Результат интеллектуальной деятельности: Способ разрезки прутка на мерные заготовки
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано, в частности, для разделения прутка на мерные заготовки.
Известен способ разрезки прутка на мерные заготовки, включающий шаговую подачу прутка до упора, поперечный активный зажим прутка в неподвижном ноже и отрезку мерной заготовки от прутка посредством подвижного ножа (Ковка и штамповка: справочник. В 4 т. Т. 1. Материалы и нагрев. Оборудование. Ковка / Под общ. ред. Е.Н. Семенова. - 2-е изд., перераб. и доп. - М.: Машиностроение, 2010. - С. 209, таблица 3, способ 2).
Реализация названного способа обеспечивает повышенную производительность разрезки прутка благодаря простоте штампа, однако полученные мерные заготовки имеют пониженное качество вследствие неизбежного образования дефектов в виде утяжин и смятия концевых участков заготовки (Ковка и штамповка: справочник. В 4 т. Т. 1. Материалы и нагрев. Оборудование. Ковка / Под общ. ред. Е.Н. Семенова. - 2-е изд., перераб. и доп. - М.: Машиностроение, 2010. - С. 208).
Наиболее близким к заявленному изобретению по технической сущности и достигаемому результату (прототипом) является способ разрезки прутка на мерные заготовки, включающий шаговую соосную оси неподвижного ножа подачу прутка до упора, зажим прутка в неподвижном ноже зажимным устройством, сжатие концевой части прутка, равной длине мерной заготовки, осевым усилием, создающим сжимающее напряжение σсж, превышающее в (2÷5) раз величину предела текучести (σт), и отрезку мерной заготовки от прутка посредством подвижного ножа (Ковка и штамповка: справочник. В 4 т. Т. 1. Материалы и нагрев. Оборудование. Ковка / Под общ. ред. Е.Н. Семенова. - 2-е изд., перераб. и доп. - М.: Машиностроение, 2010. - С. 209, таблица 3, способ 4).
Этот способ позволяет получить геометрически точные короткие мерные заготовки, однако они не высокого качества, так как в процессе разрезки стальных прутков возникает схватывание металла заготовки с поверхностью ножей, что ведет к появлению задиров на торцевой поверхности мерных заготовок; связи с этим реализация описанного способа ограничена узкими технологическими возможностями, что позволяет его использовать только при разрезке алюминиевых и медных прутков (Ковка и штамповка: справочник. В 4 т.Т. 1. Материалы и нагрев. Оборудование. Ковка / Под общ. ред. Е.Н. Семенова. - 2-е изд., перераб. и доп. - М.: Машиностроение, 2010. - С. 209-210).
Техническая проблема, решение которой обеспечивается при осуществлении изобретения, заключается в создании способа разрезки прутка на мерные заготовки, имеющие повышенное качество, при расширении технологических возможностей процесса разделения.
Решение этой технической проблемы достигается тем, что в способе разрезки прутка на мерные заготовки, включающем шаговую подачу прутка до упора, зажим прутка в неподвижном ноже, сжатие концевой части прутка, равной длине мерной заготовки, осевым усилием и отрезку мерной заготовки от прутка посредством подвижного ножа, согласно изобретению шаговую подачу прутка осуществляют с установкой продольной оси его концевой части под углом к продольной оси прутка, тангенс которого не превышает значения допустимого упругого относительного прогиба концевой части прутка, до упора в виде цилиндрического ролика, имеющего возможность поворота вокруг оси, перпендикулярной продольной оси прутка и установленной ниже продольной оси прутка на величину, равную величине упругого прогиба концевой части прутка, зажим прутка в неподвижном ноже производят перемещением упругого элемента подвижного ножа, а сжатие концевой части прутка с созданием осевого распорного усилия и сжимающих напряжений в зоне отрезки мерной заготовки от прутка, превышающих величину растягивающих напряжений, возникающих в этой зоне в процессе отрезки мерной заготовки от прутка совершают поворотом концевой части прутка путем обкатывания ее торцевой поверхности по цилиндрической поверхности ролика до момента отделения мерной заготовки от прутка.
Повышенное качество мерных заготовок, разделяемых предлагаемым способом, при расширении технологических возможностей процесса разделения, обусловленных обеспечением возможности разрезки прутков из любой стали, объясняется исключением образования утяжин и смятия концевых участков мерной заготовки вследствие установления продольной оси концевой части прутка при его шаговой подаче под углом к продольной оси прутка, тангенс которого не превышает значения допустимого упругого относительного прогиба концевой части прутка, исключающего остаточную пластическую деформацию прутка в момент подачи, выполнением упора в виде цилиндрического ролика, имеющего возможность поворота вокруг оси, зажимом прутка в неподвижном ноже перемещением упругого элемента, поворотом концевой части прутка путем обкатывания ее торцевой поверхности по цилиндрической поверхности ролика до момента отделения мерной заготовки от прутка, созданием, тем самым, осевого распорного усилия и сжимающих напряжений в зоне отрезки мерной заготовки от прутка, превышающих величину растягивающих напряжений, возникающих в этой зоне в процессе отрезки мерной заготовки от прутка, установлением оси ролика ниже продольной оси прутка, обеспечивающим достигнутую величину сжимающих напряжений в течение всего процесса отрезки мерной заготовки от прутка.
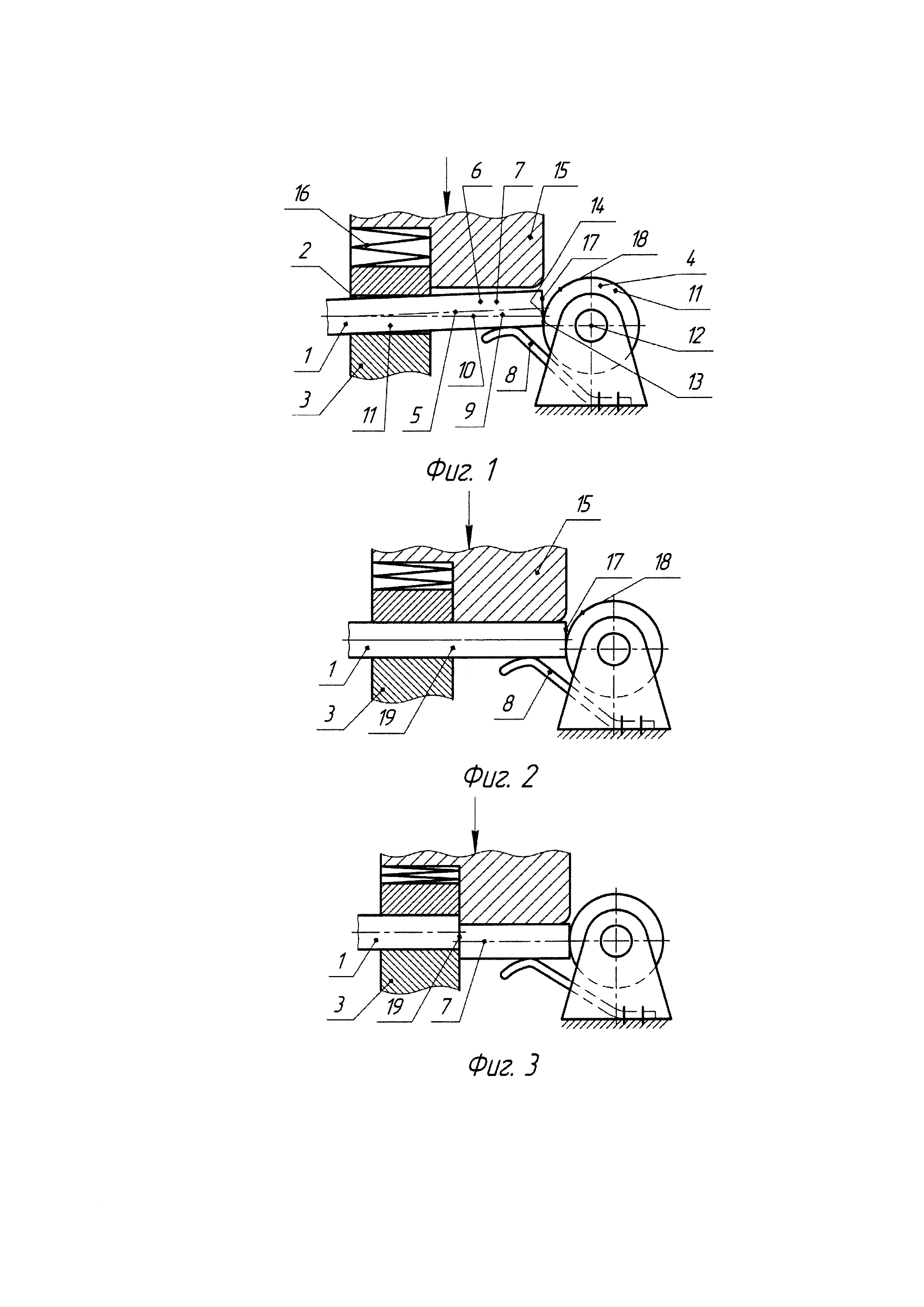
Предложенное изобретение поясняется чертежами, где на фиг. 1 показано исходное положение объектов процесса разрезки прутка на мерные заготовки; на фиг. 2 - положение объектов процесса к моменту отрезки мерной заготовки от прутка; на фиг. 3 - положение объектов процесса в момент отрезки мерной заготовки от прутка.
Способ разрезки прутка на мерные заготовки включает шаговую подачу прутка с установкой продольной оси его концевой части под углом к продольной оси прутка, тангенс которого не превышает значения допустимого упругого относительного прогиба концевой части прутка, до упора в виде цилиндрического ролика, имеющего возможность поворота вокруг оси, перпендикулярной продольной оси прутка и установленной ниже продольной оси прутка на величину, равную величине упругого прогиба концевой части прутка, зажим прутка в неподвижном ноже путем перемещения упругого элемента подвижного ножа, сжатие концевой части прутка, равной длине мерной заготовки, с созданием осевого распорного усилия и сжимающих напряжений в зоне отрезки мерной заготовки от прутка, превышающих величину растягивающих напряжений, возникающих в этой зоне в процессе отрезки мерной заготовки от прутка поворотом концевой части прутка путем обкатывания ее торцевой поверхности по цилиндрической поверхности ролика до момента отделения мерной заготовки от прутка, отрезку мерной заготовки от прутка посредством подвижного ножа.
Способ разрезки прутка на мерные заготовки реализуют следующим образом. Пруток 1 через полость 2 неподвижного ножа 3 шаговой подачей (на чертеже не показана) подают до упора 4. При этом ось 5 концевой части 6 прутка 1, равную длине мерной заготовки 7, устанавливают на упругом кронштейне 8 под углом 9 ее продольной оси 5 с продольной осью 10 прутка 1, тангенс которого не превышает значения допустимого упругого относительного прогиба концевой части 6 прутка 1, до упора 4 в виде цилиндрического ролика 11, имеющего возможность поворота вокруг оси 12, перпендикулярной продольной оси 10 прутка 1 и установленной ниже продольной оси 10 прутка 1 на величину расстояния 13, равную величине упругого прогиба 14 концевой части 6 прутка 1 (фиг. 1).
Затем перемещают подвижный нож 15, зажимают пруток 1 в неподвижном ноже 3 посредством перемещения упругого элемента 16 и осуществляют поворот концевой части 6 прутка 1 путем обкатывания ее торцевой поверхности 17 по цилиндрической поверхности 18 ролика 11 (фиг. 2) до момента отделения мерной заготовки 7 от прутка 1 (фиг. 3), и, тем самым, создают осевое распорное усилие и сжимающие напряжения в зоне отрезки 19 мерной заготовки 7 от прутка 1, превышающие величину растягивающих напряжений, возникающих в этой зоне в процессе отрезки мерной заготовки 7 от прутка 1 (фиг. 3).
При дальнейшем перемещении подвижного ножа 15 осуществляют отрезку мерной заготовки 7 от прутка 1 (фиг. 3), и объекты процесса разрезки прутка 1 на мерные заготовки 7 возвращают в исходное положение (фиг. 1).
Пример. Получена партия мерных заготовок диаметром 20 мм длиной 52 мм. Материал сталь 35. Предел прочности стали σв=530 МПа, предел текучести σт=315 МПа (Ковка и штамповка: справочник. В 4 т. Т. 1. Материалы и нагрев. Оборудование. Ковка / Под общ. ред. Е.Н. Семенова. - 2-е изд., перераб. и доп. - М.: Машиностроение, 2010. - С. 14, таблица 5).
Расчет технологических параметров осуществляют в следующем порядке.
1. Проверяют длину концевой части прутка, равную длине мерной заготовки, на продольную устойчивость при действии осевого распорного усилия:

где ψ - относительная длина мерной заготовки;
ψд - допустимая по продольной устойчивости относительная длина мерной заготовки, равная по А.П. Ребельскому ψд=2,7 (Ковка и штамповка: справочник. В 4 т. Т. 2. Горячая объемная штамповка / Под общ. ред. Е.Н. Семенова. - 2-е изд., перераб. и доп. - М.: Машиностроение, 2010. - С. 293-295).
ψ=52/20=2,6≤2,7
2. Определяют угол прогиба концевой части прутка, тангенс которого не превышает значение допустимого упругого относительного прогиба, по соотношению:

где ϕ - угол прогиба концевой части мерной заготовки, при малых углах tgϕ≈ϕ;
ϕдоп - допустимое значение упругого прогиба концевой части прутка, равное ϕдоп=0,005 (по СНиП 2.01.07-85, табл. 19, для упругого относительного прогиба консольной балки).
Отсюда 
По ОСТ 1.413.40-79 Точность рубки прутка на мерные заготовки при шаговой подаче при d≤40 мм и длине заготовки до 160 мм составляет ±0,5 мм.
3. Определяют радиус цилиндрического ролика из соотношения

где r - радиус цилиндрического ролика, мм.
r=ƒ/ϕ=1,56/0,03=52 мм.
4. Устанавливают ролик с положением его оси ниже продольной оси прутка на расстоянии, равном величине упругого прогиба концевой части прутка.
5. Определяют величину сжимающих напряжений в зоне отрезки мерной заготовки от прутка по формуле Гука:

где ε - степень осевой упругой деформации прутка, принятая ε=0,005 (ГОСТ 503-97);
σсж - напряжение упругого сжатия концевой части прутка, МПа;
Е - модуль упругости стали, равный Е=2⋅105, МПа.
σсж=0,005⋅2⋅105=1000 МПа.
6. Определяют величину растягивающих напряжений, при которых образуются дефекты в виде утяжин и смятия концевых участков мерной заготовки, по соотношению (Ковка и штамповка: справочник. В 4 т. Т. 1. Материалы и нагрев. Оборудование. Ковка / Под общ. ред. Е.Н. Семенова. - 2-е изд., перераб. и доп. - М.: Машиностроение, 2010. - С. 2016):
τсд=0,72⋅Кр⋅σв, МПа,
где τсд - напряжение сдвига при разрезке прутка на мерные заготовки, МН;
Кр - коэффициент, зависящий от схемы разрезки; принято Кр=1,7 (Ковка и штамповка: справочник. В 4 т. Т. 1. Материалы и нагрев. Оборудование. Ковка / Под общ. ред. Е.Н. Семенова. - 2-е изд., перераб. и доп. - М.: Машиностроение, 2010. - С. 216, таблица 8);
Поскольку напряжение разрезки σраз=τсд, то, с учетом показателя упругого деформационного упрочнения n=0,23 (ГОСТ 503-97), полученного для среднеуглеродиетой стали 35, получаем:
σраз=0,72⋅1,7⋅530⋅1,23=652 МПа, т.е. условие σсж>σраз выполняется.
Полученные мерные заготовки имели геометрически правильную форму концевых участков без видимых утяжин и смятия кромок.
Таким образом, реализация предложенного способа позволяет существенно повысить качество мерных заготовок.
Способ разрезки прутка на мерные заготовки, включающий шаговую подачу прутка до упора, зажим прутка в неподвижном ноже, сжатие концевой части прутка, равной длине мерной заготовки, осевым усилием и отрезку мерной заготовки от прутка посредством подвижного ножа с упругим элементом, отличающийся тем, что шаговую подачу прутка осуществляют с установкой продольной оси его концевой части под углом к продольной оси прутка, тангенс которого не превышает значения допустимого упругого относительного прогиба концевой части прутка, до упора в виде цилиндрического ролика, имеющего возможность поворота вокруг оси, перпендикулярной продольной оси прутка и установленной ниже продольной оси прутка на величину, равную величине упругого прогиба концевой части прутка, зажим прутка в неподвижном ноже производят перемещением упругого элемента подвижного ножа, а сжатие концевой части прутка с созданием осевого распорного усилия и сжимающих напряжений в зоне отрезки мерной заготовки от прутка, превышающих величину растягивающих напряжений, возникающих в этой зоне в процессе отрезки мерной заготовки от прутка, совершают поворотом концевой части прутка путем обкатывания ее торцевой поверхности по цилиндрической поверхности ролика до момента отделения мерной заготовки от прутка.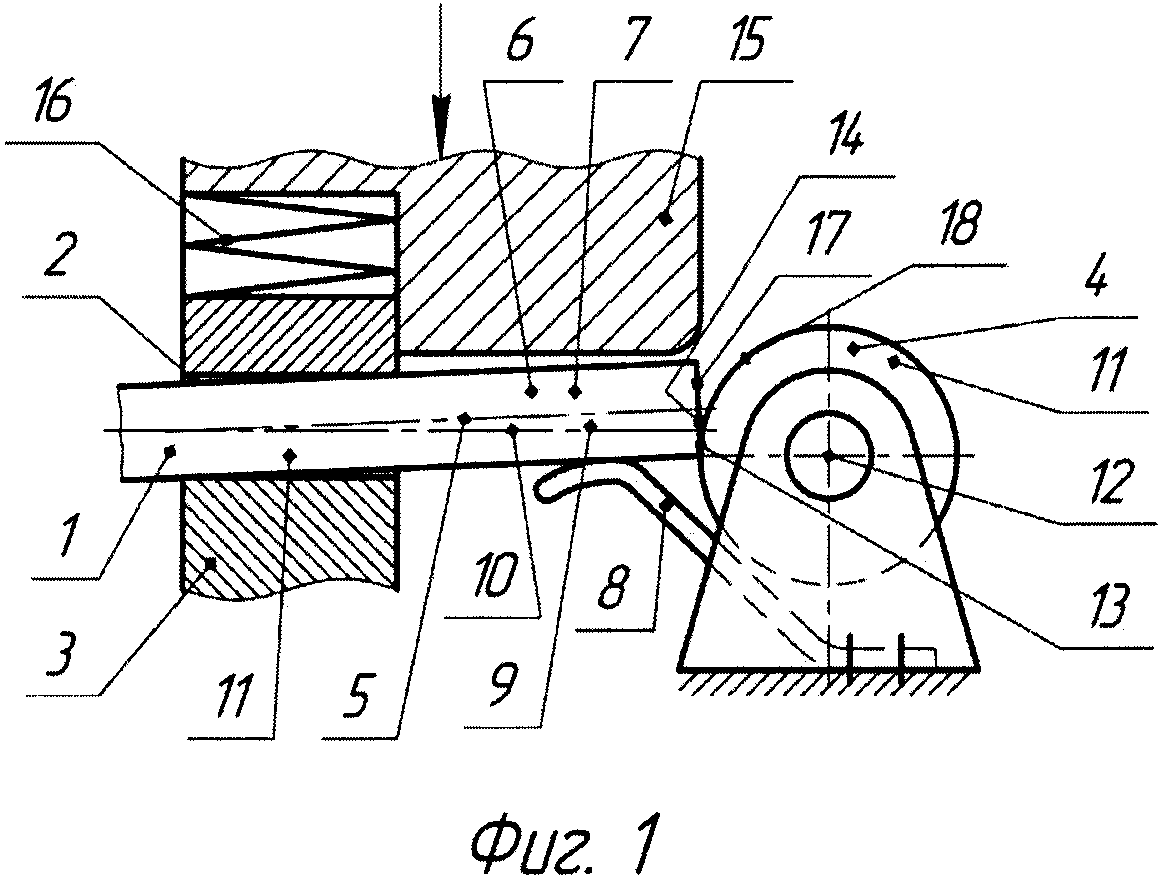
Шариковый подшипник качения
Устройство для оценки эффективности экранирования электромагнитных излучений
Шариковый подшипник качения
Способ повышения коэффициента сцепления шин мобильной машины с опорной поверхностью
Шариковый подшипник качения
Шариковый подшипник качения
Роторно-поршневой двигатель внутреннего сгорания
Силовая установка гибридной мобильной машины
Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом
Способ переработки бетонного лома (варианты)
Штамп с горизонтальным разъемом матриц для штамповки поковок типа крестовин
Способ формирования сортового профиля в закрытых калибрах
Способ получения составной детали типа поковки тарельчатого клапана двигателя внутреннего сгорания
Способ получения составных стержневых деталей
Способ сборки металлических заготовок пластическим деформированием
Способ выдавливания тонкостенных полых изделий
Способ разделения прутка на длинномерные заготовки
Способ изготовления дисков бороны
Способ накатывания фасок на стержневых изделиях

