Результат интеллектуальной деятельности: РАСКРОЙНАЯ ЗАГОТОВКА И ИЗГОТОВЛЕННАЯ ИЗ НЕЕ ТРЕХМЕРНАЯ СТРУКТУРА
Вид РИД
Изобретение
Данное изобретение относится к раскройной заготовке для изготовления трехмерной структуры из бумаги, картона или пластика, в частности упаковки или тому подобного, включающей в себя, по меньшей мере, одну складную поверхность для образования закругленной краевой области трехмерной структуры в сложенном состоянии раскройной заготовки, причем складная поверхность ограничивается двумя проходящими параллельно друг к другу боковыми линиями сгиба. Кроме того, изобретение относится к трехмерной структуре из бумаги, картона или пластика, складной коробке для хранения товаров, в частности складной коробке из картона, бумаги или тому подобного, а также к способу изготовления раскройной заготовки.
Подобные раскройные заготовки, трехмерные структуры и складные коробки известны в большом количестве. В частности, говоря об этих раскройных заготовках или трехмерных структурах, или складных коробках, речь идет об откидных коробках, которые представляют собой широко распространенную форму упаковки для сигарет и тому подобного. Так, DE 43 11 568 A1, EP 2 141 090 A1, DE 101 06 547 A1, US 6 276 600 B1 и DE 600 28 078 T2 описывают упаковки в виде призматического тела вдоль их продольной оси, причем на контейнероподобной приемной области шарнирно закреплена крышка. Из WO 2012/123189 A1 известны складные коробки с закругленными краевыми областями. Закругленные краевые области достигаются посредством множества надрезов в этих областях. Благодаря надрезам создается множество отдельных поверхностей, которые в целом могут сгибаться в закругленную краевую область. Однако недостатком у этой известной упаковки является то, что для образования закругленных краевых областей требуется множество надрезов. Подготовка (настройка) соответствующих просечных инструментов занимает очень много времени и потому является дорогостоящей. Также изготовление при помощи лазерной энергии занимает благодаря множеству необходимых линий надреза относительно много времени и является энергоемким.
Исходя из этого, задача данного изобретения предоставить соответствующую типу раскройную заготовку для изготовления трехмерной структуры из бумаги, картона или пластика, соответствующую трехмерную структуру, соответствующую складную коробку из картона, бумаги или пластика, а также способ изготовления указанной раскройной заготовки, которая или который может просто, быстро и экономично изготовляться или выполняться.
Для решения этой задачи служит раскройная заготовка с признаками пункта 1 формулы изобретения, трехмерная структура с признаками пункта 10 формулы изобретения, складная коробка с признаками пункта 12 формулы изобретения, а также способ с признаками пункта 15 формулы изобретения. Предпочтительные варианты осуществления с целесообразными усовершенствованиями изобретения указаны в соответствующих зависимых пунктах формулы изобретения, причем предпочтительные варианты осуществления раскройной заготовки следует рассматривать как предпочтительные варианты осуществления соответствующей изобретению трехмерной структуры или соответствующей изобретению складной коробки, а также соответствующего изобретению способа и наоборот.
Первый аспект изобретения относится к раскройной заготовке для изготовления трехмерной структуры из бумаги, картона или пластика, в частности упаковки или тому подобного, включающей в себя, по меньшей мере, одну складную поверхность для образования закругленной краевой области трехмерной структуры в сложенном состоянии раскройной заготовки, причем складная поверхность ограничивается двумя проходящими параллельно друг к другу боковыми линиями сгиба. Теперь согласно изобретению внутри складной поверхности выполнена, по меньшей мере, одна проходящая под углом к боковым линиям сгиба биговая линия. Неожиданно выяснилось, что уже благодаря подобной биговой линии может создаваться закругленная краевая область трехмерной структуры в сложенном соответствующим образом состоянии раскройной заготовки. Вследствие этого могут заметно сокращаться затраты времени на подготовку/настройку соответствующих просечных или биговальных инструментов для выполнения этой биговой линии. Кроме того, по сравнению с известными раскройными заготовками должно затрачиваться заметно меньшее количество лазерной энергии для изготовления соответствующей изобретению биговой линии и тем самым для выполнения закругленных краевых областей, например, упаковок, в частности сигаретных упаковок. Известные раскройные заготовки имеют, например, от пяти до семи биговых линий, проходящих параллельно к ограничивающим по бокам складную поверхность линиям сгиба. Благодаря соответствующему изобретению исполнению биговой линии внутри складной поверхности может значительно сокращаться количество биговых линий. Наряду с соответствующей экономией затрат может таким образом также повышаться скорость производства на 25-75% по сравнению с традиционными раскройными заготовками. Биговые линии для изготовления закругленной краевой области могут быть при этом выполнены в виде линий надреза, то есть в виде проходящих полностью сквозь раскройную заготовку или субстрат раскройной заготовки надрезов или в виде так называемых "полунадрезов", то есть проходящих не полностью сквозь раскройную заготовку или субстрат раскройной заготовки линейных выемок. Кроме того, биговые линии могут быть расположены на внутренней стороне и/или наружной стороне раскройной заготовки или раскройной заготовки в сложенном состоянии, а именно возникающей таким образом складной коробки. Например, при этом все биговые линии и/или боковые линии сгиба выполнены на внутренней или наружной стороне раскройной заготовки. Однако также возможно, что различные биговые и/или боковые линии сгиба могут быть расположены на различных сторонах, то есть передней и/или задней стороне раскройной заготовки, и вследствие этого оттисняется наиболее запоминающийся узор на складной коробке в сложенном состоянии раскройной заготовки.
В дальнейшем предпочтительном варианте осуществления соответствующей изобретению раскройной заготовки боковые линии сгиба и биговая линия изготовлены с помощью лазерной энергии и/или перфорирования. Благодаря исключительному или, по меньшей мере, частичному использованию лазерной энергии для изготовления раскройной заготовки могут соответствующие элементы раскройной заготовки изготавливаться очень точно и быстро. Кроме того, изменения в исполнении отдельных элементов могут реализовываться наиболее просто и быстро, без того чтобы должны изготавливаться, например, новые просечные или тиснильные инструменты. Помимо этого, благодаря данному изобретению возникает то преимущество, что может также применяться менее производительные или более медленные лазеры для изготовления соответствующих изобретению биговых линий, вследствие чего возникает заметное преимущество в издержках при изготовлении раскройной заготовки. При всем при этом благодаря значительно меньшему по сравнению с известными раскройными заготовками количеству необходимых биговых линий для образования закругленной краевой области изготовленной из раскройной заготовки трехмерной структуры получается заметно более высокая скорость изготовления и производства.
В дальнейших предпочтительных вариантах осуществления соответствующей изобретению раскройной заготовки выполненная внутри складной поверхности биговая линия проходит между первой концевой и/или угловой областью складной поверхности и противоположной первой концевой и/или угловой области второй концевой и/или угловой областью складной поверхности. Однако также возможно, что биговая линия проходит между первой концевой и/или угловой областью складной поверхности и областью, которая расположена на расстоянии от противоположной первой концевой и/или угловой области второй концевой и/или угловой области. Кроме того, существует возможность, что биговая линия выполнена за пределами первой концевой и/или угловой области складной поверхности и за пределами противоположной первой концевой и/или угловой области второй концевой и/или угловой области складной поверхности внутри складной поверхности. Благодаря соответствующему изобретению исполнению биговой линии возможны самые разные прохождения биговой линии внутри складной поверхности для окончательного выполнения закругленной краевой области трехмерной структуры. Вследствие этого могут без проблем удовлетворяться также соответствующие требования относительно дизайна.
В дальнейших предпочтительных вариантах осуществления соответствующей изобретению раскройной заготовки, по меньшей мере, один конец биговой линии пересекает соответствующую боковую линию сгиба складной поверхности или прилагает к ней. В этом случае также исполнение биговой линии внутри складной поверхности может удовлетворять соответствующим требованиям производства и/или дизайна.
В дальнейших предпочтительных вариантах осуществления соответствующей изобретению раскройной заготовки складная поверхность разделена, по меньшей мере, одной биговой линией, по меньшей мере, на две частичные области, причем частичные области выполнены соответственно в виде треугольника. Благодаря треугольной форме частичных областей получаются выполненные наиболее предпочтительно закругления в сложенном состоянии раскройной заготовки. По меньшей мере, в одной из частичных областей могут быть при этом выполнены дополнительные биговые линии, так что могут выполняться дополнительные, в частности более тонкие структуры закругления в этих областях.
В дальнейших предпочтительных вариантах осуществления соответствующей изобретению раскройной заготовки биговая линия выполнена прямой, изогнутой, волнообразной, в виде меандра, ступенчатой или из соответствующих комбинаций из них. Кроме того, биговая линия может быть выполнена в виде сплошной или прерывистой между боковыми линиями сгиба биговой линии. Предпочтительно может вследствие этого снова удовлетворяться множество требований относительно дизайна.
Второй аспект данного изобретения относится к трехмерной структуре из бумаги, картона или пластика, которая изготовлена посредством складывания и/или склеивания раскройной заготовки, которая была описана выше. Возможности исполнения и преимущества изготовленной таким образом трехмерной структуры проистекают из также описанных выше возможностей исполнения и преимуществ описанной, соответствующей изобретению раскройной заготовки согласно первому аспекту изобретения. При этом трехмерная структура может быть выполнена в виде упаковки, в частности упаковки для хранения сигарет.
Третий аспект данного изобретения относится к складной коробке для хранения товаров, в частности складной коробке из картона, бумаги или тому подобного, причем складная коробка включает в себя, по меньшей мере, одну переднюю стенку, по меньшей мере, одну заднюю стенку и соответственно, по меньшей мере, одну первую и вторую боковую стенку для соединения передней и задней стенки, а также донную конструкцию для закрытия складной коробки со стороны дна и несколько складных поверхностей для образования соответственно закругленной краевой области складной коробки. При этом согласно изобретению, по меньшей мере, одна складная поверхность ограничена боковыми линиями сгиба, причем внутри складной поверхности выполнена, по меньшей мере, одна проходящая под углом к боковым линиям сгиба биговая линия. Подобная складная коробка по сравнению с известными складными коробками с закругленными краевыми областями может изготавливаться заметно более экономично, так как для образования закругленных краевых областей складной коробки должна иметься в наличии соответственно только одна или, по меньшей мере, одна выполненная на соответствующей складной поверхности биговая линия. Как при механическом изготовлении посредством перфорирования, бигования или тиснения, так и при использовании лазерной энергии для изготовления биговой линии возникают существенные преимущества во времени и в издержках.
В дальнейших предпочтительных вариантах осуществления соответствующей изобретению складной коробки, по меньшей мере, один конец биговой линии пересекает соответствующую боковую линию сгиба складной поверхности или прилагает к ней. Кроме того, биговая линия может быть выполнена в виде сплошной или прерывистой между боковыми линиями сгиба биговой линии. Также благодаря этим исполнениям биговой линии внутри складной поверхности закругленные краевые области складной коробки могут изготавливаться просто и экономично. Кроме того, могут без проблем учитываться различные требования дизайна в этих областях складной коробки. Помимо этого, биговые линии могут быть расположены на внутренней стороне и/или наружной стороне складной коробки. Например, при этом все биговые линии и/или боковые линии сгиба выполнены на внутренней или наружной стороне складной коробки. Однако также возможно, что различные биговые и/или боковые линии сгиба могут быть расположены на различных сторонах, то есть передней и/или задней стороне складной коробки, и вследствие этого оттисняется наиболее запоминающийся узор на складной коробке.
Дальнейшие признаки и их преимущества проистекают из описания первого и второго аспекта изобретения, причем предпочтительные варианты осуществления первого и второго аспекта изобретения следует рассматривать как предпочтительные варианты осуществления третьего аспекта изобретения и наоборот.
Четвертый аспект изобретения относится к способу изготовления раскройной заготовки, которая была описана выше. При этом согласно изобретению внешний контур раскройной заготовки и/или линии сгиба и/или линии надреза и/или внутренний контур раскройной заготовки и/или биговые линии могут создаваться при помощи лазерной энергии. Благодаря исключительному или, по меньшей мере, частичному использованию лазерной энергии для изготовления раскройной заготовки могут соответствующие элементы раскройной заготовки изготавливаться очень точно и быстро. Кроме того, изменения в исполнении отдельных элементов могут реализовываться наиболее просто и быстро, без изготовления, например, новых просечных или тиснильных инструментов.
Дальнейшие преимущества, признаки и подробности изобретения проистекают из последующего описания двух примеров осуществления, а также при помощи чертежа. Указанные выше в описании признаки и комбинации признаков, а также указанные ниже в описании чертежа и/или показанные отдельно на чертеже признаки и комбинации признаков могут использоваться не только в указанной соответственно комбинации, но и в других комбинациях, или по отдельности, не покидая объем изобретения.
На чертеже показаны:
фиг. 1 - схематичное изображение соответствующей изобретению раскройной заготовки согласно первому варианту осуществления; и
фиг. 2 - схематичное изображение соответствующей изобретению раскройной заготовки согласно второму варианту осуществления.
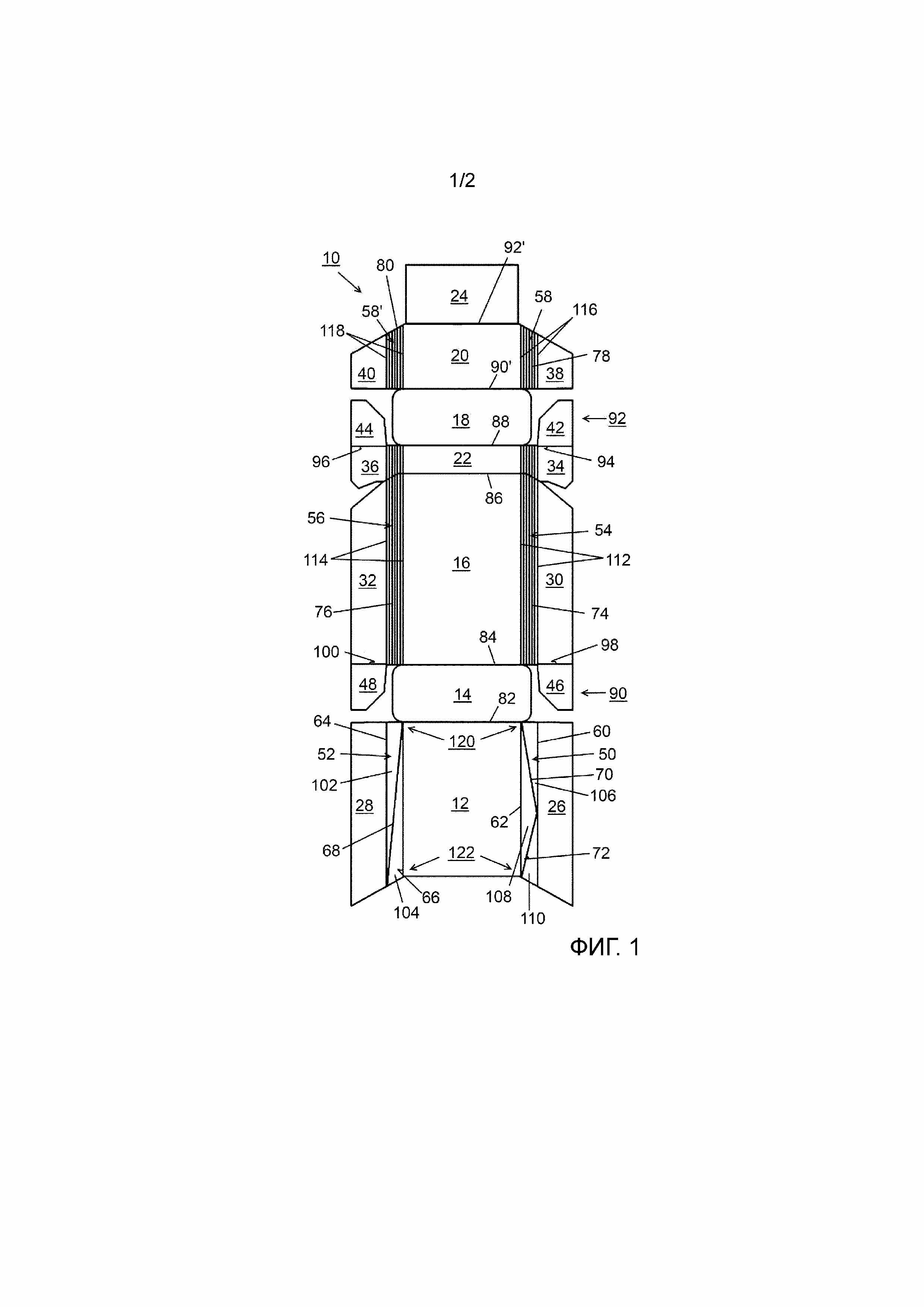
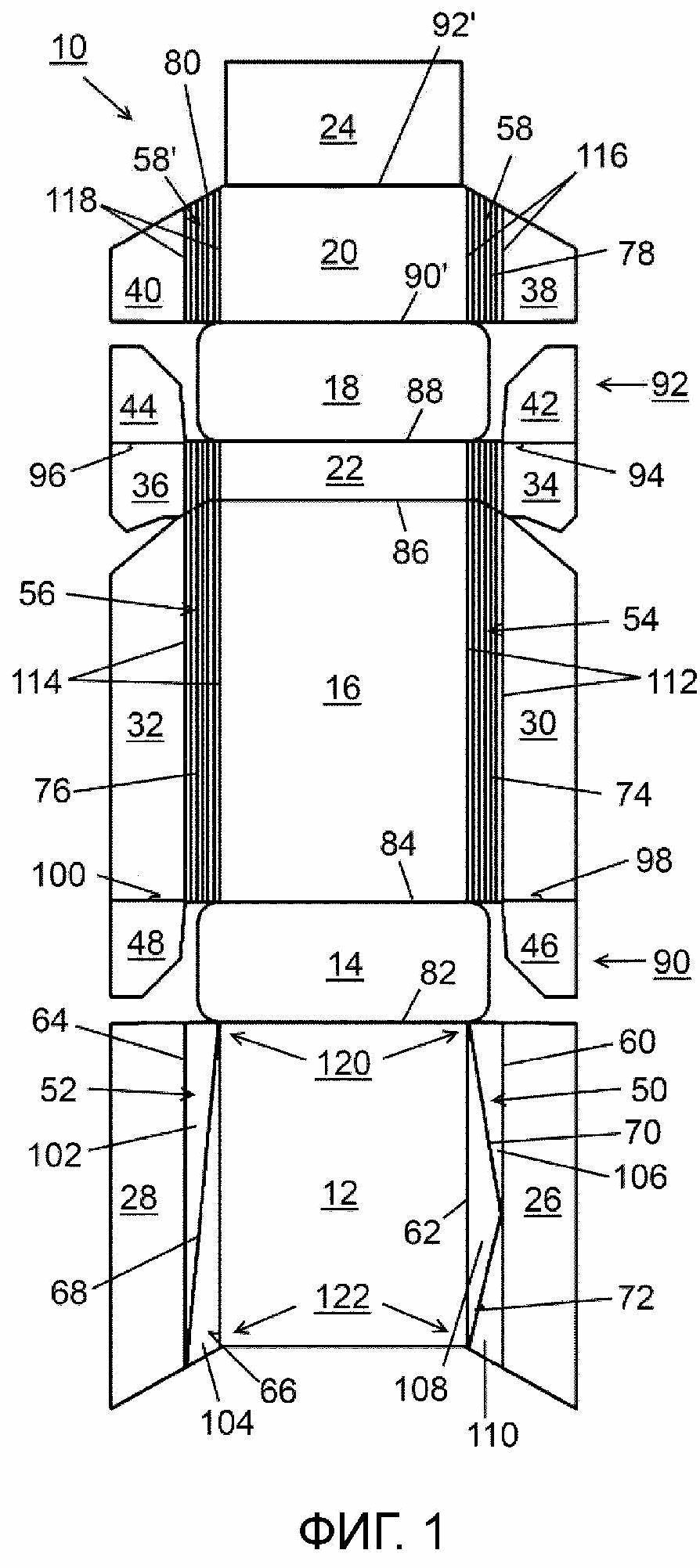
Фиг. 1 показывает схематичное изображение раскройной заготовки 10 для изготовления трехмерной структуры из картона. Говоря о трехмерной структуре, речь идет при этом об упаковке, в частности о складной коробке. Раскройная заготовка включает в себя при этом соединенные через складные поверхности 50, 52, 54, 56 и линии 82, 84 сгиба элементы 12, 14, 16, 26, 28, 30, 32 стенок и дна для образования, по меньшей мере, одной контейнероподобной приемной области в сложенном состоянии раскройной заготовки 10 (не изображено). Далее можно увидеть, что задняя стенка 16 соединена через линию 86 сгиба с первой стенкой 22 крышки, первая стенка 22 крышки соединена через линию 88 сгиба со второй стенкой 18 крышки, и вторая стенка 18 крышки соединена через третью линию 90` сгиба с третьей стенкой 20 крышки для образования крышки 92 в сложенном состоянии раскройной заготовки 10 (не изображено). Первая стенка 22 крышки соединена помимо этого через складные поверхности 54, 56 с боковыми стенками 34, 36 крышки. Третья стенка 20 крышки соединена через складные поверхности 58, 58` с дополнительными боковыми стенками 38, 40 крышки. Кроме того, на боковых стенках 34, 36 крышки выполнены через линии 94, 96 сгиба язычки 42, 44 для склеивания, которые в сложенном состоянии раскройной заготовки 10 прилегают к внутренней стороне второй стенки 18 крышки и склеены с ней. На противоположной второй стенке 18 крышки стороне третья стенка 20 крышки имеет помимо этого линию 92` сгиба, через которую она соединена с дополнительным язычком 24 для склеивания.
Можно увидеть, что складные поверхности 50, 52 ограничиваются боковыми линиями 60, 62, 64, 66 сгиба. Внутри складной поверхности 50 выполнены при этом две биговые линии 70, 72, которые проходят соответственно под углом к боковым линиям 60, 62 сгиба. При этом биговая линия 70 проходит между первой концевой и/или угловой областью 120 складной поверхности 50 и областью, которая расположена на расстоянии от противоположной первой концевой и/или угловой области 120 второй концевой и/или угловой области 122. Эта область находится на боковой линии 60 сгиба. При этом биговая линия 70 пересекает линию 60 сгиба или прилегает к ней. Вторая же выполненная на складной поверхности 50 биговая линия 72 проходит от второй концевой и/или угловой области 122 в направлении точки пересечения первой биговой линии 70 с боковой линией 60 сгиба и прилегает к соответствующему концу первой биговой линии 70. Благодаря этому исполнению биговых линий 70, 72 образуются три частичные области 106, 108, 110 внутри складной поверхности 50. Частичные области выполнены соответственно в виде треугольника и обеспечивают в сложенном состоянии раскройной заготовки 10 закругленную краевую область. На прилегающей также к передней стенке 12 складной поверхности 52 выполнена лишь одна биговая линия 68. Она проходит между первой концевой и/или угловой областью 120 складной поверхности 52 и соответственно противоположной второй концевой и/или угловой областью 122 складной поверхности 52. Благодаря этому исполнению образуются две выполненные также в виде треугольника частичные области 102, 104 внутри складной поверхности 52. Благодаря этим треугольным частичным областям 102, 104 снова возникает в сложенном состоянии раскройной заготовки 10 закругленная краевая область между передней стенкой 12 и боковой стенкой 28.
Далее можно увидеть, что дополнительные складные поверхности 54, 56, 58, 58`, которые в сложенном состоянии раскройной заготовки 10 также обеспечивают закругленные краевые области, образуются посредством множества проходящих параллельно к соответствующим боковым линиям 112, 114, 116, 118 сгиба биговых линий 74, 76, 78, 80. Подобное исполнение складных поверхностей 54, 56, 58, 58` известно из уровня техники. Можно увидеть, что исполнение складных или закругляемых поверхностей 54, 56, 58, 58` заметно отличается от исполнений складных поверхностей 50, 52.
Далее можно увидеть, что биговые линии 68, 70, 72 выполнены прямыми и в виде сплошных между боковыми линиями 60, 62, 64, 66 сгиба линий. Однако также другие варианты осуществления биговых линий 68, 70, 72 возможны.
Далее можно увидеть, что складные поверхности 50, 52, 54, 56, 58, 58` образуют в сложенном состоянии раскройной заготовки 10 соответственно закругленную краевую область между соответствующими элементами 12, 16, 22, 20 стенок и дна и прилегающими боковыми стенками 26, 28, 30, 32, а также боковыми стенками 34, 36, 38, 40 крышки. Помимо этого углы донного элемента 14 и второй стенки 18 крышки выполнены закругленными, так что форма этих обоих элементов адаптируется к форме складных поверхностей в сложенном состоянии раскройной заготовки 10.
Кроме того, видно, что боковые стенки 30, 32 имеют шарнирно соединенные через соответствующие линии 98, 100 сгиба язычки 46, 48 для склеивания, причем язычки 46, 48 для склеивания в сложенном состоянии раскройной заготовки 10 (не изображено) склеены с внутренней поверхностью донного элемента 14. На противоположных язычкам 46, 48 для склеивания концах боковых стенок 30, 32 они отделены от боковых стенок 34, 36 крышки соответствующими линиями надреза. Линии надреза проходят при этом до соответствующей начальной точки линии 86 сгиба, которая выполнена между задней стенкой 16 и первой стенкой 22 крышки. Язычки 46, 48 для склеивания служат во взаимодействии с донным элементом 14 для образования донной конструкции 90 в сложенном состоянии раскройной заготовки 10.
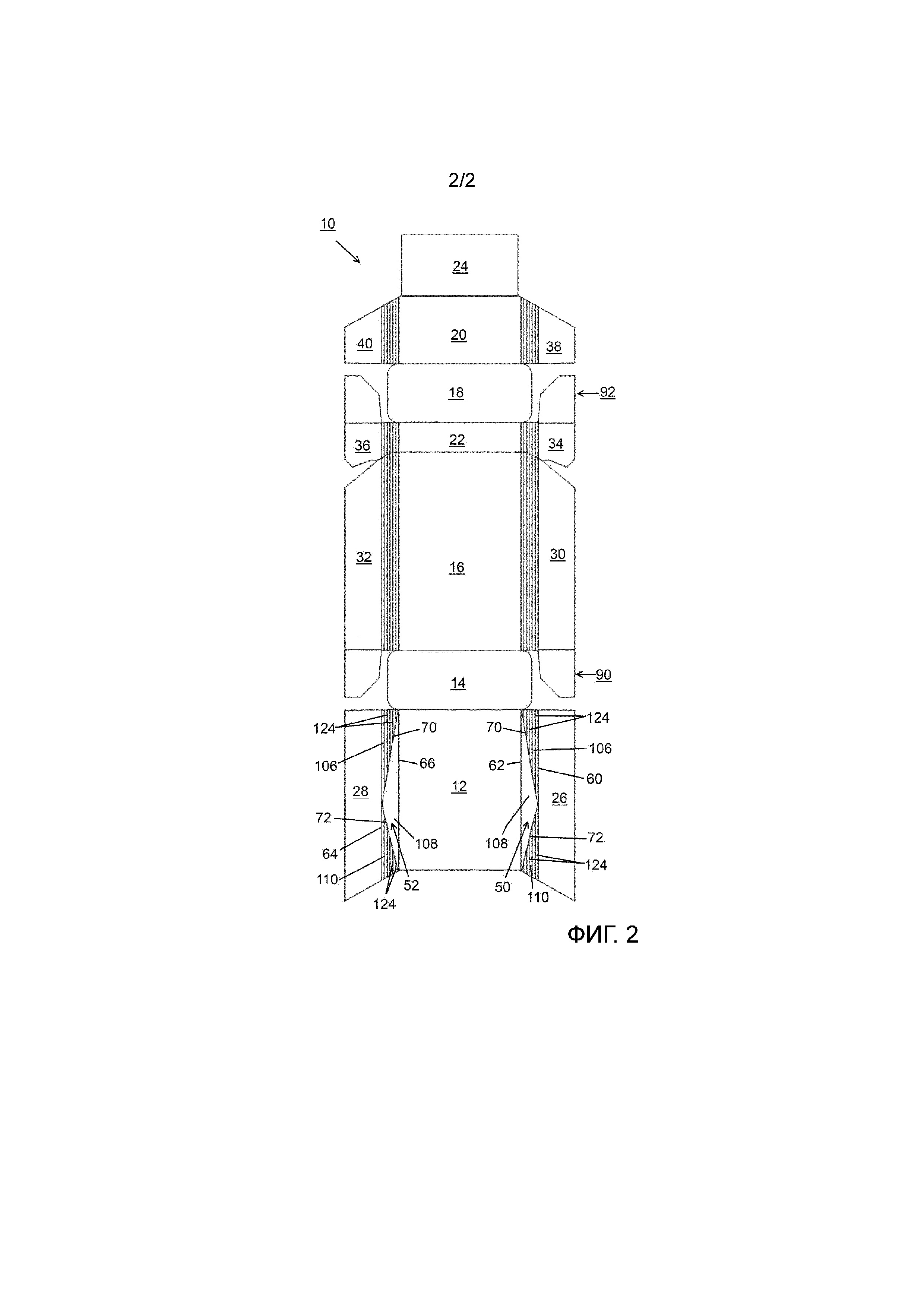
Фиг. 2 показывает схематичное изображение второго варианта осуществления раскройной заготовки 10. Можно увидеть, что второй вариант осуществления практически идентичен показанному на фиг. 1 первому варианту осуществления, так что при описании фигуры делается ссылка на описание фиг. 1. В отличие от первого примера осуществления раскройная заготовка 10 согласно второму варианту осуществления имеет другое исполнение складных поверхностей 50, 52. Можно увидеть, что складные поверхности 50, 52, которые в сложенном состоянии раскройной заготовки 10 снова образуют закругленные краевые области, в первую очередь имеют две проходящие внутри складных поверхностей 50, 52 под углом к боковым линиям 60, 62, 64, 66 сгиба биговые линии 70, 72. Биговые линии 70, 72 пересекаются при этом в лежащей на боковых линиях 60, 64 сгиба точке. Эта точка пересечения расположена в средней области складных поверхностей 50, 52. Благодаря этому расположению биговых линий 70, 72 снова образуются три частичные области 106, 108, 110 внутри складных поверхностей 50, 52. Частичные области 106, 108, 110 выполнены при этом треугольными. В отличие от изображенного на фиг. 1 примера осуществления внутри двух частичных областей 106, 110 выполнены дополнительные биговые линии 124. Биговые линии 124 проходят при этом параллельно к боковым линиям 60, 62, 64, 66 сгиба. Благодаря выполнению этих дополнительных биговых линий 124 возникает наиболее выраженная и тонкая структура закругления. Другая же частичная область 108 не имеет дополнительных биговых линий, так что также этот вариант осуществления может по сравнению с известными раскройными заготовками с закругленными краевыми областями изготавливаться экономичнее и быстрее.
Описанные раскройные заготовки 10 для изготовления трехмерных структур или складных коробок состоят, как правило, из картона, бумаги или пластика. Также другие подходящие материалы возможны. Раскройные заготовки 10 могут изготавливаться посредством перфорирования и/или при помощи лазерной энергии. Также другие подходящие способы изготовления возможны.
Способ получения упаковочного материала с покрытием с по меньшей мере одним барьерным слоем для гидрофобных соединений
Способ получения картона-основы и картон-основа для слоистого материала
Упаковка и заготовка для нее
Упаковка и заготовка для нее
Упаковка и заготовка для нее

