Результат интеллектуальной деятельности: Способ раскатки гильзы в трубу
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и касается горячей прокатки труб, а именно: раскатки гильзы в черновую трубу в стане продольной прокатки.
Известен способ прокатки труб, включающий деформацию гильзы валками на неподвижной в процессе прокатки оправке с удлиненной цилиндрической частью, в котором перед прокаткой оправку выдвигают навстречу гильзе (Способ продольной прокатки труб. А.С. СССР №337165 опубл. 05.05.1972 БИ №15) Недостатком данного способа является необходимость кантовки трубы перед вторым проходом, что снижает производительность, а также низкое качество поверхности прокатываемых труб
Наиболее близким к заявляемому техническому решению является способ продольной прокатки труб на автомат стане, включающий реверс валков после окончания процесса прокатки и прокатку трубы в обратном направлении. Способ раскатки гильзы в трубу, включающий прокатку нагретой гильзы в калибре валков, оси которых перпендикулярны направлению прокатки, с деформированием ее на оправке, размещенной в калибре, последующий реверс валков, кантовку гильзы на 90° и прокатку в обратном направлении (Способ продольной прокатки труб на автомат стане, А.С. СССР №1359028, опубл. 15.12.1987 г. БИ №46). Недостатком известного способа является ограниченность коэффициента вытяжки из-за малой величины обжатия по стенке и низкое качество внутренней прверхности труб вследствие интенсивного износа короткой неподвижной оправки.
Технический результат предполагаемого изобретения заключается в повышении качества прокатываемых труб и увеличении коэффициента вытяжки при прокатке.
Технический результат достигается тем, что в способе раскатки гильзы в трубу, включающем прокатку нагретой гильзы в калибре валков, оси которых перпендикулярны направлению прокатки, с деформированием ее на оправке, размещенной в калибре, последующий реверс валков, кантовку гильзы на 90° и прокатку в обратном направлении, согласно изобретению прокатку производят в валках, образующих по длине их бочек несколько калибров последовательно уменьшающейся высоты, последние два из которых имеют равную высоту, причем после каждого прохода и реверса валков гильзу передают в смежный калибр меньшей высоты, с соответствующим уменьшением диаметра оправки, используемой в этом калибре, при этом деформирование гильзы в калибрах осуществляют на цилиндрических оправках, которые перемещают в процессе деформирования со скоростью, меньшей скорости прокатки, с последующим возвратом в исходное положение, а последний проход производят в круглом калибре с диаметром, равным высоте предыдущего калибра.
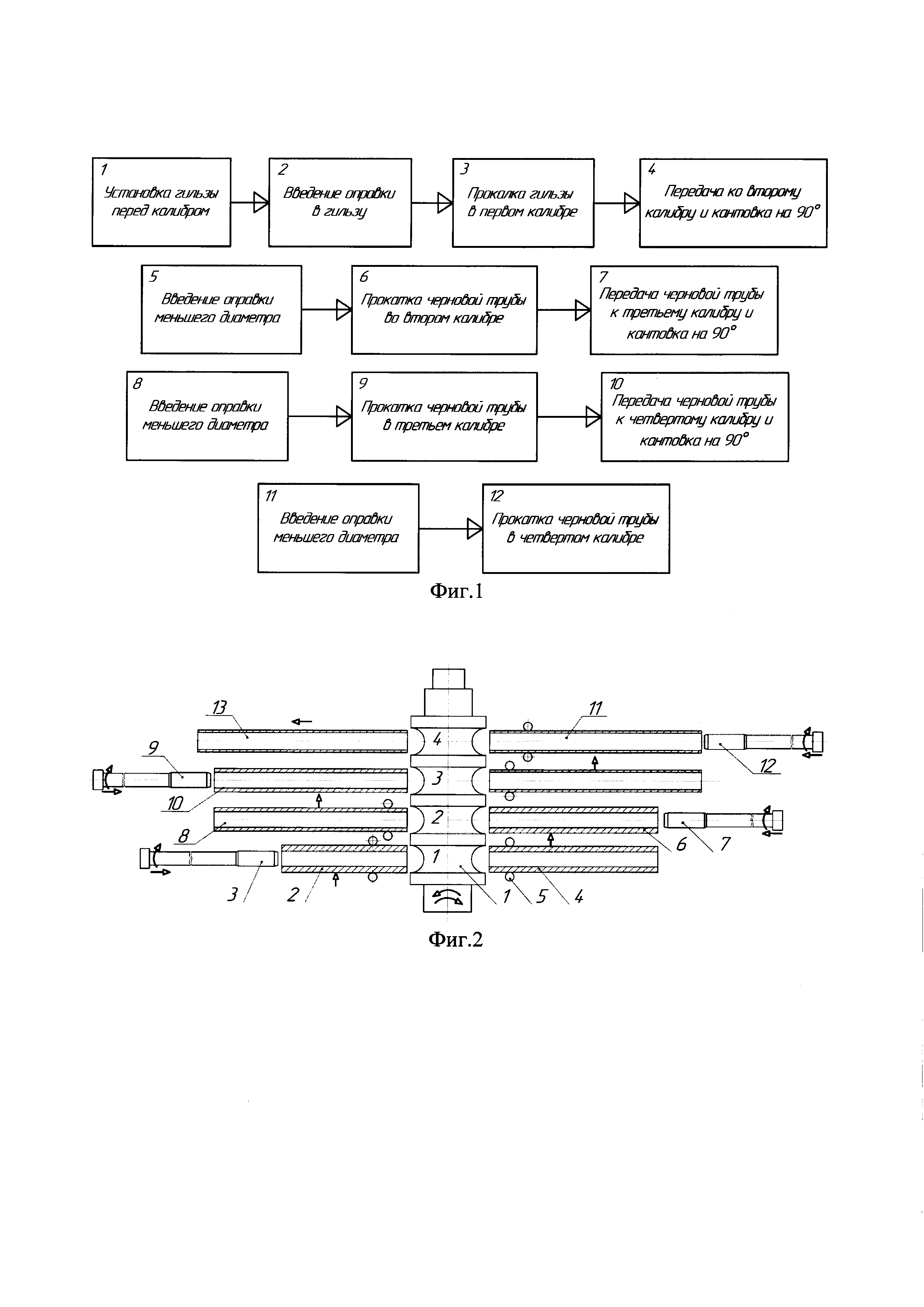
Изобретение иллюстрируется чертежом, где на фиг. 1 изображена последовательность операций заявляемого способа, а на фиг. 2 - технологическая схема осуществления способа, где рабочий валок 1; прошитая гильза 2; оправка для первого прохода 3; черновая труба после первого прохода 4; ролики 5; черновая труба для второго прохода 6; оправка для второго прохода 7; черновая труба после второго прохода 8; оправка для третьего прохода 9; черновая труба перед третьим проходом 10; черновая труба перед четвертым проходом 11; оправка для четвертого прохода 12; труба после раскатки 13.
В предлагаемом способе перед началом прокатки гтльза размещается напротив нужного калибра и в нее вводится смазанная цилиндрическая оправка, которая устанавливается передним концом в пережиме валков. Далее гильза толкателем подается в валки, захватывается ими и деформируется в зазоре между оправкой и валком. Одновременно оправка начинает перемещаться со скоростью, меньшей скорости прокатки, и деформируемая гильза, опережая оправку, выходит из очага деформации. Перемещение оправки способствует уменьшению скольжения металла, а следовательно снижается износ оправки и уменьшается количество дефектов на внутренней поверхности трубы. Замена конической оправки на цилиндрическую уменьшает силы сопротивления со стороны оправки осевому перемещению металла, что также способствует повышению износостойкости оправок и улучшению качества поверхности труб. Передача трубы к соседнему калибру меньшего диаметра и прокатка в нем позволяет дополнительно уменьшить толщину стенки и в итоге за 3…4 перехода обеспечить повышение коэффициента вытяжки более, чем в 2 раза по сравнению с прокаткой в одном калибре автомат-стана. Последний проход производят в калибре высотой, равной высоте предыдущего калибра для обеспечения получения сечения трубы в форме правильного круга, т.к. после кантовки зоны выпуска предыдущего калибра попадут в вершину последнего калибра и обожмутся в нем до заданной высоты, равной высоте предыдущего калибра.
Способ осуществляется следующим образом. После прошивки гильза 2 подается к стану продольной прокатки перед первым калибром валка 1, в гильзу вводится цилиндрическая оправка 3 диаметром на 5…7 мм меньше внутреннего диаметра гильзы так, что передний конец оправки выдвигается из гильзы и устанавливается в пережиме валков. Далее гильза толкателем подается в зазор (очаг деформации) между вращающимися рабочими валками, захватывается ими и обжимается по диаметру, заполняя металлом зазор между валками и оправкой. При этом уменьшается наружный диаметр гильзы и толщина стенки. В процессе прокатки оправка перемещается в направлении движения гильзы со скоростью меньшей скорости перемещения гильзы, т.е. гильза «сползает» с оправки. После выхода из очага деформации заднего конца черновой трубы 4 оправка 3 возвращается в исходное положение, выполняется реверс валков 1, а прокатанная черновая труба 4 кантуется на 90° и передается к следующему калибру валков, который по высоте меньше предыдущего на величину обжатия по диаметру. Далее все операции повторяются. Для достижения значительных обжатий по диаметру и по толщине стенки, соизмеримых значениям, характерным для непрерывной прокатки, трубу прокатывают в третьем, четвертом и т.д. калибрах, пока температура трубы не станет менее 900°С.
Пример осуществления способа.
Прошитая гильза диаметром 120 мм с толщиной стенки 10 мм при температуре 1170°С подается во входной желоб стана продольной прокатки, на валках которого нарезано 4 калибра, при этом калибры 1-3 имеют постепенно уменьшающуюся высоту, а 4-ый калибр по высоте равен 3-ему. Перед первым калибром диаметром 110 мм в гильзу вводится цилиндрическая оправка диаметром 94 мм так, что передний конец оправки выдвигается из гильзы и устанавливается в пережиме валков. Далее гильза толкателем подается в зазор (очаг деформации) между вращающимися рабочими валками, захватывается ими и обжимается по диаметру, заполняя металлом зазор между валками и оправкой. При этом уменьшается наружный диаметр гильзы и толщина стенки. В процессе прокатки оправка перемещается в направлении движения гильзы со скоростью меньшей скорости перемещения гильзы, т.е. гильза «сползает» с оправки. После выхода из очага деформации заднего конца гильзы оправка возвращается в исходное положение, выполняется реверс валков, а прокатанная черновая труба кантуется на 90° так, чтобы зона выпусков первого калибра попала в вершину второго калибра, и передается к следующему калибру валков диаметром 104 мм, который по диаметру меньше предыдущего на величину двукратного обжатия по стенке. Диаметр оправки меньше диаметра оправки для первого прохода и составляет 92 мм. При прокатке во втором калибре форма сечения трубы приближается к кругу за исключением зоны выпусков, где ширина калибра составляет 112 мм. Далее все операции повторяются. В третьем калибре высотой 103 мм происходит обжатие по диаметру зоны выпусков предыдущего калибра с 112 мм до 103 мм на оправке диаметром 91 мм. Толщина стенки составляет 6 мм. Форма четвертого калибра выполнена в виде правильного круга диаметром 103 мм. В вершине калибра труба обжимается по диаметру с 104 до 103 мм. Поскольку толщина стенки уже сформирована во 2-ом калибре и составляет 6 мм, стенка в 4-ом калибре не меняется. Диаметр оправки 90 мм. Таким образом, после прокатки получаем трубу диаметром 103 мм с толщиной стенки 6 мм. В случае необходимости устанавливают валки с нужным количеством калибров и трубу прокатывают в третьем, четвертом и т.д. калибрах, пока температура трубы не станет менее 900°С.
Способ раскатки гильзы в трубу, включающий прокатку нагретой гильзы в валках, оси которых перпендикулярны направлению прокатки, с деформированием ее на оправке, размещенной в калибре валков, последующий реверс валков, кантовку гильзы на 90° и прокатку в обратном направлении, отличающийся тем, что прокатку производят в валках, образующих по длине их бочек калибры с последовательным уменьшением их высоты, последние два из которых имеют равную высоту, причем после каждого прохода и реверса валков гильзу передают в смежный калибр меньшей высоты, с соответствующим уменьшением диаметра оправки, которую используют в этом калибре, при этом деформирование гильзы в калибрах осуществляют на цилиндрических оправках, которые перемещают в процессе деформирования со скоростью, меньшей скорости прокатки, с последующим возвратом в исходное положение, а последний проход производят в круглом калибре с диаметром, равным высоте предыдущего калибра.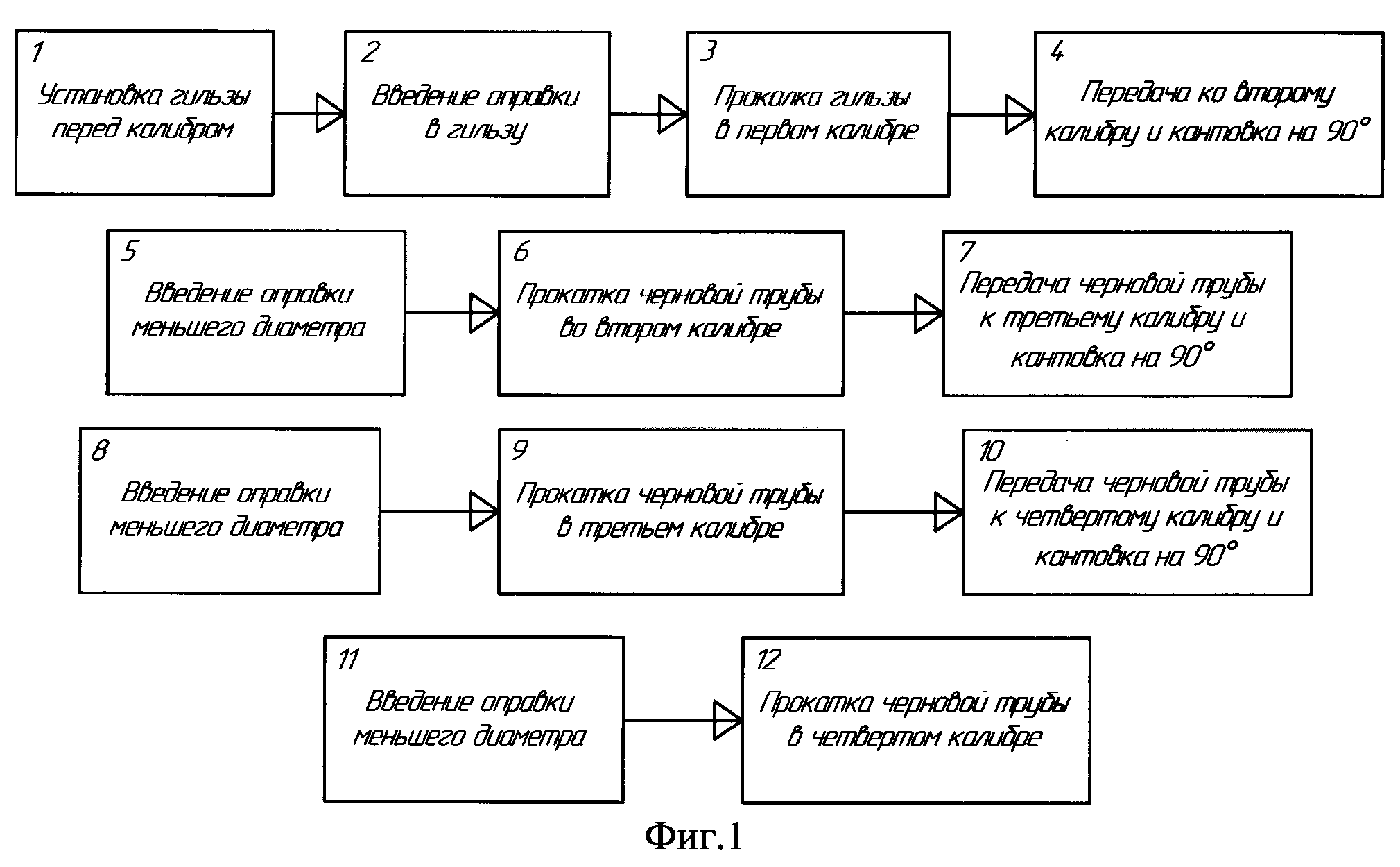
Способ изготовления графитовой формы для получения отливок из жаропрочных и химически активных сплавов
Способ получения волокнистого сорбента для извлечения скандия
Способ получения электродов из сплавов на основе алюминида никеля
Высоковольтный преобразователь ионизирующих излучений и способ его изготовления
Конструкция монолитного кремниевого фотоэлектрического преобразователя и способ ее изготовления
Преобразователь оптических и радиационных излучений и способ его изготовления
Способ температурно-деформационного воздействия на сплавы титан-никель с содержанием никеля 49-51 ат.% с эффектом памяти формы
Способ получения наноразмерных частиц гексаферрита бария
Способ очистки цианистых растворов от комплексов цветных металлов перед процессом сорбции
Способ определения примесей в каменном и буром угле и торфе
Способ получения бесшовных труб
Способ определения площади контакта оправки и заготовки при винтовой прошивке
Многоклетевой стан продольной прокатки
Способ раскатки трубных заготовок
Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления
Способ винтовой прокатки
Стан винтовой прокатки
Стан винтовой прокатки
Способ оценки длины волокна заготовки при плоском деформированном состоянии
Способ прогнозирования разрушения заготовок в процессе обработки металлов давлением

