Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ДЕТАЛИ АВТОМОБИЛЯ
Вид РИД
Изобретение
Изобретение относится к способу изготовления детали автомобиля, выполняемой из пластмассы.
Конкретнее, способ предпочтительно ориентирован на изготовление декоративной детали, подвергаемой этапу распыления продукта, такого, как декоративное покрытие, например, красочное. Эту деталь называют декоративной деталью, поскольку она частично видна снаружи или внутри транспортного средства, когда установлена на этом транспортном средстве. Декоративная деталь может быть, например, внешней облицовкой задней двери, собранной на внутренней облицовке, спойлером, боковой дверью, капотом, и т.д.
Декоративная деталь может иметь некоторую область, которая подлежит защите, должна оставаться настолько чистой, насколько это возможно, и свободой от распыляемого продукта. В соответствии с первым примером, область, подлежащая защите, - это область крепления, предназначенная для крепления декоративной детали к другой детали транспортного средства, возможно - посредством приклеивания. Это область крепления должна оставаться настолько чистой, насколько это возможно, перед нанесением на нее клея, т.е. она не должна загрязняться или пачкаться перед креплением. Вместе с тем, этап распыления продукта на декоративную деталь, в общем случае проводимый посредством распыления на эту деталь перед креплением ее к детали, подлежащей креплению, может приводить к осаждению мелких капелек краски на области крепления. Частицы краски фактически диспергируются в виде тумана и могут переходить на другую сторону упомянутой детали, осаждаясь в виде тонкой пленки. Это может оказать негативное влияние на качество последующего крепления, особенно - на адгезию клея или другого материала, используемого, в частности, для создания связи. В соответствии с еще одним примером, область, подлежащая защите, - это участок декоративной поверхности, который должен быть свободен от краски, обычно - для декоративных целей. И в этом случае краску тоже не следует осаждать на области, подлежащей защите.
Одно решение, позволяющее преодолеть это затруднение, заключается в том, что на области, подлежащей защите, осаждают - до нанесения краски - клейкую пленку для маскировки области, подлежащей защите. Эта пленка дает преимущество, не оставляя осадок, губительный для сцепления или внешнего вида, сразу же после ее удаления. Пленку наносят вручную, после чего - тоже вручную - удаляют в конце этапа окрашивания. Эти ручные этапы являются длительными, дорогостоящими и могут страдать недостатком воспроизводимости.
Это изобретение имеет целью, в частности, упрощение способа изготовления детали автомобиля.
Таким образом, это изобретение относится к способу изготовления детали автомобиля, выполняемой из пластмассы, причем способ включает в себя этап, на котором распыляют продукт, и упомянутая деталь имеет некоторую область, подлежащую защите во время распыления, а способ отличается тем, что включает в себя следующие этапы, на которых:
- наносят текучий материал, образующий временный маскирующий слой на области, подлежащей защите, причем этот этап проводят автоматически,
- распыляют упомянутый продукт на упомянутую деталь и
- удаляют временный маскирующий слой.
Временный маскирующий слой защищает область, подлежащую защите, предотвращая покрытие этой области остатками после этапа окрашивания. Поскольку упомянутый слой осаждают путем нанесения текучего материала, для его осаждения можно использовать автоматический способ с помощью робота. Поэтому способ можно сделать быстрее, точнее и легко воспроизводимым.
Отметим, что использование временного маскирующего слоя, автоматически осаждаемого на область, подлежащую защите, оказывается особенно выгодным по сравнению с клейкими маскирующими пленками. Такие клейкие пленки нельзя наносить автоматически на трехмерную деталь, поскольку пленка образует складки вследствие того, что она должна следовать по криволинейным поверхностям.
Отметим также, что для маскировки области, подлежащей защите, можно воспользоваться маскировочным приспособлением. Такое приспособление представляет собой стенку, располагаемую перед областью, подлежащей защите, при распылении продукта на деталь и образующую защитный экран. Тем не менее, затруднение, возникающее в связи с таким приспособлением, заключается в том, что его следует точно согласовать с формой упомянутой детали, чтобы обеспечить совершенное уплотнение, препятствующее проникновению распыляемого продукта, что является делом трудным, поскольку детали и приспособления не всегда имеют одинаковые размеры из-за производственных допусков.
Отметим, что распыление продукта на деталь может быть, например, этапом распыления краски, лака, этапом хромирования и/или нанесения солей в растворе. Этот этап распыления продукта может происходить с предварительной подготовкой поверхности или без такой подготовки.
Помимо этого, термин «пластмассовая деталь» означает деталь, состоящую главным образом из пластмассы. Очевидно, что она может включать в себя другие частицы и композиционные материалы.
Способ может дополнительно предусматривать один или несколько следующих отличительных признаков, взятых по отдельности или в комбинации.
- Деталь имеет декоративную поверхность, покрытую распыляемым продуктом, а область, подлежащая защите, представляет собой локальную область декоративной поверхности, свободную от распыляемого продукта. В частности, область, подлежащая защите, представляет собой область, свободную от краски, чтобы сохранить на декоративной детали видимый неокрашенный участок для достижения эффекта стильности.
- Деталь представляет собой декоративную деталь, область, подлежащая защите, представляет собой область для крепления еще одной детали автомобиля, называемой деталью, подлежащей креплению, а за этапом удаления временного маскирующего слоя следует этап крепления детали, подлежащей креплению, к области крепления декоративной детали. Термин «деталь, подлежащая креплению» означает любую деталь, вероятно, подлежащую сборке с декоративной деталью, в частности - функциональный элемент любого типа. Область крепления в общем случае располагается на стороне, противоположной окрашенной стороне. Это, например, область приклеивания. Ясно, что предлагаемый здесь способ представляет конкретный интерес, когда деталь крепят посредством поверхностного сцепления в области крепления. В этом случае, на самом деле выгодна возможность присутствия исключительно чистой поверхности. Например, деталь крепят путем приклеивания, т.е., нанесения слоя клея на область крепления. В соответствии с еще одним примером, деталь крепят посредством аддитивной печати или стереоскопической печати - путем нанесения связующего слоя, создаваемого посредством печати. Отметим также, что этап крепления детали, подлежащей креплению, к области крепления декоративной детали можно проводить с предварительной подготовкой поверхности или без такой подготовки.
- Деталь, подлежащую креплению, крепят путем нанесения клея на область крепления декоративной детали.
- Деталь крепят посредством аддитивной печати или стереоскопической печати - путем нанесения связующего слоя, осаждаемого посредством печати. В этом случае, крепление можно проводить посредством механического закрепления или адгезии материалов.
- Временный маскирующий слой содержит термоклей. Отметим, что термоклей - это клей, который становится текучим под действием тепла и который поэтому легко можно нанести в жидком состоянии. Сразу же после нанесения, клей твердеет при охлаждении, прилипая к поверхности и не оставляя при этом никакого зазора, и поэтому может обеспечить уплотнение, препятствующее проникновению краски, и стойкость к ударам во время манипуляций с деталью, тем самым защищая область, подлежащую защите, в течение этапа распыления продукта, такого, как краска. Кроме того, этот охлажденный клей может быть быстро и легко удален с детали благодаря его остаточной гибкости и хорошей когезии при температуре окружающей среды, что позволят удалять слой предпочтительно за один проход, не разбивая на многочисленные кусочки. Этот термоклей предпочтительно не является сшиваемым, т.е., при нагревании его снова он снова становится гибким, и его можно легко использовать повторно. Термоклеи в общем случае содержат в качестве базовых ингредиентов термопластичные полимеры, такие, как полиэтилен, полипропилен, полиамид или сополимеры типа этиленвинилацетата (ЭВА), к которым добавляют смолы, повышающие клейкость, и другие добавки. Термоклеи в общем случае являются жидкими при температуре выше 110°C и твердыми при температуре ниже 90°C. В качестве примера термоклея отметим продукт под названием «TEROSON CF 438», продаваемый фирмой Henkel. Прежнее название клея этого типа - «MACROPLAST CF 438». Представляющим конкретный интерес примером термоклея, который можно использовать, является клей типа полиамида, такой, как продукт под названием «TECHNOMELT РА 2420», продаваемый фирмой Henkel, а также продаваемый фирмой Henkel продукт под названием «HENKEL 6208».
- Временный маскирующий слой содержит легко отслаиваемый лак, такой, как продаваемый компанией Zuelch продукт под названием 826-W1272-00, или продаваемый компанией EFTEC продукт под названием EFCOAT РО 380. В состав легко отслаиваемого лака этого типа обычно входит полимер на основе поливинилхлорида (ПВХ).
Легко отслаиваемый лак еще одного типа, который можно использовать, аналогичен легко отслаиваемым паяльным маскам, известным под названием «синие паяльные маски», такие, как продаваемый фирмой Atotech продукт под названием «SD 2954». Такие маски можно наносить посредством сеткографии.
- Временный маскирующий слой содержит термоклей. Деталь подвешивают на приспособление для подвешивания во время этапа распыления продукта, а временный маскирующий слой прижимают к приспособлению, удерживая за счет сцепления на приспособлении. Поэтому деталь оказывается временно сцепленной с приспособлением. Это приводит к надежному удержанию декоративной детали во время этапа окрашивания. Следовательно, достигается преимущество, заключающееся в том, что один и тот же временный слой работает как слой, маскирующий область, подлежащую защите, и слой, прилепляющий деталь к приспособлению. Декоративную деталь предпочтительно прижимают к приспособлению автоматически.
- Временный маскирующий слой содержит термоклей. Временный маскирующий слой наносят при температуре, превышающей 110°C, предпочтительно - в диапазоне между 140°C и 220°C, предпочтительнее - в диапазоне между 150°C и 200°C, а удаляют временный маскирующий слой при температуре менее 90°C, предпочтительно - в диапазоне между 10°C и 40°C.
- За этапом удаления временного маскирующего слоя следует этап повторного использования материала, который образовал этот временный маскирующий слой. Например, возможно повторное использование временного маскирующего слоя, содержащего несшитый термоклей. Повторное использование может включать в себя этап повторного расплавления при температуре, превышающей 140°C, в плавильнике. Можно запланировать этап счистки материала подлежащего повторному использованию, например, посредством фильтрации материала в соответствии с соблюдаемыми физическими свойствами такими, как плотность, механический эффект, размер частиц, и т.д.
- Временный маскирующий слой содержит термоклей, имеющий температуру Тс плавления, отличающуюся от температуры Тр плавления распыляемого продукта, а предпочтительно - относительно меньшую по сравнению с ней. В частности, это дает преимущество упрощения повторного использования - или даже оборотного использования - термоклея. Фактически, при отличающейся температуре плавления, клей можно отделить от продукта, например, посредством расплавления клея с одновременным поддержанием продукта в нежидком состоянии. Следовательно, для удаления продукта можно использовать фильтр. Например, температура Тс плавления клея составляет менее 150°C, предпочтительно - менее 130°C, предпочтительнее - примерно 100°C; и/или температура Тр плавления распыляемого продукта составляет более 150°C, предпочтительно - более 180°C, предпочтительнее - примерно 200°C. В соответствии с примером, термоклей представляет собой полиамид (ПА) с температурой Тс плавления примерно 100°C, а распыляемый продукт представляет собой полимерную - типа полиуретановой - краску с температурой Тр плавления примерно 200°C.
- Этап повторного использования временного маскирующего слоя включает в себя следующие этапы, на которых: восстанавливают временный маскирующий слой после его удаления, измельчают его, сушат его, вводят его в экструдер при температуре Т, большей, чем температура плавления маскирующего слоя, и меньшей, чем температура плавления распыляемого продукта, удаляют продукт посредством фильтрации и/или восстанавливают материал для формирования нового маскирующего слоя. В преимущественном варианте, во время экструзии возможно внесение добавки, например - одного или нескольких стабилизаторов, в маскирующий слой таким образом, чтобы оказалось возможным его оборотное использование несколько раз. Отметим, что все этапы можно воплотить и в заданном порядке, либо некоторые из них можно исключить или заменить другими этапами, или можно изменить порядок воплощения. Предложенное здесь решение дает возможность оперативного повторного использования маскирующего слоя, гарантируя при этом определенную чистоту и отсутствие таких остатков продукта, как остатки краски.
- За этапом удаления временного маскирующего слоя следует этап обезжиривания и/или подготовки поверхности области, подлежащей защите. Подготовкой поверхности может быть стерилизация пламенем, обработка по плазменной технологии и/или посредством коронного эффекта. Обезжиривание можно проводить, например, с помощью ветоши.
- Временный маскирующий слой осаждают посредством конфигурируемой системы управления процессом, такой, как шестикоординатный робот, чтобы задать ширину и толщину временного маскирующего слоя. Например, выражаемая в миллиметрах находится в диапазоне между 10 мм и 30 мм, составляя примерно 20 мм, а толщина находится в диапазоне между 1 мм и 3 мм.
- Этап отверждения слоя распыляемого продукта имеет место после этапа нанесения временного маскирующего слоя на область, подлежащую защите, предпочтительно - при температуре, превышающей 80°C. Например, это этап отверждения краски.
Изобретение также относится к применению вышеописанного способа изготовления детали экстерьера автомобиля, такой, как облицовка задней двери, облицовка переднего или заднего бампера, переднее или заднее крыло, оконная стойка, рокер, боковая дверь, капот, сужающаяся деталь, такая, как спойлер на крыше кабины.
Изобретение также относится к установке для изготовления детали автомобиля, содержащей пластмассу, причем установка включает в себя следующие устройства, расположенные одно за другим на технологической линии для производства детали:
- устройство для автоматического нанесения текучего материала, образующего временный маскирующий слой на детали;
- устройство для распыления продукта на деталь;
- устройство для удаления временного маскирующего слоя;
- и - по выбору - станцию для восстановления временного маскирующего слоя с целью повторного использования.
Станция для восстановления временного маскирующего слоя преимущественно содержит экструдер, работающий при температуре Т, большей, чем температура плавления маскирующего слоя, и меньшей, чем температура плавления распыляемого продукта, и снабженный фильтром, например - вращающимся фильтром, для отделения маскирующего слоя от продукта.
Изобретение станет понятнее по прочтении прилагаемых чертежей, которые приводятся исключительно в качестве примера, а ни в коем случае не ограничения, при этом:
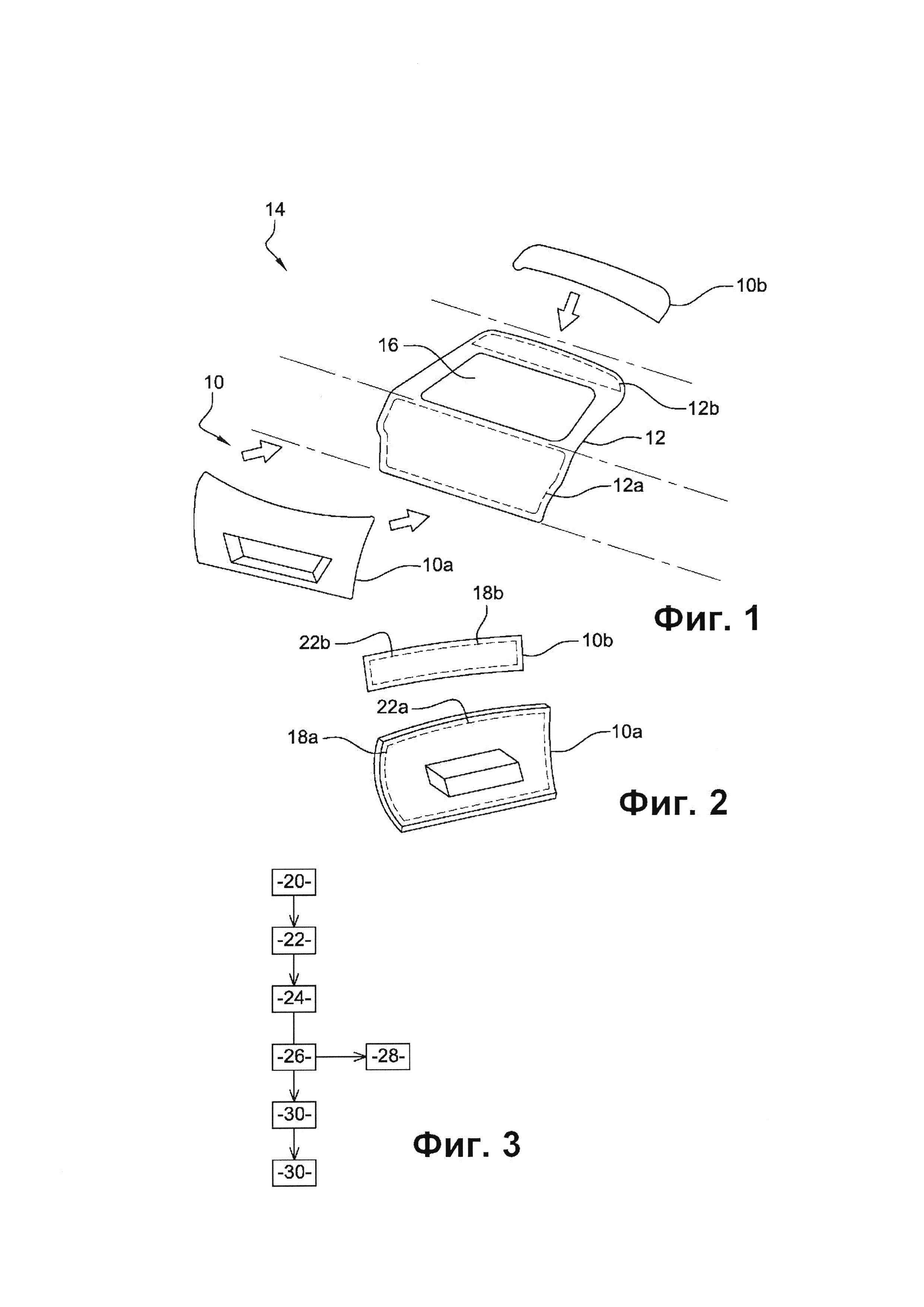
- на фиг. 1 представлено схематическое перспективное изображение в разобранном виде внешней облицовки задней двери, выполненной в соответствии с одним вариантом осуществления способа и собранной на внутренней облицовке задней двери;
- на фиг. 2 представлен внутренний вид внешней облицовки согласно фиг. 1; и
- на фиг. 3 представлена блок-схема последовательности операций, иллюстрирующая способ изготовления внешней облицовки согласно фиг. 1.
Обратимся к фиг. 1. Декоративная деталь 10 автомобиля, изготовленная в соответствии с вышеописанным способом, может представлять собой внешнюю облицовку задней двери. Эта внешняя облицовка 10 предназначена для крепления к внутренней облицовке 12 задней двери с целью формирования задней двери 14.
Декоративная деталь 10 в этом примере имеет два участка 10а, 10b: нижнюю внешнюю облицовку 10а, предназначенную для накрытия нижнего участка внутренней облицовки 12, и верхнюю внешнюю облицовку 10b, предназначенную для накрытия верхнего участка внутренней облицовки 12. Декоративная деталь 10 в общем случае выполнена из термопластичного материала, формованного методом впрыска, например, полипропилена. Она имеет декоративную поверхность, которая окрашена, видимую снаружи транспортного средства и соответствующую внешним поверхностям облицовок 10а и 10b, схематически проиллюстрированным на фиг. 1. Она также имеет внутреннюю поверхность, соответствующую внутренним поверхностям облицовок 10а и 10b, схематически проиллюстрированным на фиг. 2. Внутренняя поверхность облицовок 10а, 10b не должна быть видимой сразу же после сборки задней двери и установке ее на автомобиле. Это поверхность, которую можно квалифицировать как «технологическую» в том смысле, что она не предназначена для декорации и поэтому может иметь технологические особенности, включая средства для крепления декоративной детали 10 к внутренней облицовке 12 задней двери.
Внутренняя облицовка 12 задней двери имеет общую форму стойки, имеющей проем 16 для заключения в нем заднего окна. Эта внутренняя облицовка 12 задней двери выполнена, например, из армированного термореактивного материала.
Декоративная деталь 10 в этом примере крепится к внутренней облицовке 12 задней двери посредством приклеивания. Поэтому декоративная деталь 10 имеет две области 18а и 18b, подлежащие защите, т.е. области 18а и 18b крепления, расположенные соответственно на внутренней поверхности облицовок 10а, 10b. Области 18а и 18b крепления показаны пунктирными линиями на фиг. 2. На завершающей стадии способа изготовления декоративной детали 10, эти области 18а и 18b крепления будут нарыты сцепляемыми дорожками, приклеиваемыми затем к внутренней облицовке 12 задней двери для постоянного скрепления декоративной детали 10 с внутренней облицовкой 12 задней двери.
Теперь, со ссылками на фиг. 3, будет описан способ изготовления декоративной детали 10. Понятно, что этапы изготовления «декоративной детали 10» описаны в общем виде в целях упрощения, но эти этапы воплощаются сначала на нижней облицовке 10а, а потом на верхней облицовке 10b, в общем случае - независимо.
Способ начинается впрыском 2 0 материала в технологическую форму для формирования декоративной детали 10 кузова посредством формования, точнее - формирования сначала нижней облицовки 10а, а потом - верхней облицовки 10b. Перед окрашиванием декоративной детали 10, проводят этап 22, на котором наносят временный маскирующий слой 22а, 22b на область 18а, 18b, подлежащую защите. Этап 22 проводят автоматически посредством робота. Слой 22а, 22b создают в том же положении, в котором находится область 18a, 18b, подлежащая защите. Поэтому на фиг. 2 она показана фиктивно, хотя на готовой декоративной детали, показанной на фиг. 2, этой области нет.
Временный маскирующий слой 22а, 22b в этом примере содержит термоклей, описанный выше. Этап 22 нанесения временного маскирующего слоя 22а, 22b проводят при температуре, превышающей 110°C, предпочтительно - в диапазоне между 140°C и 220°C, предпочтительнее - в диапазоне между 150°C и 200°C. Помимо этого, этап 22 проводят посредством конфигурируемого робота, задавая ширину и толщину временного маскирующего слоя 22а, 22b. Например, ширина слоя 22а, 22b составляет примерно 20 мм, а толщина находится в диапазоне между 1 мм и 3 мм. В этом случае, скорость перемещения робота находится в диапазоне между 50 мм и 200 мм в секунду, а расход клея при этом происходит на скорости вращения в диапазоне между 20 и 80 оборотов в минуту (об/мин). Помимо этого, слой наносят посредством выдвижного сопла, располагаемого как можно ближе к детали, при этом расстояние между деталью и концом сопла находится в диапазоне между 2 мм и 8 мм. Поэтому осаждение клея осуществляется точнее. Вдобавок, поскольку слой можно распылять по сцепляемой дорожке определенной длины, например - 2 5 мм, появляется возможность изменять вязкость в зависимости от температуры клея, его типа и справочной информацией.
За этапом 22 нанесения временного маскирующего слоя 22а, 22b на область 18а, 18b, подлежащую защите, следует этап 24, на котором продукт (в этом случае - краску) распыляют на декоративную деталь. Этот этап 24 проводят посредством распыления краски на декоративную поверхность, соответствующую внешним поверхностям облицовок 10а и 10b. В этом примере распыления краски, этап 24 включает в себя этап отверждения каждой детали в печи в течение периода между 20 и 30 минутами, проводящийся при температуре примерно 80°C. Внутренние поверхности облицовок 10а и 10b не окрашивают непосредственно, но они косвенным путем принимают остатки краски, осаждающиеся в виде тонкой пленки, благодаря образованию красочного тумана посредством распыления. Таким образом, временный маскирующий слой 22а, 22b, который уплотняется при этой температуре, вероятно, принимает капли краски вместо области 18а, 18b, подлежащей защите, которую он накрывает.
В соответствии с конкретно выгодным усовершенствованием, во время этапа 24 нанесения краски, декоративную деталь 10а, 10b подвешивают на приспособление для подвешивания, а временный маскирующий слой 22а, 22b прижимают к приспособлению, удерживая за счет сцепления на приспособлении.
За этапом 24 распыления продукта следует этап 26, на котором временный маскирующий слой 22а, 22b удаляют. Например, приподнимают конец слоя и тянут за него. Этот этап удаления слоя 22а, 22b проводят при температуре менее 90°C, предпочтительно - в диапазоне между 10°C и 40°C. При этой температуре, термоклей, образующий слой 22а, 22b, охлаждается, является гибким и может быт удален быстро и легко без фрагментации.
За этапом 26 удаления временного маскирующего слоя следует этап 30 обезжиривания и - по выбору - подготовки поверхности области крепления.
В соответствии с конкретно выгодным вариантом осуществления, за этапом 26 удаления временного маскирующего слоя также следует этап 28 повторного использования материала, который образует этот временный маскирующий слой. В соответствии с одним примером, временный маскирующий слой содержит термоклей, имеющий температуру Тс плавления, относительно низкую по сравнению с температурой Тр плавления распыляемого продукта. В соответствии с одним примером, термоклей представляет собой полиамид (ПА) с температурой Тс плавления примерно 100°C, а распыляемый продукт представляет собой полимерную - типа полиуретановой - краску с температурой Тр плавления примерно 200°C. Этап 28 повторного использования временного маскирующего слоя включает в себя следующие этапы, на которых: восстанавливают временный маскирующий слой после его удаления, измельчают его, сушат его, вводят его в экструдер при температуре Т примерно от 120°C до 130°C, то есть, большей, чем температура Тс плавления маскирующего слоя, и меньшей, чем температура плавления распыляемого продукта. Поэтому плавится маскирующий слой, а не распыляемый продукт. Затем удаляют продукт в конце экструзии, делая это посредством фильтрации с использованием вращающегося фильтра грубой очистки, чтобы отделить маскирующий слой от продукта. Потом материал восстанавливают для формирования нового маскирующего слоя. В преимущественном варианте, во время экструзии возможно внесение добавки, например - стабилизаторов и/или других добавок, в маскирующий слой таким образом, чтобы оказалось возможным его оборотное использование несколько раз.
Потом за этапом 30 следует этап 32, на котором деталь, подлежащую креплению, крепят к области крепления декоративной детали, т.е., в этом примере - этап, на котором внутреннюю облицовку 12 задней двери крепят к области 18а, 18b, подлежащей защите, декоративной детали 10. Области 12а, 12b крепления схематически показаны на фиг. 1.
В конце этого этапа 32 получают заднюю дверь 14, готовую к сборке на транспортном средстве.
Такой способ изготовления воплощают на установке, содержащей следующие устройства, расположенные одно за другим на технологической линии для производства детали:
- устройство для автоматического нанесения текучего материала, образующего временный маскирующий слой 22а, 22b на детали;
- устройство для распыления продукта на деталь 10;
- устройство для удаления временного маскирующего слоя 22а, 22b.
Вдобавок, установка предпочтительно включает в себя станцию для восстановления временного маскирующего слоя с целью повторного использования. Эта станция преимущественно содержит экструдер, работающий при температуре Т, большей, чем температура плавления маскирующего слоя, и меньшей, чем температура плавления распыляемого продукта, и снабжена фильтром, по выбору - вращающимся фильтром, для отделения маскирующего слоя от продукта. Фильтр предпочтительно предназначен для грубой очистки, т.е., выраженный в микрометрах размер ячеек фильтра находится в диапазоне между 150 мкм и 600 мкм.
В соответствии с еще одним вариантом осуществления, деталь, подлежащая изготовлению, имеет декоративную поверхность, покрываемую распыляемым продуктом, а область, подлежащая защите, представляет собой локальную область декоративной поверхности, свободную от распыляемого продукта. Например, внешние поверхности облицовок 10а и 10b декоративной детали 10 имеют локальную неокрашенную область, свободную от краски и подлежащую защите таким же образом, как области 18а, 18b, подлежащие защите. Понятно, что вышеописанный способ аналогичным образом применим к таким областям, подлежащим защите, и что все описание в целом можно читать в контексте такого применения.
Изобретение не ограничивается описанными вариантами осуществления, и специалистам в данной области техники будут очевидны другие варианты осуществления.
В частности, предлагаемый способ применяется для изготовления облицовки 10 задней двери, но этим способом можно изготавливать многие другие детали, в частности, облицовку переднего или заднего бампера, переднее или заднее крыло, оконную стойку, рокер, боковую дверь, капот, сужающуюся деталь, такую, как спойлер на крыше кабины.
Кроме того, в соответствии с еще одним примером, временный маскирующий слой 22а, 22b содержит легко отслаиваемый лак вместо термоклея. Например, используют такой отслаиваемый лак, как продаваемый компанией Zuelch продукт под названием 826-W1272-00. Этот лак обычно осаждают автоматически, а время сушки при этом составляет примерно два часа при температуре окружающей среды. Время сушки можно сокращать, увеличивая температуру, так что сушка продлится, например, 15 минут при температуре около 140°C.
Помимо этого, скрепление декоративной детали 10 и детали 12, подлежащей креплению, вышеописанном примере осуществляется посредством приклеивания, но возможно скрепление и других типов, в частности, скрепление других типов воплощают посредством сцепления поверхностей, требующего, чтобы поверхность, подлежащая креплению, была очень чистой, без остатков. В частности, можно рассмотреть крепление посредством механического подвешивания на относительно большой площади, во время которого связующий слой посредством аддитивной печати или стереоскопической печати наносят на область крепления, чтобы подвесить деталь, подлежащую креплению, на декоративную деталь 10.
Способ и устройство для окраски кузовной детали автомобиля
Конструкция транспортного средства, содержащая батарею
Способ поверхностной обработки деталей больших размеров, устройство захвата и удержания деталей, адаптированное для осуществления такого способа, использование этого устройства захвата и удержания и технологическая кабина для обработки деталей
Аппарат для пробивания отверстий и/или сварки на оболочке бампера
Способ прикрепления опоры для оборудования к покрытию из пластикового материала части кузова транспортного средства
Способ и устройство для пробивания отверстий в кузовных деталях
Опорное устройство для пакета с растительными отходами
Поворотная крышка бака для сбора отходов
Герметичный контейнер для транспортировки порошкообразных химических продуктов
Воздуховод для передней стороны автотранспортного средства, содержащий механически слабые зоны

