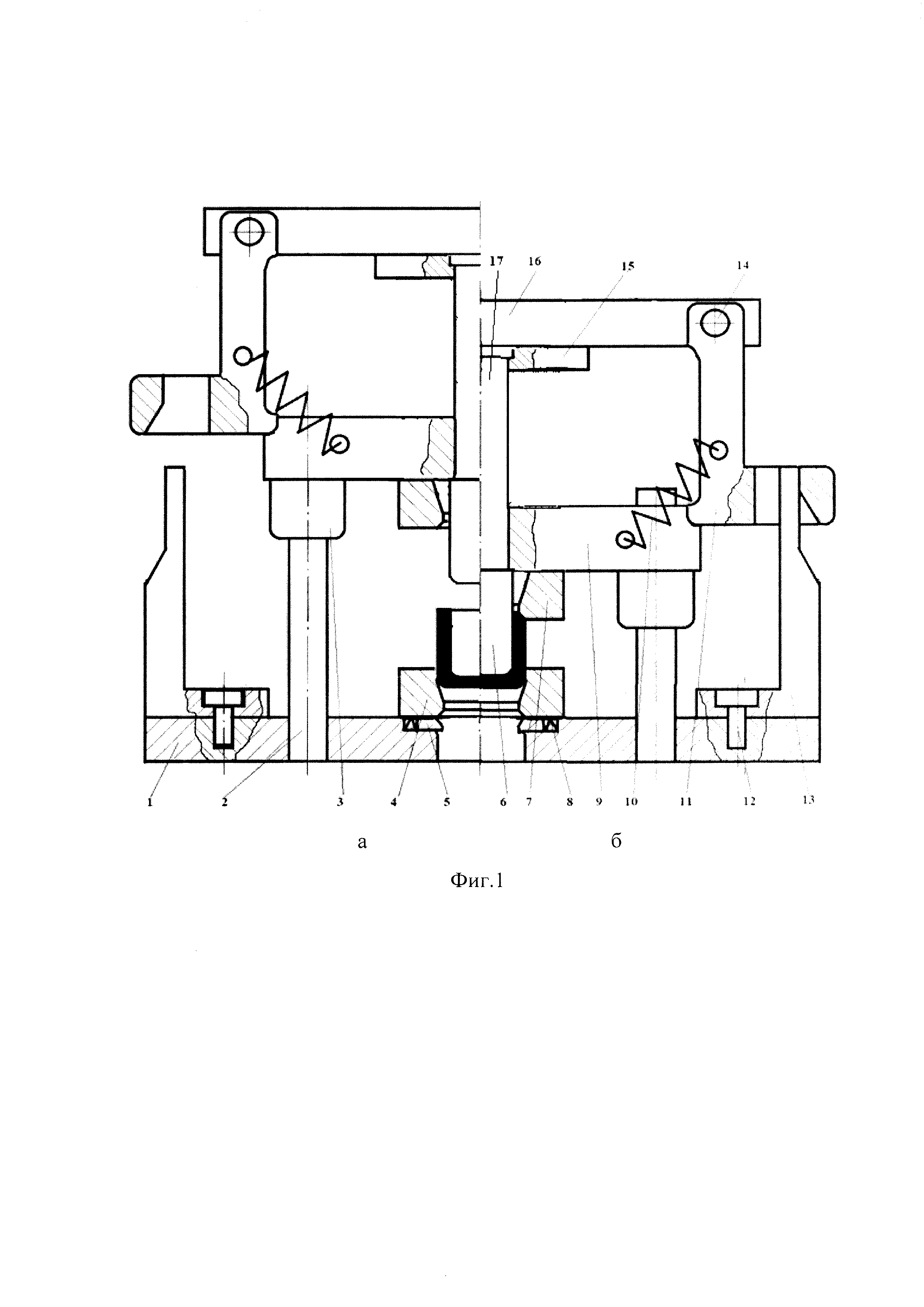
Автоматизированное устройство для очистки промышленных стоков
Акселерометр
Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления
Устройство для ротационной вытяжки осесимметричных оболочек сложной формы
Способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки
Способ управления вентильным двигателем и следящая система для его осуществления
Система управления анестезией для ингаляционного наркоза
Способ выдавливания деталей типа стакан и устройство для его осуществления
Устройство для магнитно-импульсной штамповки листовых материалов
Способ и устройство для формоизменения оболочки из труднодеформируемого материала магнитно-импульсной штамповкой
Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки
Устройство для получения оболочки с переменной толщиной стенки по периметру

