Результат интеллектуальной деятельности: СПОСОБ ДЛЯ ТВЕРДОТЕЛЬНОГО АДДИТИВНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к твердотельному аддитивному технологическому процессу и, более конкретно, к способу формования сварного соединения ударным воздействием, который включает в себя обеспечение проволоки, имеющей металлическую сердцевину из порошкового наполнителя, расположенную внутри оболочки, и обеспечение по меньшей мере одного импульса энергии, который взаимодействует с оболочкой, чтобы отсекать по меньшей мере один сегмент проволоки, причем импульс энергии вызывает продвижение сегмента в направлении подложки с достаточной скоростью для образования сварного соединения ударным воздействием для приварки металлической сердцевины к подложке.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Материалы, которые трудно присоединить и особенно аддитивно осадить, такие как некоторые разнородные металлы (например, алюминий-сталь) и суперсплавы на основе никеля, представляют проблемы для сварки. Термин ʺсуперсплавʺ используется здесь, как он обычно используется в данной области техники, т.е. сплав с высокой коррозионной стойкостью и стойкостью к окислению с превосходной механической прочностью и стойкостью к ползучести при высоких температурах. Суперсплавы обычно включают в себя высокое содержание никеля или кобальта. Примеры суперсплавов включают в себя сплавы, продаваемые под торговыми марками и фирменными названиями Hastelloy, сплавы Inconel (например, IN 738, IN 792, IN 939), сплавы Rene (например, Rene N5, Rene 80, Rene 142), сплавы Haynes, Mar M, CM 247, CM 247 LC, C263, 718, X-750, ECY 768, 282, X45, PWA 1483 и монокристаллические сплавы CMSX (например, CMSX-4).
[0003] Проблемы, связанные с осаждением в аддитивном технологическом процессе, чаще всего ассоциированы с методами слияния (синтеза) с высоким вводом тепла, такими как дуговая сварка, лазерная сварка и другие. К таким проблемам относятся осаждение хрупких фаз, образование сегрегации и образование трещин при затвердевании, которые могут возникать при затвердевании сварного соединения. Кроме того, образование трещин при деформационном старении может возникать при термообработке после сварки.
[0004] Например, компоненты газотурбинного двигателя и, в частности, компоненты двигателя, подвергаемого воздействию горячего газа сгорания, подвержены деградации во время работы двигателя. Деградированные компоненты иногда ремонтируются с использованием аддитивного технологического процесса. Желательно обеспечить аддитивный технологический процесс, который позволяет избежать высокого ввода тепла при ремонте компонента турбины.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0005] Раскрыт способ формирования сварного соединения ударным воздействием, используемого в аддитивном технологическом процессе. Способ включает в себя обеспечение проволоки, имеющей металлическую сердцевину из порошкового наполнителя, расположенную внутри оболочки. Затем проволока вставляется в трубку, имеющую отверстие. Кроме того, способ включает в себя обеспечение по меньшей мере одного импульса энергии, который взаимодействует с оболочкой, чтобы отсекать (отрывать) по меньшей мере один сегмент проволоки, причем импульс энергии вызывает продвижение сегмента в направлении подложки с достаточной скоростью для образования сварного соединения ударным воздействием для приваривания металлической сердцевины к подложке. В частности, импульсом энергии может быть электромагнитный импульс, импульс лазерной энергии или импульс высокого электрического тока.
[0006] Специалисты в данной области техники могут применять соответствующие признаки настоящего изобретения совместно или по отдельности в любой комбинации или подкомбинации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0007] Решения согласно настоящему раскрытию могут быть легко поняты путем рассмотрения следующего подробного описания во взаимосвязи с прилагаемыми чертежами, на которых:
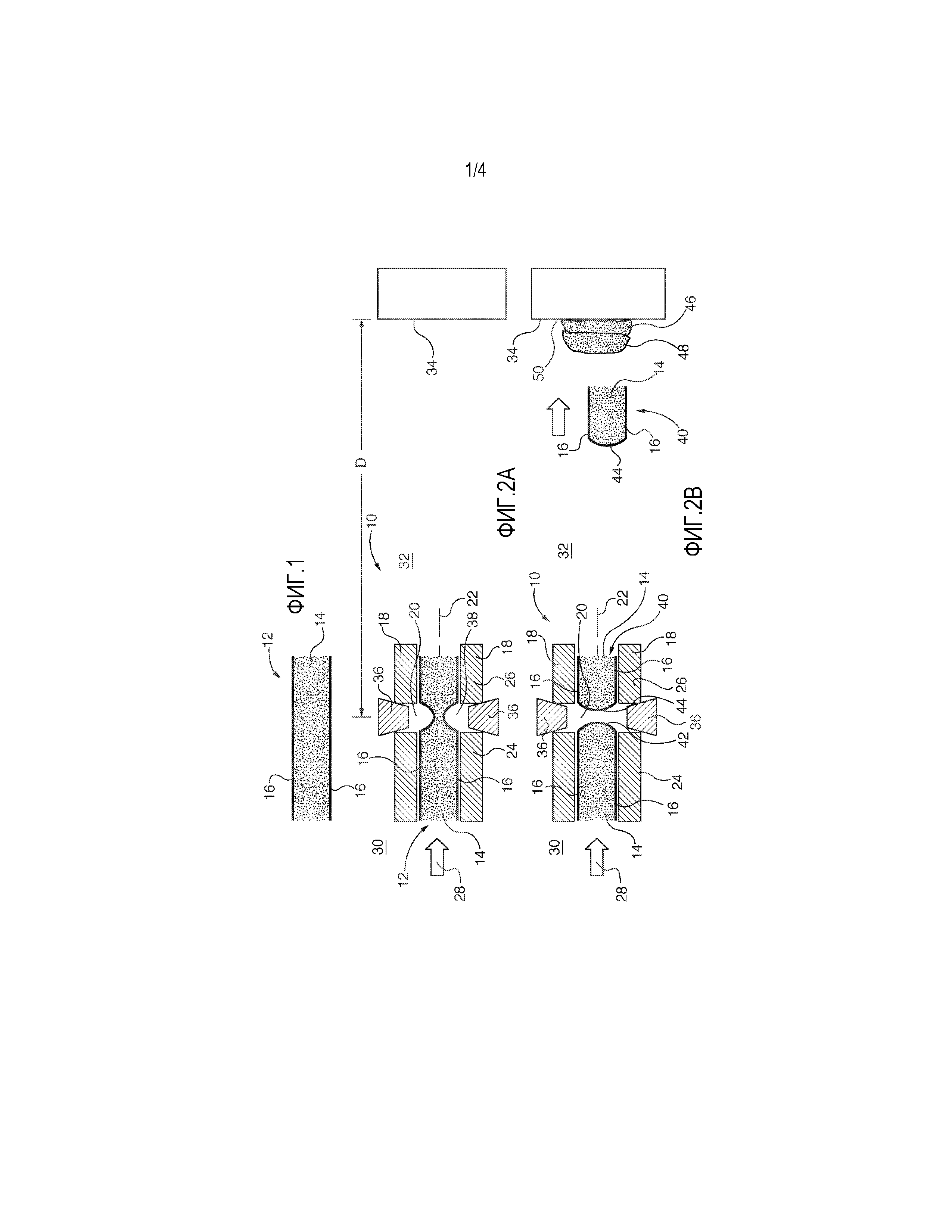
[0008] Фиг. 1 изображает проволоку с сердцевиной, которая включает в себя металлическую сердцевину из порошкового наполнителя, расположенную в оболочке, для использования в аддитивном технологическом процессе.
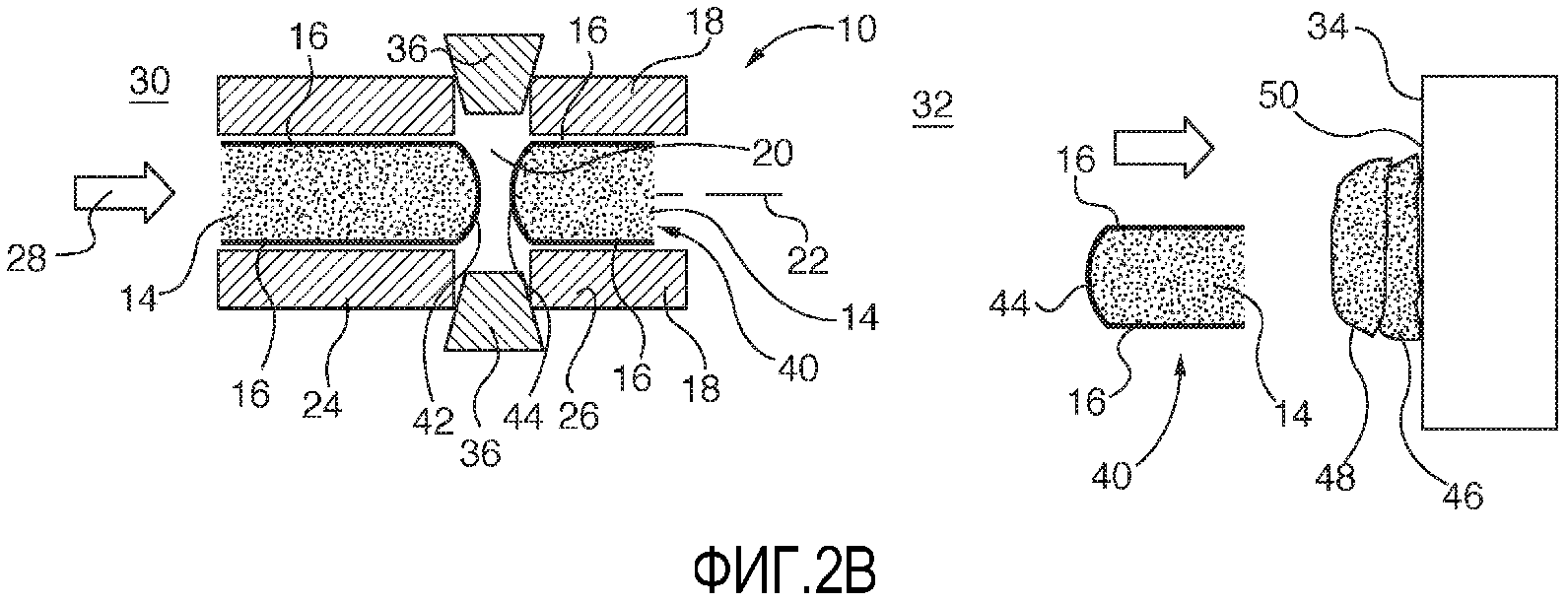
[0009] Фиг. 2А-2В изображает устройство магнитной импульсной сварки в соответствии с вариантом осуществления изобретения, причем устройство магнитной импульсной сварки формирует сегмент проволоки, который ускоряется в направлении подложки для формирования сварного соединения ударным воздействием.
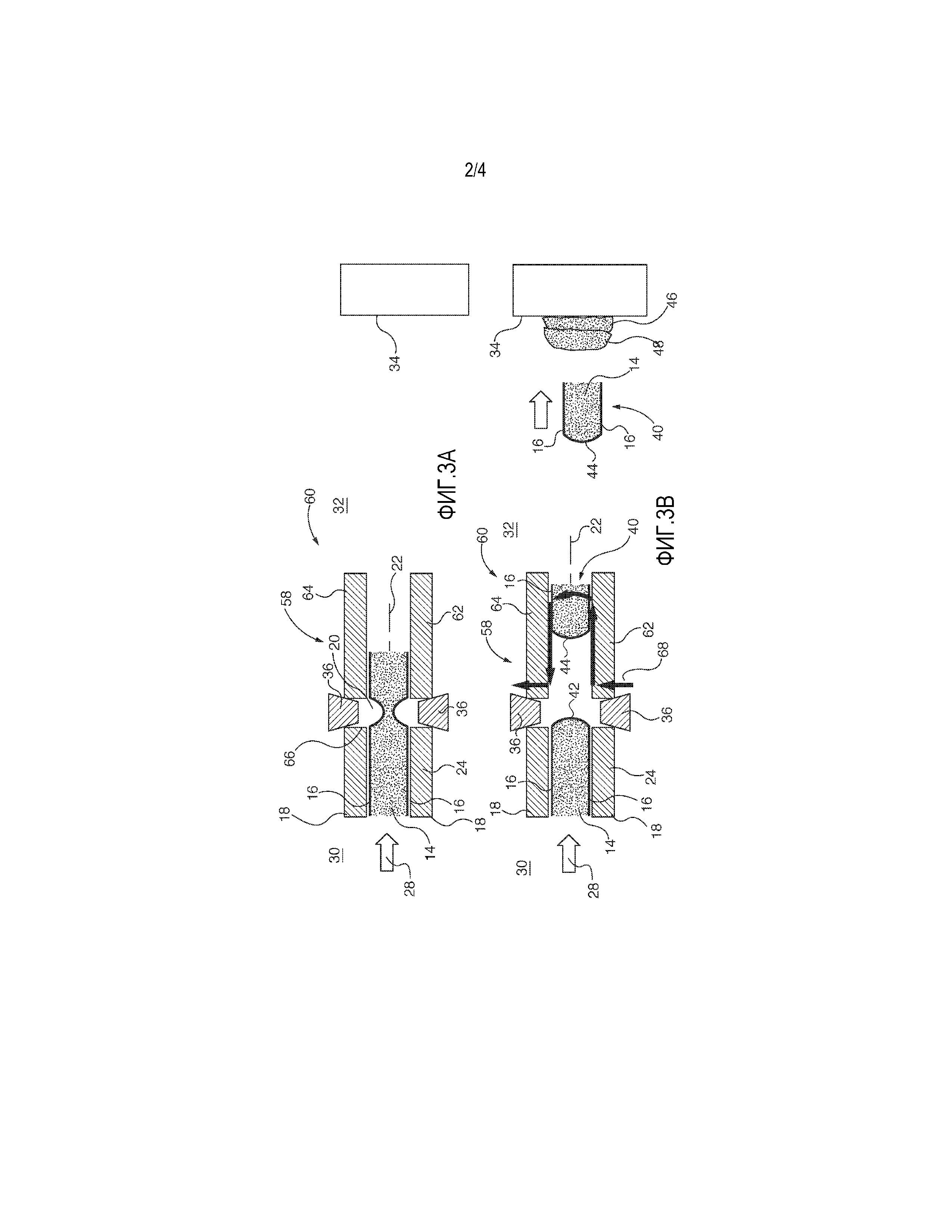
[0010] Фиг. 3А-3В изображает устройство рельсовой (электромагнитной) пушки (рельсотрона) для использования в связи с устройством магнитной импульсной сварки, причем устройство рельсовой пушки также ускоряет сегмент проволоки.
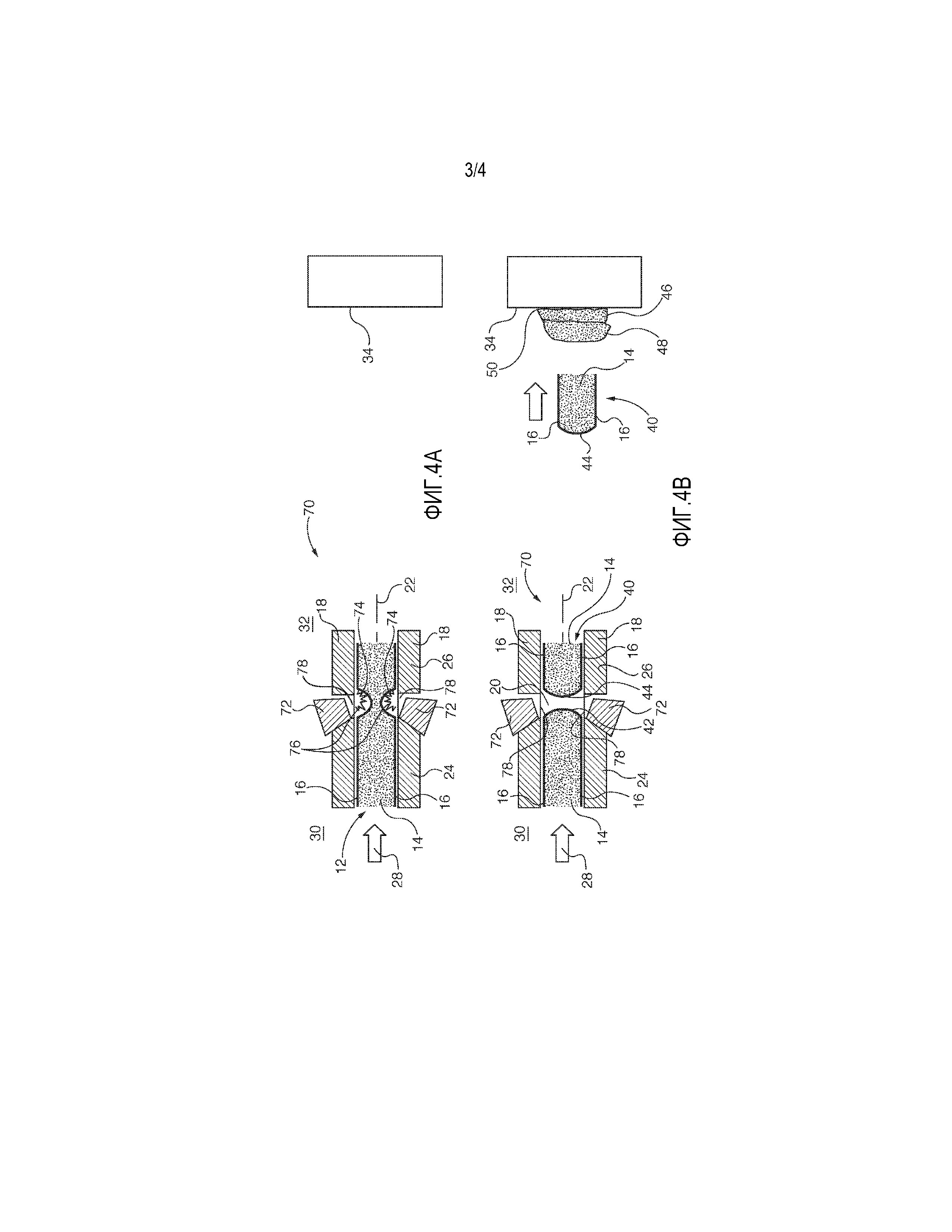
[0011] Фиг. 4А-4В изображает альтернативный вариант осуществления изобретения, причем устройство лазерной сварки ударным воздействием используется для формирования проволочного сегмента, который ускоряется в направлении подложки с формированием сварного соединения ударным воздействием.
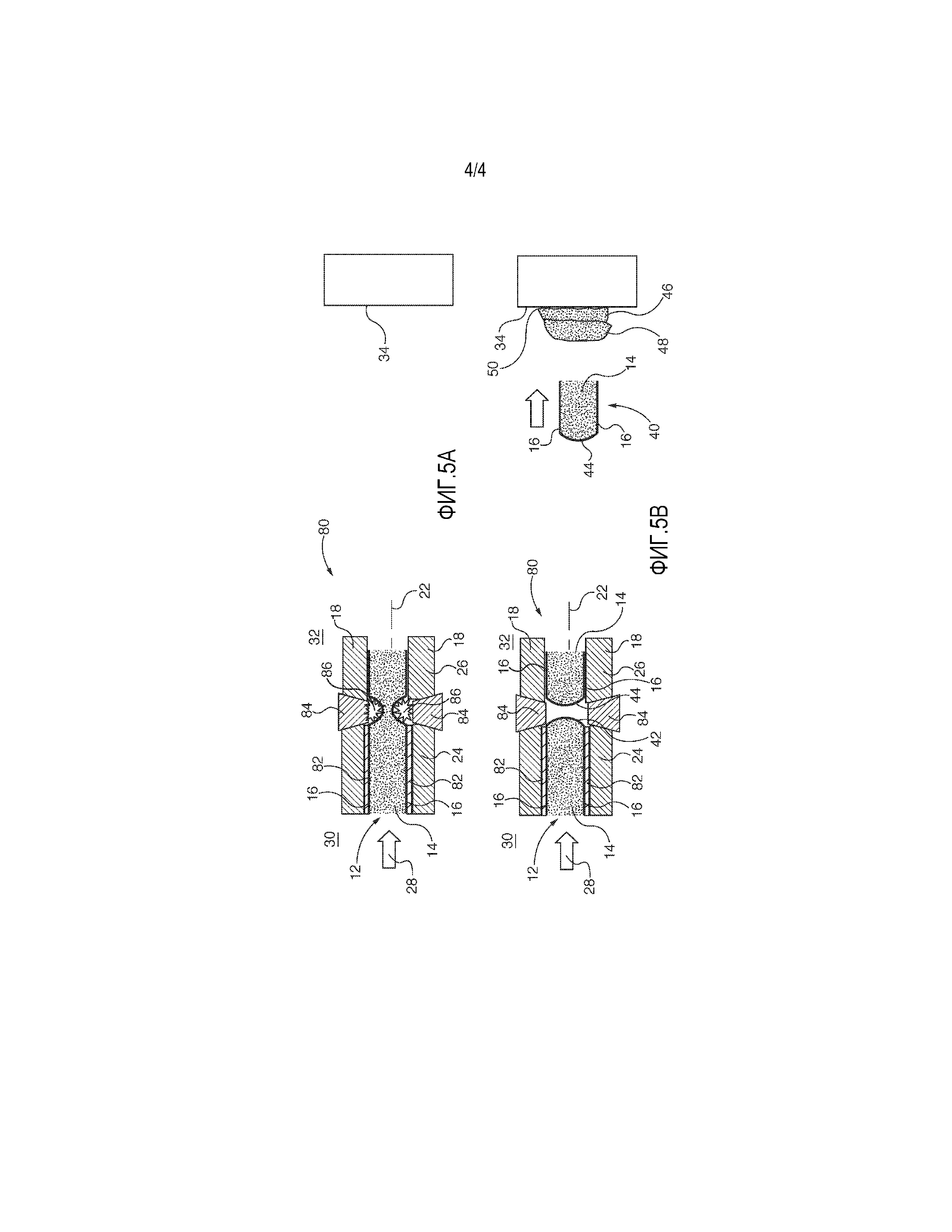
[0012] Фиг. 5А-5В изображает другой вариант осуществления изобретения, в котором сварочное устройство с активацией испаряемой пленкой используется для формирования проволочного сегмента, который ускоряется в направлении подложки с формированием сварного соединения ударным воздействием.
[0013] Чтобы облегчить понимание, идентичные ссылочные позиции были использованы, когда это возможно, для обозначения идентичных элементов, общих для фигур.
ПОДРОБНОЕ ОПИСАНИЕ
[0014] Хотя различные варианты осуществления, которые включают в себя решения согласно настоящему раскрытию, подробно показаны и описаны здесь, специалисты в данной области техники могут легко разработать множество других разнообразных вариантов осуществления, которые также включают в себя эти решения. Объем раскрытия не ограничен его применением к деталям конструкции примерного варианта осуществления и расположению компонентов, изложенных в описании или проиллюстрированных на чертежах. Раскрытие изобретения включает в себя другие варианты осуществления и практического применения или выполнения различными способами. Кроме того, следует понимать, что фразеология и терминология, используемые здесь, предназначены для описания и не должны рассматриваться как ограничивающие. Использование терминов ʺвключающий в себяʺ, ʺсодержащийʺ или ʺимеющийʺ и их вариаций в данном описании подразумевается охватывающим перечисленные затем элементы и их эквиваленты, а также дополнительные элементы. Если не указано или ограничено иным образом, термины ʺустановленныйʺ, ʺсоединенныйʺ, ʺподдерживаемыйʺ и ʺсвязанныйʺ и их варианты используются в широком смысле и охватывают прямые и косвенные установки, соединения, опоры и связи. Кроме того, термины ʺсоединенныйʺ и ʺсвязанныйʺ не ограничены физическими или механическими соединениями или связями.
[0015] Далее будет описано устройство магнитной импульсной сварки для использования в аддитивном технологическом процессе. Что касается магнитной импульсной сварки, то раскрытие патента США № 3,520,049 включено в настоящий документ посредством ссылки. Аспекты процесса магнитной импульсной сварки используются, чтобы отсекать сегменты проволоки 12 с сердцевиной, которая включает в себя металлическую сердцевину 14 из порошкового наполнителя, расположенную в оболочке 16 (см. фиг. 1). Например, материал 14 порошковой сердцевины может быть такого типа, который подходит для ремонта компонентов из суперсплава. Оболочка 16 может быть изготовлена из материала на основе никеля и совместима с желаемой композицией осаждаемого материала сердцевины. Кроме того, поверхность оболочки 16 может включать в себя небольшое количество электропроводящего материала, такого как медь. В частности, оболочка 16 может включать в себя достаточно тонкий блестящий слой из меди, которая не сплавляется существенным образом с осаждаемым материалом сердцевины. В качестве альтернативы, оболочка 16 может включать в себя тонкое покрытие из алюминия для обеспечения электропроводности оболочки 16. Следует отметить, что алюминий используется в качестве ингредиента во многих суперсплавах на основе никеля и, таким образом, будет совместим с материалом 14 порошковой сердцевины.
[0016] На фиг. 2А-2В показано устройство 10 магнитной импульсной сварки для использования в аддитивном технологическом процессе. Как показано на фиг. 2А, устройство 10 магнитной импульсной сварки включает в себя трубку 18 (показанную в сечении), которая позиционирует проволоку 12. Трубка 18 включает круглое отверстие 20, ориентированное поперек оси 22 трубки 18, тем самым разделяя трубку 18 на первую 24 и вторую 26 секцию трубки. Проволока 12 подается в первую секцию 24 трубки в первом направлении (см. стрелку 28) от входного (выше по потоку) конца 30 к выходному (ниже по потоку) конца 32 к подложке 34. В частности, проволока 12 подается через отверстие 20 до тех пор, пока желательная длина проволоки 12 не будет позиционирована во второй секции 26 трубки. Отверстие 20 открывает окружную часть 38 оболочки 16. По меньшей мере одна магнитная катушка 36 (показанная в сечении на фиг. 2A) расположена по окружности относительно отверстия 20, так что катушка 36 расположена рядом с окружной частью 38 оболочки 16.
[0017] В процессе работы, катушка 36 возбуждается так, чтобы генерировать электромагнитный импульс в окружном направлении вокруг оболочки 16, что вызывает создание вихревых токов. Например, длительность импульса может составлять порядка микросекунд. Электромагнитный импульс взаимодействует с оболочкой 16, чтобы заставить разнесенные части оболочки 16 перемещаться друг к другу до тех пор, пока оболочка 16 не будет разрушена, так что часть проволоки 12 во второй секции 26 трубки отрезается или отсекается от проволоки 12. Это образует проволочный сегмент 40, включающий в себя часть оболочки 16 и материал 14 порошковой сердцевины. Последующий (ниже по потоку) конец 42 оставшейся проволоки 12 в первой секции 24 трубки и предшествующий (выше по потоку) конец 44 сегмента 40 затем замыкаются оболочкой 16 вследствие пластической деформации оболочки 16.
[0018] Противоположные силы Лоренца ускоряют сегмент 40 в направлении подложки 34, так что сегмент 40 соударяется с подложкой 34 с достаточно высокой скоростью, чтобы вызвать пластическую деформацию на границе раздела между материалом 14 порошковой сердцевины и оболочкой 16 и подложкой 34. Например, скорость при ударе может составлять приблизительно от 100 до 500 м/с. Со ссылкой на фиг. 2В, это образует сварное соединение ударным воздействием, которое соединяет материал 14 порошковой сердцевины и материал оболочки и подложку 34, тем самым образуя первый слой материала 46 сердцевины. В публикации под названием ʺWelding Handbookʺ, тома 1 и 2, опубликованной Американским обществом специалистов по сварке (AWS), сварка взрывом определяется, частично, как твердотельный процесс, который производит сварку высокоскоростным ударным воздействием на детали. Таким образом, в настоящем изобретении используются аспекты сварки взрывом или ударным воздействием в аддитивном технологическом процессе. Кроме того, практически отсутствует плавление, кроме возможного минимального начального локального слияния. Затем от проволоки 12 непрерывно отсекаются дополнительные сегменты 40, каждый из которых продвигается в направлении ранее сформированного слоя материала 46 сердцевины, то есть нижнего слоя, чтобы постепенно образовывать дополнительные слои материала сердцевины для восстановления, например, турбинного компонента. В целях иллюстрации, на фиг. 2В изображены первый 46 и второй 48 слои материала сердцевины.
[0019] Окружная часть 38 и подложка 34 разделены расстоянием D от установочной базы (порядка нескольких миллиметров), чтобы позволить сегменту 40 достичь достаточной скорости и ударного импульса, чтобы вызвать пластическую деформацию и соединение сваркой на границе раздела 50 между материалом 46 сердцевины и подложкой 34. Кроме того, катушка 36 может быть ориентирована так, чтобы устанавливать под углом электромагнитный импульс и, в свою очередь, направлять силы Лоренца и, следовательно, сегмент 40 в направлении вниз по потоку. Кроме того, загрязнения или оксиды, которые могут присутствовать на материале 46 сердцевины и подложке 34, могут быть экструдированы или удалены в виде струи материала в направлении замыкания границы раздела и продолжения сварки.
[0020] Проволока 12 может подаваться через трубку 18 с использованием известного устройства подачи. Частоты повторения подачи проволоки и электромагнитных импульсов согласно настоящему изобретению соответствует скоростям подачи проволоки и возвратно-поступательного перемещения (т.е. переносов металла), соответственно, традиционного процесса сварки. Например, при сварке с возвратно-поступательным холодным переносом металла, проволока подается со скоростью приблизительно от 2 до 8 м/мин, а скорость возвратно-поступательного движения может составлять приблизительно 20-200 раз в секунду. Соответствующие скорости могут использоваться для подачи проволоки и приводимого в действие магнитным способом выброса в соответствии с настоящим изобретением, чтобы обеспечить непрерывную последовательность сегментов 40 для формирования слоев материала 46, 48 сердцевины.
[0021] Устройство 10 магнитной импульсной сварки, показанное на фиг. 2A-2B также может использоваться в сочетании с устройством 60 рельсотрона (см. фиг. 3A-3B) для продвижения сегмента 40 по направлению к подложке 34. Секция 58 рельсотрона включает в себя первую 62 и вторую 64 разнесенные электропроводные направляющие (рельсы) для позиционирования сегмента 40. Первая 62 и вторая 64 проводящие направляющие расположены ниже по потоку от конца 66 оболочки, чтобы сформировать отверстие 20. Проволока 12 подается в первую секцию 24 трубки в первом направлении 28 и к подложке 34. Проволока 12 подается через отверстие 20 до тех пор, пока желательная длина проволоки 12 не будет позиционирована в секции 58 рельсотрона. Катушка 36 возбуждается, чтобы генерировать электромагнитный импульс, который взаимодействует с оболочкой 16, так что часть проволоки 12 в секции 58 рельсотрона отрезается или отсекается от проволоки 12, чтобы сформировать сегмент 40.
[0022] Как показано на фиг. 3В, импульс с высоким постоянным током 68 проходит через первую направляющую 62, сегмент 40 и вторую направляющую 64. Затем сила Лоренца действует, чтобы продвигать сегмент 40 к подложке 34 в соответствии с известным эффектом рельсотрона, причем сегмент 40 служит в качестве арматуры (подвижного элемента) рельсотрона. Сегмент 40 продвигается к подложке 34 с требуемой скоростью для формирования сварного соединения ударным воздействием, как описано выше. Таким образом, устройство 60 рельсотрона дополняет устройство 10 магнитной импульсной сварки. Это позволяет использовать более низкие энергии активации для генерации электромагнитного импульса.
[0023] На фиг. 4А-4В показан альтернативный вариант осуществления изобретения. В этом варианте осуществления используется устройство 70 лазерной сварки ударным воздействием, которое использует аспекты известной технологии лазерной сварки. Устройство 70 лазерной сварки ударным воздействием включает в себя по меньшей мере одно лазерное устройство 72, которое генерирует импульс лазерной энергии 74. Лазерное устройство 72 позиционировано в окружном направлении относительно отверстия 20 и ориентировано так, что часть импульса 74 лазерной энергии направлена вниз по потоку, чтобы способствовать продвижению сегмента 40.
[0024] При работе, лазерное устройство 72 возбуждается, чтобы генерировать импульс лазерной энергии, который падает на оболочку 16, чтобы заставить разнесенные части оболочки 16 перемещаться в направлении друг друга до тех пор, пока оболочка 16 не будет разрушена, так что часть проволоки 12 во второй секции 26 трубки отрезается или отсекается от проволоки 12, образуя сегмент 40. Поверхность оболочки 16 аблирует ввиду импульса 74 лазерной энергии, вызывая генерацию газа 76, который создает давление газа, которое продвигает сегмент 40 к подложке 34. Оболочка 16 может также включать абляционный материал для усиления образования газа 76 и дальнейшего увеличения ускорения сегмента 40. Кроме того, оптически прозрачный материал 78 может быть расположен напротив абляционной поверхности 16, чтобы обеспечить поверхность, которая противодействует генерации расширяющегося газа 76, чтобы также увеличивать ускорение сегмента 40. Следует отметить, что оболочка 16 в этом варианте осуществления необязательно должна быть проводящей.
[0025] Сегмент 40 соударяется с подложкой 34 с достаточно высокой скоростью для образования сварного соединения ударным воздействием, которое соединяет материал 14 порошковой сердцевины и оболочку 16 и подложку 34, тем самым формируя первый слой материала 46 сердцевины, как описано выше. Затем дополнительные сегменты 40 непрерывно отсекаются от проволоки 12, каждый из которых продвигается в направлении ранее сформированного слоя материала сердцевины, то есть нижнего слоя, чтобы постепенно формировать дополнительные слои материала сердцевины, как описано выше. В частности, подходящие скорости могут использоваться для подачи проволоки и генерации импульсов лазерной энергии, чтобы обеспечить непрерывную последовательность сегментов 40 для формирования слоев материала сердцевины.
[0026] На фиг. 5А-5В показан другой вариант осуществления изобретения. В этом варианте осуществления используется сварочное устройство 80 с активацией испаряемой пленкой, которое использует аспекты известной технологии сварки с активацией испаряемой пленкой. В этом варианте осуществления, на оболочке 16 сформирован расходуемый материал 82, который быстро испаряется при воздействии импульса высокого электрического тока. Например, расходуемый материал может представлять собой слой 82 металлической фольги, такой как алюминиевая фольга, которая сформирована на оболочке 16. Сварочное устройство 80 с активацией испаряемой пленкой содержит по меньшей мере один электрод 84, который генерирует импульс высокого электрического тока. Электрод 84 позиционируется в окружном направлении относительно отверстия 20 и находится в контакте со слоем 82 фольги.
[0027] При работе, электрод 84 возбуждается, чтобы генерировать импульс высокого электрического тока, который разряжается в слой 82 фольги. Это вызывает быстрое испарение слоя 82 фольги и генерирует давление 86 газа, которое заставляет разнесенные части оболочки 16 перемещаться друг к другу до тех пор, пока оболочка 16 не будет разрушена, так что часть проволоки 12 во второй секции 26 трубки будет осечена от проволоки 12, чтобы сформировать сегмент 40. Давление 86 газа также продвигает сегмент 40 к подложке 34. Сегмент 40 соударяется с подложкой 34 с достаточно высокой скоростью с образованием сварного соединения ударным воздействием, которое соединяет материал 14 порошковой сердцевины и подложку 34, тем самым формируя первый слой материала 46 сердцевины, как описано выше. Затем от проволоки 12 последовательно отсекаются дополнительные сегменты 40, каждый из которых продвигается в направлении ранее сформированного слоя материала сердцевины, то есть нижнего слоя, чтобы постепенно создавать дополнительные слои материала сердцевины, как описано выше. В частности, подходящие скорости могут использоваться для подачи проволоки и генерации высокого электрического тока, чтобы обеспечить непрерывную последовательность сегментов 40 для формирования слоев материала сердцевины. Слой 82 фольги может быть непрерывным на проволоке 12 или может быть прерывистым и синхронизированным с сегментами 40 проволоки 12, которые должны продвигаться для твердотельного непрерывного осаждения на подложке 34.
[0028] Таким образом, настоящее изобретение обеспечивает сварочные процессы ударным воздействием, которые являются более контролируемыми и пригодными для непрерывной обработки. В других вариантах осуществления, проволока 12 может быть твердой электродной проволокой 12 и/или может быть предварительно нагретой проволокой 12. Кроме того, настоящее изобретение может быть использовано при ремонте газовых и паровых турбин и для ремонта высоконапряженных компонентов, работающих при повышенных температурах (двигателей, моторов и т.д.)
[0029] Хотя были проиллюстрированы и описаны конкретные варианты осуществления настоящего изобретения, для специалистов в данной области техники должно быть понятно, что различные другие изменения и модификации могут быть выполнены без отклонения от сущности и объема раскрытия. Поэтому предполагается, что прилагаемая формула изобретения охватывает все такие изменения и модификации, которые входят в объем настоящего раскрытия.
Нанесение суперсплава с применением порошкового флюса и металла
Сборка турбины в турбинном двигателе
Деталь, содержащая охлаждающие каналы с поперечным сечением в форме песочных часов, и соответствующая деталь аэродинамического профиля турбины
Газотурбинный двигатель с радиальным диффузором и укороченной средней частью
Фильтрация через различные стратифицированные материалы
Каталитические системы и способы обработки технологических потоков
Активное управление перепускным потоком для уплотнения в газотурбинном двигателе
Система активного управления перепускным расходом для уплотнения в газотурбинном двигателе
Лопасть турбины
Жаропрочная коллекторная система для кожуха центральной рамы газотурбинного дигателя
Сварочный электрод
Присадочный материал с оптической проводимостью для лазерной обработки
Бесшлаковый флюс для аддитивного производства

