Результат интеллектуальной деятельности: Способ изготовления обуви для спортивных бальных танцев
Вид РИД
Изобретение
Изобретение относится к обувной промышленности, а именно к способу изготовления обуви, и может быть использовано для исполнителей классических и латиноамериканских бальных танцев.
Известен способ изготовления обуви для спортивных бальных танцев, при котором верх заготовки, дублированный подкладкой, сострачивают с мягкой подошвой, при этом после сострачивания верха заготовки с подошвой, шов соединения увлажняют и околачивают, выворачивают заготовку, центруют и формуют ее на колодке, закрепляют многослойную полустельку, вставляют задник и прикрепляют предварительно собранный каблук к подошве. Причем многослойную полустельку закрепляют на подошве в геленочно-пяточной части обуви строчным швом, выполненный П-образным (см. патент России №2243709 от 10.01.2005, МПК А43В 5/12).
Недостатками такого способа изготовления обуви являются прикрепление верха заготовки ко всей поверхности мягкой подошвы обуви, что приводит к снижению гибкости обуви в геленочно-пяточной части при выполнении бальных танцев, например латиноамериканских, создающему неудобства и дискомфорт для исполнителей бальных танцев.
Наиболее близким по технической сущности и достигнутому результату к заявленному способу является способ изготовления обуви для спортивных бальных танцев, при котором верх заготовки, дублированный подкладкой, сострачивают с мягкой подошвой, при этом после соединения верха заготовки с подошвой, полученный шов увлажняют и околачивают, выворачивают заготовку, центрируют и формуют ее на колодке, вставляют задник, закрепляют многослойную полустельку и прикрепляют к подошве предварительно собранный каблук, а устанавливают берцы к верху заготовки обуви, причем нижние края берцев стачивают втачным швом, полученный шов разглаживают и растрачивают через тесьму, далее к верху заготовки пристрачивают носочно-пучковую часть подошвы (см. патент России №2415624 от 15.09.2009, МПК А43В 5/00).
Недостатками такого способа изготовления обуви являются изготовление берцев кожаными, что снижает пластичность и гибкость обуви в геленочно-пучковой ее части при исполнении бальных танцев, а также снижает гигиенические свойства обуви, что приводит к дискомфорту и неудобствам для исполнителей бальных танцев. Кроме того, при длительном исполнении бальных танцев задняя часть обуви натирает пяточную поверхность ноги исполнителю, что дополнительно создает дискомфортные неудобства.
В основу изобретения поставлена задача, создать способ изготовления обуви для спортивных бальных танцев, который обеспечил бы улучшение пластичности и гигиенических свойств обуви, максимально повысить комфортность и удобства для исполнителей спортивных бальных танцев.
Поставленную задачу достигают за счет усовершенствования способа изготовления обуви, при котором верх заготовки, дублированный подкладкой, застрачивают с частью заготовки, защищающей тыльную поверхность стопы, полученный шов разглаживают и растрачивают через тесьму, выворачивают заготовку, центрируют и формуют ее на колодке, закрепляют многослойную полустельку, вставляют задник, прикрепляют предварительно собранный каблук и к верху заготовки прикрепляют носочно-пучковую подошву, в соответствии с изобретением, часть заготовки, защищающую тыльную поверхность стопы, выполняют эластичной из многослойного материала и через подкладку соединяют настроченным швом с верхом заготовки, к задней части верха заготовки устанавливают амортизированную окантовку, которую прошивают по верхнему канту заготовки, а в каблук устанавливают амортизатор.
В качестве эластичного многослойного материала используют неопрен. При этом настроченный шов, соединяющий верх заготовки с эластичной частью, защищающей тыльную поверхность стопы, выполняют двойной фигурной строчкой.
Подошву для танцевальной обуви выполняют укороченной и фигурной и прикрепляют в носочно-пучковой части заготовки, а вкладную стельку изготавливают из модифицированного пенополиуретана.
Заявленный способ изготовления обуви для спортивных бальных танцев поясняется чертежами, где:
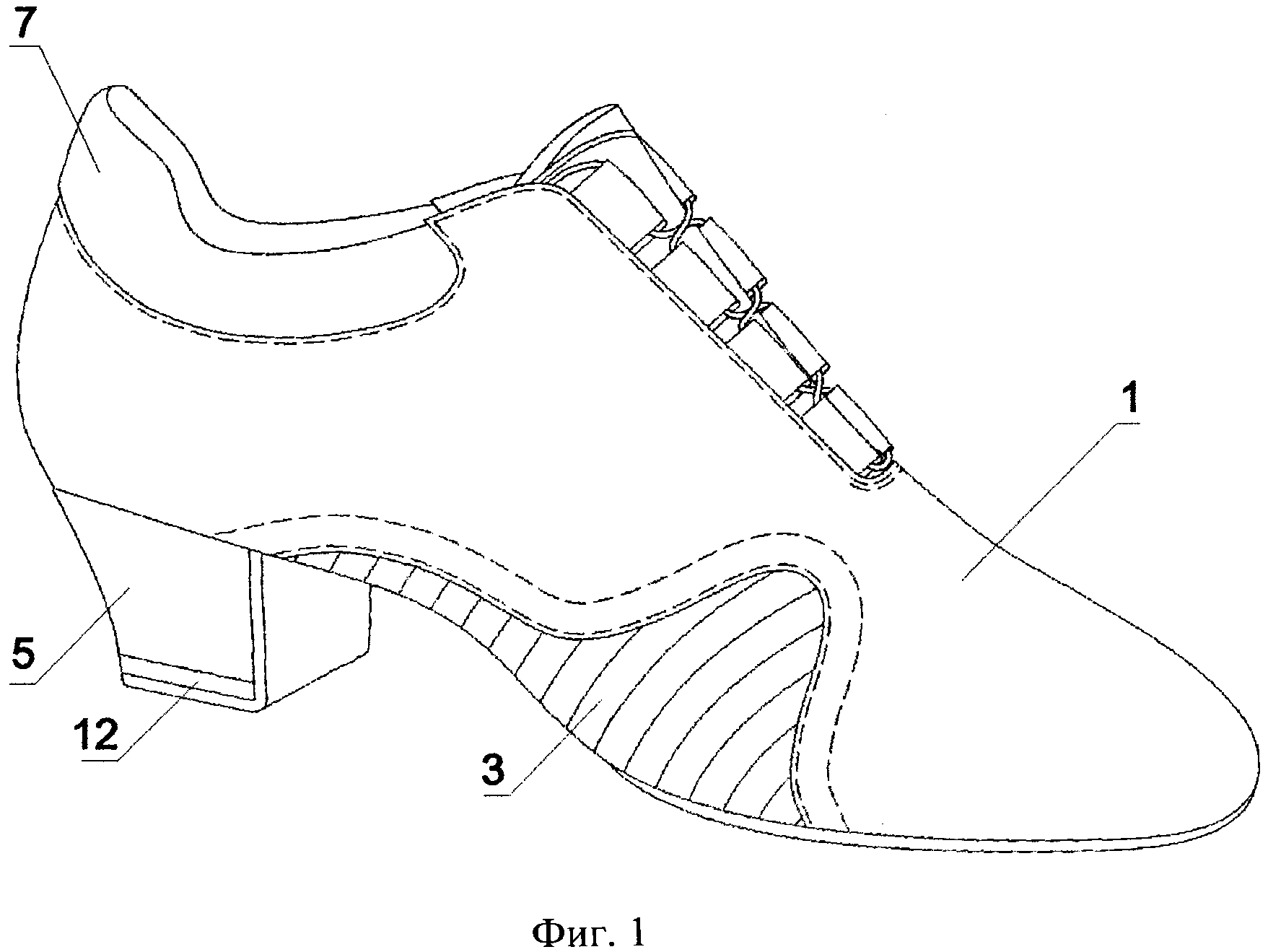
На фиг. 1 изображен общий вид танцевальной мужской обуви;
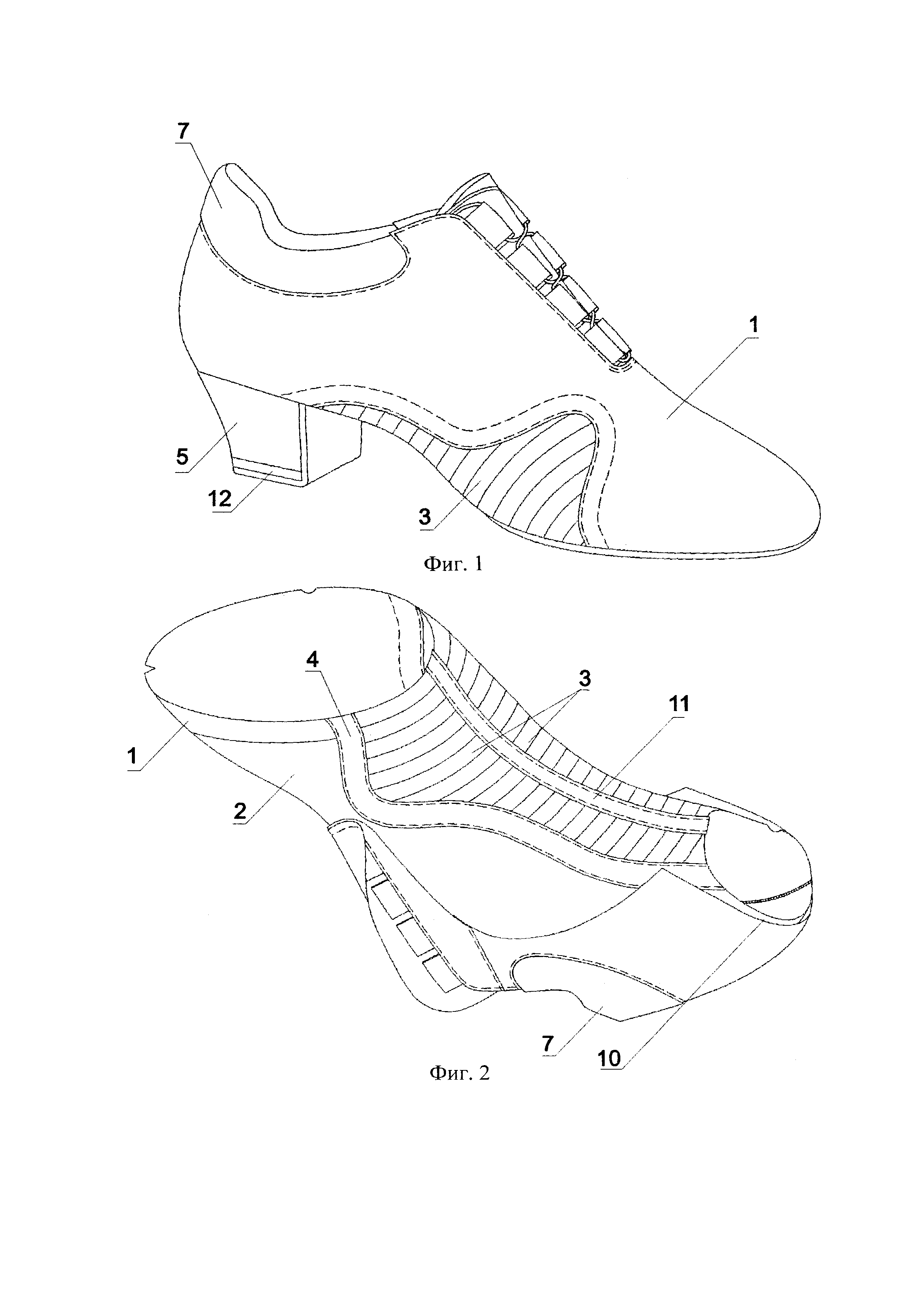
На фиг. 2 - соединение эластичного многослойного материала через подкладку с верхом заготовки, растрачивание эластичного многослойного материала через тесьму (до выворачивания);
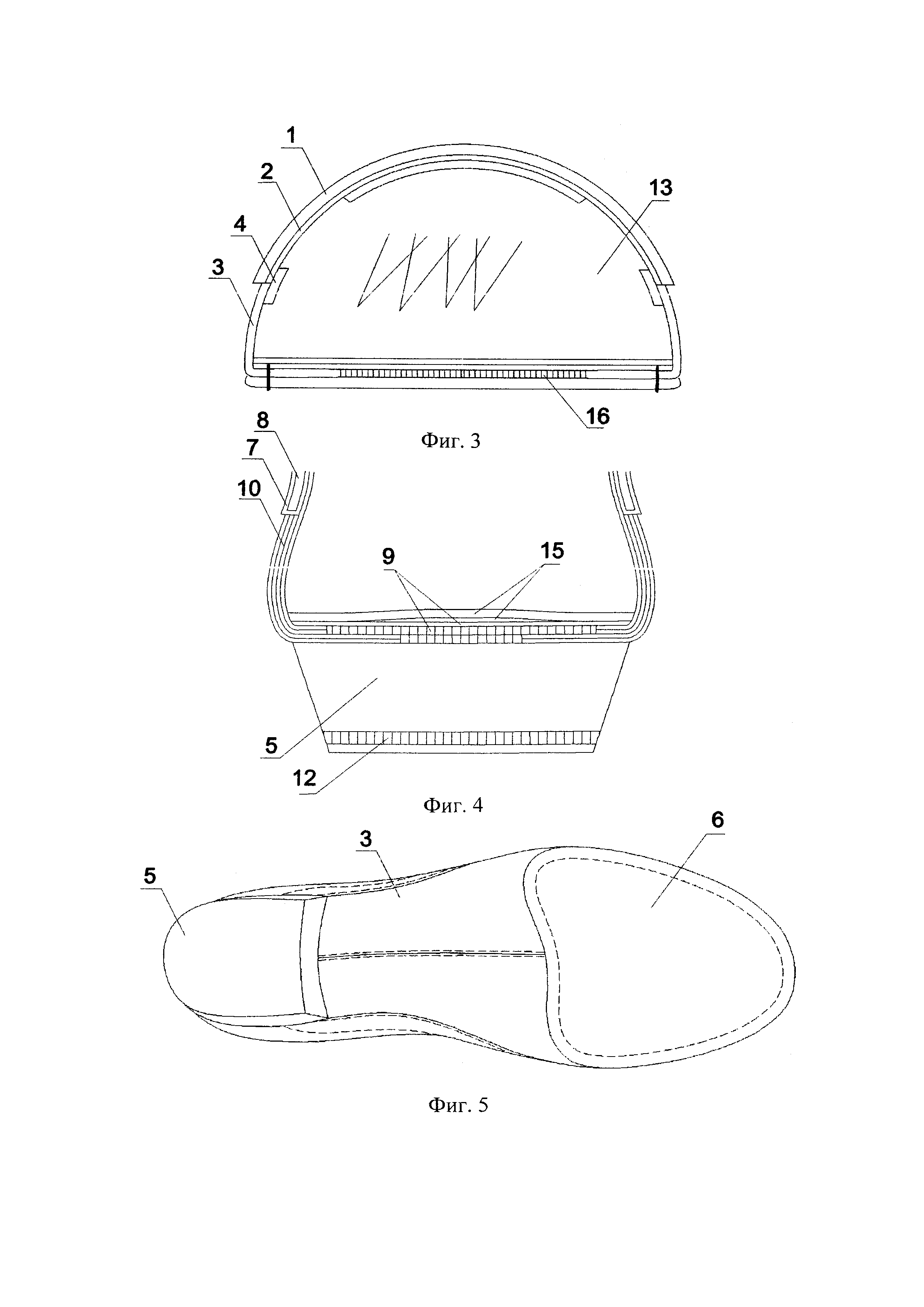
На фиг. 3 - сечение заготовки обуви на колодке;
На фиг. 4 - сечение заготовки обуви в геленочно-пяточной части;
На фиг. 5 - общий вид низа обуви с прикреплением укороченной подошвы.
Обувь для спортивных бальных танцев содержит верх заготовки 1, дублированный подкладкой 2, эластичный многослойный материал 3, соединенный с подкладкой 4, каблук 5, укороченную фигурную подошву 6 в носочно-пучковой части заготовки 1, окантовку 7 задней части обуви с амортизатором 8, многослойную полустельку 9 и задник 10. Нижние края эластичного многослойного материала 3 расстрочены через тесьму 11. Полустелька 9 выполнена многослойной и состоит, например, из двух слоев из электрокартона или из одного слоя электрокартона, а второго - из тексона. Собранный каблук 5 имеет на передней и набоечной частях спилок и на его поверхности закреплен амортизатор 12. Для центрования и формования заготовки обуви используют колодку 13. Для заполнения объема низа обуви и улучшения внутреннего вида и гигиенических свойств обуви используют стандартные составные элементы - простилка 14, вкладная стелька 15 и полустелька 16 в носовой части заготовки.
Способ изготовления обуви осуществляется следующим образом.
На предварительно выкроенный верх заготовки 1 с подкладкой 2 приклеивают эластичный многослойный материал 3 в виде неопрена и подкладку 4. После чего их соединяют настроченным двойным швом. Далее, верх заготовки 1 складывают лицевыми поверхностями в геленочной части и застрачивают задние и нижние концы сшивным швом. Полученный шов разглаживают и наклеивают тесьму 11. Затем нижние концы заготовки 1 растрачивают двумя параллельными строчками через тесьму 11.
Независимо формуют окантовку 7 для задней части верха заготовки 1, для этого окантовку 7 складывают лицевыми поверхностями и соединяют сшивным швом и вставляют амортизатор 8. После этого вклеивают окантовку 7 и подкладку 2 по верхнему канту задней части заготовки 1 и прошивают.
Между верхом заготовки 1 и подкладкой 2 вставляют задник 10 с предварительным формованием пяточной части заготовки 1. Потом выворачивают заготовку 1 и одевают на колодку 13, к нижней части которой предварительно была прикреплена многослойная полу стелька 9.
Далее центрируют и формуют заготовку 1 на колодке 13 и затягивают носовую и пяточную части обуви. Затем соединяют многослойную полустельку 9 в нижней, геленочной части обуви.
Независимо от этого, производят сборку каблука 5, включающая установку на нем амортизатора 12, обтягивание по боковой поверхности и приклеивание спилка к передней и нижней части каблука 5 и далее, собранный каблук прикрепляют к низу обуви.
Далее снимают заготовку 1 обуви с колодки 13, окончательно закрепляют каблук 5 и приклеивают укороченную фигурную подошву 6 в носочно-пучковой части заготовки 1 с дальнейшей прошивкой.
После этого осуществляют стандартные операции, а именно, наклеивают подпятник и вклеивают вкладную стельку 15.
Укороченная фигурная форма кожаной подошвы 6 повторяет форму и контуры стопы исполнителя, что обеспечивает пластичность, гибкость и «мягкость» в движениях исполнителя при выполнении бальных танцев. Кроме того, проклеенная и прошитая фигурная подошва 6 обеспечивает долговечность и износостойкость обуви.
Каблук 5 с закрепленным амортизатором 12 обеспечивает повышенную стойкость к износу и ослабляет давление на пятку исполнителя при движениях в бальном танце, что обеспечивает комфортность и удобство для исполнителя.
Использование эластичного многослойного материала 3 в виде трехслойного неопрена обеспечивает повышенную пластичность, и гибкость в геленочно-пучковой части обуви, а также дополнительную циркуляцию воздуха внутри обуви, что улучшает комфортность и удобства для исполнителей бальных танцев.
Кроме того, вкладная стелька 15 выполнена из модифицированного пенополиуретана, что дает возможность стельке принимать анатомическую форму стопы исполнителя и быстро восстанавливать свою первоначальную форму, что способствует улучшению комфортности и удобства для исполнителя танцев, а также повышает срок использования стельки.
Пример конкретного выполнения
Для изготовления мужской стандартной обуви для классических бальных танцев верх заготовки выкраивают из кожи для верха обуви ГОСТ 2726 или кожи из лака по ГОСТ 9705 толщиной 1,0-1,2 мм, внутреннюю подкладку для верха обуви из кожи для подкладки по ГОСТ 940 или спилка для обуви по ГОСТ1838-91 толщиной 0,9-1,2 мм. Кожаную подошву выкраивают из спилка по ГОСТ1838-91 толщиной не меньше 2,0 мм бахтармяной стороной наружу.
Сначала к предварительно выкроенному верху заготовки 1, дублированной подкладкой 2 приклеивают эластичный многослойный материал 3 в виде неопрена и подкладку 4. Затем настрачивают верх заготовки 1 на неопрен 3 двойным фигурным настроченным швом.
Потом верх заготовки 1 складывают лицевыми поверхностями в геленочной части и застрачивают задние и нижние концы заготовки 1 сшивным швом одной строчкой, а концы строчек закрепляют 2…3 дополнительными стежками.
Далее разглаживают и наклеивают тесьму 11, после чего нижние концы заготовки 1 растрачивают двумя параллельными строчками через тесьму 11 без складок и морщин.
Независимо изготавливают окантовку 7 с амортизатором 8, вклеивают ее и подкладку 2 по верхнему канту задней части заготовки 1 и прошивают.
Затем прикрепляют полустельку 16 к носочной части заготовки 1 и многослойную полустельку 9 к пяточной части, вставляют жесткий задник 10 между верхом заготовки 1 и дублированной подкладкой 2 с предварительным формованием пяточной части.
Далее выворачивают заготовку 1, центрируют и формуют ее на колодке 13, затем затягивают носочную и пяточную части заготовки и соединяют многослойную полустельку 9. в нижней геленочной части обуви.
Потом прикрепляют предварительно собранный каблук 5, с закрепленным на нем амортизатором 12.
Снимают обувь с колодки 13, окончательно прибивают каблук 5 и приклеивают укороченную фигурную подошву 6 в носочно-пучковой части заготовки 1 с дальнейшей прошивкой, устанавливают подпяточник и вклеивают вкладную стельку 15.
Предлагаемый способ изготовления танцевальной обуви позволяет повысить удобство и комфортность для исполнителей бальных танцев путем повышения гибкости, пластичности и увеличения гигиенических свойств такой обуви.