Результат интеллектуальной деятельности: СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИХ УГЛЕРОДНОЕ ВОЛОКНО
Вид РИД
Изобретение
Изобретение относится к области исследования и анализа материалов, в частности, к способам контроля целостности изделий из композиционных материалов на основе углеродного волокна, и может быть использовано для выявления производственных дефектов и эксплуатационных повреждений изделий из композиционных материалов, содержащих углеродное волокно.
Использование композиционных материалов является перспективным направлением современной техники. Композиционные материалы, содержащие углеродное волокно, широко применяются в различных областях машиностроения, в частности, при производстве транспорта различного назначения - в качестве конструктивных элементов летательных аппаратов, речных и морских судов, что обусловлено преимуществами данных материалов перед используемыми ранее металлами и сплавами: высокой коррозионной стойкостью, устойчивостью к циклическим нагрузкам, легкостью и т.д.
Несмотря на существенные преимущества, описанные выше, композиционные материалы, содержащие углеродное волокно, имеют недостаток, проявляющийся в процессе эксплуатации и заключающийся в низкой устойчивости к ударным воздействиям, приводящей к расслоению и растрескиванию материала и, как следствие, снижению его прочности.
С другой стороны, несмотря на интенсивное развитие технологий изготовления композитных материалов, по-прежнему не достигнут уровень производства, позволяющий гарантированно получать из них бездефектные изделия. К производственным дефектам композиционных материалов, содержащих углеродное волокно, можно отнести расслоение, нарушение клеевого шва, неравномерное распределение углеродных волокон, наличие трещин и различные иные нарушения сплошности материала.
Таким образом, для того, чтобы оценить состояние изделия из композиционного материала с целью определения целесообразности его дальнейшего использования, необходимо иметь данные как о повреждениях изделия, полученных в процессе эксплуатации, так и о дефектах, образовавшихся на этапе производства.
Для осуществления указанных целей применяются различные методы неразрушающего контроля, известные из уровня техники, такие как радиографический, ультразвуковой и т.д. Тем не менее следует учитывать, что композиционные материалы обладают сложной структурой и анизотропией свойств, в связи с чем многие методы неразрушающего контроля, успешно применяемые, например, к металлическим изделиям, неприменимы к композиционным материалам. Таким образом, существует необходимость во внедрении новых методов неразрушающего контроля или адаптации уже имеющихся.
Тепловой контроль, в свою очередь, является одним из наиболее перспективных методов неразрушающего контроля, эффективно применяющихся для всех видов композиционных материалов. Для осуществления данного метода контролируемый материал нагревают внешним источником, регистрируют температурное поле контролируемого материала и анализируют зарегистрированное температурное поле с целью определения наличия дефектных участков. Температурное поле, иными словами распределение температур по поверхности объекта, несет информацию об особенностях процесса теплопередачи контролируемого материала, зависящей от его внутренней структуры и наличия скрытых внутренних дефектов.
Зачастую для нагрева контролируемого материала используют средства, осуществляющие нагрев материала извне, например, лампы, фены. Примеры таких способов контроля можно встретить в следующих работах:
1) Вавилов В. П., Иванов А. И. Импульсный тепловой контроль многослойных изделий // Дефектоскопия, 1984 №6. С. 39-47.
2) Вавилов В. П., Климов А. Г., Ширяев В. В. Активный тепловой контроль воды в авиационных сотовых конструкциях // Дефектоскопия. 2002. №12. с. 32-38.
Недостатком данного способа является то, что нагрев осуществляют через поверхность материала. В связи с тем, что готовые изделия в большинстве случаев покрываются лакокрасочным покрытием, которое, в свою очередь, обладает низкой теплопроводностью, оказывается невозможным передать изделию большое количество тепловой энергии без риска перегрева, и, как следствие, повреждения лакокрасочного покрытия. При этом излишне нагретая поверхность материала маскирует тепловые аномалии, а в случае, если источник нагрева не обеспечивает должной равномерности нагрева всей поверхности материала, дополнительно создает ложные индикации при регистрации его температурного поля.
Наиболее близким способом теплового неразрушающего контроля композиционных материалов, принятым в качестве прототипа, является способ контроля, описанный в патентном документе RU 2616438 (опубл. 14.04.2017), где исследуемый материал обрабатывают электропроводящей жидкостью с высокой степенью смачивания, а нагрев материала осуществляют посредством воздействия на жидкость электромагнитным излучением, предпочтительно сверхвысокочастотным. Таким образом, жидкость, проникая в микротрещины в материале, обеспечивает нагрев материала изнутри, что, в свою очередь, позволяет получить более детальную карту температурного поля, и, следовательно, качественней оценить состояние исследуемого материала. Недостатком данного способа является то, что жидкость, нагреваемая впоследствии, проникает в исследуемый материал только через образовавшиеся в поверхности трещины, при этом, если целостность поверхности не нарушена, а дефект, заложенный на этапе изготовления материала, находится глубоко, предложенный в данном патентном источнике способ не позволит эффективно определить наличие дефектного участка.
Следует отметить, что из уровня техники также известен способ теплового неразрушающего контроля электропроводящих материалов, включающий их нагрев электрическими токами, индуцируемыми высокочастотным электромагнитным полем. В целом индукционный нагрев материалов широко применяется в различных областях металлургии. Так в патентном документе US 4480928 раскрыт способ теплового неразрушающего контроля металлических заготовок, использующий данный тип нагрева, однако он применим лишь для обнаружения поверхностных дефектов, т.к. индуцируемые вихревые токи в металле не способны проникнуть глубоко в материал, а его высокая теплопроводность маскирует дефекты в глубине материала.
Таким образом, задачей настоящего изобретения является создание способа неразрушающего контроля композиционных материалов, содержащих углеродное волокно, позволяющего эффективно и достоверно оценить их состояние по всей глубине структуры материала, не подвергая при этом излишней нагрузке слои покрытия в случае их наличия.
Поставленная задача решается тем, что разработан способ неразрушающего контроля композиционных материалов, содержащих углеродное волокно, включающий нагрев материала внешним источником, регистрацию температурного поля контролируемого материала, анализ зарегистрированного температурного поля с определением наличия дефектных участков, при этом нагрев материала осуществляют путем воздействия высокочастотным электромагнитным полем на углеродное волокно в составе материала.
Заявляемый способ, как и другие известные из уровня техники способы теплового неразрушающего контроля материалов, основан на анизотропии теплофизических свойств объекта контроля, проявляющейся при наличии дефекта. Однако в разработанном способе, в отличие от перечисленных выше известных из уровня техники способов, учитывается то, что углеродное волокно способно хорошо проводить электрический ток и, следовательно, способно нагреваться под воздействием высокочастотного электромагнитного поля благодаря индуцируемым в нем вихревым токам, и, будучи составным элементом композиционного материала, способно обеспечить нагрев всего материала изнутри. При этом на равномерность нагрева материала будет влиять степень его сплошности и однородности: с одной стороны, любой дефект материала отразится на его теплопроводности, с другой - дефект, так или иначе связанный с деформацией самого углеродного волокна, повлияет на электрическое сопротивление углеродного волокна в месте дефекта, что вызовет его повышенный нагрев в сравнении с бездефектными участками. Важно понимать, что на разницу температур дефектных и бездефектных участков будет влиять как неравенство их теплофизических свойств, так и неравномерность распределения плотности электрических токов. Таким образом, разработанный способ позволяет достичь технического результата, заключающегося в эффективном и достоверном тепловом неразрушающем контроле композиционных материалов, содержащих углеродное волокно, вследствие индукционного нагрева углеродного волокна в составе материала, регистрации температурного поля контролируемого материала с последующим анализом зарегистрированного температурного поля с целью определения наличия дефектных участков. При этом настоящий способ позволит выявлять дефекты меньшего размера, что обусловлено физическими процессами, на которые он опирается.
За счет того, что тепловая энергия выделяется внутри материала, сокращается путь ее прохождения, необходимый для определения наличия дефектных участков в сравнении со способами, использующими нагрев извне. Здесь тепловая энергия распространяется изнутри наружу, где происходит ее регистрация, в отличие от способов, где сначала тепловая энергия распространяется снаружи вовнутрь материала, а затем возвращается и только после этого регистрируется, при этом излишне нагретая поверхность препятствует определению наличия внутренних дефектов.
Дополнительным техническим результатом также является ускорение процесса осуществления неразрушающего контроля композиционного материала, содержащего углеродное волокно. Достижение указанного технического результата становится возможным благодаря возможности использования источников электромагнитного излучения высокой интенсивности без возникновения опасности перегреть покрытие.
Следует учитывать, что заявляемый способ неразрушающего контроля предпочтительно применять к композиционным материалам слоистой или волокнистой структуры, где углеродное волокно присутствует в виде волокон или ткани, тем не менее он также применим и к композиционным материалам, упрочненным частицами, хотя его эффективность в таком случае будет существенно ниже.
Применение данного способа для осуществления неразрушающего контроля, например, такого композиционного материала, содержащего углеродное волокно, как углепластик, является высокоэффективным, что обусловлено низкой теплопроводностью данного материала (излишний нагрев дефектных участков не нормализуется длительное время) и его высоким электрическим сопротивлением, способствующим тепловыделению и большой глубине проникновения электромагнитного поля.
Нагрев углеродного волокна в составе композиционного материала предпочтительно осуществлять высокочастотным электромагнитным полем частотой 50-500 кГц. Изменение частоты электромагнитного поля, возбуждаемого вокруг индуктора - источника электромагнитного излучения, влияет на глубину его проникновения, и, следовательно, в предпочтительном варианте осуществления настоящего изобретения подбирается под конкретный материал.
Регистрацию температурного поля предпочтительно осуществлять посредством тепловизионного устройства. Данный метод регистрации обеспечит получение наиболее детальной и наглядной карты температурного поля, и, следовательно, сделает возможным определение наличия как мелких, так и крупных дефектов.
Заявляемый способ неразрушающего контроля композиционных материалов, содержащих углеродное волокно, может быть как односторонним, при котором индуктор и средство регистрации теплового излучения расположены по одну сторону объекта контроля, так и двусторонним, при котором индуктор и средство регистрации теплового излучения расположены с противоположных сторон объекта контроля.
Дополнительным преимуществом заявляемого способа является возможность контроля изделий сложной формы, что обеспечивается возможностью применения индуктора произвольной формы, предпочтительно повторяющего профиль исследуемого объекта.
Заявляемое изобретение более детально поясняется при помощи следующих фигур:
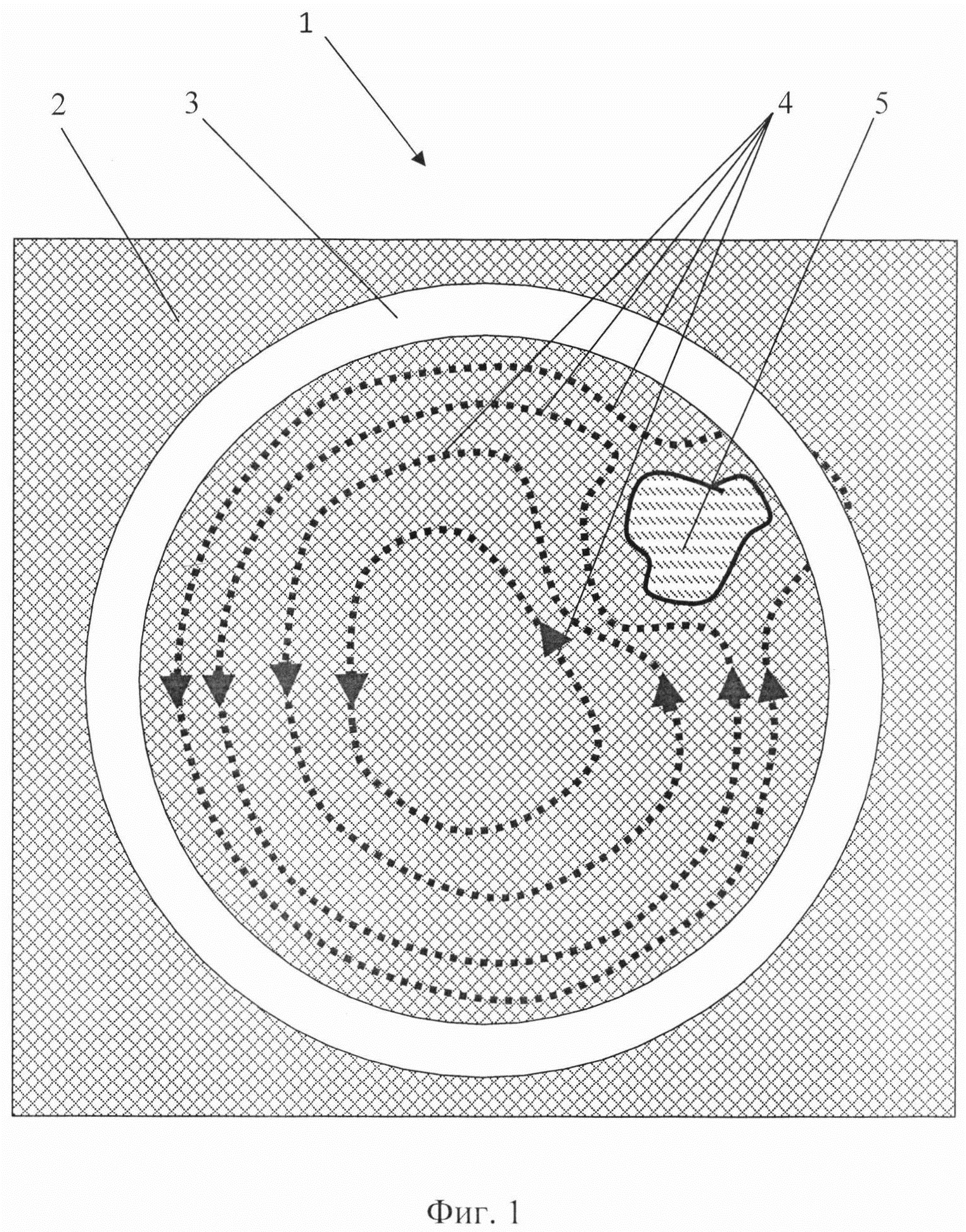
фиг. 1 - схематическое изображение физических процессов, возникающих в дефектном изделии из композиционного материала, содержащего углеродное волокно, в результате воздействия на него высокочастотным магнитным полем;
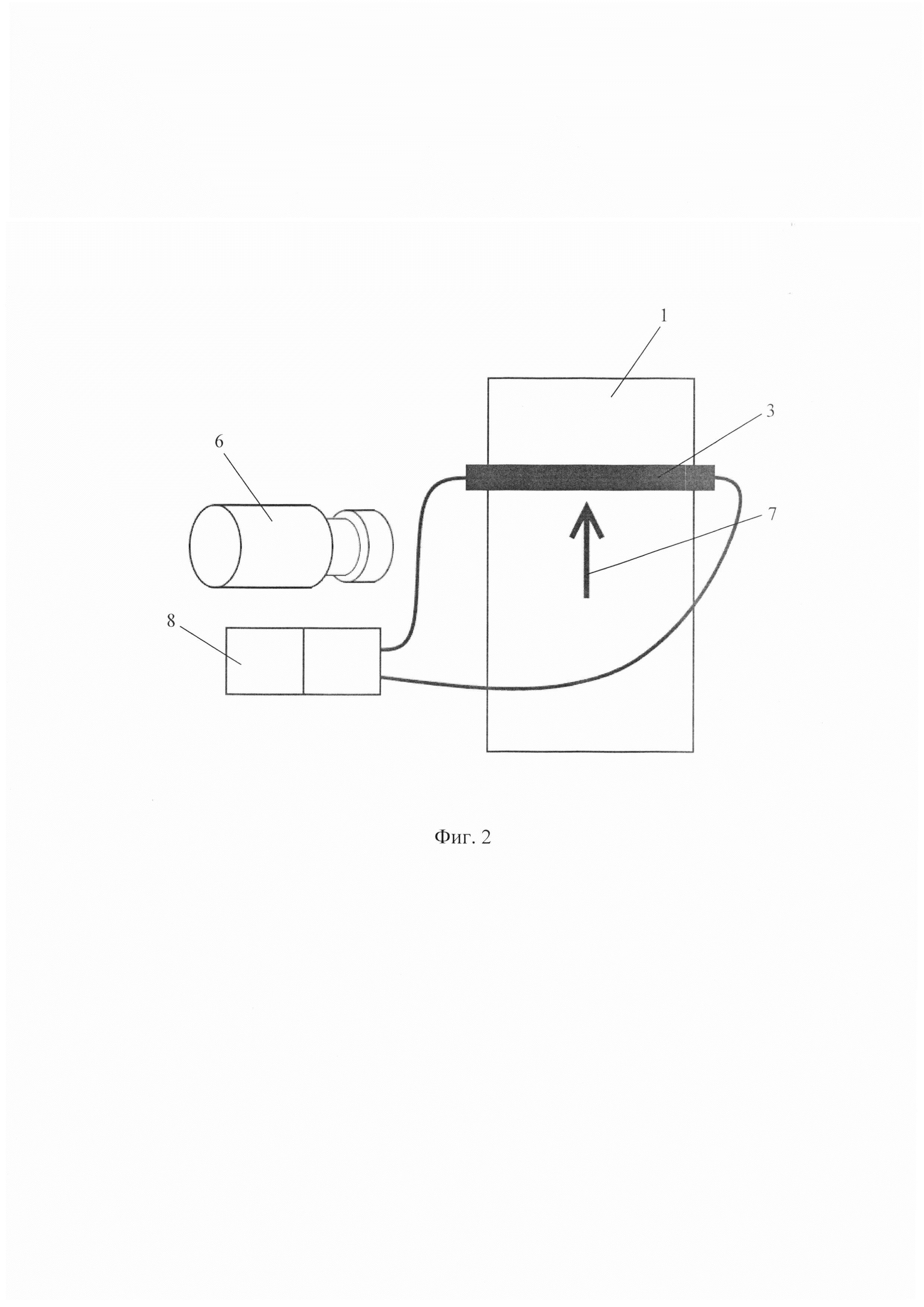
фиг. 2 - схематическое изображение установки для проведения одностороннего теплового неразрушающего контроля согласно одному из предпочтительных вариантов осуществления заявляемого способа;
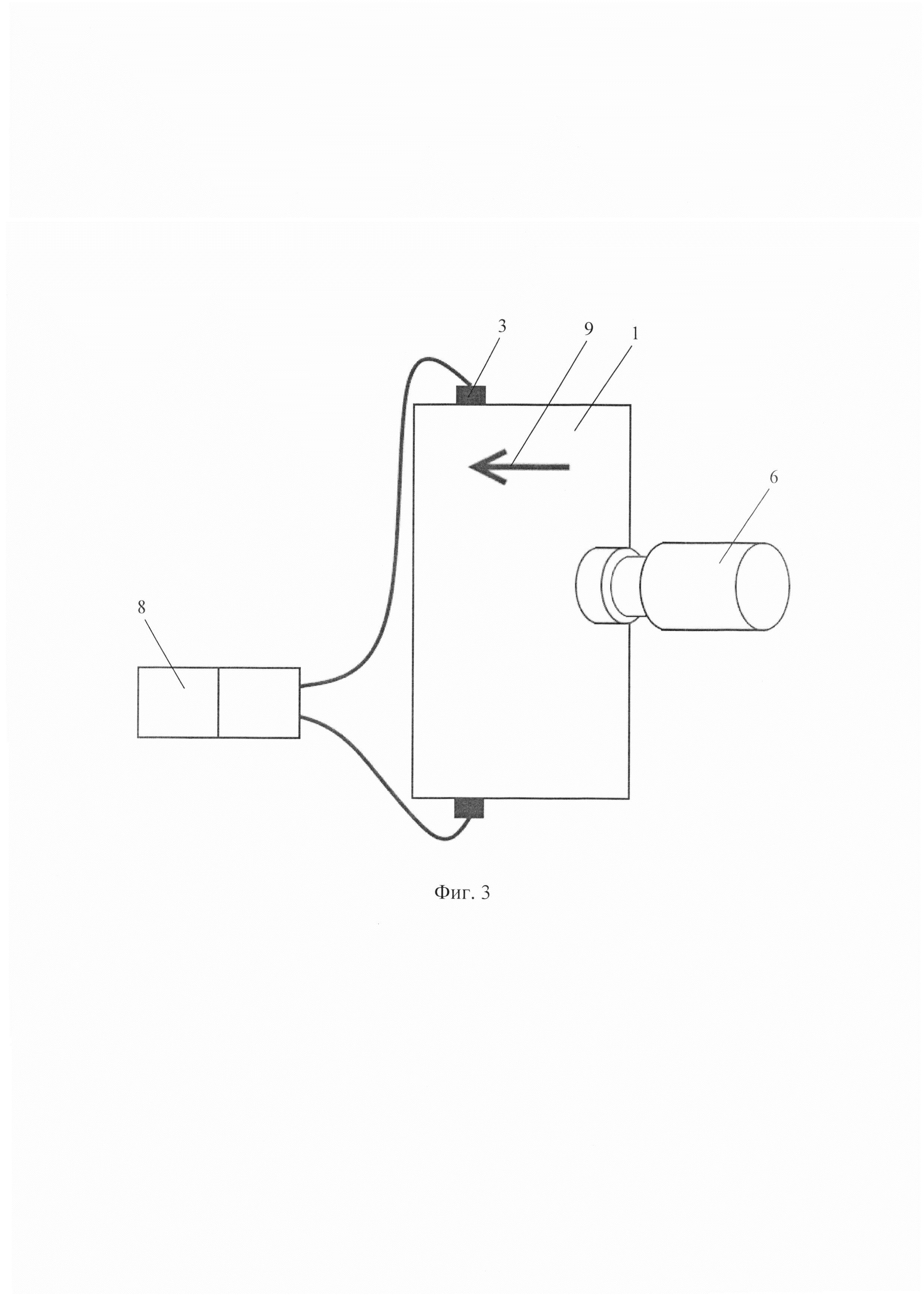
фиг. 3 - схематическое изображение установки для проведения двустороннего теплового неразрушающего контроля согласно другому предпочтительному варианту осуществления заявляемого способа;
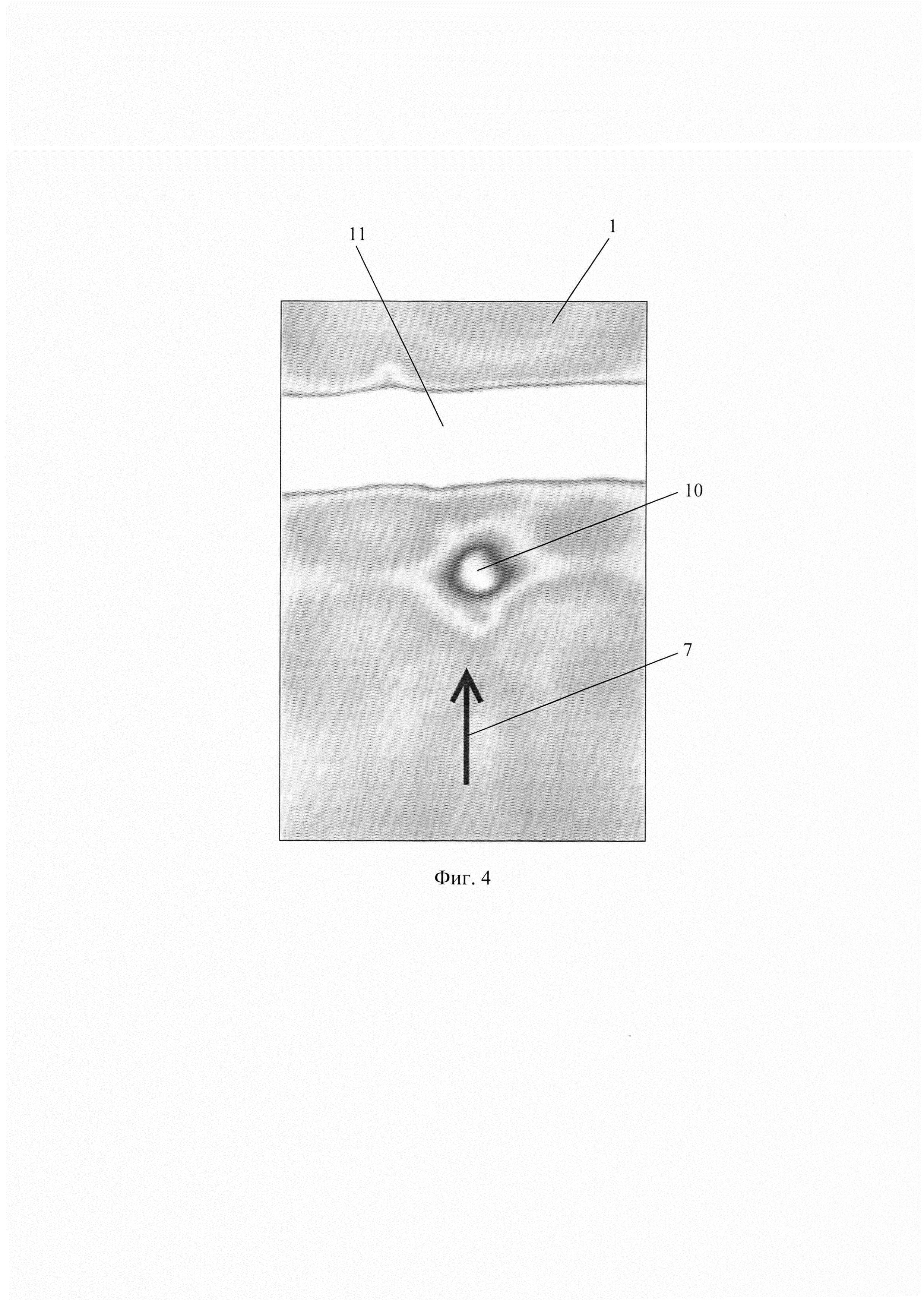
фиг. 4 - пример изображения зарегистрированного температурного поля контролируемого изделия из композиционного материала, содержащего углеродное волокно.
На фиг. 1 схематически изображены физические процессы, возникающие в результате воздействия высокочастотным электромагнитным полем в представленном в качестве примера дефектном изделии из композиционного материала, содержащего углеродное волокно. Изделие 1 из композиционного материала слоистой структуры, содержащего слой 2 из углеродного волокна, представлено в разрезе. Вокруг индуктора 3, размещенного вблизи материала изделия 1, генерируется высокочастотное электромагнитное поле, под воздействием которого в слое 2 из углеродного волокна согласно законам электродинамики индуцируются вихревые токи 4, вызывающие его нагрев.
В соответствии с законом Джоуля - Ленца, дающего количественную оценку теплового действия электрического тока, количество теплоты, выделяемое на участке цепи за единицу времени, пропорционально сопротивлению участка. Дефектный участок 5 слоя 2 из углеродного волокна будет иметь большее сопротивление в силу нарушения сплошности и, как следствие, электропроводности слоя 2, следовательно, будет иметь больший нагрев при равномерном воздействии на слой 2 электромагнитным полем.
На фиг. 2 схематически изображена установка для проведения одностороннего теплового неразрушающего контроля согласно предпочтительному варианту осуществления заявляемого способа. При одностороннем контроле индуктор 3 и тепловизионное устройство 6 располагают по одну сторону изделия 1 из композиционного материала, содержащего углеродное волокно. Нагрев материала изделия 1 осуществляют посредством перемещения вдоль него в направлении 7 индуктора 3, вокруг которого посредством генератора 8 переменного тока возбуждается высокочастотное электромагнитное поле. Далее тепловизионным устройством 6 осуществляют регистрацию температурного поля материала контролируемого изделия 1 с целью его дальнейшего анализа с определением наличия дефектных участков.
На фиг. 3 схематически изображена установка для проведения двустороннего теплового неразрушающего контроля согласно предпочтительному варианту осуществления заявляемого способа. При двустороннем контроле индуктор 3 и тепловизионное устройство 6 располагают по разные стороны изделия 1 из композиционного материала, содержащего углеродное волокно. Как и при одностороннем контроле, нагрев материала изделия 1 осуществляют посредством перемещения вдоль него в направлении 9 индуктора 3, вокруг которого посредством генератора 8 переменного тока возбуждается высокочастотное электромагнитное поле. Здесь исключительно в качестве примера перемещение индуктора 3 осуществляют в направлении 9, отличном от направления 7, представленного в примере с односторонним контролем (фиг. 2). Далее тепловизионным устройством 6 осуществляют регистрацию температурного поля материала контролируемого изделия 1 с целью его дальнейшего анализа с определением наличия дефектных участков.
На фиг. 4 представлен пример изображения (термограммы) зарегистрированного тепловизионным устройством 6 (на фигуре не обозначено) температурного поля контролируемого изделия 1 из композиционного материала, содержащего углеродное волокно. Исследуемый материал изделия 1 нагревают посредством воздействия высокочастотным электромагнитным полем индуктора 3 (на фигуре не обозначен), который перемещают в направлении 7. Как видно на представленном примере, нагретый материал изделия 1 имеет равномерное распределение температур по всей поверхности контролируемого изделия за исключением существенно сильней нагретого участка 10, отчетливо выделенного на изображении температурного поля. Излишний нагрев участка 10 обусловлен повышенным электрическим сопротивлением углеродных волокон в нем, свидетельствующем о его дефектности. Участок 11, также отличающийся повышенной температурой, соответствует месту прохождения индуктора 3 в момент регистрации температурного поля контролируемого изделия 1.
Очевидно, что заявляемый способ одинаково применим как для осуществления неразрушающего контроля композиционного материала, содержащего углеродное волокно, всего изделия целиком, так и отдельного его участка. Также должно быть понятно, что регистрацию температурного поля можно осуществлять как одновременно с процессом нагрева материала, так и непосредственно после осуществления нагрева.
Определение наличия дефектных участков, в свою очередь, может включать установление факта наличия/отсутствия дефектных участков и определение местонахождения дефектных участков в случае их наличия. При этом следует понимать, что в конкретных вариантах реализации настоящего способа данные два действия, будучи по смыслу связанными, могут по отдельности не входить в этапы заявляемого способа. Так, например, изделия, материалы которых контролируются данным способом на этапе производства, могут автоматически отбраковываться уже при установлении факта наличия по меньшей мере одного дефектного участка без целенаправленного определения его местонахождения.
Таким образом, заявляемое изобретение представляет собой способ неразрушающего контроля композиционных материалов, содержащих углеродное волокно, позволяющий эффективно и достоверно оценить их состояние по всей глубине структуры материала, не подвергая при этом излишней нагрузке слои покрытия в случае их наличия.
Должно быть понятно, что заявляемый способ, как он определен в прилагаемой формуле изобретения, не обязательно ограничен конкретными признаками и вариантами осуществления, описанными выше. Напротив, конкретные признаки и варианты осуществления, описанные выше, раскрыты в качестве примеров, реализующих формулу, и другие эквивалентные признаки могут быть охвачены формулой настоящего изобретения.

Способ магнитопорошкового контроля изделий из ферромагнитных материалов и магнитопорошковый дефектоскоп для его реализации

