Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА ВНУТРЕННЕЙ ИЛИ НАРУЖНОЙ РЕЗЬБЫ
Вид РИД
Изобретение
Изобретение относится к разряду контрольных мерительных устройств типа шаблон, используемых для контроля размеров, определения степени износа резьбы деталей конических соединений, преимущественно соединении бурильных труб нефтяного сортамента. Изобретение обеспечивает возможность контроля состояния резьбы, бывшей в эксплуатации по износу критерием «Н» в миллиметрах. Применение устройства возможно в нефтегазодобывающей, машиностроительной и приборостроительной отраслях.
Крепление бурильных труб в колонну осуществляется с помощью замковой резьбы, представляющей собой пару ниппель-муфта, где ниппель это часть трубы с наружной резьбой, а муфта - с внутренней. Сборка колонны производится при помощи ключа, который в процессе крепления резьбового соединения может развивать момент до 3 т/м. При таком моменте замковая резьба пары ниппель-муфта подвергается значительному напряжению и, как следствие, износу боковых сторон резьбы с уменьшением высоты нитки резьбы, что в свою очередь уменьшает число оборотов до полного свинчивания замка. При малом числе оборотов свинчивания замки отбраковываются, так как они не могут обеспечивать надежность работы бурильной колоны. В среднем установочный ресурс работы замков составляет 1200 свинчиваний-развинчиваний. Фактическая степень износа витков замковой резьбы определяется согласно нормативному документу РД 39-013-90 по критерию «Н».
Известен способ контроля износа замковой резьбы, который выполняется непосредственно на буровой установке для пары ниппель-муфта. В этом случае после установки ниппеля в муфту, верхняя замковая деталь поворачивается (в сторону развинчивания) относительно нижней (например, с помощью машинного ключа) до момента, при котором происходит скачкообразное осевое перемещение ниппеля в муфту, в этот момент фиксируется расстояние между упорным торцом муфты и упорным уступом ниппеля, которое и характеризует степень износа замковой резьбы (критерий «Н»), РД 39-013-90, стр. 186, п. 3.5.
Недостатки способа - при таком контроле оценка степени износа резьбы определяется в целом в замковой паре, а не отдельно ниппелю или муфте, способ является приближенным, так как из-за инерции движения ротора механического ключа с трубой, вносится ошибка соизмеримая с шагом резьбы. Данный способ применим к трубам, комплектуемым на скважине в колонну и не применим к трубам, размещенным на стеллажах.
Известен также способ контроля износа замковой резьбы при помощи шаблонов. Для проверки резьбы ниппеля используется ответная замковая резьбу и последующем повороте относительно детали в сторону развинчивания (в пределах одного оборота) до момента прекращения контакта сопряженных витков по вершинам профиля и скачкообразного перемещения шаблона в деталь на величину соизмеримую с шагом резьбы, при этом, расстояние между упорным торцом муфты и упорным уступом ниппеля характеризует степень износа замковой резьбы (критерий «Н»). РД 39-013-90, стр. 186, п. 3.5.
Данный шаблон имеет значительные габаритные размеры, вес и в процессе измерений его требуется руками удерживать в фиксированном положении, что в большой степени затрудняет выполнение работ. В связи этим данный шаблон не нашел широкого применения.
Техническим результатом предлагаемого устройства является повышение точности контроля износа замковой резьбы в любом положении контролируемых труб, комплектуемых на скважине или размещенных на стеллажах при условии доступа к их резьбе, а так же снижение габаритов и веса контрольного устройства.
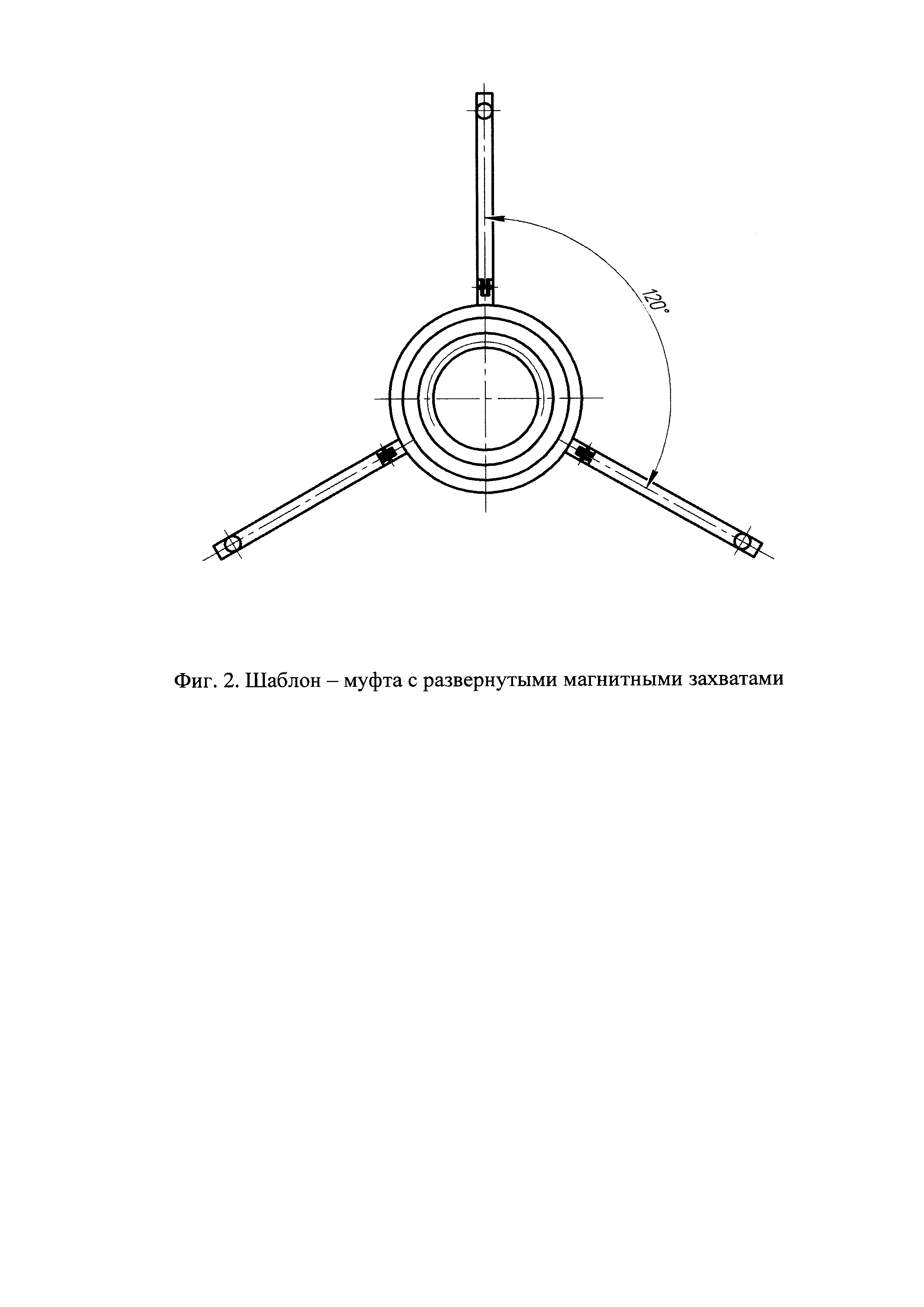
Технический результат достигается за счет того, что устройство для контроля износа резьбы выполнено в виде шаблона, представляющего собой ответную часть контролируемой резьбы, снабженного магнитными захватами, один конец которых шарнирно закреплен на наружной поверхности шаблона, а на другой конец установлены магниты. Предлагаемый шаблон выполнен из аналогичной измеряемой трубы, механически обработанной до уменьшения веса в пределах до 6 раз в зависимости размера контролируемой резьбы. Для закрепления шаблона используется три магнитных захвата расположенных под углом 120 градусов друг относительно друга, на магнитных захватах установлены неодимовые магниты с отрывным усилием 5 кгс.
Сущность изобретения поясняется чертежами.
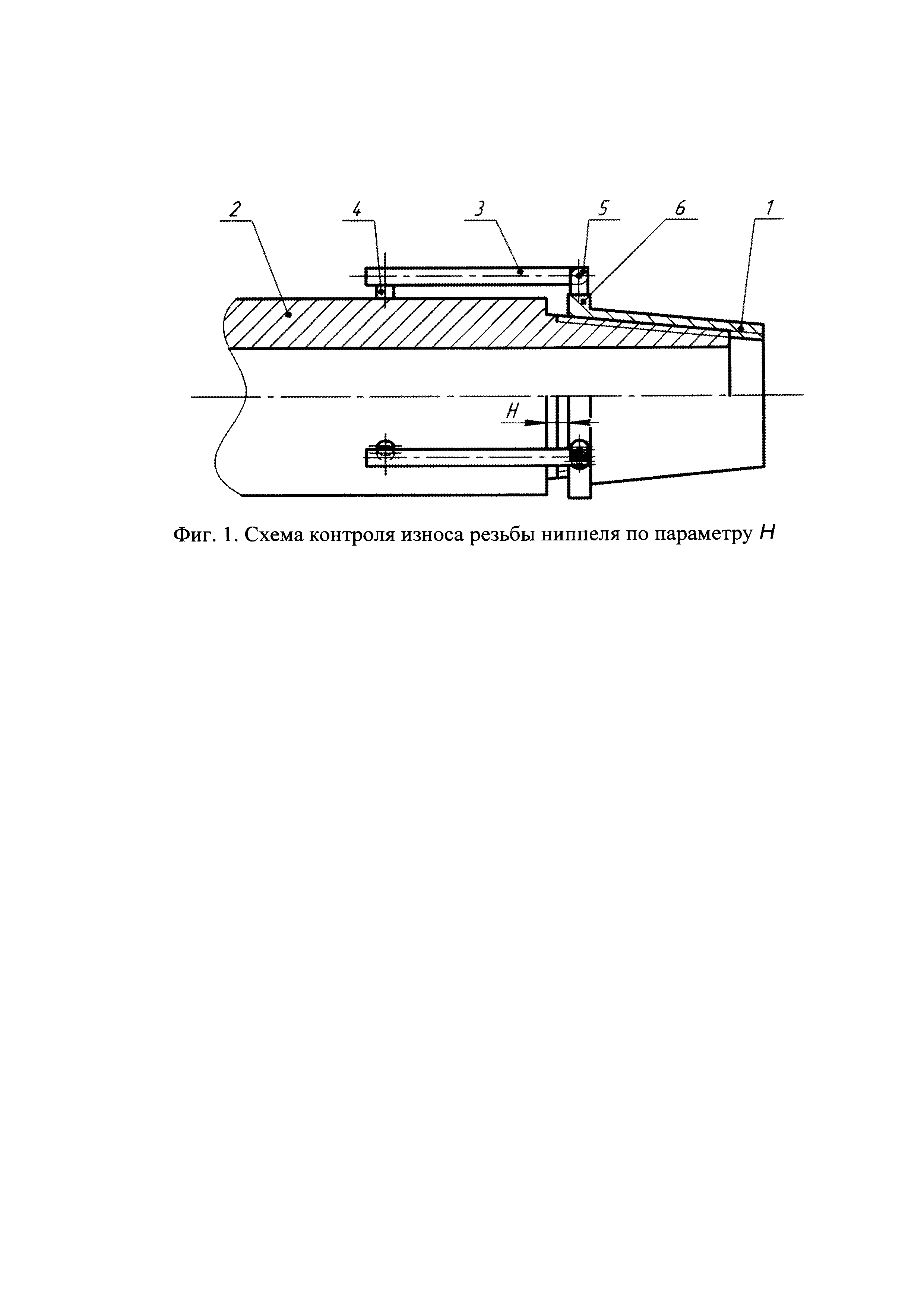
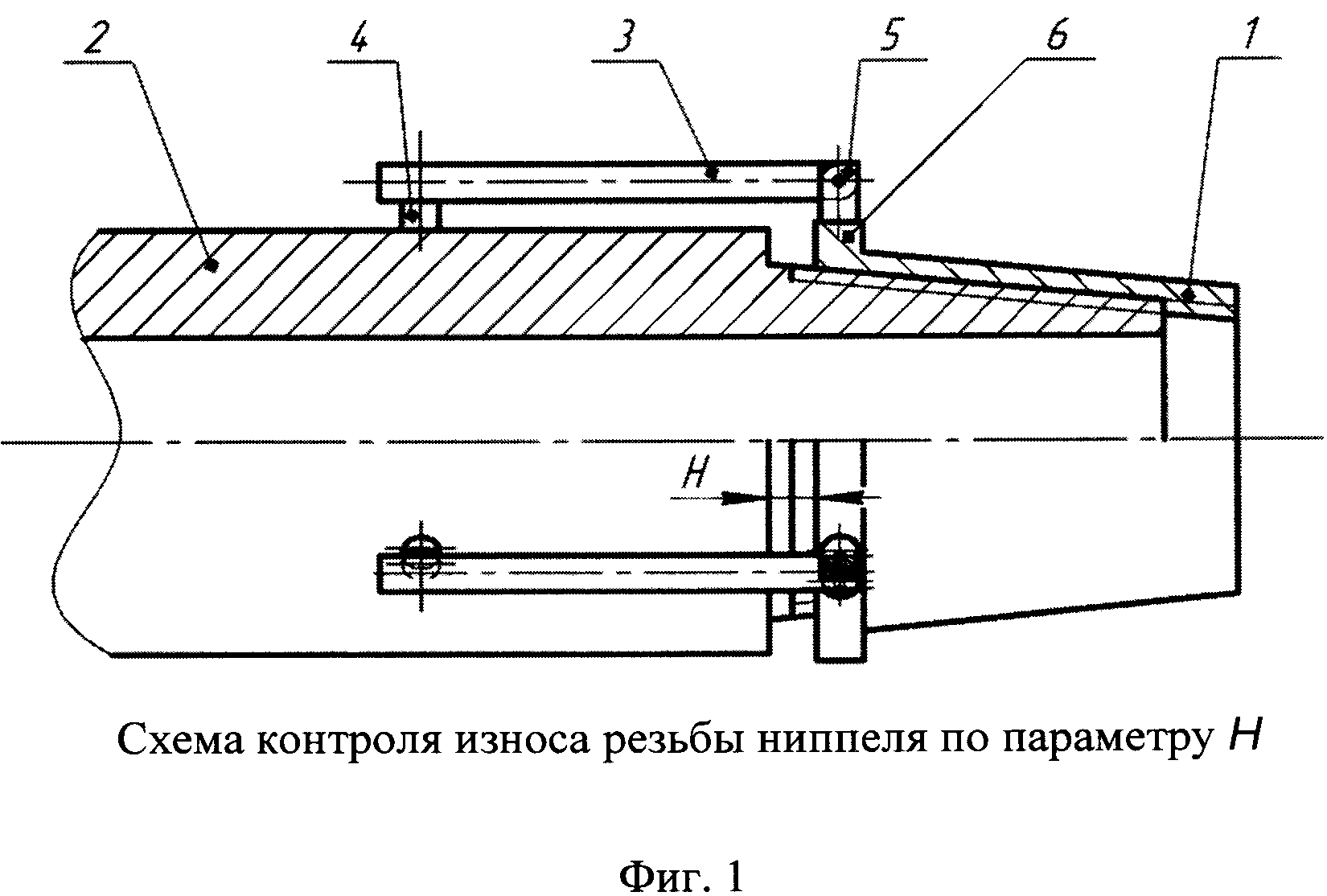
На фиг. 1. схематично представлен продольный разрез устройства при контроле износа резьбы ниппеля, где: 1 - шаблон муфта, 2 - ниппель бурильной трубы, 3 - захваты, 4 - магниты, 5 - шарнир, 6 - упорный торец шаблона муфты, «Н» - контролируемый размер.
Фиг. 2. Шаблон-муфта с развернутыми магнитными захватами
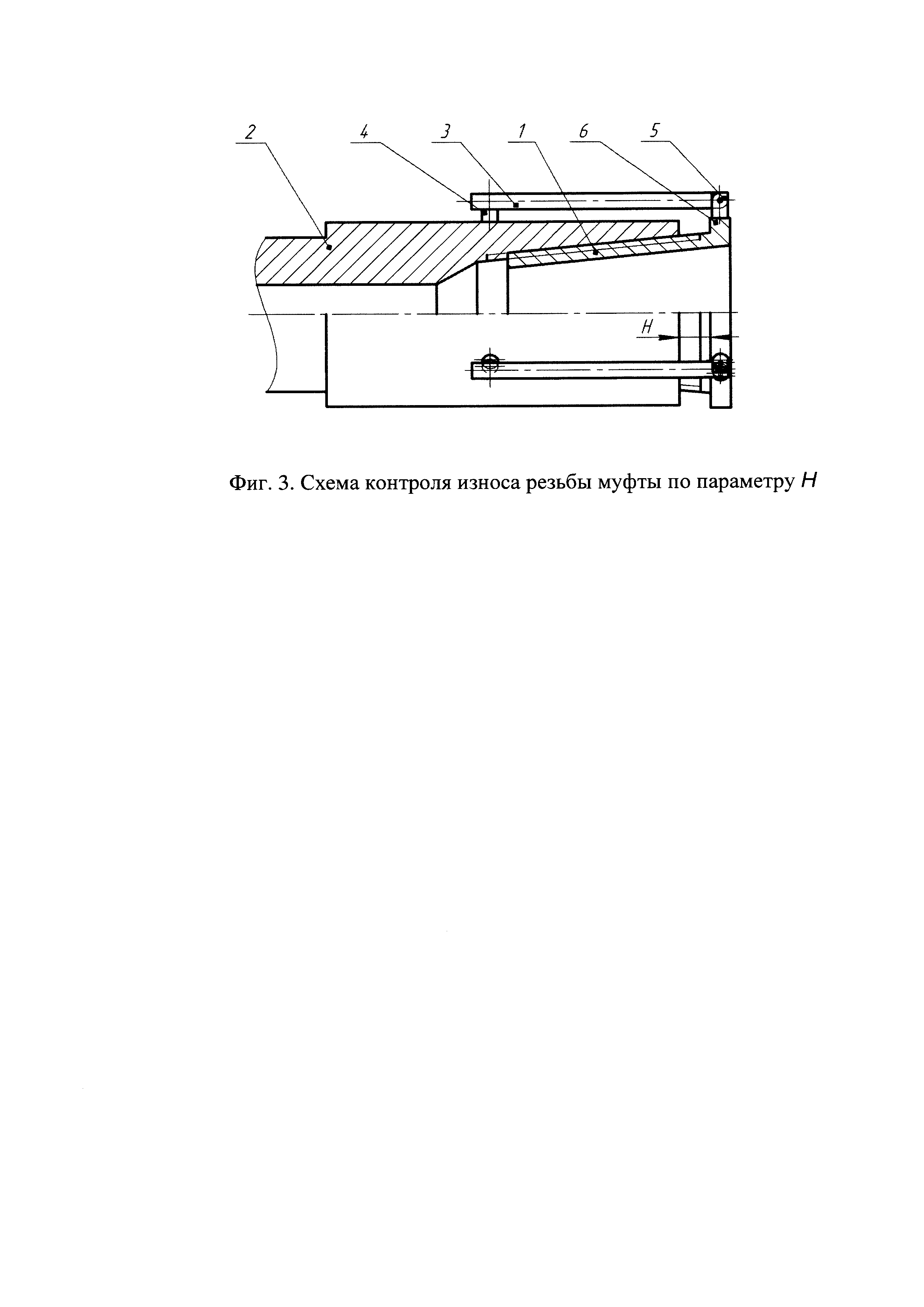
На фиг. 3. Схематично представлен продольный разрез устройства при контроле износа резьбы муфты, где: 1 - шаблон ниппель, 2 - муфта бурильной трубы, 3 - захваты, 4 - магниты, 5 - шарнир, 6 - упорный уступ шаблона ниппеля, «Н» - контролируемый размер
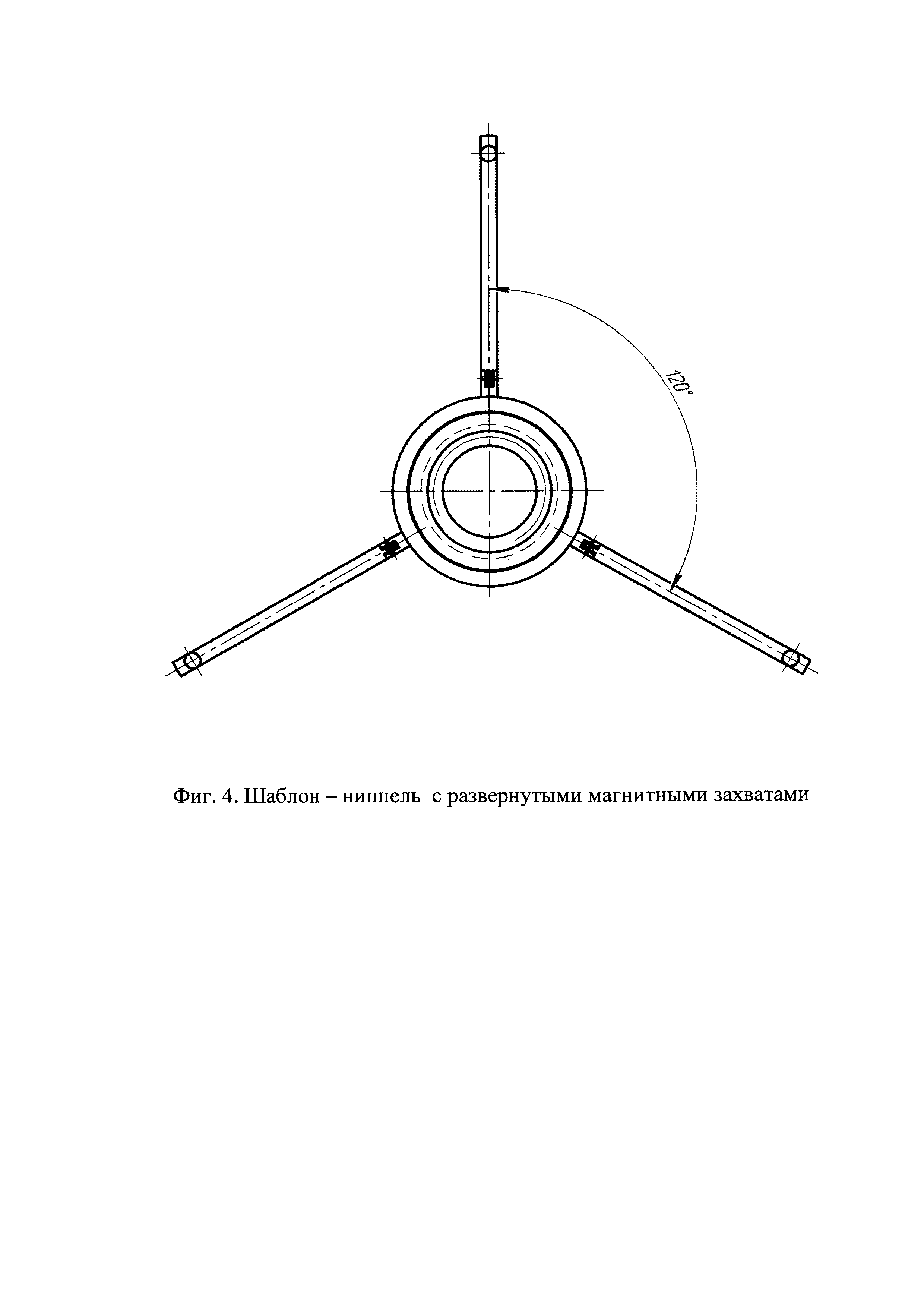
На фиг. 4. Шаблон-ниппель с развернутыми магнитными захватами
Изобретение работает следующим образом:
Контроль износа наружной резьбы трубы осуществляется в следующем порядке:
Шаблон муфта 1 устанавливается на ниппельную часть бурильной трубы 2 с последующим поворотом относительно трубы в сторону развинчивания до скачкообразного перемещения шаблона 1 на ниппеле трубы 2. Одновременно с поворотом осуществляется поджим шаблона 1 в сторону противоположную направлению осевого перемещения при развинчивании, при этом после скачкообразного перемещения не допускается дальнейшее проворачивание шаблона 1. Три захвата 3 шаблона 1 посредством шарнира 5 переводятся из положения перпендикулярного оси шаблона (фиг. 2.) в положение параллельное оси шаблона (фиг. 1.) т.е. на ниппель трубы 2, в этом положении шаблон 1 надежно удерживается неодимовыми магнитами 4 закрепленными на захватах шаблона 1. Далее шаблон 1 выравнивается соосно трубе и проверяется его установка в упор ниппеля трубы 2.
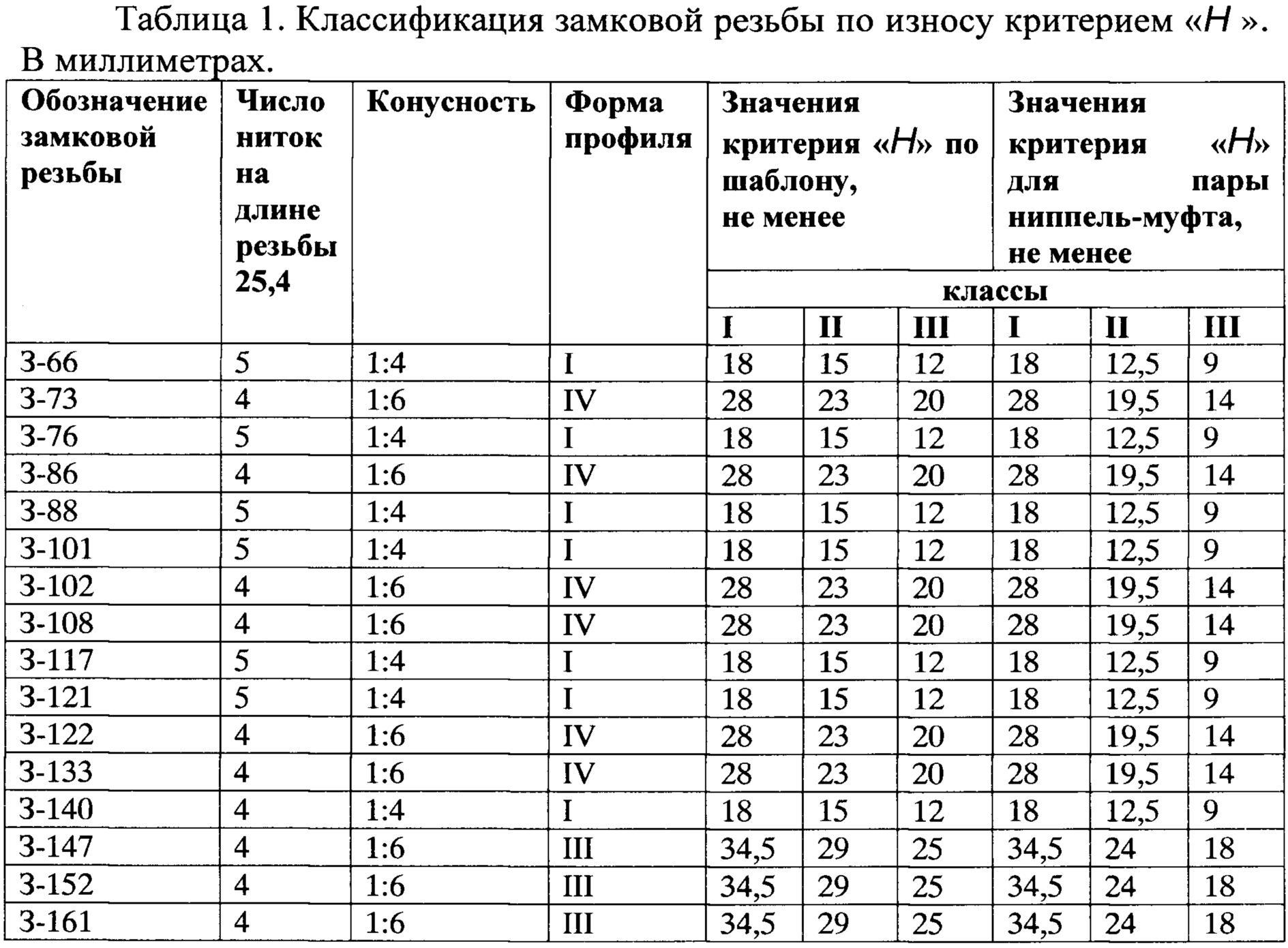
Штангециркулем (ШЩ-1) проводятся измерения размера «Н» -измеряемого как расстояние между упорным уступом ниппеля трубы и упорным торцом шаблона муфты 6. Измерения проводят в трех точках расположенных под углом 120 градусов. Рассчитывается среднее значение этих измерений, которое и является критерием «Н» по шаблону для данной резьбы, полученное значение сверяют с данными табл.1.
Контроль износа внутренней резьбы трубы осуществляется следующим образом:
Шаблон ниппель 1 устанавливается в муфтовую часть бурильной трубы 2 с последующим поворотом относительно трубы в сторону развинчивания до скачкообразного перемещения шаблона 1 в муфте трубы 2. Одновременно с поворотом осуществляется поджим шаблона 1 в сторону противоположную направлению осевого перемещения при развинчивании, при этом после скачкообразного перемещения не допускается дальнейшее проворачивание шаблона 1. Три захвата 3 шаблона 1 посредством шарнира 5 переводятся из положения перпендикулярного оси шаблона (фиг. 4.) в положение параллельное оси шаблона (фиг. 3.) т.е. на муфту трубы 2, в этом положении шаблон 1 надежно удерживается неодимовыми магнитами 4 закрепленными на захватах шаблона 1. Далее шаблон 1 выравнивается соосно трубе и проверяется его установка в торец муфты трубы 2.
Штангенциркулем (ШЩ-1) проводятся измерения расстояний между упорным торцом трубы и упорным уступом шаблона ниппеля 6 в трех точках расположенных под углом 120 градусов. Рассчитывается среднее значение этих измерений, которое и является критерием «Н» по шаблону для данной резьбы.
Согласно РД 39-013-90 (стр. 190, табл. 3.12) проводится сравнительная оценка полученного значения критерия «Н» с табличным (табл. 1), на основании чего трубы переводятся в соответствующий класс, либо выводятся из эксплуатации.
Предлагаемое устройство позволяет проводить контроль износа резьбы бурильных труб отдельно для ниппельной и муфтовой части при любом расположении труб, в том числе на стеллажах. Возможность точной установки момента прекращения контакта сопрягаемых витков резьбы позволяет устранить ошибку, соизмеримую с шагом резьбы.
Способ изготовления отливок методом электрошлакового литья

