Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ГАЛЬВАНИЧЕСКИХ ПАКЕТНЫХ ЭЛЕМЕНТОВ ДЛЯ ЭЛЕКТРИЧЕСКИХ БАТАРЕЙ, СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО И ГАЛЬВАНИЧЕСКИЙ ПАКЕТНЫЙ ЭЛЕМЕНТ
Вид РИД
Изобретение
Изобретение относится к способу изготовления гальванических пакетных элементов для устройств электрических батарей, при котором позиционируют первый плоский фрагмент фольги, на позиционированном первом плоском фрагменте фольги размещают и выравнивают блок элемента со встроенными электродами и сепараторами, а также присоединенными выводами, на этом первом плоском фрагменте и на блоке элемента позиционируют второй плоский фрагмент фольги, и оба плоских фрагмента фольги на их окружающих блок элемента и не соединенных друг с другом участках сваривают между собой с образованием сварного шва.
Большое число подобных гальванических пакетных элементов собирается с образованием электрических батарей. Известные из уровня техники подобные гальванические пакетные элементы изготавливают и затем транспортируют в виде соответствующих готовых к применению узлов перед их сборкой в электрическое батарейное устройство, которая может происходить в другом месте.
Исходя из описанного выше уровня техники, в основу изобретения положена задача предоставить способ изготовления гальванических пакетных элементов для электрических батарей описанного вначале типа, с помощью которого возможно изготовление гальванических пакетных элементов, которые по сравнению с уровнем техники могут быть заполнены в вакуумированном состоянии со значительно уменьшенными конструктивно-техническими издержками, которые могут быть временно закупорены, из которых может быть удален формиргаз и которые могут быть окончательно герметизированы. Кроме того, при осуществлении способа должно быть сведено к минимуму выделение загрязняющих отходов.
Эта задача согласно изобретению решается тем, что в описанном выше способе перед сваркой обоих плоских фрагментов фольги в области сварного шва предусматривают по меньшей мере один проход, и тем, что этот по меньшей мере один проход при сварке с образованием сварного шва вваривают в него. Ввариваемый между обоими плоскими фрагментами фольги проход позволяет, без загрязнения внутреннего пространства гальванического пакетного элемента, вакуумировать это подлежащее заполнению электролитом внутреннее пространство гальванического пакетного элемента, временно закупоривать внутреннее пространство гальванического пакетного элемента, по истечении промежутка времени после временного закупоривания внутреннего пространства гальванического пакетного элемента удалять формиргаз, а после этого окончательно герметизировать внутреннее пространство гальванического пакетного элемента. Кроме того, в способе по изобретению значительно сокращается выделение загрязняющих отходов.
Когда в способе по изобретению в качестве фольги используется состоящая на своей внутренней стороне из полипропилена многослойная фольга, а в качестве прохода применяется полипропиленовый проход, благодаря тождественности материала между проходом и свариваемыми с ним участками фольги может быть обеспечено долговременное прочное сцепление между проходом и фольгой.
Оба свариваемых друг с другом плоских фрагмента могут быть предусмотрены как два отдельных друг от друга фрагмента фольги, из которых сначала позиционируют один, а затем, после сборки гальванического пакетного элемента, накладывают второй. В альтернативном варианте существует возможность предусмотреть один фрагмент фольги, длина которого соответствует двойной длине плоского фрагмента, и он после укладки и выравнивания блока элемента заворачивается на первый плоский фрагмент.
Целесообразнее всего оба плоских фрагмента фольги перед сваркой должны быть размещены вровень друг с другом.
Чтобы в отношении последующей технологической стадии создать гибкий и, в зависимости от профиля требований, универсально применяемый гальванический пакетный элемент, предпочтительно, чтобы в способе предусматривалось размещение и закупоривание множества проходов, предпочтительно четырех. Тем самым возможно, например, предусматривать различные проходы для вакуумирования, заполнения и заключительного дегазирования.
Согласно одному предпочтительному варианту осуществления способа по изобретению, в качестве проходов предусматривают одноразовые порты, и в глухое отверстие каждого порта вставляют удерживающий стержень, посредством которого порт позиционируется, а его глухое отверстие сохраняется открытым во время сварки. Позиционирование гальванического пакетного элемента с помощью порта или портов происходит во взаимодействии с выполненной соответствующим образом, еще описываемой далее рамкой, посредством которой возможно точное выравнивание (совмещение) отдельных составных частей гальванического пакетного элемента.
Согласно дополнительному варианту осуществления способа по изобретению, каждый удерживающий стержень удаляют из предназначенного для него порта, после чего в глухое отверстие порта вводят дозировочную иглу и протыкают дозировочную иглу через порт до внутреннего пространства гальванического пакетного элемента. В результате этого внутреннее пространство гальванического пакетного элемента становится доступным.
Чтобы упростить вышеописанный процесс, при определенных предварительно заданных профилях требований перед введением дозировочной иглы в глухое отверстие порта может быть целесообразным дополнительное углубление этого глухого отверстия примерно посередине дополнительным глухим отверстием, причем между дном дополнительного глухого отверстия и внутренним пространством гальванического пакетного элемента в порте оставляют перегородку, например, с толщиной ≤1,5 мм. Дополнительное глухое отверстие по его размерам, таким как глубина и диаметр, может быть согласовано с дозировочной иглой, используемой в дальнейшем способе изготовления гальванического пакетного элемента.
Незагрязняющее заполнение гальванического пакетного элемента электролитом может быть реализовано, когда внутреннее пространство гальванического пакетного элемента заполняется электролитом только через дозировочную иглу, дозировочная игла после завершения заполнения извлекается из порта, и порт при извлечении дозировочной иглы оплавляется. В результате этого гарантируется, что использованный для заполнения внутреннего пространства гальванического пакетного элемента электролитом порт закупоривается и тем самым герметизируется, прежде чем дозировочная игла целиком будет выведена из порта.
Согласно дополнительному предпочтительному варианту осуществления способа по изобретению, заполненное электролитом внутреннее пространство гальванического пакетного элемента может быть дегазировано через не использованный для заполнения порт, причем соответствующий порт после дегазирования оплавляют при извлечении дегазирующей иглы. Благодаря этому с надежным предотвращением каких-нибудь загрязнений обеспечивается выведение формиргаза из гальванического пакетного элемента после его заполнения электролитом.
В качестве альтернативы описанным выше одноразовым портам при исполнении способа по изобретению в качестве проходов могут быть предусмотрены канюли с заглушкой и встроенной перегородкой, причем тогда предусматривают выступающий участок плоского фрагмента фольги, позиционируют по меньшей мере одну канюлю в области выступающего участка и формируют сварной шов в области выступающего участка так, что он приваривает эту по меньшей мере одну канюлю. Тем самым создается гальванический пакетный элемент, который с помощью выступающего участка и, соответственно, посредством предусмотренных в выступающем участке канюлей может быть применен с соответственной универсальностью, как в случае вышеописанного гальванического пакетного элемента с одноразовыми портами.
Соответствующим образом оснащенный канюлями гальванический пакетный элемент может быть далее обработан более простым путем, когда перегородка заглушки в канюле прокалывается дозировочной иглой и внутреннее пространство гальванического пакетного элемента заполняется электролитом через дозировочную иглу.
Для дегазации заполненного электролитом гальванического пакетного элемента может быть проколота дегазирующей иглой перегородка заглушки другой канюли, и внутреннее пространство гальванического пакетного элемента может быть дегазировано или, соответственно, освобождено от формиргаза.
Для дальнейшей обработки соответствующим образом заполненного электролитом и дегазированного гальванического пакетного элемента предпочтительно, когда внутреннее пространство гальванического пакетного элемента герметизируется с помощью дополнительного сварного шва, который заваривают на переходе к выступающему участку плоского фрагмента, и выступающий участок с по меньшей мере одной зафиксированной там участками первого сварного шва канюлей отделяют от гальванического пакетного элемента.
На одном предшествующем заполнению технологическом этапе можно удалять воздух из внутреннего пространства гальванического пакетного элемента и, соответственно, вакуумировать его с помощью отсасывающей иглы, которая после удаления воздуха и, соответственно, вакуумирования предпочтительно используется также как дозировочная игла.
Чтобы как можно быстрее обеспечить смачивание по всей поверхности конструктивных деталей на стороне блока элемента, по возможности надежнее гарантировать максимально полное заполнение гальванического пакетного элемента электролитом и исключить присутствие нежелательных веществ во внутреннем пространстве гальванического пакетного элемента, предпочтительно, когда при заполнении внутреннего пространства гальванического пакетного элемента электролитом используются по меньшей мере две дозировочных иглы, из которых по меньшей мере одна дозировочная игла применяется как выпускная игла для выведения передозированного электролита. Тем самым согласно изобретению при заполнении внутреннего пространства гальванического пакетного элемента он в известной степени промывается электролитом, благодаря чему, с одной стороны, гарантируется полное заполнение внутреннего пространства гальванического пакетного элемента, а, с другой стороны, обеспечивается полное удаление нежелательных веществ.
Чтобы во время процесса заполнения гальванического пакетного элемента обеспечивать его полную герметизацию, предпочтительно применять в способе по изобретению дозировочную иглу, поперечное сечение которой для уплотнения с прокалываемым ею проходом слегка сужается к острию иглы и/или которая для герметизации с проходом выполнена с размещенным на ее наружной поверхности уплотнением и/или с размещенным на ее дальнем от кончика иглы концевом участке уплотнительным приспособлением. Соответственно может быть исключено, что при применении дозировочной иглы нежелательные вещества проникнут через используемый для введения дозировочной иглы проход.
Изготовленный описанным выше способом по изобретению гальванический пакетный элемент может быть полностью безопасным и пригодным к перевозке с незначительными издержками в еще не заполненном электролитом состоянии, без возникновения опасности каких-нибудь загрязнений при возможных в процессе транспортировки перегрузках и т.п. Более того, процесс транспортировки незаполненного гальванического пакетного элемента выполняется со значительно меньшими конструктивно-техническими издержками, нежели перевозка полностью заполненных гальванических пакетных элементов. За счет способа по изобретению можно без проблем заполнить гальванический пакетный элемент электролитом лишь непосредственно перед его сборкой с однотипными гальваническими пакетными элементами в уже указанные выше устройства электрических батарей.
Гальванический пакетный элемент для электрических батарей из двух сваренных друг с другом сварным швом плоских фрагментов фольги и блока элемента со встроенными электродами и сепараторами и присоединенными выводами имеет по меньшей мере один проход, который вварен между сваренными друг с другом плоскими фрагментами в области сварного шва и через который гальванический пакетный элемент может вакуумироваться и заполняться.
Когда фольга гальванического пакетного элемента представляет собой состоящую с ее внутренней стороны из полипропилена многослойную фольгу, и по меньшей мере один проход гальванического пакетного элемента выполнен в виде полипропиленового прохода, благодаря тождественности материала между внутренней стороной многослойной фольги и полипропиленового прохода обеспечивается долговременное надежное сцепление прохода или проходов с фольгой.
Предпочтительно, в гальваническом пакетном элементе по изобретению предусмотрено множество проходов, например, четыре.
В одном варианте исполнения гальванического пакетного элемента по изобретению по меньшей мере один проход выполнен как одноразовый порт, который после заполнения гальванического пакетного элемента может быть оплавлен.
Этот по меньшей мере один порт преимущественно имеет предпочтительно скругленное ромбовидное поперечное сечение с размещенным посередине глухим отверстием.
Размер поперечного сечения порта вдоль сварного шва предпочтительно является примерно вдвое бóльшим, чем поперек сварного шва.
В альтернативном варианте возможно, что по меньшей мере один проход выполнен в виде канюли с заглушкой и встроенной перегородкой, которая после заполнения гальванического пакетного элемента с выступающим участком плоского фрагмента фольги может быть отделена от гальванического пакетного элемента.
Используемая для изготовления гальванического пакетного элемента многослойная фольга предпочтительно выполнена трехслойной и имеет обращенный к внутреннему пространству гальванического пакетного элемента внутренний слой из полипропилена, средний слой из алюминия и наружный слой из полиамида.
Целесообразно, гальванический пакетный элемент по изобретению может быть выполнен как литий-ионный пакетный элемент.
Устройство по изобретению для изготовления гальванических пакетных элементов для электрических батарей имеет открываемую и закрываемую сборочно-сварочную рамку, которая имеет первую часть рамки, на которой в открытом положении сборочно-сварочной рамки может быть собран гальванический пакетный элемент из первого плоского фрагмента фольги, размещенного на первом плоском фрагменте блока элемента со встроенными электродами и сепараторами, а также присоединенными выводами, и размещенного на первом плоском фрагменте и находящемся на нем блоке второго плоского фрагмента, вторую часть рамки, которая для закрывания сборочно-сварочной рамки так согласуется в сборе с первой частью рамки, что оба плоских фрагмента и находящийся между ними блок элемента могут быть закреплены в предусмотренном положении друг на друге, и сварочное устройство, с помощью которого зафиксированные в сборочно-сварочной рамке плоские фрагменты фольги свариваются между собой посредством сварного шва.
Чтобы иметь возможность выполнения описанного выше гальванического пакетного элемента предпочтительно также описанным выше способом его изготовления со сравнительно набольшими издержками, предлагается, чтобы сборочно-сварочная рамка устройства для изготовления гальванических пакетных элементов имела по меньшей мере одно, предпочтительно четыре, углубления, в которых при сборке гальванического пакетного элемента может быть размещен проход, причем по меньшей мере один проход при сварке обоих плоских фрагментов фольги может быть зафиксирован посредством сварного шва.
Чтобы обеспечить по возможности выгодное расположение по меньшей мере одного прохода в или на гальваническом пакетном элементе, предпочтительно, когда по меньшей мере одно углубление сборочно-сварочной рамки образуется совместным действием обеих частей рамки в сборочно-сварочной рамке.
Сборочно-сварочная рамка предпочтительно оснащена позиционирующим или зажимным приспособлением, с помощью которого оба плоских фрагмента фольги без особого труда могут быть размещены вровень друг с другом.
Для заполнения гальванических пакетных элементов устройство для их изготовления согласно одному предпочтительному варианту исполнения снабжено заправочной рамкой, которая имеет по меньшей мере одно, предпочтительно четыре, углубления, из которых каждое предназначено для одного порта извлеченного из сборочно-сварочной рамки гальванического пакетного элемента и с помощью которого или которых гальванический пакетный элемент может быть позиционирован для заполнения электролитом в заправочной рамке, поскольку порты без особого труда могут быть уложены в эти углубления.
Чтобы обеспечить возможность надежного заваривания одноразовых портов, заправочная рамка предпочтительно оснащена на предназначенном для каждого порта углублении, а предпочтительно как перед, так и за этим углублением соответственно, вводом, через который может быть пропущен нагревательный сегмент, с помощью которого или которых может быть оплавлен по меньшей мере находящийся со стороны внутреннего пространства участок порта для его закупоривания, когда дозировочная игла после заполнения гальванического пакетного элемента электролитом извлекается из порта.
В одном альтернативном варианте исполнения устройства по изобретению для изготовления гальванических пакетных элементов его сборочно-сварочная рамка выполнена как комбинированная сборочно-сварочная и заправочная рамка, с помощью сварочного устройства которой после заполнения гальванического пакетного элемента электролитом с внутренней стороны соответствующих проходам углублений может быть сформирован второй сварной шов.
Далее изобретение подробнее разъясняется с помощью вариантов осуществления со ссылкой на чертежи. На них показано:
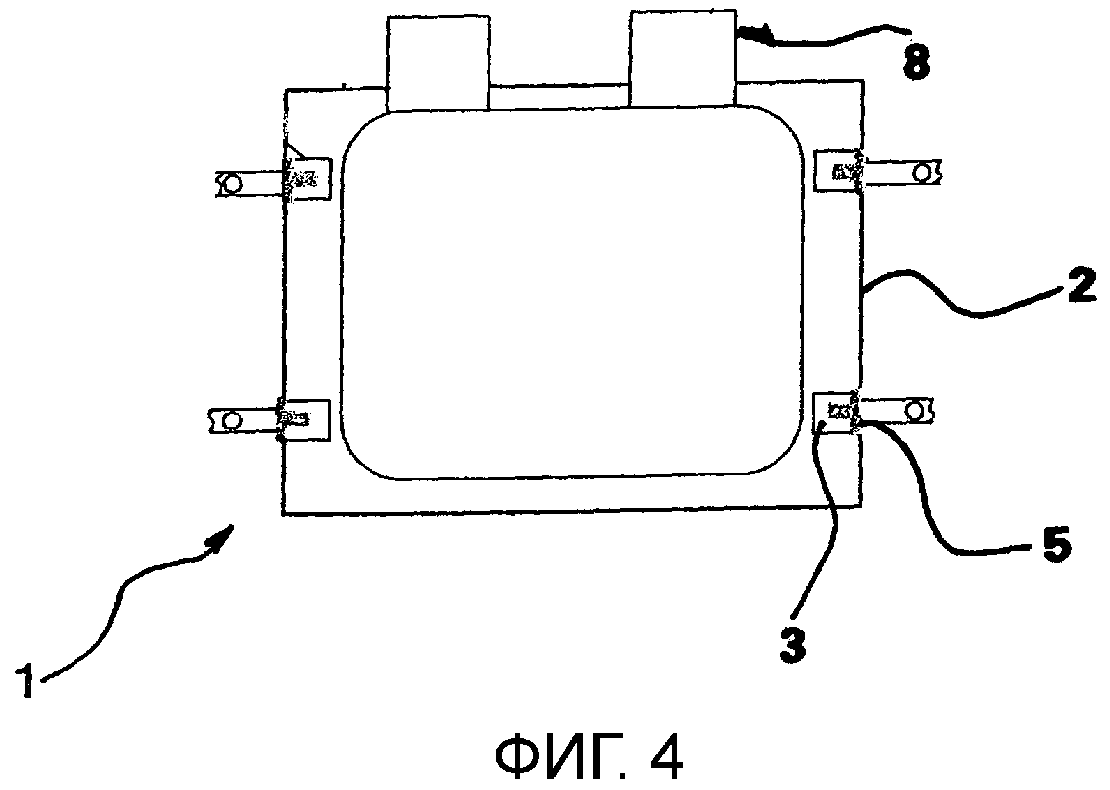
Фигура 1 – перспективное изображение полипропиленового порта в одном варианте исполнения гальванического пакетного элемента по изобретению;
Фигура 2 – вид спереди показанного в фигуре 1 полипропиленового порта;
Фигура 3 – принципиальное изображение сборочно-сварочной рамки в одном варианте исполнения устройства по изобретению для изготовления гальванических пакетных элементов;
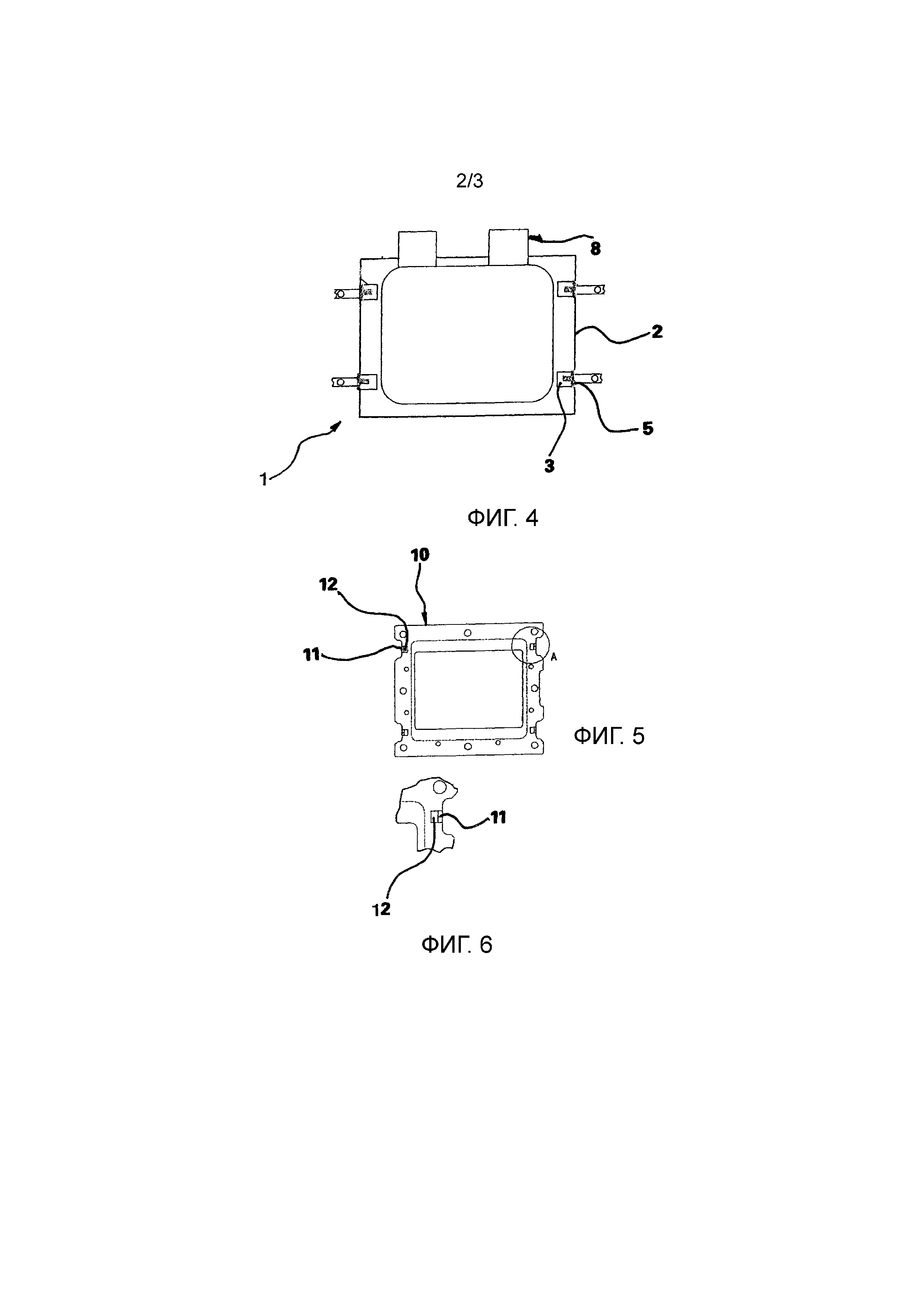
Фигура 4 – принципиальное изображение строения одного варианта исполнения гальванического пакетного элемента по изобретению;
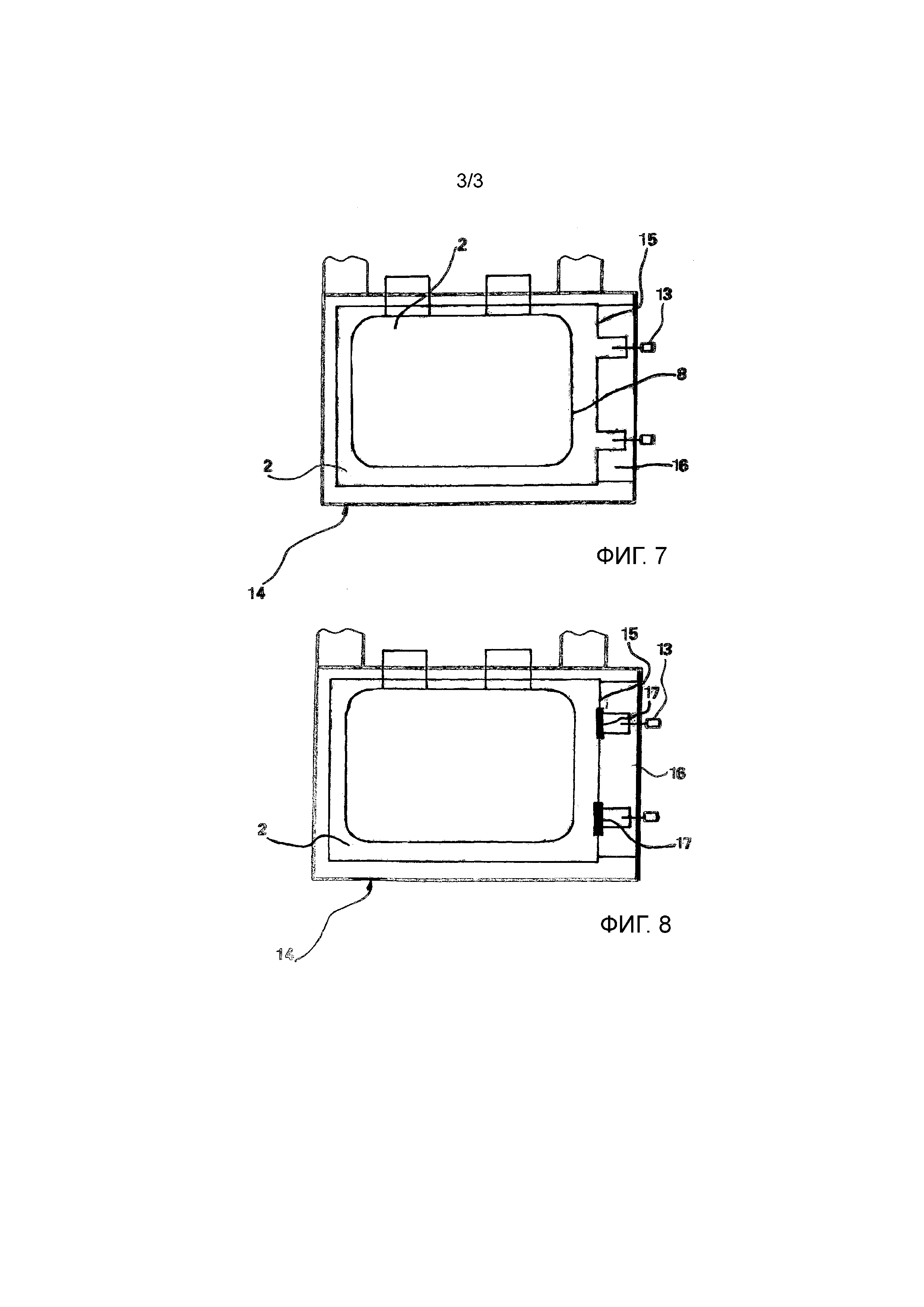
Фигура 5 – принципиальное изображение заправочной рамки в одном варианте исполнения устройства по изобретению для изготовления гальванических пакетных элементов;
Фигура 6 – деталь А из фигуры 5 в увеличенном изображении;
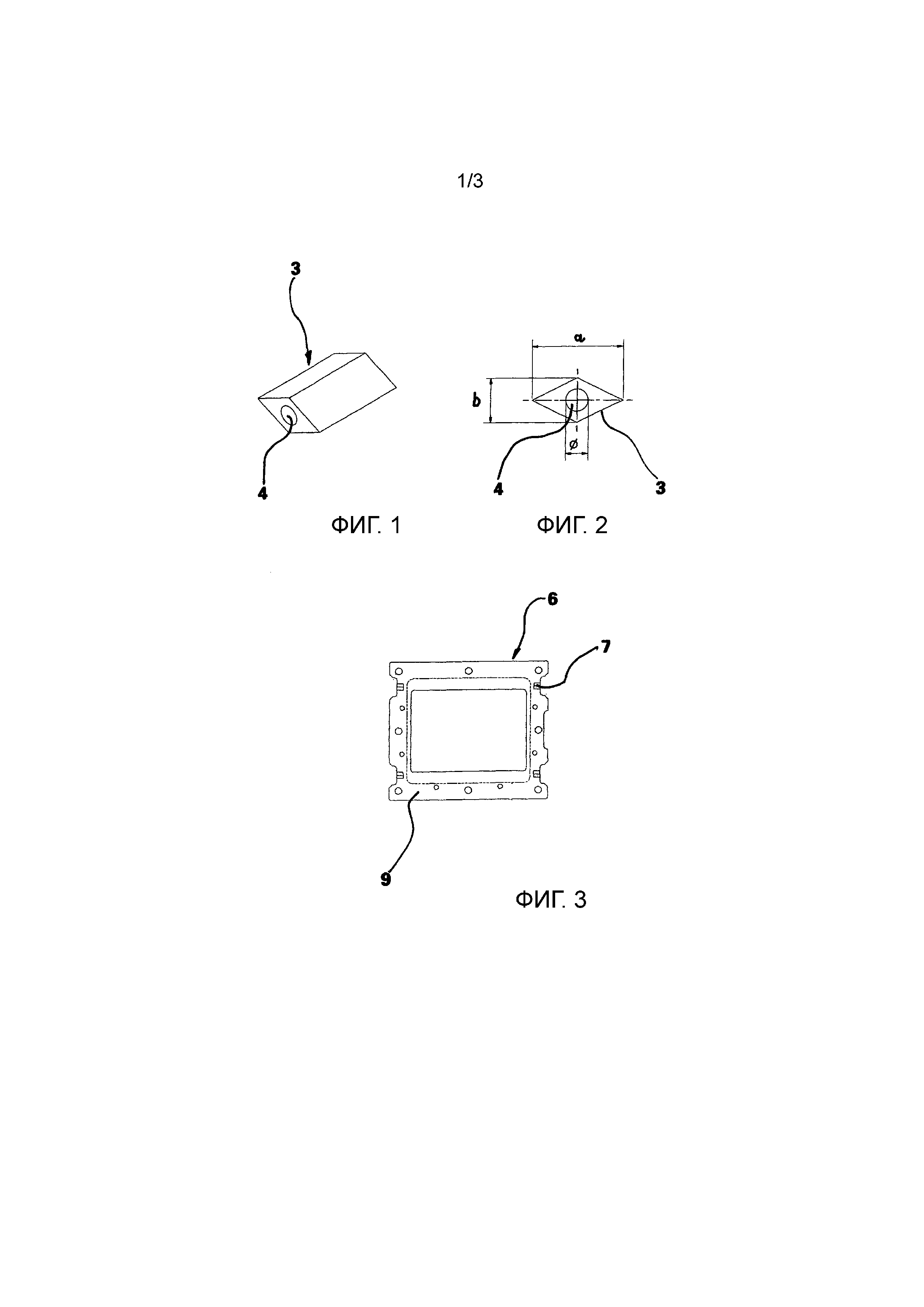
Фигура 7 – принципиальное изображение дополнительного варианта исполнения сборочно-сварочной и заправочной рамки в дополнительном варианте исполнения устройства по изобретению для изготовления гальванических пакетных элементов на стадии сборки и сварки; и
Фигура 8 – изображенная на фигуре 7 сборочно-сварочная и заправочная рамка после технологической стадии заполнения.
Разъясняемые далее с помощью фигур способ по изобретению изготовления гальванических пакетных элементов 1 для электрических батарей, соответствующее устройство и гальванический пакетный элемент 1 по изобретению далее разъясняются на примере изготовления литий-ионного пакетного элемента 1.
Корпус пакетного элемента 1 в представленном примере исполнения состоит из двух сваренных между собой плоских фрагментов 2 многослойной фольги, выполненной в виде алюминиевой многослойной фольги.
Алюминиевая многослойная фольга состоит из трех прослоек, или слоев. Обращенный наружу слой алюминиевой многослойной фольги состоит из полиамида, средний слой – из алюминия, а обращенный к внутренней стороне пакетного элемента 1 слой – из полипропилена.
При изготовлении пакетного элемента 1 между свариваемыми друг с другом плоскими фрагментами алюминиевой многослойной фольги вваривается полипропиленовый порт 3. С помощью этого полипропиленового порта 3 становятся возможными или упрощаются заполнение пакетного элемента 1 в вакуумированном состоянии, временное закупоривание, удаление его формиргаза и опять его окончательная герметизация.
Показанный на фигурах 1 и 2 полипропиленовый порт 3 в одном примере исполнения имеет ромбовидное поперечное сечение и имеет посередине глухое отверстие 4. Размер а поперечного сечения полипропиленового порта 3 в продольном направлении сварного шва пакетного элемента 1 примерно вдвое превышает размер b поперек этого сварного шва.
Глухое отверстие 4 может иметь, например, диаметр 2 мм и глубину 3 мм.
С помощью показанного на фигуре 3 удерживающего стержня 5, который может быть размещен в глухом отверстии 4 полипропиленового порта 3, полипропиленовый порт 3 может быть выровнен. Тем самым обеспечивается возможность точного позиционирования полипропиленового порта 3.
Следует указать на то, что в описываемом далее примере выполнения способа по изобретению, соответствующего устройства, а также изготовленного таким образом гальванического пакетного элемента 1, последний оснащается четырьмя полипропиленовыми портами 3.
Для монтажа и сборки пакетного элемента 1 предусмотрена сборочно-сварочная рамка 6, которая в общих чертах представлена на фигуре 3. В сборочно-сварочной рамке 6 могут быть размещены называемые далее составные части пакетного элемента 1 в точном совмещении друг с другом.
Сборочно-сварочная рамка 6 выполнена так, что она сплошным материалом покрывает всю площадь плоского фрагмента алюминиевой многослойной фольги, на которой позднее будет сформирован сварной шов, и плотно прижимает друг к другу оба плоских фрагмента алюминиевой многослойной фольги. Кроме того, в сборочно-сварочной рамке 6 выполнены углубления, в изображенном примере исполнения – четыре углубления 7, которые своей формой согласуются с формой полипропиленовых портов 3. Углубления 7 сборочно-сварочной рамки 6 образованы совместно соответствующими углублениями в двух подвижных относительно друг друга рамочных частях сборочно-сварочной рамки.
Изображенный на фигуре 4 в своей принципиальной конструкции пакетный элемент 1 собирается внутри сборочно-сварочной рамки 6. Для этого сборочно-сварочная рамка 6 находится в своем раскрытом положении, в котором вторая часть рамки размещена отделенной от первой части 9 рамки.
На первой части 9 сборочно-сварочной рамки 6 позиционируют первый плоский фрагмент 2 алюминиевой многослойной фольги. На первом плоском фрагменте 2 устанавливают блок 8 элемента со встроенными электродами и сепараторами, а также присоединенными выводами. После этого в представленном примере исполнения на первом плоском фрагменте 2 алюминиевой многослойной фольги устанавливают четыре полипропиленовых порта 3 с помощью вставленных в них удерживающих стержней, а именно так, что они размещаются в тех частях углублений 7 сборочно-сварочной рамки 6, которые выполнены в первой части 9 рамки.
В заключение, на блоке 8 элемента позиционируют второй плоский фрагмент алюминиевой многослойной фольги вровень с первым плоским фрагментом 2 алюминиевой многослойной фольги. Для закрывания сборочно-сварочной рамки 6 теперь на первую рамочную часть 9 накладывают ее вторую рамочную часть. При изготовлении устройства находящийся в сборочно-сварочной рамке 6 сборный узел пакетного элемента 1 фиксируют между обеими рамочными частями, причем тогда отдельные составные части сборного узла элемента точно совмещены друг с другом.
Для этого сборочно-сварочная рамка 6 оснащена сварочным устройством с постоянным нагревом. Закрепленные вровень в сборочно-сварочной рамке 6 плоские фрагменты 2 алюминиевой многослойной фольги теперь свариваются друг с другом в результате подведения тепла с помощью встроенных в сборочно-сварочную рамку 6 нагревательных проволок сварочного устройства. Для этого сварочные зажимы сборочно-сварочной рамки 6 нагреваются до температуры выше 150 градусов Цельсия, и, в зависимости от характеристик шва, выдерживаются в течение определенного времени сварки при температуре нагрева. Во время процесса запечатывания удерживающие стержни 5 остаются в соответствующих полипропиленовых портах 3 и соответственно заполняют глухие отверстия 4 полипропиленовых портов 3, так что предотвращается закупоривание полипропиленовых портов 3 вследствие проводимого процесса плавления. Напротив, обеспечивается соединение между полипропиленовыми портами 3 и окружающим их полипропиленовым слоем алюминиевой многослойной фольги. По окончании сварки и процесса герметизации тем самым получается плотно заваренный пакетный элемент 1, включающий вваренные полипропиленовые порты 3.
Соответственно изготовленный герметичный пакетный элемент 1 с вваренными в него полипропиленовыми портами 3 после раскрытия сборочно-сварочной рамки 6 извлекают из нее и передают на изображенную в общих чертах на фигурах 5 и 6 заправочную рамку 10 устройства для изготовления гальванических пакетных элементов 1. Внутри этой заправочной рамки 10 проводится процесс заполнения и последующее за этим оплавление и, соответственно, закупоривание полипропиленовых портов 3.
В заправочной рамке 10 также выполнены предназначенные для полипропиленовых портов 3 углубления 11, причем посредством этих углублений 11 во взаимодействии с полипропиленовыми портами 3 пакетного элемента 1 он может быть абсолютно правильно позиционирован в заправочной рамке 10 и может быть зафиксирован в ней в точно выровненном положении.
После фиксирования пакетного элемента 1 внутри заправочной рамки 10 из глухих отверстий 4 полипропиленовых портов 3 удаляют заглушки или, соответственно, удерживающие стержни 5.
Глухие отверстия 4 в каждом случае дополняются не показанным на фигурах дополнительным глухим отверстием. Эти проходящие от дна глухих отверстий 4 дополнительные глухие отверстия имеют диаметр, величина которого задается или определяется диаметром используемой в ходе последующего процесса заполнения дозировочной иглы. Дополнительное глухое отверстие формируется с такой глубиной, чтобы по завершении формирования дополнительного глухого отверстия внутри полипропиленового порта оставалась тонкостенная полипропиленовая перегородка с толщиной, которая меньше или равна 1,5 мм.
Эта полипропиленовая перегородка прокалывается дозировочной иглой, причем в результате этого процесса прокалывания создается доступ во внутреннее пространство пакетного элемента 1.
Сначала с помощью дозировочной иглы из внутреннего пространства пакетного элемента 1 вытягивается воздух, для чего в дозировочной игле создается пониженное давление. На последующем этапе способа внутреннее пространство пакетного элемента 1 с помощью той же дозировочной иглы заполняется электролитом. Этот процесс заполнения может регулироваться пригодным для этого клапаном.
В процессе заполнения один из нескольких используемых в этом процессе заполнения полипропиленовых портов 3 и, соответственно, находящаяся в нем дозировочная игла могут быть использованы для того, чтобы удавалось выпускать из внутреннего пространства пакетного элемента 1 наружу избыточно введенный во внутреннее пространство пакетного элемента 1 электролит. В результате этого достигается промывание внутреннего пространства пакетного элемента 1, посредством которого из этого внутреннего пространства в известной степени выводятся нежелательные вещества, причем в качестве промывной жидкости используется электролит, который в конце процесса заполнения и без того должен наполнять внутреннее пространство пакетного элемента 1.
После заполнения внутреннего пространства пакетного элемента 1 электролитом полипропиленовый порт 3 сразу же должен быть закупорен. Для этого заправочная рамка 10 на предназначенных для полипропиленовых портов 3 углублениях 11 сбоку перед и за углублением 11 соответственно имеет прямоугольный ввод 12. При медленно проводимом извлечении дозировочной иглы из полипропиленового порта 3 параллельно с этим процессом через вводы 12 заправочной рамки 10 вставляется не показанный на фигурах нагревательный элемент. Вследствие теплового воздействия нагревательного элемента оплавляется по меньшей мере задний, обращенный к внутреннему пространству пакетного элемента 1 участок полипропиленового порта 3, в результате чего достигается деформирование и, соответственно, закупоривание полипропиленового порта 3.
В принципе, после завершения заполнения пакетного элемента 1 один не применяемый для заполнения полипропиленовый порт 3 можно использовать для того, чтобы вывести из пакетного элемента 1 имеющийся во внутреннем пространстве пакетного элемента 1 после заполнения формиргаз.
Описанный выше способ изготовления гальванических пакетных элементов позволяет обеспечивать гибкое решение заполнения пакетного элемента 1, так как число вваренных в пакетный элемент 1 полипропиленовых портов 3 или, соответственно, число используемых для заполнения внутреннего пространства пакетного элемента 1 полипропиленовых портов 3 не является четко регламентированным.
В альтернативном способе по изобретению изготовления гальванических пакетных элементов 1 доступ во внутреннее пространство пакетного элемента 1, выполненного в виде литий-ионного пакетного элемента 1, достигается применением полипропиленовых канюлей 13. Сначала проводится монтаж и, соответственно, сборка пакетного элемента 1 внутри сборочно-сварочной и заправочной рамки 14 устройства для изготовления гальванических пакетных элементов 1. Соответствующая сборочно-сварочная и заправочная рамка 14 представлена в общем на фигурах 7 и 8. При сборке пакетного элемента 1 внутри сборочно-сварочной и заправочной рамки 14 обеспечивается точное совмещение отдельных составных частей пакетного элемента 1, а именно блока 8 элемента, обоих плоских фрагментов алюминиевой многослойной фольги и полипропиленовых канюлей 13 относительно друг друга. Сборочно-сварочная и заправочная рамка 14 выполнена так, что она покрывает сплошным материалом ту область плоских фрагментов алюминиевой многослойной фольги, в которой позже будет проходить первый сварной шов 15, и плотно прижимает друг к другу оба плоских фрагмента алюминиевой многослойной фольги.
Узел пакетного элемента 1 получают при открытом положении сборочно-сварочной и заправочной рамки 14. Для этого сначала первый плоский фрагмент 2 позиционируют на первой части рамки. После этого следует установка блока 8 элемента. Затем позиционируют полипропиленовые канюли 13 соответственно предусмотренным в сборочно-сварочной и заправочной рамке 14 углублениям 16, например, на одном вертикальном краю пакетного элемента 1. В заключение позиционируют второй плоский фрагмент алюминиевой многослойной фольги вровень с первым плоским фрагментом 2 на установленном на нем узле элемента.
Сначала оба плоских фрагмента алюминиевой многослойной фольги выбирают с большей шириной относительно размеров пакетного элемента 1. Образующийся тем самым выступающий участок 16 плоских фрагментов используется для того, чтобы получить пакетную упаковку, которая имеет по большей части не содержащий загрязнений сварной шов.
Внутри сборочно-сварочной и заправочной рамки 14 с помощью предусмотренного в ней сварочного устройства закупоривают уже почти все основные размеры пакетного элемента 1, как они изображены на фигуре 7.
В таком процессе закупоривания или, соответственно, заваривания, при котором получают первый сварной шов 15, полипропиленовые канюли 13 ввариваются. При этом зафиксированные вровень сборочно-сварочной и заправочной рамкой 14 плоские фрагменты алюминиевой многослойной фольги свариваются друг с другом под действием тепла, подводимого имеющим встроенные в сборочно-сварочную и заправочную рамку 14 нагревательные проволоки сварочным устройством. При этом сварочные зажимы сборочно-сварочной и заправочной рамки 14 должны нагреваться до температуры выше 150 градусов Цельсия и, в зависимости от характеристик шва, должны выдерживаться в течение определенного времени сварки при этой температуре нагрева.
В результате приваривания полипропиленовых канюлей 13 внутреннее пространство пакетного элемента 1 может быть откачано, а после этого заполнено.
Полипропиленовые канюли 13 содержат заглушку, в которую встроена перегородка. Благодаря этому может быть многократно открыт и вновь закрыт доступ во внутреннее пространство пакетного элемента 1.
Заполнение и, соответственно, откачивание внутреннего пространства пакетного элемента 1 достигается тем, что прокалывается перегородка заглушки или крышки, и тем самым создается доступ во внутреннее пространство пакетного элемента 1. Тем самым способ заполнения может быть сделан технически гибким. Как только технологическая стадия заполнения и, при необходимости, предварительного формирования завершена, пакетные элементы 1 могут быть приведены к своим собственным размерам.
Для этого по-прежнему находящийся внутри сборочно-сварочной и заправочной рамки 14 пакетный элемент 1 снабжают дополнительным сварным швом 17, как это изображено на фигуре 8. Посредством этого дополнительного сварного шва 17 пакетный элемент ограничивается своими собственным размерами и герметично закупоривается. Выступающий участок 16, включающий вваренные в него полипропиленовые канюли 13, теперь может быть отделен и утилизирован. Отделение происходит после того, как пакетный элемент 1 был извлечен из сборочно-сварочной и заправочной рамки 14.
Устройство для измерения колесных пар рельсовых транспортных средств

